塑料涂覆布正压风筒工艺流程图
注塑部作业流程图资料
《品管部检查记录表》
(2 年)
《品管部检查记录表》
(2 年)
《制程异常通知 单》
(2 年)
《不合格品处理 表》
(2 年)
精品文档
汇鸿塑胶五金制品(深圳)有限公司 塑胶品管部工作手册
题目:IPQC 系统流程图
流程
负责人
章节号 版本 页次 总页数
参考文件
WI-009 1.5 3/3
17/36 记录
注塑部作业流程图
精品文档
汇鸿塑胶五金制品(深圳)有限公司 塑胶品管部工作手册
题目:注塑部作业流程图
1. 目的:
对制程品有效检验与试验,确保不良品不流入下工序。
2. 范围:
适用于公司塑胶部所有制程检查
3. 定义:
IPQC:制程检查员
4. 流程:
输入:
负责人:
输出:
目标:
流程
负责人
章节号 版本 页次 总页数
生产部填 写
文员
QA
生产部主 管/生产助 理
入库
NG
F
结束பைடு நூலகம்
生产部返 报废申请
工
单
生产主管,品质主管,
物控主管及副总确认
可
报
QC 确
废
OK
认
生产部安排报
可挑选
G
员工 生产主管 品质主管 物控主管 副总理
IPQC
生产主管 /助理
废
收集于网络,如有侵权请联系管理员删除
《品管部检查记录表》
(2 年)
《品管部检查记录表》
NG
签上盖
PASS 印
《制程异常通知
单》于生产部
生产部主管或主要责 任人确认改善方案
正压风筒工艺
处数
更改文件号
签字
日期
XXXXXX 公司
实施日期:XXXX.XX.XX
工 艺 流 程 图
塑 料 涂 覆 布 正 压 风 筒
编号:XX/XX002-001 代替: 标准:MT164-2007 共 1 页 第 1 页
工 艺 流 程 图
塑料涂覆布正压风筒 领 料 裁 剪 画 线 安装吊环 拼 缝 安装端圈 修 剪
设计(日期) 校对(日期) 审核(日期)
标准(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
XXXXXX 公司
高频热合安装吊环作业指导卡片
塑 料 涂 覆 布 正 压 风 筒
编号:XX/XX002-003 代替: 标准:MT164-2007
实施日期:XXXX.XX.XX 共 1 页 第 1 页 一、使用设备: 高频热合机、缝纫机、剪刀。 二、准备工作 1. 检查机器是否正常工作。 2. 清洁机器工作台面,并同时清洁工作场地的地面。 3. 认真审视生产计划。 三、安装吊环 1. 制扣带:用剪刀裁取 80mm× 140mm 的扣带布,然后将其沿宽度方向对折,再将其沿长度方向对折,用高频机粘合,粘合大小为 40mm。 2. 制吊环覆盖布:用剪刀裁取 130mm× 130mm 的布,所裁的盖布要求规整,边缘整齐,成正方形且大小一致。 3. 用缝纫机将吊环安装到“+”处,要求安装工整、牢固。 4. 用高频机安装吊环覆盖布,安装时要保证与安装线平行,且安装要牢固,布的有漏风及剥离现象。 四、高频机的使用 1. 设备参数:220V/50HZ 电源,功率 2500W,热合速度不大于 10S,热合面积不小于 75 平方厘米,热合厚度 0.1-2mm 2. 使用条件:安装在平稳的环境中,室内空气应保持通畅,接地良好。 3. 操作方法与步骤 3.1 将电压调节放在 1 档,时间控制放在“OFF” ,然后将电源开关拨向“ON” ,预热 2min。 3.2 将加工物放入上下两电极间,用右脚踩踏杆,使上下电极与加工物紧密接触,用左脚踏动开关,注意观察加工物的变化,待加工物明显塑化后,抬起 左脚,松开踏动开关,待加工物冷却后再抬起右脚,松开踏杆。 3.3 加工结束后关掉电源。 4. 注意事项 4.1 调压时不要踩脚踏开关。 4.2 模具一定要平。 设计(日期) 校对(日期) 审核(日期) 标准(日期) 批准(日期)
化工PVC各工段工艺流程(doc 16页)(正式版)

(摘要 1、内蒙古三联化工集团是大型股份制企业。
集团总部设在自治区呼和浩特市,距离首都北京560公里,铁路、公路、航空运输便利,资源丰富,能源充足。
集团下辖企业有:内蒙古三联化工股份有限公司、内蒙古众源化工股份有限公司、内蒙古天立科技工贸有限责任公司、内蒙古三联化工机械有限责任公司、呼和浩特三联房地产开发有限责任公司、上海呼远经济发展公司。
2005年,内蒙古三联化工股份有限公司与中化国际(控股)股份有限公司共同投资成立了中化三联塑胶(内蒙古)有限责任公司。
公司总建设规模为年产P.V .C.和烧碱双24万吨,预计2007年底全部达产。
集团整体规模进一步扩大,经济实力进一步增强,进一步繁荣了地方经济,创造了更多的劳动就业机会。
集团拥有科研开发中心,基础化工产品、精细化工产品及化工设备生产线,原料加工基地,矿山,铁路运输,汽车运输以及国内外营销网络,具有独立的外贸进出口自营权。
集团已通过国际ISO9001-2000质量管理体系以及职业健康安全管理体系认证,并利用当地的资源优势,积极吸引科研(设计)院所和高等院校等加入 集团,开展科技攻关、管理研究、经营业员策划等方面的专项合作,推进企业的管理创新。
集团主要产品:聚氯乙烯、烧碱(其中有:固碱、片碱、液碱)、叔丁基二茂铁、电石、合成盐酸、液氯、三氯乙烯、四氯乙烯、漂精粉、溶解乙炔、塑料深加工制品、密闭包装钢桶、各种化工试剂等;拥有三类压力容器的设计、制化工学院 姓名:郭亮学 号: 200910508005造和安装资格。
定型产品有螺旋板式换热器、隔膜电解槽及各种规格和用途的塔器、蒸发器、反应釜、罐贮和先进的轻钢制作生产线。
集团的宗旨是:发挥现代化化工企业的整体优势,应用最新的科技成果,引入最新的材料、工艺和设备,形成系列化研制开发,规模化生产经营,提高集团综合经济效益。
关注顾客,诚信守法,改进提高,挖潜创新,以一流的产品参与国际市场竞争。
内蒙古三联化工集团正致力于实现中远期发展目标,愿与海内外各界朋友建立广泛的合作往来,共享利益,共同开拓,寻求共同发展与繁荣。
塑料制品表面喷涂工艺流程

塑料制品表面喷涂工艺流程常见的塑料制品的材质以PP、ABS、PVC、PSHIPS为主。
一方面这些材料注射成型时为便于脱模,使用了脱模剂(如石蜡类或聚乙烯醇类),另一方面这些材质本身结构较为规整,极性小,表面能低,溶解度参数小。
因此要在其表面进行喷涂是非常困难的,喷涂技术的关键就是通过合理的工艺设计,对塑料制品表面进行特殊处理,使涂料完全浸润在制品表面,然后进行扩散渗透,使之紧密接触,最终达到美观、耐用的目的。
一、工艺流程塑料制品表面喷涂工艺流程见图1。
图1塑料制品表面喷涂工艺流程二、喷涂工艺1喷涂前的准备准备工序主要包括投产前检验、塑胶件的修补和消除制件内应力。
一般来说检验的目的主要是检查塑胶制品的外观质量,去除影响美观的飞边,或修补运输中划伤、磕碰面等。
对于尺寸要求严格的,还需进行热处理来消除内应力。
2表面处理表面处理工序是塑料制品喷涂的关键技术之一。
处理的好坏直接影响到涂膜的附着力等技术指标,尤其对PP更是如此。
目前提高PP或改性PP附着力的方法有:燃烧火焰法、等离子体或紫光处理、强酸腐蚀法等,均是以改善其分子结构为目的,来增强与涂层的粘附性。
但这些办法均需配置复杂的设备,并且增加了喷涂成本。
而选择特殊的专用涂料及合理的工艺就可使表面处理变得简单易行。
其工艺主要包括:脱模剂的去除、侵蚀脱脂和除尘除静电等内容。
1)脱模剂的去除。
去除脱模剂一般使用烷系溶剂(如乙烷)擦洗。
操作时尤其注意流线体圆弧过渡处,凹凸面部位等,做到干净、彻底。
2)侵蚀和脱脂处理。
侵蚀脱脂也是为了除去油污,提高涂膜的附着力。
一般用乙醇或乙醇和涂料专用底漆稀释剂混合溶液(比例约8︰2),用布擦洗制品表面时,尤其应注意不要使用含有油渍的布,以防二次污染。
3)除尘、除静电。
除静电的目的是防止静电吸尘,其方法有两种:手工擦洗除尘和使用静电除尘装置除尘。
手工除尘是用干净的棉布醮防静电稀料擦洗制品,每件擦洗至少2次,同时必须使稀料挥发干燥后才能进行下道工序。
覆膜加工工艺流程
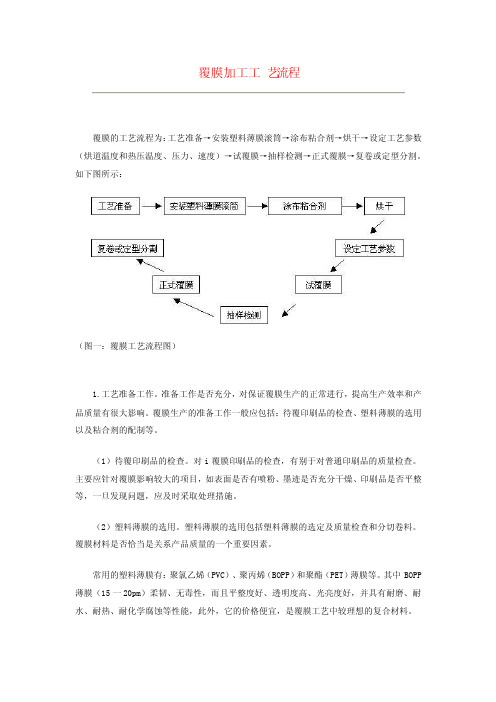
覆膜加工工艺流程覆膜的工艺流程为:工艺准备→安装塑料薄膜滚筒→涂布粘合剂→烘干→设定工艺参数(烘道温度和热压温度、压力、速度)→试覆膜→抽样检测→正式覆膜→复卷或定型分割。
如下图所示:(图一:覆膜工艺流程图)1.工艺准备工作。
准备工作是否充分,对保证覆膜生产的正常进行,提高生产效率和产品质量有很大影响。
覆膜生产的准备工作一般应包括:待覆印刷品的检查、塑料薄膜的选用以及粘合剂的配制等。
(1)待覆印刷品的检查。
对i覆膜印刷品的检查,有别于对普通印刷品的质量检查。
主要应针对覆膜影响较大的项目,如表面是否有喷粉、墨迹是否充分干燥、印刷品是否平整等,一旦发现问题,应及时采取处理措施。
(2)塑料薄膜的选用。
塑料薄膜的选用包括塑料薄膜的选定及质量检查和分切卷料。
覆膜材料是否恰当是关系产品质量的一个重要因素。
常用的塑料薄膜有:聚氯乙烯(PVC)、聚丙烯(BOPP)和聚酯(PET)薄膜等。
其中BOPP 薄膜(15一20p m)柔韧、无毒性,而且平整度好、透明度高、光亮度好,并具有耐磨、耐水、耐热、耐化学腐蚀等性能,此外,它的价格便宜,是覆膜工艺中较理想的复合材料。
覆膜工艺对塑料薄膜的质量要求是:厚度直接影响薄膜的透光度、折光度、薄膜牢度和机械强度等,根据薄膜本身的性能和使用目的,覆膜薄膜的厚度以0.01~0.02mm之间为宜。
须经电晕或其它方法处理过,处理面的表面张力应达到4Pa,以便有较好的湿润性和粘合性能,电晕处理面要均匀一致。
透明度越高越好,以保证被覆盖的印刷品有最佳的清晰度。
透明度以透光率即透射光与投射光的百分比来表示;PET薄膜的透光率一般为88~90%,其它几种薄膜的透光率通常在92~93%之间。
良好的耐光性,即在光线长时间照射下不易变色,具备一定的机械强度和柔韧特性,薄膜的机械强度包括抗张强度、断裂延伸率、弹性模量、冲击强度和耐折次数等项技术指标。
塑料表面处理工艺汇总PPT课件

.
31
• 酸铜层: ABS塑料和镀层之间的热膨胀系数差异很大, 酸铜层可以缓和温度急速变化而造成的应力作用。
.
25
零件性能-抗腐蚀机理
抗腐蚀机理
第一步:在零件表面有腐蚀介质时,微
Cr MP-Ni
孔处暴露在外的镍层作为阳极性镀层先 (微孔镍)
遭受腐蚀,腐蚀电流的大小由铬层的表
面积决定,在大量不连续微孔的作用下,
.
10
激光印字
• 利用激光的高能量,直接将文字、图案打 印至材料表面。属于雕刻印刷,耐磨损性 好。
扫描式激光打印
. 屏蔽式激光打印
11
涂料
• 涂料主要成分:树脂,颜料(Pigment)及 溶剂,还有涂料添加剂。
– 树脂:将颜料与颜料连接并赋予涂膜光泽与硬 度,有天然树脂与合成树脂。
– 颜料:赋予涂膜色彩,遮盖下涂。
.
29
多材料成型技术
• 双物料制品一般以ABS, PC等硬塑料配合TPE、 TPR软塑料为主,适合制造餐具、手柄、表壳、 电话机外壳及按钮等制品。
• 双色注塑/双射注塑(Double color injection): 用 双射成型机两只料管配合一套模具(两个型腔) 经两次射出,一次成型产品。实现多种物料多 种颜色在一个产品上,以提高功能性和美观。
• 二次注塑(Over molding): 用第一套模具,先成 型产品基材,而后用第二套、模具成型产品覆 材,经两次成型而成。
.
30
塑胶模具表面处理
• 砂纹
– 电火花纹(EDM Texture):电火花加工时,因电流产生的瞬 时高温腐蚀工件而留下的砂纹。纹路单一。
– 喷砂纹(Shot Blast Texture): 工艺简单成本低,但纹路单一, 不均匀。
塑料喷涂工艺流程
塑料喷涂工艺流程塑料喷涂工艺流程一共有五个方面:1.退火:塑料成型时易形成内应力,涂装后应力集中处易开裂。
可采用退火处理或整面处理,消除应力。
退火处理是把ABS塑料成型件加热到热变形温度以下,即60℃,保温2h。
由于采用此种工艺需要大量的设备投资,因此,可采用整面处理的技术,即配置能够消除塑件内应力的溶液在室温下对塑件表面进行15~20min的处理即可。
2.除油:塑料件表面常沾有油污、手汗和脱模剂,它会使涂料附着力变差,涂层产生龟裂、起泡和脱落。
涂装前应进行除油处理。
对塑料件通常用汽油或酒精清洗,然后进行化学除油化学除油后应彻底清洗工件表面残留碱液,并用纯水最后清洗干净,晾干或烘干。
3.除电及除尘:塑料制品是绝缘体,表面电阻一般在1013Ω左右,易产生静电。
带电后容易吸附空气中的细小灰尘而附着于表面。
因静电吸附的灰尘用一般吹气法除去十分困难,采用高压离子化空气流同时除电除尘的效果较好。
4.喷涂:塑料涂层厚度为15~20μm,通常要喷涂2~3道才能完成。
一道喷涂后晾干15min,再进行第二次喷涂。
需要光亮的表面还必须喷涂透明涂料。
涂后的制件对于阻燃性能基本没有影响。
5.烘干:涂完后可在室温下自干,也可在60℃条件下烘烤30min。
塑料ABS脱漆剂的配方配方:以甲醇为主,占80%以上,添加二甲苯10%,适量添加醋酸丁酯。
使用方法:浸泡3~5分钟。
如何去掉塑料表面的油漆油漆清洗剂配方(重量%)乙氧基化烷基胍-胺络合物20.0碳酸钠40.0硅酸钠30.0氢氧化钠10.0制备方法将钠盐(和碱)共研粉末,缓慢地加进胍-胺络合物,混合均匀。
如何去除废塑料表面油污及异味?(仅供参考)用于包装食品(尤其是肉类)的废弃塑料薄膜表面会沾附动植物油污,经过长时间放置后会腐败变质而产生异味.这些污染物会影响其再利用,主要表现在造粒后有异味,用这些再生颗粒生产的塑料产品也会带有异味,造成了再生颗粒应用范围受到限制,价格也不会太高.例如,废弃的肉类包装用白色PE膜简单清洗后造粒,颗粒的市场价只有6000-7000元/吨;如果清洗较彻底再造粒,这种颗粒可以买到9000元/吨以上,足见其利润会增加很多.清洗用设备不需要很复杂,只需要浸泡池一个;薄膜清洗机一台;带有转轮的漂洗池一个.首先将待洗物料在含有清洗剂的池中浸泡10-20分钟,然后入清洗机清洗,再进行漂洗即可.清洗剂配方:火碱(NaOH) 2%硅酸钠 1%润湿剂JFC 0.2%次氯酸钠(消毒脱臭)1-2%水加至100%常温浸泡清洗即可工艺流程物料- 浸泡(用清洗剂)-清洗-漂洗-造粒加工成本(吨)以两人;总装机7.5千瓦/时;10小时生产1吨计算(不含造粒费用).溶剂损耗 200元劳务费(2人*30) 60元电费 (7.5*1*10h)75合计 335元如何脱掉废塑料上油性附着物多用途清洗剂(脱模、脱脂、清洗)配方(重量%)水 87.0氢氧化钾(90%) 2.4磷酸三钠 0.6硅酸钠 3.0磷酸盐化壬基苯氧基聚乙氧基乙醇(阴离子型) 2.0丁基溶纤剂 5.0共计 100.0性质固体(%)8.0活性(%)13.0pH 13.0~14.0粘度低塑料制品清洁剂配方配方1组分 w/% 组分 w/%过氧化硼酸钠单水合物 35 硅酸钠 5三聚磷酸钠 30 十二烷基苯磺酸钠(LAS) 10碳酸钠 20制备将上述组分混合均匀即可。