螺纹底孔标准
螺纹底孔标准

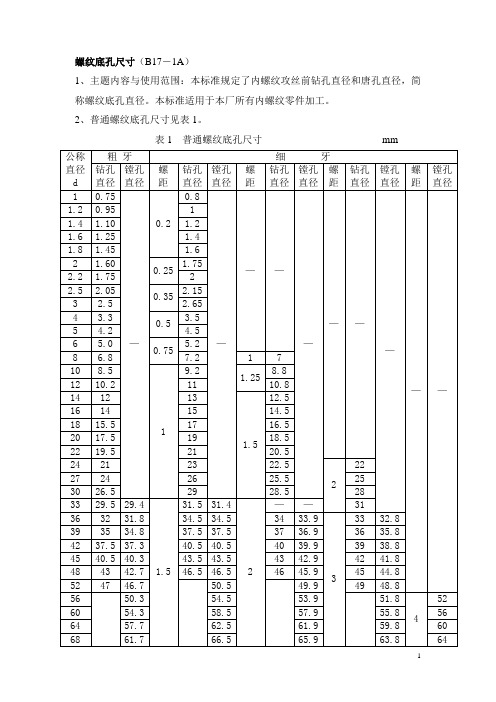
螺纹底孔直径一、螺纹底孔直径计算式螺纹底孔直径可参照表1、表2的公式计算,也可查表3至表11。
表1 加工米制普通螺纹底孔钻头直径D的计算公式适用范围1D = d – t式中 d:螺纹的公称直径t:螺距(1)螺距t<1;(2)工件材料塑性较大;(3)孔扩张量适中。
2 D = d – (1.04~1.08)t (1)螺距t<1;(2)工件材料塑性较小;(3)孔扩张量较小。
表2 加工英制螺纹底孔钻头直径的计算公式(mm)螺纹公称直径(英寸)铸铁与青铜 钢与黄铜3/16"~5/8" D = 25.4·(d - 1/n) D = 25.4·(d - 1/n) + 0.1 3/4"~1 1/2" D = 25.4·(d - 1/n) D = 25.4·(d - 1/n) + 0.2注:n—每英寸牙数·2·二、螺纹底孔直径表表3 米制粗牙螺纹攻丝前用的钻头直径(mm)螺 纹小 直 径 级 别公称直径 螺距5Hmax 6Hmax7Hmax5H、6H、7Hmin钻头直径1 1.2 1.6 2 2.5 34568 10 12 14 16 18 20 22 24 0.250.250.350.40.450.50.70.811.251.51.75222.52.52.530.7850.9851.3011.6572.1122.5713.3824.2945.0076.8598.61210.37112.13514.13515.64917.64919.64921.1521.3211.6792.1382.5993.4224.3345.1536.9128.67610.44112.21014.21015.74417.74419.74421.2522.6393.4664.3845.2176.9828.75110.53112.31014.31015.85417.85419.85421.3820.7290.9291.2211.5612.0132.4593.2424.1344.9176.6478.37610.10611.83513.83515.29417.29419.29420.7540.750.951.251.602.052.503.304.205.006.808.5010.212.014.015.517.519.521.0·3·表4 米制细牙螺纹攻丝前用的钻头直径(mm)螺 纹小 直 径 级 别公称直径 螺距 5Hmax 6Hmax7Hmax5H、6H、7Hmin钻头直径2.5 3 0.352.2012.7012.2212.7212.1212.6212.152.654 5 0.53.5714.5713.5994.5993.6394.6393.4594.4593.504.5068 10 0.755.3387.3389.3385.3787.3789.3785.4247.4249.4245.1887.1889.1885.707.209.208 10 12 1416 18 20 22 24 17.1079.10711.10713.10715.10717.10719.10721.10723.1077.2179.21711.21713.21715.21717.21719.21721.21723.2177.2179.21711.21713.21715.21717.21719.21721.21723.2176.9178.91710.91712.91714.91716.91718.91720.91722.9177.009.0011.013.015.017.019.021.023.01012 14 1.258.85910.85912.8598.91210.91212.9128.98210.98212.9828.64710.64712.6478.8010.812.812141516 18 20 22 1.510.61212.61213.61214.61216.61218.61220.61210.67612.67613.67614.67616.67618.67620.67610.75112.75113.75114.75116.75118.75120.75110.37612.37613.37614.37616.37618.37620.37610.512.513.514.516.518.520.5·4·螺 纹小 直 径 级 别公称直径 螺距 5Hmax 6Hmax7Hmax5H、6H、7Hmin钻头直径2425 1.522.61223.61222.67623.67622.75123.75122.37623.37622.523.518 20222425 216.13518.13520.13522.13523.13516.21018.21020.21022.21023.21016.31018.31020.31022.31023.31015.83517.83519.83521.83522.83516.018.020.022.023.0表5 英国标准粗牙惠氏螺纹B、S、W攻丝前用的钻头直径(mm)钻 头 直 径公称直径 (英寸) 每英寸牙数铸铁、青铜、黄铜钢、可锻铸铁3/16 1/45/16 3/81/25/83/47/811 1/8 1 1/4 1 1/2 1 3/4 2 242018161211109877654 1/23.85.16.68.010.613.616.619.622.325.028.234.039.545.33.95.26.78.110.713.816.819.722.525.228.434.239.745.6·5·表6 英寸制统一粗牙螺纹UNC 攻丝前用的钻头直径(mm)螺 纹小 直 径 级 别公称直径 (英寸) 每英寸牙 数螺 距2B max 3B max 2B、3B min 钻头 直径 No.1 No.2 No.3 No.4 No.5 64 56 48 40 40 0.397 0.454 0.529 0.635 0.635 1.5821.8722.1462.3852.697 1.5821.8722.1462.3852.697 1.4251.6941.9412.1562.487 1.55 1.85 2.10 2.35 2.65 No.6 No.8 No.10 No.12 1/4 32 32 24 24 20 0.794 0.794 1.058 1.058 1.270 2.8963.5313.9624.5975.268 2.8963.5283.9504.5905.250 2.6423.3023.6834.3434.976 2.85 3.50 3.90 4.60 5.10 5/16 3/8 7/16 1/2 9/16 18 16 14 13 12 1.411 1.588 1.814 1.954 2.117 6.7848.1649.55011.01312.456 6.6808.0829.44110.88112.301 6.4117.8059.14910.58411.996 6.60 8.00 9.40 10.80 12.20 5/8 3/4 7/8 1 1 1/8 11 10 9 8 7 2.309 2.540 2.822 3.175 3.629 13.86816.83319.74822.59825.34913.69316.62419.52022.34425.08213.37616.29919.16921.96324.64813.50 16.50 19.50 22.25 25.00 1 1/4 1 3/8 1 1/2 1 3/4 2 7 6 6 5 4 1/23.6294.233 4.2335.080 5.64428.52431.12034.29539.81445.59828.25830.85134.02639.56045.36727.82330.34333.51938.95144.68928.00 30.75 34.00 39.50 45.00·6· 表7 英寸制统一细牙螺纹UNF 攻丝前用的钻头直径(mm)螺 纹小 直 径 级 别公称直径 (英寸) 每英寸牙 数螺 距2B max 3B max 2B、3B min 钻头 直径 No.0 No.1 No.2 No.3 No.4 80 72 64 56 48 0.318 0.353 0.397 0.454 0.529 1.3061.6131.9132.1972.459 1.3061.6131.9132.1972.459 1.1811.4731.7552.0242.271 1.25 1.55 1.90 2.15 2.40 No.5 No.6 No.8 No.10 No.12 44 40 36 32 28 0.577 0.635 0.706 0.794 0.907 2.7413.0233.6074.1664.724 2.7413.0123.5974.1684.717 2.5502.8193.4043.9624.496 2.70 2.95 3.50 4.10 4.70 1/4 5/16 3/8 7/16 1/2 28 24 24 20 20 0.907 1.058 1.058 1.270 1.270 5.5807.0388.62610.03011.618 5.5636.9958.5659.94711.524 5.3676.7928.3799.73811.326 5.50 6.90 8.50 9.90 11.50 9/16 5/8 3/4 7/8 1 18 18 16 14 12 1.411 1.411 1.588 1.814 2.117 13.08414.67117.68920.66323.56912.96914.55417.54620.49323.36312.76114.34817.33020.26223.10912.90 14.50 17.50 20.40 23.25 1 1/8 1 1/4 1 3/8 1 1/2 12 12 12 122.117 2.117 2.117 2.11726.74429.91933.09436.26926.53829.71332.88836.06326.28429.45932.63435.80926.50 29.50 32.75 36.00·7·表8 GB7307-87、ISO228/1-1982非螺纹密封的管螺纹攻丝前用的钻头直径(mm)螺 纹小 直 径 公称直径 (英寸) 每英寸 牙 数 螺 距 max min 钻头 直径 1/8 1/4 3/8 1/2 5/8 3/4 7/8 1 1 1/4 1 1/2 1 3/4 2 28 19 19 14 14 14 14 11 11 11 11 110.907 1.337 1.337 1.814 1.814 1.814 1.814 2.309 2.309 2.309 2.309 2.3098.848 11.890 16.395 19.172 21.128 24.658 28.418 30.931 39.592 45.485 51.428 75.2968.566 11.445 14.950 18.631 20.587 24.117 27.877 30.291 38.952 44.845 50.788 56.5568.80 11.80 15.25 19.00 21.00 24.50 28.25 30.75 39.50 45.00 51.00 57.00·8· 表9 GB7306-87、ISO7/1-1982用螺纹密封的管螺纹攻丝前用的钻头直径(mm)螺 纹小 直 径 公称直径 (英寸) 每英寸 牙 数 螺 距 max min 钻头 直径 1/8 1/4 3/8 1/2 3/4 1 1 1/4 1 1/2 2 28 19 19 14 14 11 11 11 110.907 1.337 1.337 1.814 1.814 2.309 2.309 2.309 2.3098.637 11.549 15.054 18.773 24.259 30.471 39.132 45.025 56.8368.495 11.341 14.846 18.489 23.975 30.111 38.772 44.665 56.4768.60 11.50 15.00 18.50 24.00 30.25 39.00 45.00 56.50·9·表10 美标(NPT、NPSC)管螺纹底孔推荐的麻花钻直径(英寸)锥 螺 纹公称直径使用铰刀 不用铰刀直管螺纹1 2 3 41/161/81/43/81/23/411 1/4 1 1/2 22 1/2 21/6427/649/1611/1657/641 1/21 15/321 23/322 3/162 19/32*0.240*0.328*0.422*0.562*0.688*0.891*1.1251.4691.7192.1882.5947/169/1645/6429/321 9/641 31/641 47/642 13/642 5/8*0.246*0.332*0.438*0.562*0.703*0.906*1.1411.4841.7342.2032.6251/411/327/1637/6423/3259/641 5/321 1/21 3/42 7/322 21/32*0.250*0.344*0.438*0.578*0.719*0.922*1.1561.5001.7502.2192.656注:*为美国标准麻花钻尺寸·10·表11 美标(NPTF、NPSI)干密封管螺纹底孔推荐的麻花钻直径(英寸)锥 螺 纹公称直径使用铰刀 不用铰刀直管螺纹1 2 3 41/161/81/43/81/23/411 1/4 1 1/2 22 1/23 21/6427/649/1611/1657/641 1/81 15/321 45/642 3/162 19/323 7/32*0.234*0.328*0.422*0.562*0.688*0.891*1.1251.4691.7032.1882.5943.2197/1627/6445/6459/641 5/321 1/21 47/642 7/322 41/643 17/64*0.246*0.339*0.436*0.578*0.703*0.922*1.1561.5001.7342.2192.6413.2661/4*11/3227/6423/32*59/641 5/32*0.250*0.344*0.444*0.578*0.719*0.922*1.156注:*为美国标准麻花钻尺寸。
不锈钢螺纹底孔直径标准
不锈钢螺纹底孔直径标准不锈钢是一种具有耐腐蚀性的合金钢,常用于制造要求高强度、耐磨性和耐腐蚀性的零件和设备。
不锈钢的螺纹底孔直径标准是指在进行螺纹加工时,用于确定底孔直径的大小和精度要求的依据和准则。
以下是关于不锈钢螺纹底孔直径标准的详细说明。
一、不锈钢材质的特性不锈钢材质具有较高的强度和硬度,同时具有良好的耐腐蚀性和耐磨性。
然而,不锈钢材质的切削加工性较差,因此在加工过程中需要特别注意刀具的选择和切削参数的设定。
此外,不锈钢材质的导热性较差,因此在钻孔过程中需要充分冷却刀具和工件,以防止热量集中导致刀具磨损或工件变形。
二、不锈钢螺纹底孔直径的确定不锈钢螺纹底孔直径的确定需要考虑以下几个因素:1.螺纹类型和规格:不同类型和规格的不锈钢螺纹需要不同的底孔直径。
例如,M10×1.5的螺纹需要底孔直径为8.6mm,而M20×2.5的螺纹需要底孔直径为17.5mm。
2.材质硬度:不锈钢材质的硬度会影响底孔直径的大小。
较硬的材质需要较小的底孔直径,以保证螺纹的加工质量。
3.刀具性能:刀具的性能也会影响底孔直径的大小。
不同的刀具具有不同的切削性能,需要根据实际情况选择合适的刀具,以确定底孔直径的大小。
4.加工要求:不同的加工要求需要不同的底孔直径。
例如,对于要求高精度的不锈钢零件,需要控制底孔直径的精度在一定的范围内,以保证螺纹的加工质量。
三、不锈钢螺纹底孔直径的标准不锈钢螺纹底孔直径的标准通常是根据相关的国家标准和企业标准来制定的。
以下是不锈钢螺纹底孔直径的几个常见标准:1.ISO标准:ISO标准是不锈钢螺纹底孔直径的主要标准之一。
ISO 8675标准规定了不同类型和规格的不锈钢螺纹底孔直径的大小和精度要求。
2.DIN标准:DIN标准也是不锈钢螺纹底孔直径的常用标准之一。
DIN 1938标准规定了不同类型和规格的不锈钢螺纹底孔直径的大小和精度要求。
3.企业标准:一些企业也制定了不锈钢螺纹底孔直径的标准,以满足自身的生产需求。
螺纹底孔深度标准
螺纹底孔深度标准
螺纹底孔深度是指螺纹底部的孔的深度,它在螺纹连接中起着非常重要的作用。
螺纹底孔深度的标准化对于保证螺纹连接的质量和可靠性具有重要意义。
本文将介绍螺纹底孔深度的标准以及其在工程实践中的应用。
首先,螺纹底孔深度的标准化是为了保证螺纹连接的质量。
在螺纹连接中,螺纹底孔的深度直接影响着螺纹的承载能力和连接的紧固性。
如果螺纹底孔深度不符合标准,就会导致螺纹连接的质量不达标,甚至出现螺纹松动、漏气等问题,从而影响设备的正常运行。
因此,制定螺纹底孔深度的标准是非常必要的。
其次,螺纹底孔深度的标准化是为了保证螺纹连接的可靠性。
螺纹连接在工程实践中应用非常广泛,它承载着设备的重要部件,一旦出现故障可能会造成严重的后果。
而螺纹底孔深度的标准化可以保证螺纹连接的可靠性,有效地避免了因为螺纹底孔深度不足或者过深而导致的螺纹松动、断裂等问题,从而保证了设备的安全运行。
在工程实践中,螺纹底孔深度的标准也是非常重要的。
在进行
螺纹连接时,需要根据标准规定的螺纹底孔深度进行加工,以保证螺纹连接的质量和可靠性。
同时,工程师在设计螺纹连接时也需要考虑螺纹底孔深度的标准,以确保设计的螺纹连接符合标准要求,从而满足工程实践中的实际需求。
总之,螺纹底孔深度的标准化对于保证螺纹连接的质量和可靠性具有非常重要的意义。
只有严格按照标准规定的螺纹底孔深度进行加工和设计,才能保证螺纹连接的质量和可靠性,从而确保设备的安全运行。
因此,我们应该加强对螺纹底孔深度标准的学习和应用,从而更好地服务于工程实践的需要。
螺纹底孔直径标准
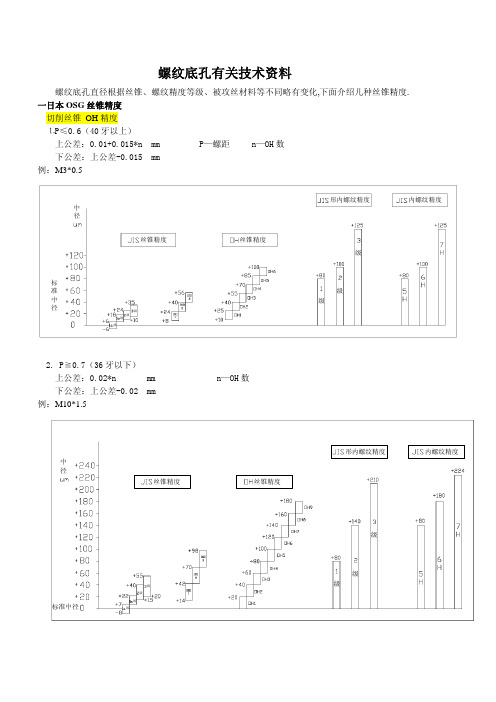
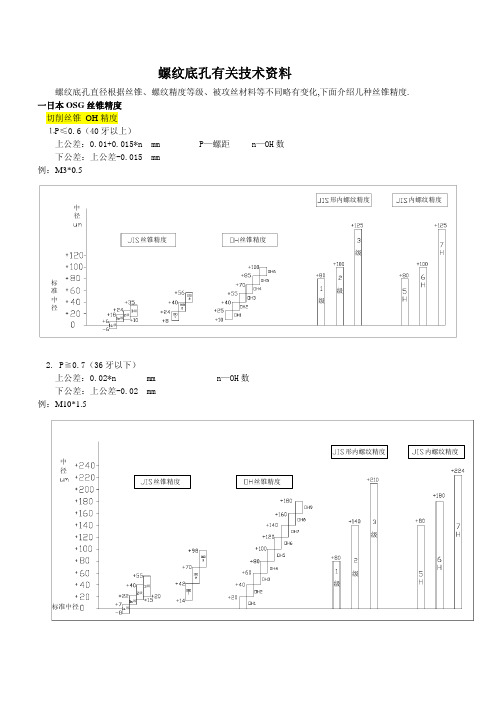
螺纹底孔有关技术资料螺纹底孔直径根据丝锥、螺纹精度等级、被攻丝材料等不同略有变化,下面介绍几种丝锥精度. 一日本OSG丝锥精度切削丝锥 OH精度⒈P≤0.6(40牙以上)上公差:0.01+0.015*n mm P—螺距 n—OH数下公差:上公差-0.015 mm例:M3*0.5中径标准中径内螺纹精度形内螺纹精度丝锥精度丝锥精度级级级级级级级2. P≧0.7(36牙以下)上公差:0.02*n mm n—OH数 下公差:上公差-0.02 mm例:M10*1.5级级级级级级级丝锥精度丝锥精度形内螺纹精度内螺纹精度中径标准中径挤压丝锥 RH 精度上公差:0.0127*n mm n—RH 数 下公差:上公差-0.0127 mm 例:M3*0.5级级级级级级级丝锥精度丝锥精度形内螺纹精度内螺纹精度标准中径中径例:M10*1.5中径标准中径内螺纹精度形内螺纹精度丝锥精度丝锥精度级级级级级级级二日本YAMAWA 丝锥YAMAWA 丝锥 P 级精度P 级精度是依据日本工具工业会规格而制定螺距P ≥0.7 上公差:0.02* mm n—P 数下公差:上公差-0.012 mm螺距P ≤0.6 上公差:0.015*n mm n—P 数下公差:上公差-0.015 mm如表A 和表B 所示表A 表B 例:M8*1.25螺距:0.7mm或大于0.7mm 螺距0.7mm或大于0.7mm S:标准螺纹精度公差:0.02 mm 公差:0.015 mm O.S:加大尺寸螺纹精度YAMAWA丝锥G级精度G级精度丝锥为挤压用丝锥上公差:0.0127*n mm n—G数下公差:上公差-0.0127 mm 小数部分四舍五入下表为JIS 2级螺纹精度挤压丝锥公差带比较表例M4*0.7三国产丝锥国产丝锥精度等级一般分为四级,按中径公差带代号分为 H1 H2 H3 ,表示不同公差带位置,但公差值是相等的。
H4为手用丝锥,其公差值、螺距、角度误差比机用丝锥大,材质、热处理、加工工艺也不如机用丝锥。
螺纹底孔直径标准
M7×1
6
6.13(80%)
5.917
6.153
M8×1.25
6.8
6.85(85%)
6.647
6.912
M9×1.25
7.8
7.85(85%)
7.647
7.912
M10×1.5
8.5
8.62(85%)
8.376
8.676
M11×1.5
9.5
9.62(85%)
9.376
9.676
M12×1.75
10.3
19.7(85%)
19.294
19.744
M24×3
21
21.2(85%)
20.752
21.252
M27×3
24
24.2(85%)
23.752
24.252
M30×3.5
26.5
26.6(90%)
26.211
26.771
M33×3.5
29.5
29.6(90%)
29.211
29.771
M36×4
32
32.1(90%)
2.459
2.599
M3.5×0.6
2.9
3.01(75%)
2.850
3.010
M4×0.7
3.3
3.39(80%)
3.242
3.422
M4.5×0.75
3.8
3.85(80%)
3.688
3.878
M5×0.8
4.2
4.31(80%)
4.134
4.334
M6×1
5
5.13(80%)
4.917
5.153
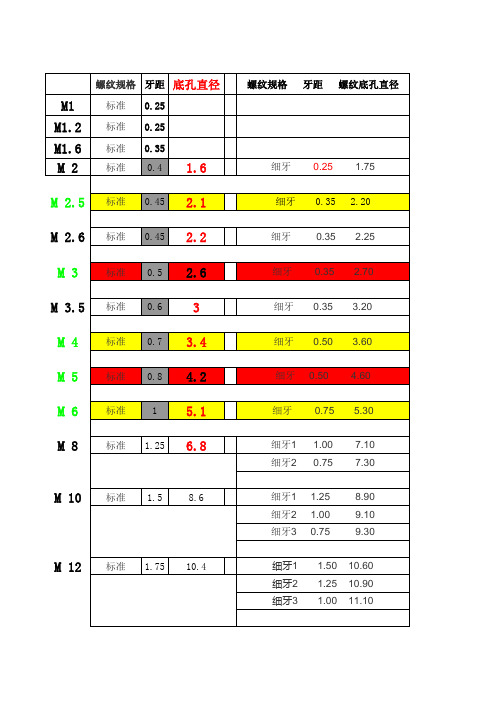
螺纹规格-牙距-螺纹底孔直径

M16 标准 2.00 14.20 细牙1 1.50 14.60;细牙2 1.00 15.10
M18 标准 2.50 15.70 细牙1 2.00 16.20;细牙2 1.50 16.60;细牙3 1.00 17.10
FH -8 -32 -6 -ZI
压铆螺钉 外径代码 每英寸牙数 长度代码 表面处理方式
即L=(长度代码 X 25.4 X 1/16(32))
M6 标准 1.00 5.00 细牙 0.75 5.30
M7 标准 1.00 6.00
M8 标准 1.25 6.80 细牙1 1.00 7.10
M9 标准 1.25 7.80 细牙2 0.75 7.30
M10 标准 1.50 8.50 细牙1 1.25 8.90; 细牙2 1.00 9.10; 细牙3 0.75 9.30
M11 标准 1.50 9.50
M12 标准 1.75 10.40 细牙1 1.50 10.60;细牙2 1.25 10.90;细牙3 1.00 11.10
M3 标准 0.50 2.60 细牙 0.35 2.70
M3.5 标准 0.60 3.00 细牙 0.35 3.20
M4 标准 0.70 3.40 细牙 0.50 3.0 4.60
螺纹规格 牙距 螺纹底孔直径
M2 标准 0.40 1.60 细牙 0.25 1.75
M2.5 标准 0.45 2.10 细牙 0.35 2.20
M2.6 标准 0.45 2.20 细牙 0.35 2.25
1.我看到有的师傅是按公称直径减螺距来车的,例M30*2的内螺纹,内孔先车到30-2=28(底孔直径=螺纹外径-螺距),然后再开始车螺纹。
螺纹底孔尺寸
73
+0.60
20
65
+1.00
90
85
78
70
95
90
83
75
100
95
88
80
110
105
98
90
120
6
114
+0.30
16
104
+0.80
24
96
+1.20
140
134
124
116
160
8
152
+0.40
144
136
180
172
20
160
+1.00
32
148
+1.60
200
10
190
+0.50
49.9
49
48.8
56
50.3
54.5
53.9
51.8
4
52
60
54.3
58.5
57.9
55.8
56
64
57.7
62.5
61.9
59.8
60
68
61.7
66.5
65.9
63.8
64
续表1mm
公称直径d
细牙
螺距
镗孔直径
螺距
镗孔直径
螺距
镗孔直径
螺距
镗孔直径
螺距
镗孔直径
72
1.5
70.5
2
70
3
69
4
67.8
180
168
220
210
螺纹底孔直径查询尺寸表

螺纹标准介绍【1】管螺纹的标准:管螺纹:主要用来进行管道的连接,使其内外螺纹的配合紧密,有直管和锥管两种。
常见的管螺纹主要包括以下几种:NPT、PT、G等。
1:NPT 螺纹是美国标准的60度锥管螺纹 2:PT(BSPT) 螺纹是欧洲和英联邦55度密封圆锥管螺纹 3:G 螺纹是55度非螺纹密封管螺纹 4:ZG 螺纹是1)NPT是National(American)PipeThread的缩写,属于美国标准的60度椎管螺纹,用于北美地区,国标查阅GB/T12716-1991。
2)PT(BSPT)是PipeThread的缩写,是55度密封圆椎管螺纹,属于惠氏螺纹家族,多用于欧洲及英联邦国家,常用于水及煤气管行业,锥度1:16,国标查阅GB/T7306-2000。
国内叫法为ZG.。
3)G是55度非螺纹密封管螺纹,属惠氏螺纹家族。
标记为G代表圆柱螺纹。
国标查阅GB/T7307-2001。
公制螺纹与英制螺纹的区别:公制螺纹用螺距来表示,美英制螺纹用每英寸内的螺纹牙数来表示;公制螺纹是60度等边牙型,英制螺纹是等腰55度牙型,美制螺纹为等腰60度牙型。
公制螺纹用公制单位(如mm),美英制螺纹用英制单位(如英寸);“行内人”通常用“分”来称呼螺纹尺寸,一英寸等于8分,1/4英寸就是2分,以此类推。
另外还有:ISO—公制螺纹标准60度;UN—统一螺纹标准60度;API—美国石油管螺纹标准60度;W—英国惠氏螺纹标准55度;NPT BSP螺纹技术---- NPT,PT,G螺纹的区别NPT,PT,G各种螺纹的区别NPT,PT,G 都是管螺纹.NPT是National(American)PipeThread的缩写,属于美国标准的60度锥管螺纹,用于北美地区.国家标准可查阅GB/T12716-1991PT是PipeThread的缩写,是55度密封圆锥管螺纹,属惠氏螺纹家族,多用于欧洲及英联邦国家.常用于水及煤气管行业,锥度规定为1:16.国家标准可查阅GB/T7306-2000G是 55 度非螺纹密封管螺纹,属惠氏螺纹家族.标记为G代表圆柱螺纹.国家标准可查阅 GB/T7307-2001另外螺纹中的1/4、1/2、1/8标记是指螺纹尺寸的直径,单位是英寸.行内人通常用分来称呼螺纹尺寸,一等于8分,1/4?就是2分,如此类推.G就是管螺纹的统称(Guan),55,60度的划分属于功能性的,俗称管圆。
螺纹底孔标准尺寸公差
螺纹底孔标准尺寸公差是指在制造螺纹底孔时,应该遵循的公差标准。
以下是一些常见的螺纹底孔标准尺寸公差:
1. M6螺纹底孔标准尺寸公差:直径公差为+0.02mm,长度公差为+0.10mm。
2. M8螺纹底孔标准尺寸公差:直径公差为+0.03mm,长度公差为+0.13mm。
3. M10螺纹底孔标准尺寸公差:直径公差为+0.04mm,长度公差为+0.16mm。
4. M12螺纹底孔标准尺寸公差:直径公差为+0.05mm,长度公差为+0.18mm。
需要注意的是,这些公差标准只是一般的参考值,具体的公差标准应该根据具体的应用需求和制造工艺来确定。
此外,在实际制造过程中,还需要进行严格的检验和控制,以确保螺纹底孔的尺寸和质量符合要求。
螺纹底孔通止规的公差尺寸对照表
螺纹底孔通止规的公差尺寸对照表螺纹底孔通止规是一种用于测量螺纹底孔的工具,它可以帮助我们确定螺纹底孔的尺寸是否符合规定的公差范围。
为了方便使用螺纹底孔通止规,我们需要掌握公差尺寸对照表。
公差是指允许实际尺寸与标准尺寸之间的偏差范围。
在螺纹底孔的测量中,公差是非常重要的,因为它决定了螺纹底孔的质量和可靠性。
公差尺寸对照表是一种记录了标准尺寸和允许偏差范围的表格,我们可以通过对照表来确定螺纹底孔的公差。
在公差尺寸对照表中,通常会列出螺纹底孔的标准尺寸和公差范围。
标准尺寸是指螺纹底孔在没有公差的情况下应具有的理想尺寸。
而公差范围则是指允许螺纹底孔实际尺寸偏离标准尺寸的范围。
对于螺纹底孔通止规的公差尺寸对照表来说,通常会包括以下几个方面的内容:1. 螺纹底孔的公差等级:公差等级是指螺纹底孔所允许的公差范围的大小。
一般来说,公差等级越高,允许的公差范围就越小,螺纹底孔的精度要求也就越高。
2. 螺纹底孔的标准尺寸:标准尺寸是指螺纹底孔在没有公差的情况下应具有的理想尺寸。
标准尺寸通常由一个主尺寸和一个公差等级组成。
3. 螺纹底孔的公差范围:公差范围是指螺纹底孔实际尺寸偏离标准尺寸的范围。
公差范围通常由一个上偏差和一个下偏差组成,分别表示螺纹底孔实际尺寸大于和小于标准尺寸的允许范围。
4. 螺纹底孔的测量方法:螺纹底孔通止规是一种用于测量螺纹底孔的工具,它可以帮助我们确定螺纹底孔的尺寸是否符合规定的公差范围。
在使用螺纹底孔通止规进行测量时,我们需要注意测量的方法和技巧,以确保测量结果的准确性和可靠性。
螺纹底孔通止规的公差尺寸对照表是我们在进行螺纹底孔测量时的重要参考依据。
通过对照表,我们可以了解螺纹底孔的标准尺寸和公差范围,从而判断螺纹底孔的质量和可靠性。
因此,在使用螺纹底孔通止规进行测量时,我们应该熟悉并掌握公差尺寸对照表的内容,以确保测量结果的准确性和可靠性。
螺纹底孔通止规的公差尺寸对照表是一种重要的工具,在螺纹底孔的测量中起到了至关重要的作用。
螺纹底孔标准
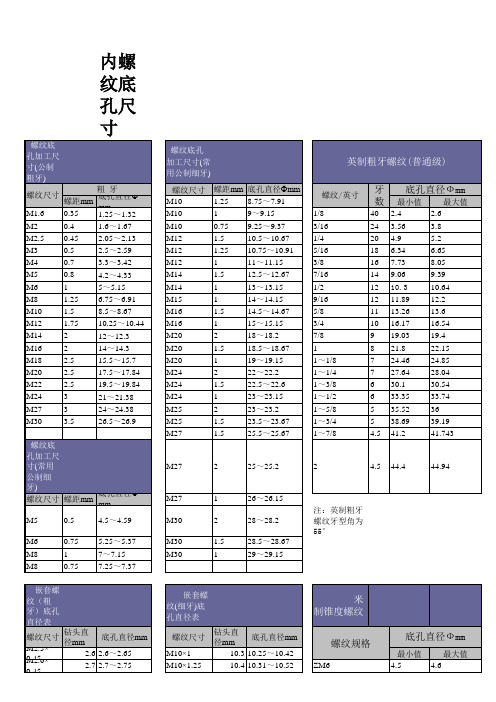
螺纹底孔 加工尺寸(常 用公制细牙)
螺纹尺寸 M10 M10 M10 M12 M12 M12 M14 M14 M15 M16 M16 M20 M20 M20 M24 M24 M24 M25 M25 M27
螺距mm 底孔直径Фmm
1.25 8.75~7.91
1
9~9.15
0.75 9.25~9.37
1.5
25 24.7~25.25
M12×1.25 M14×1.5 M16×1.5 M18×1.5 M20×1.5 M20×2 M22×1.5 M24×1.5 M24×2 M30×1.5
12.5 12.31~12.52 14.5 14.37~14.62 16.5 16.37~16.62 18.5 18.37~18.62 20.5 20.37~20.62 20.5 20.47~20.83 22.5 22.37~22.62 24.5 24.37~24.62 24.5 24.47~24.83 30.5 33.7~30.62
M10
1.5
8.5~8.67
M12
1.75 10.25~10.44
M14
2
12~12.3
M16
2
14~14.3
M18
2.5
15.5~15.7
M20
2.5
17.5~17.84
M22
2.5
19.5~19.84
M24
3
21~21.38
M27
3
24~24.38
M30
3.5
26.5~26.9
螺纹底
孔加工尺
寸(常用
M16×2
M18×2.5
M20×2.5
M22×2.5
M24×3
螺丝底孔尺寸
度
径
度
径
2
4.5
3
2.5
2.5
5
2.9
3
6
3.5
3.5
4
7.5
4.5
4.5
5
9
5.5
5.5
6
11
6.5
6.5
8
13
8.5
8.5
10
16
10.5
10.5
M1 M1.2 M1.6 M2
螺纹规格 牙距 底孔直径
标准 0.25 标准 0.25 标准 0.35
标准 0.4 1.6
M 2.5 标准 0.45 2.1
M 2.6 标准 0.45 2.2
M 3 标准 0.5 2.6
M 3.5 标准 0.6
3
M 4 标准 0.7 3.4
M 5 标准 0.8 4.2
M6
标准
1
5.1
M 8 标准 1.25 6.8
M 10 标准 1.5 8.6
M 12 标准 1.75 10.4
螺纹规格 牙距 螺纹底孔直径
细牙 0.25 1.75
细牙 0.35 2.20
细牙 0.35 2.25
细牙 0.35 2.70
细牙 0.35 3.20
细牙 0.50 3.60
细牙 0.50 4.60
细牙 0.75 5.30
细牙1 1.00 7.10 细牙2 0.75 7.30
细牙1 1.25 8.90 细牙2 1.00 9.10 细牙3 0.75 9.30
细牙1 细牙2 细牙3
1.50 10.60 1.25 10.90 1.00 11.10
M 14 标准 2
12.2
螺纹底孔选用标准

規格
M4*0.7
材質
鋁
螺紋底孔材 料厚度
處理方式 洗白 洗白 氧化 氧化 氧化 氧化 氧化 電鍍 洗白 氧化 電鍍 洗白 氧化 電鍍 洗白 氧化 電鍍 洗白 氧化 電鍍 氧化 電鍍
選用標准 ∮3.2+0.1 ∮3.3+0.1 ∮3.2+0.05/-0.15 ∮3.3+0.05/-0.15 ∮2.3+0.05 ∮2.35+0.05 ∮2.4+0.1 ∮2.4+0.1 ∮2.1+0.05 ∮2.1-0.5 ∮2.2-0.05 ∮2.6+0.1 ∮2.5+0.1 ∮2.7+0.1 ∮2.8+0.1 ∮2.7+0.1 ∮2.9+05+0.1 ∮4.75+0.1 ∮4.8+0.1
≦3.0 >3.0 ≦3.0 >3.0 <2.0 ≧2.0 <2.0 ≧2.0 ≦3.0 鋁 M2*0.4 鐵、銅 >3.0 ≦3.0 >3.0 <2.0 ≧2.0 ≦3.0 鋁 M2.5*0.45 鐵、銅 >3.0 ≦3.0 >3.0 <2.0 ≧2.0 2005-5-20
≦3.0 >3.0 ≦3.0 >3.0 <4.0通孔 美制粗牙 NO.4*40 鋁 鐵、銅 美制粗牙 NO.3*48 美制粗牙 NO.5*40 美制粗牙 NO.6*32 美制粗牙 NO.8*32 美制特細 牙 NO.12*33 鋁 鐵、銅 鋁 鐵、銅 鋁 鐵、銅 鋁 鐵、銅 鋁 鐵、銅 ≧4.0通孔 盲孔
螺紋底孔選用標准 規格 材質
鋁 M3*0.5 鐵、銅
螺紋底孔材 料厚度
處理方式 洗白 洗白 氧化 氧化 電鍍 電鍍 脫脂 脫脂 洗白 洗白 氧化 氧化 電鍍 電鍍 洗白 洗白 氧化 氧化 電鍍 電鍍
m12螺孔标准
m12螺孔标准
M12螺孔标准是指符合指定的螺纹尺寸规格,其螺纹直径为12mm的螺孔标准。
以下分别从直径、螺距和螺纹形状三个方面进行详细说明。
1. 直径
M12螺孔的直径为12mm。
这里的直径指的是螺纹的底孔直径,即指攻丝前钻孔的直径。
在实际操作中,一般底孔直径需要稍大于螺纹直径,以保证螺纹可以顺利旋入。
2. 螺距
M12螺孔的标准螺距为1.75mm。
螺距是指螺纹上相邻两个牙尖之间的距离。
在攻丝或螺纹连接时,螺距的大小会直接影响螺纹的连接紧固度和自锁性能。
3. 螺纹形状
M12螺孔采用60度角三角形螺纹。
这种螺纹具有自锁性能好、连接强度高、耐磨性好等优点。
在攻丝或螺纹连接时,需要按照规定的角度和形状进行加工,以保证螺纹的正确性和连接性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
<1/4英寸的用号码表示,例如No.* 孔直径=9/8英寸-1/7英寸=24.946mm。
m=1/8英寸,每档之间相差0.013英寸=0.33毫米,所以NO.4=2.845mm。
钻孔深度 24 27 36 40 45 52 60 68 76
螺钉过孔直径 7.5 9.5 12 14 18 22 26 32
螺纹孔攻丝前预钻孔直径:当螺距t≤1时,d0=Dm-t 当螺距t>1时,d0=Dmd0:预钻孔最大直径 ; Dm:螺纹公称直径 攻丝深度:参照上表所示加工 螺纹底孔检查标准
公制粗 * 1.25 M10 * 1.5 M12 * 1.75 M16 * 2 M20 * 2.5 M24 * 3 M30 * 3.5 最小尺寸 最大尺寸 4.13 4.33 4.92 5.15 6.65 6.91 8.38 8.68 10.11 10.44 13.84 14.21 17.29 17.74 20.75 21.25 26.21 26.77
模具公司螺钉底孔执行技术标准
普通粗牙螺纹孔执行标准
公称直 径 M5 M6 M8 M10 M12 M16 M20 M24 M30 预钻孔 径 4 4.9 6.6 8.3 10.1 13.8 17.3 20.8 26.3 攻丝深 度 13 15 24 28 32 40 48 56 68
螺距 0.8 1 1.25 1.5 1.75 2 2.5 3 3.5
直螺纹底孔简易公式是 底孔直径=公称直径-螺距 英美系的螺纹例如**-*,前面的数字代表公称直径,后面的代表每英寸螺纹数。公称直径<1/4英寸的用号码表示, 螺纹W 1-1/8-7 其中1-1/8为公称直径,7为每英寸7个螺纹,也就是螺距1/7英寸。所以底孔直径=9/8英寸-1/7英寸
至于NO.4-48,(NO.)是英语nomber的缩写,NO.4翻译过来就是4号。NO.5=3.175mm=1/8英寸,每档之间相 UNF是美制细牙,UNC是美制粗牙。 迫牙螺纹是指使用迫牙丝锥加工的螺纹 底孔=公称直径-1/2螺距 G5是精度等级。