雪佛兰科鲁兹维修手册34
2011雪佛兰科鲁兹电路图维修手册(上)

• “诊断程序说明”提供每种诊断类别的概述。
故障诊断码说明 DTC B3205 00:驾驶员车窗电机电路 DTC B3205 39:驾驶员车窗电机电路内部故障 DTC B3205 42:驾驶员车窗电机电路校准未编程 DTC B3205 4B:驾驶员车窗电机电路校准未读入 DTC B3210 00:右前车窗电机电路 DTC B3210 39:右前车窗电机电路内部故障 DTC B3210 42:右前车窗电机电路校准未编程 DTC B3210 4B:右前车窗电机电路校准未读入 DTC B3215 00:左后车窗电机电路 DTC B3215 39:左后车窗电机电路内部故障 DTC B3215 42:左后车窗电机电路校准未编程 DTC B3215 4B:左后车窗电机电路校准未读入 DTC B3220 00:右后车窗电机电路 DTC B3220 39:右后车窗电机电路内部故障 DTC B3220 42:右后车窗电机电路校准未编程 DTC B3220 4B:右后车窗电机电路校准未读入
2.将点火开关置于 ON 位置,确认故障诊断仪“Driver Window Main Control Down Switch(驾驶员车窗主控制下降开关)”参数为“Inactive(未启动)”。 − 如果不是规定值,则测试控制电路端子 3 是否对搭铁短路。如果电路测试正
常,则测试或更换 M74D 驾驶员车窗电机。 3.确认故障诊断仪“Driver Window Main Control Up Switch(驾驶员车窗主 控制上升开关)”参数为“Inactive(未启动)”。 − 如果不是规定值,则测试控制电路端子 6 是否对搭铁短路。如果电路测试正
电路/系统说明 车身控制模块 (BCM) 监测、接收和传送串行数据至各个车门开关和车窗电
雪佛兰科鲁兹维修手册34
制动器
5.2.5 专用工具和设备
5.2.5.1 专用工具
图示
工具编号/说明
2028163
CH-230-A MKM-230-A
圆盘规
2028143
CH-558-10 MKM-558-10
封盖工具
CH-41013 J-41013
制动盘表面修整工具组件
2028167
CH-42450-A J-42450-A
轻微的表面锈蚀可用砂轮清除。严重表面 锈蚀和/或点蚀必须通过制动鼓表面修整 清除。
• 开裂和/或灼斑 • 严重变蓝 • 缺失配重 • 如果制动鼓的制动表面出现上述一种或几
种,则制动鼓需要表面修整或更换。参见 “制动鼓的更换”或“后制动鼓表面修 整”。
2027507
警告: 参见“有关制动器粉尘的告诫”。 1. 拆下制动鼓。参见“制动鼓的更换” 2. 用工业酒精或同等制动器清洗剂,清洁制动鼓 (2) 的制动蹄摩擦衬片接触面。 3. 使用精度达到千分之一英寸级的制动鼓千分尺 (1) 测量并记录制动鼓圆周上均匀分布的 4 个或 更多个点的最大直径。 务必确保仅在制动蹄摩擦衬片的接触部位进行 测量。每次测量时,千分尺都必须放置在距离 制动鼓外边缘的同等距离。 4. 将记录的最大直径测量值与制动鼓组件规格相 比较。参见“鼓式制动器部件规格”。 5. 如果制动鼓的最大直径测量值低于表面修整后 最大允许内径规格,根据表面状况和磨损情况, 可以对制动鼓进行表面修整。 6. 如果制动鼓的最大直径测量值等于或者大于表 面修整后最大允许直径规格,无需对制动鼓进 行表面修整。 7. 如果制动鼓的最大直径测量值等于或者大于报 废的直径规格,则更换制动鼓。 8. 安装制动鼓。参见“制动鼓的更换”。
制动器
11. 如果制动盘装配后端面跳动量测量值仍超过最 大允许规格,则参见“制动盘装配后端面跳动 量的校正”。
款上海通用科鲁兹CRUZE发动机机械维修手册

发动机特点
采用了长短进气道设计 在高速时可以提高发动 机效率
此PPT只适用于2009 2.20之前所培训用车
电子节温器
此PPT只适用于2009 2.20之前所培训用车
分体式排气歧管设计
此PPT只适用于2009 2.20之前所培训用车
发动机控制系统
此PPT只适用于2009 2.20之前所培训用车
发动机正时
KM-6340 SST
此PPT只适用于2009 2.20之前所培训用车
发动机正时
KM-6333 SST
此PPT只适用于2009 2.20之前所培训用车
发动机正时
KM-6628 SST
此PPT只适用于2009 2.20之前所培训用车
发动机正时
Spark Timing
CMP Actuator (Intake)
E
CMP Actuator (Exhaust)
ECT #1, #2 TPS #1, #2 APP #1, #2 IAT
Electric Throttle Controller
Electronic Control Thermostat
C Fuel Pump Relay
充电系统的电源管理
监测蓄电池电压并估计蓄电池的状态。 它的改进措施包括提高怠速和调节电压。 进行诊断并提醒驾驶员
此PPT只适用于2009 2.20之前所培训用车
电路图
电源模式管理框图
BCM
V T
GMLAN
ECM
发电机
RVC
稳压器
PWM
LF
B+
蓄电池
+
电压检测 -
科鲁兹曲轴维修手册(部分)

雪佛兰鲁兹维修手册2
一般信息
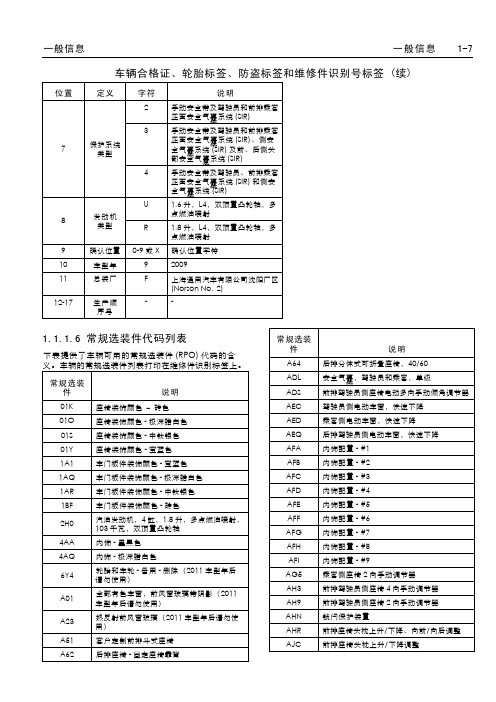
常规选装 件
CW1 CZ2 D31 D6I D75 D7A
D91 DA1 DA2 DBU DD8 DLU
DLV
DMH DP6 DT4
DVA
DVR
DWF
DWT
DWY E17
E3E
EA1 EA2 EBD EBF EBG EBJ
说明 国家 - 韩国 国家 - 中国 倾斜车内后视镜 前遮阳板化妆镜,驾驶员侧带后视镜、盖、 照明,乘客侧带后视镜、盖、照明 车门外把手 - 车身颜色 车门外把手 - 车身颜色,镀铬条 锁 - 儿童机械锁系统(后车门锁闩) 车门外把手、举升门、行李厢颜色 后排座椅扶手储物箱 后排座椅扶手储物箱,贯穿 前地板控制台储物箱,滑动扶手 光敏型车内后视镜 前遮阳板化妆镜,驾驶员侧不带后视镜, 乘客侧带后视镜和盖 前遮阳板化妆镜,驾驶员侧和乘客侧带后 视镜和盖 前遮阳板化妆镜,驾驶员侧带后视镜、盖、 照明,乘客侧带后视镜、盖 后视镜壳体装置,上漆 烟灰盒,点烟器 - 前地板控制台储物箱,不带扶手 仪表板组合仪表颜色,黑色,黑色环顶部 带银色 仪表板组合仪表颜色,黑色,半透明环顶 部带镀铬 左侧和右侧车外遥控电动加热型后视镜,驾 驶员侧辅助宽视野,乘客侧电动折叠凸面镜 左侧和右侧车外遥控后视镜,驾驶员侧辅助 宽视野,乘客侧手动折叠凸面镜 左侧和右侧车外电动遥控后视镜,驾驶员侧 辅助宽视野,乘客侧手动折叠凸面镜 保险杠 - 2.5 英里/小时 前保险杆 - 2.5 英里/小时,后保险杆 - 2.5 英 里/小时,带韩国托架 车外把手、举升门、行李厢,镀铬 行李厢开口 - 不带钥匙锁芯带触摸板 - 行李厢锁闩内侧开口 前排左侧座椅靠背袋 前排右侧座椅靠背袋 网型座椅装饰布,可变配置 1 梅里第安真皮座椅装饰 扁平编织座椅装饰布 网型座椅装饰布
雪佛兰鲁兹维修手册3

应用
1.6 升 (LXV) 发动机
1.6 升 (LXT) 发动机
1.6 升 (LDE) 发动机
1.8 升 (2H0) 发动机
2.0 升(柴油 LLW)发动机
公制
4.5 升 4.5 升 4.5 升 4.5 升 6升
规格
英制
4.75 夸脱 4.75 夸脱 4.75 夸脱 4.75 夸脱 6.3 夸 脱
1.3.1.2 推荐的油液和润滑剂
一般信息
不会指示需要更换机油。但是,发动机机油和滤清器 每年至少应更换一次,更换时应复位系统。如果系统 意外复位,请在上次更换发动机机油后行驶 5000 公里 (3000 英里)时再次更换机油。无论何时更换机油和 滤清器,都切记复位机油寿命系统。 按照以下步骤,复位机油寿命系统:
1. 在驾驶员信息中心 (DIC) 显示“OIL LIFE RESET (复位机油寿命)”。
2. 按住“ENTER(输入)”按钮持续至少 1 秒钟。 “ACKNOWLEDGED(确认)”显示信息会出 现 3 秒钟或直至按下下一个按钮。由此告知系 统已经被复位。
3. 将点火钥匙转至 OFF 位置。起动车辆时,如果 “CHANGE ENGINE OIL(更换发动机机油)” 灯再次点亮并保持点亮,则发动机机油寿命系 统没有复位。重复本程序。
2. 如果配备 GE-38792-VS振动软件,获取变速器传动比。
3. 如果未配备 GE-38792-VS振动软件,记下各车桥上轮胎的尺
5
寸,然后计算出每种尺寸轮胎对应的轮胎转速。参见“部件
—
转速的计算”。
如果配备 GE-38792-VS振动软件,是否使用 GE-38792-VS振动软 件获得动力系统传动比,或计算出部件的转速?
2010_雪佛兰科鲁兹维修手册

电源和信号分布
编号 12 13 14 15 16
装置标签名称 — — — — —
17
—
18–2 0
—
21
—
22
—
23
—
24
—
25
—
26
—
装置赋值名称 未使用
F13DA 保险丝 F14DA 保险丝 F15DA 保险丝 F16DA 保险丝
F17DA 保险丝
未使用
F21DA 保险丝 F22DA 保险丝 F23DA 保险丝 F24DA 保险丝 F25DA 保险丝
/黑色) 33
0.75 D-BU/ BK(深蓝色
/黑色)
0.35 BN/VT (棕色/紫
红色) 34
集成中心架唤醒信号 (UDK)
低速 GMLAN 串行数据
收音机音频静音信号
电源和信号分布
A11 收音机 X1 (续)
销
导线
16
0.35 VT(紫 红色)
17
0.35 裸线
18–19
—
20
0.5 YE(黄 色)
21–22
—
0.35 VT(紫 红色)
23 0.35 D-GN (深绿色)
0.35 GY (灰色) 24 0.35 VT(紫
B
0.5 YE/VT (黄色/紫
红色)
3397
副驾驶员后视镜电机向 上 (+) 向下 (−) 控制
C
0.5 D-GN/B K(深绿色
/黑色)
3396
副驾驶员后视镜电机向 右 (+) 向左 (−) 控制
D
0.5 VT/YE (紫红色/
黄色)
雪佛兰维修手册.pptx

现象
➢故 障 现 象 2 7 离合器分离轴承响
• 离合器踏板踩到底时有响声
MT
❖原因
✓措施
•拨叉磨压盘
•换拨叉(拨叉磨损);
•在离合器总泵及防火墙处加垫(轻微磨损时)
•使用离合器加长杆(备件部有供应/2002年以后新车使用的 是加长杆)
第29页/共50页
➢故 障 现 象 2 8 T5变速箱脱档
第23页/共50页
➢故 障 现 象 2 3 四驱挂不上
4轮驱动
分动箱及前桥都挂不上 • 4驱动选择开关问题 • TCCM问题 • 编码器马达 • TCCM线束松动或接触
不良(仪表台下)
第24页/共50页
➢故 障 现 象 2 4 • 真空执行器内部泄漏四驱能挂上;但前桥无法接通 • 真空执行器真空管脱落
• 加速无力和燃 油经济第2性0页降/共5低0页
✓ 可能原因
• 机械正时安装错 误,导致燃烧晚燃
• 正时跳齿,导致燃 烧晚燃
• 排气门关闭不严
• 排气管弯曲导致 排气不畅
• 喷油头滴油
• ECM程序标定问 题
• 点火系统失效,导 致燃油在排气管 中燃烧
L发动机
➢故 障 现 象 2 0 摘档收油,转速居高不下
等候10秒以上, • ECM内部程序
转速慢慢回落
标定
• 油门拉线卡滞
• MAP(负载)变 化微小或不变 化
第22页/共50页
➢L 怠 速 喘
L发动机
故障现象
转速在800-2000RPM上下波动 ▪故障分析 从TECH2看TP开度在9%-30%两点变 化(怠速时),换新TP无效 ✓总结 •TP传感器线束接头断开时的TP开度是 多少?如是30%,则可能为TP传感器线 束接头松动或间歇搭铁
款雪佛兰科鲁兹维修手册

2021款雪佛兰科鲁兹维修手册本中文维修手册提供了有关2021款雪佛兰SGM7184ATB 型、SGM7166MTC型、SGM7166ATC型、SGM7166TMTC系列车型的诊断、维修程序、调整和规格等信息。
上汽通用汽车销售授权的维修站雇员了解本手册和以后出版的上汽通用汽车销售维修技术通信,可为雪佛兰科鲁兹维修手册汽车用户提供更好的效劳。
关于本手册所提及的品牌产品、零件号或专用工具,建议通过上海通用汽车取得这些产品、零件或工具。
序言——简介(1)通用汽车维修手册中的诊断和修理程序包括一样和特定的危险、警告、警告、注意或重要注意事项。
通用汽车公司致力于提供维修信息来帮忙技师诊断并修理维持车辆正常运行的所需的系统。
但是,若是不遵守推荐方案,某些程序可能会对技师造成损害。
“危险”、“警告”、“警告”和“注意”或“重要注意事项”是为避免显现上述危险而编制的,但并非所有危险均能够预见。
该信息位于维修手册中显眼的位置。
为避免显现以下情形而对技术人员造成严峻人身损害或死亡。
损坏车辆。
没必要要的车辆维修。
没必要要的部件改换。
车辆部件维修或改换不妥。
在此维修类别中显现的任何警告或警告均引自各单独的维修类别。
“危险”的概念碰到一条“危险”时,要求您采取必要的操作或不要采取禁止的操作。
若是轻忽“危险”,会致使以下后果:对技术人员造成严峻人身损害或死亡。
对工作区中的其他技术人员造成严峻人身损害或死亡。
“警告”的概念碰到一条“警告”时,要求您采取必要的操作或不要采取禁止的操作。
若是轻忽“警告”,会致使以下后果:对技术人员造成严峻人身损害。
对工作区中的其他技术人员造成严峻人身损害。
若是车辆修理不妥,那么会对该车辆的驾驶员和/或乘客造成严峻的人身损害。
“警告”的概念“警告”要求对必需的操作或禁止的操作给予专门注意。
若是轻忽“警告”,会致使以下后果:●损坏车辆。
●没必要要的车辆维修。
●没必要要的部件改换。
●所维修的系统或部件的工作或性能不正常。
雪佛兰科鲁兹维修手册35
- 如果大于规定值,测试搭铁电路是否开路/ 电阻过大。
3. 点火开关置于 ON 位置,确认故障诊断仪 “Brake Fluid Level Sensor(制动液液位传感 器)”参数为“Low(过低)”。
- 如果不是规定值,测试信号电路是否对搭铁 短路。如果电路测试正常,更换 K17 电子制 动控制模块 (EBCM)。
清除故障诊断码的条件
设置该故障诊断码的条件不再存在。
参考信息
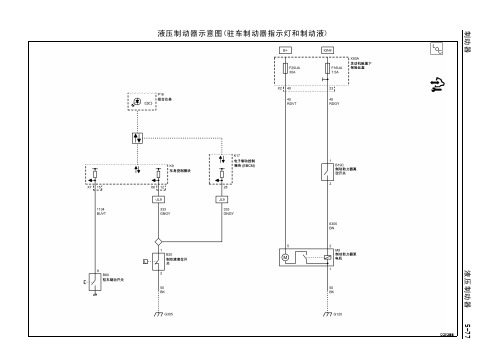
示意图参考 液压制动器示意图
连接器端视图参考 部件连接器端视图
说明与操作 液压制动系统的说明与操作
电气信息参考
• 电路测试 • 连接器的修理 • 测试间歇性故障和接触不良 • 线路修理
故障诊断仪参考 参见“控制模块参考”,以获取故障诊断仪信息
7
确保驻车制动蹄未调整过紧,否则在一定条件下可能产生噪声。 驻车制动蹄是否调整过紧?
1. 清理并检查驻车制动蹄是否过度磨损和/或损坏。 2. 检查制动盘的制动鼓部分是否过度磨损、变蓝、有灼斑和
径向跳动过大。 8
3. 如果出现这些状况,则更换相关部件。 4. 调整驻车制动系统。 是否发现并排除了故障?
Ÿ 回位弹簧或弹簧弹力不够或损坏
Ÿ 限位弹簧或弹簧弹力不够或损坏
3
Ÿ 制动鼓开裂、划伤、过度磨损或损坏
Ÿ 制动鼓不圆或损坏
Ÿ 制动鼓摩擦表面灼斑、热裂纹、变蓝
Ÿ 制动鼓摩擦表面有螺纹或螺旋痕
Ÿ 底板变形或损坏
Ÿ 底板上缺少润滑油
Ÿ 制动鼓中有过多的灰尘或异物
2. 必要时,调整、修理或更换部件。参见“鼓式制动系统诊
告诫: 避免制动液溅到车辆漆面、导线、电缆或电气 连接器的任何地方。制动液将损坏漆面和电气连接 处。一旦制动液溅到车辆上,立即用水冲洗该部位, 使损坏的可能性降至最低。
科鲁兹车身控制模块(车身电脑)维修方案.pdf

科鲁兹车身控制模块损坏的修复在广大车友的努力下,此维修方案已经基本定稿,到目前已经有很多车友反馈说根据我的帖子维修成功的案例,初步肯定此维修方案是可以的,大家可以放心使用。
近期我会把目前的维修方案好好整理一下,整理出一个详细的系统的操作说明,供广大车友免费使用,请大家收藏一下我的这个帖子,并随时关注此贴!!!仔细看过此贴并收藏此贴的科鲁兹车友,今后可能会为您省下300--3000元的车身电脑维修费。
请大家先用我介绍推荐的方案来维修,基本可以能完美修复故障,而且并不需要编程和匹配,跟换全新BCM是一样的,如果修不好再去换车身控制模块也不迟!自己维修成功概率99%。
我们的原则:尽自己最大的能力方便网友,不断完善此方案,为今后遇到非正常损坏车身控制模块的车友带来维修指导,或为维修商家提供部分维修资料和维修经验的借鉴,更好的方便今后全国车友的维修。
科鲁兹车身控制模块损坏是一个全系列车型的车友都可能会出现的故障,属于设计上的缺陷问题(个人认为应该召回),到目前没见到官方出台维修方案和回应,只有车友自己花钱更换新电脑来维修。
在通用公司没有出台相关召回政策之前,建议有条件的所有的科鲁兹车友更换LED刹车灯泡来避免这个车身电脑的设计缺陷,否则这个就是一个定时炸弹,今后不知哪天您的爱车就会趴窝,费时、闹心、耽误工作实在不划算,即使保内的网友也可以借鉴,车坏耽误使用和浪费掉的宝贵时间真的伤不起,请大家三思并借鉴--一个受过车身控制模块烧坏伤害车友的肺腑之言。
科鲁兹车身控制模块(行车电脑)维修方案(已经定稿),目前已经有很多网友根据我的方案成功完美修复自己的车身控制模块,仅限于网友研究交流用!!!法律声明一下:此贴仅限车友研究,不要作为维修依据,对此损坏的车辆本人不负责!!!!此维修方案适应“科鲁兹全系列”“新君威”“英朗”因刹车灯泡烧毁的车身控制模块的故障!!!因为这几款车的车身控制模块基本是一样的。
目前的维修方案是:第一步:维修板子的正面:采用NXP公司的肖特基稳压二极管BAT54和英飞凌的BTS5589G方案;此步进行完能修好95%的问题模块。
科鲁兹维修手册(电路识读)精编版

电源和信号分布数据通信11-61数据链路参考(续)控制模块数据链路类型诊断程序示意图参考:数据通信示意图挂车接口控制模块低速GMLAN故障诊断仪不与低速GMLAN装置通信变速器控制模块高速GMLAN故障诊断仪不与高速GMLAN装置通信变速器档位指示灯模块局域网(LIN)DTC U1500-U15BF可变动力转向控制模块高速GMLAN故障诊断仪不与高速GMLAN装置通信车辆通信接口模块(VCIM)Ÿ高速GMLANŸ低速GMLANŸ故障诊断仪不与高速GMLAN装置通信Ÿ故障诊断仪不与低速GMLAN装置通信车辆摄像机控制模块低速GMLAN故障诊断仪不与低速GMLAN装置通信11-62数据通信电源和信号分布11.1.3维修指南11.1.3.1车身控制模块的更换2189275车身控制模块的更换引出编号部件名称预备程序1.断开蓄电池负极电缆。
参见“蓄电池负极电缆的断开和连接”2.拆下仪表板右侧下装饰板。
参见“仪表板右侧下装饰板的更换”1车身控制模块程序1.断开车身控制模块线束塞。
2.参见“控制模块参考”电源和信号分布数据通信11-63 11.1.4说明与操作11.1.4.1车身控制系统的说明与操作车身控制系统包括车身控制模块(BCM)、通信和各种输入与输出。
一些输入、输出和信息要求其他模块与车身控制模块相互作用。
车身控制模块具有离散的输入和输出端子,以控制车身功能。
车身控制模块接线至高速GMLAN串行数据总线、低速GMLAN串行数据总线和多条LIN总线,并作为两者之间的网关。
电源模式主控模块此车身控制模块(BCM)用作电源模式主控模块(PMM)功能。
点火开关是小电流开关,电源模式主导装置接收到的多个离散的点火开关信号用于确定电源模式,并将电源模式通过串行数据电路发送到需要此信息的其他模块,因此电源模式主导装置将根据需要启动继电器和其他电源模式主导装置的直接输出。
电源模式功能的完整说明,参见“电源模式的说明与操作”。
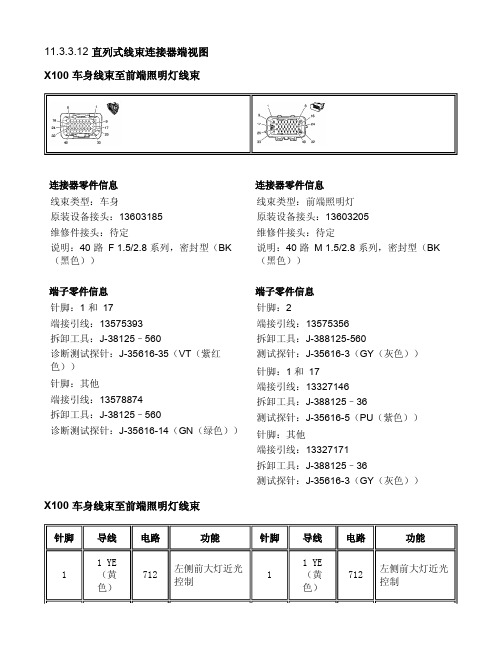
《2012 科鲁兹维修手册》11.3.3.3 动力系统部件视图

11.3.3.3 动力系统部件视图发动机顶部部件(LXT)图标(1) Q17D 喷油器4(2) Q17C 喷油器3(3) Q17B 喷油器2(4) Q17A 喷油器1发动机左侧部件图标(1) B34A 发动机冷却液温度传感器1发动机左侧部件(LXT)图标(1) Q14 废气再循环阀(2) T8 点火线圈(3) K20 发动机控制模块X2(4) K20 发动机控制模块X1(5) K20 发动机控制模块发动机左上方部件(2H0、LDE 或LXV)图标(1) B52A 加热型氧传感器1(2) B23E 排气凸轮轴位置传感器(3) G112(4) T8 点火线圈(5) B23F 进气凸轮轴位置传感器(6) K20 发动机控制模块X2(7) K20 发动机控制模块X1(8) K20 发动机控制模块(9) E41 发动机冷却液节温器加热器发动机右上方部件(2H0、LDE 或LXV)图标(1) Q6F 进气凸轮轴位置执行器电磁阀(2) B66 进气温度传感器(3) Q6E 排气凸轮轴位置执行器电磁阀发动机后上方部件(2H0、LDE 或LXV)(第 1 页,共 2 页)图标(1) B19C 真空制动助力器开关(2) B20 制动液液位开关(3) B26 曲轴位置传感器发动机后上方部件(2H0、LDE 或LXV)(第 2 页,共 2 页)图标(1) Q12 蒸发排放吹洗电磁阀(2) Q17D 喷油器4(3) Q17C 喷油器3(4) Q17B 喷油器2(5) Q17A 喷油器1(6) Q38 节气门体(7) B74 进气歧管绝对压力传感器发动机前下方部件图标(1) Q2 空调压缩机离合器发动机前下方部件(LXT)图标(1) B26 曲轴位置传感器发动机右下方部件图标(1) B1 空调制冷剂压力传感器发动机右下方部件(2H0、LDE 或LXV)图标(1) B37 发动机机油压力开关发动机后下方部件图标(1) B68 爆震传感器发动机后下方部件(2H0、LDE 或LXV)图标(1) B52B 加热型氧传感器2(2) G13 发电机X2(3) G13 发电机(4) G13 发电机X1发动机后方部件(2H0 或LDE)图标(1) B14A 变速器输出轴转速传感器(2) Q22 进气歧管调节电磁阀(3) M64 起动机电机(4) G111变速器部件(2H0、LDE 或LXV)图标(1) B16 倒车灯开关自动变速器电子部件(MH7、MH8 或MH9)图标(1) B15 变速器内部模式开关(2) B14A 变速器输出轴转速传感器(3) B14C 变速器输入轴转速传感器(4) Q8 控制电磁阀总成。
《2012 科鲁兹维修手册》11.3.3.1 主要电气部件列表

11.3.3.1 主要电气部件列表主要电气部件列表轮罩上J103 前端照明灯线束—发动机舱左前侧——J104 前端照明灯线束—发动机舱右前侧——J108 发动机喷油器线束—发动机舱内,发动机顶部——J111 发动机线束—发动机舱内,发动机顶部左侧——J112 发动机线束—发动机舱内,发动机顶部左侧——J114 发动机线束—发动机舱内,发动机顶部左侧——J116 前端照明灯线束T3U 发动机舱左前侧——J118 发动机线束—发动机舱内,发动机顶部左侧——J119 发动机线束MH9 发动机舱内,发动机顶部左侧——J120 发动机线束MH9 发动机舱内,发动机顶部左侧——J125 发动机线束—发动机舱内,发动机顶部——J126 发动机线束—发动机舱内,发动机顶部左侧——J128 发动机线束—发动机舱内,发动机顶部左侧——乘客舱内,方向J200 仪表板线束—盘后方,转向柱内——J201 仪表板线束—乘客舱内,转向柱左侧——J202 仪表板线束—乘客舱内,仪表板中央后下方——J203 仪表板线束—乘客舱内,仪表板中央后下方——J204 仪表板线束—乘客舱内,仪表板中央后下方——J205 仪表板线束—乘客舱内,仪表板中央后下方——J206 仪表板线束—乘客舱内,仪表板左下侧,转向柱下方——J207 仪表板线束U39 乘客舱内,仪表板左下侧,转向柱下方——J209 仪表板线束—乘客舱内,方向盘后方,转向柱内——J211 仪表板线束—乘客舱内,仪表板中央后下方——J212 仪表板线束—乘客舱内,仪表板中央后下方——J213 仪表板线束C68 乘客舱内,仪表板中央后下方——J214 仪表板线束—乘客舱内,仪表板中央后下方——J271 暖风、通风与空调系统线束—乘客舱内,仪表板中央后下方——J272 暖风、通风与空调系统线束—乘客舱内,仪表板中央后下方——J300 车身线束—发动机舱左后部顶端——J301 车身线束—乘客舱内,左侧A 立柱装饰件内——J302 车身线束—乘客舱内,右侧B 立柱装饰件内——J303 车身线束—乘客舱内,左侧A 立柱装饰件内——J304 车身线束—乘客舱内,左侧A 立柱装饰件内——J305 车身线束—乘客舱内,右侧B 立柱装饰件内——J306 车身线束—乘客舱内,左前车门门槛板下方——J307 车身线束—乘客舱内,中央控制台下方——J308 车身线束—乘客舱内,右前座椅外侧右下方——J311 车身线束—乘客舱内,左前车门门槛板下方——J313 车身线束ATH、KA1 或UD7乘客舱内,左前座椅下方——J314 车身线束—乘客舱内,左前车门门槛板下方——J315 车身线束—乘客舱内,右前座椅外侧右下方——J316 车身线束DWE 乘客舱内,左前车门门槛板下方——J332 车顶内衬线束—乘客舱内,前风窗玻璃顶部中央,车内后视镜后方——J333 车顶内衬线束—乘客舱内,车顶处,车顶控制台内——J334 车顶内衬线束CF5 乘客舱内,车顶处,车顶控制台内——J400 行李厢盖线束—行李厢内,行李厢盖内——J401 车身线束—行李厢内,车辆后方,靠近左侧滑柱——J402 车身线束—行李厢内,车辆后方,靠近左侧滑柱——J403 行李厢盖线束—行李厢内,行李厢盖内——J498 后物体检测线束UD7车辆后部,后保险杠蒙皮中央后方——J499 后物体检测线束UD7车辆后部,后保险杠蒙皮中央后方——驾驶员车门线乘客舱内,驾驶J501 束—员车门内侧——J701 左后车门线束—乘客舱内,左后车门内侧——J801 右后车门线束—乘客舱内,右后车门内侧——。
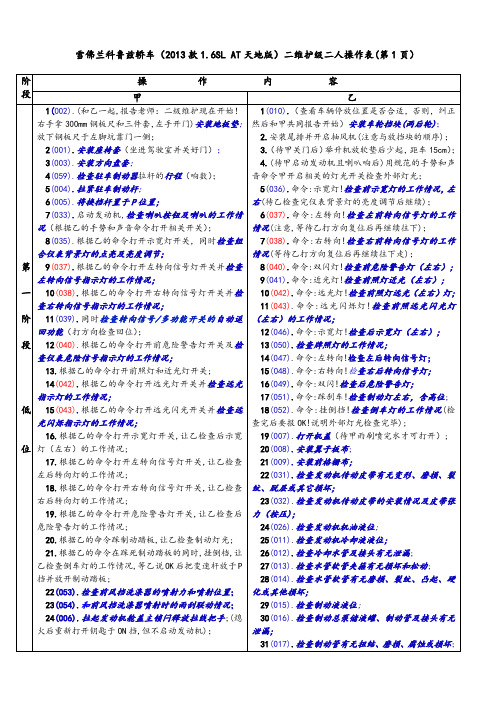
雪佛兰科鲁兹轿车(2013款1.6SL AT天地版)二维护级二人操作表
7(038).命令:右转向!检查右前转向信号灯的工作情况(等待乙打方向复位后再继续往下走);
8(040).命令:双闪灯!检查前危险警告灯(左右);
9(041).命令:近光灯!检查前照灯近光(左右);
10(042).命令:远光灯!检查前照灯远光(左右)灯;
雪佛兰科鲁兹轿车(2013款1.6SL AT天地版)二维护级二人操作表(第1页)
阶
段
操 作 内 容
甲
乙
第
一
阶
段
低
位
1(002).(和乙一起,报告老师:二级维护现在开始!右手拿300mm钢板尺和三件套,左手开门)安装地板垫;放下钢板尺于左脚坑靠门一侧;
2(001).安装座椅套(坐进驾驶室并关好门);
3(003).安装方向盘套;
43(107).释放驻车制动器;
44(074).下车检查驾驶员座椅的安装是否牢固;
45(072).检查驾驶员座椅安全带是否有撕裂或磨损,安全带拉伸和卷收是否正常;
46(073).检查驾驶员座椅安全带惯性开关、锁扣和安全带开关的工作情况;
23(032).检查发动机传动皮带的安装情况及皮带张力(按压);
24(026).检查发动机机油液位;
25(011).检查发动机冷却液液位;
26(012).检查冷却水管及接头有无泄漏;
27(013).检查水管软管夹箍有无损坏和松动;
28(014).检查水管软管有无磨损、裂纹、凸起、硬化或其他损坏;
29(015).检查制动液液位;
27(057).检查前挡风玻璃刮水器的自动回位情况;
28(058).检查前挡风玻璃刮水器的刮拭情况;
2013款科鲁兹用户手册
佛
雪
“
8 简介
后视镜调节
车外后视镜
赛 方向盘调节
车内后视镜
校
大 能
职业学维修技
等与
中 用 选择相应的后视镜并调节。 国 运 请参见后文中的 “车外后视镜”。
用后视镜底部上的调节杆调节后视镜
2013年杯全”汽车 以减少眩光。
先解锁控制杆,调节方向盘到合适的 位置,然后接合固定控制杆并确保其 完全锁定。 请仅在车辆静止时调节方 向盘。 请参见 “安全气囊系统”、“点火开 关位置”。
有致命伤害的危险。 无视这些信息 可能危及生命。
警告 标有 “警告”标志的内容表明有事 故或伤害的危险。 无视这些信息可
律和规章要求,这些要求可能与本 《用户手册》的要求有出入。 如果本 《用户手册》中提到送维修站 维修保养,我们建议您到上汽通用汽 车销售有限公司雪佛兰特约售后服务
的最新信息。上海通用汽车有限
“
4 引言
赛 2013年杯全”国汽中车等运职用业与学维校修技能大
兰 佛 雪 “
简介 5
简介
初次驾驶信息
赛 电子钥匙
车辆解锁
大
初次驾驶信息............................5 无线遥控
校能
职业学维修技
等与
中 国
用 运
ห้องสมุดไป่ตู้
如果您的车辆配备有无钥匙开门和启 动系统,驾驶员只须随身携带电子钥
职业学维修技
雪 佛 兰 科 鲁 兹中用等 用户与 手 册
国运
全车
3年 汽 感谢您选择了由上海通用北盛汽车为您精心制造的汽车。 1 该车采用了高新科技,性能优良,久经考验。选择科鲁兹,证明您对汽车的性能和款式都有极高的要求。 0 ” 请通读本手册,因为其中的信息可让您了解如何正确操控汽车,并从中获得最大程度的驾乘享受。 2 杯 本车辆产品执行企业标准:Q/JQCJ 34-2012
雪佛兰科鲁兹用户手册说明书
全新科鲁兹用户手册引言....................................................................0-1钥匙、车门和车窗........................................................1-1座椅和保护装置..........................................................2-1储物....................................................................3-1仪表和控制装置..........................................................4-1照明....................................................................5-1信息娱乐系统............................................................6-1温度控制................................................................7-1驾驶与操作..............................................................8-1车辆养护................................................................9-1技术数据...............................................................10-1引言0-1引言引言.....................................0-2引言..................................0-2使用本手册.........................0-2警告、告诫和注意................0-20-2引言引言引言本车的设计集先进技术、安全、环保和经济性于一体。
2009款雪佛兰科鲁兹原厂整车维修手册(一)

和修理的有效方法。其中,有些程序需要使用为其特别设计的工具。 因此,任何想
册中的维修程序包括装有附加充气保护装置,也称作 “气囊” ,的车辆。参见 “告 诫和 。注意事项”和 “保护装置”中的 “告诫” 在附加充气保护装置部件或线路上或 周围进行维修前,参见 “保护装置”中附加充气保护装置部件和线路位置图。违反这 些 “告诫”会导致安全气囊展开、伤人或者附加充气保护装置不必要的维修。 为了 避免安全气囊意外展开和伤人,如果附加充气保护装置和其它车辆系统都需要修理,
200雪佛兰 SGM7169MTA、 SGM7169ATA、SGM7184ATA 系列车型的诊断、维修程序、调整和规格等信息。 上海通用汽车授权的维修站雇员了解本手册和以后出版的上海通用汽车维修技术通 讯,可为别克汽车用户提供更好的服务。对于本手册所提及的品牌产品、零件号或
专用工具,建议通过上海通用汽车获得这些产品、零件或工具。2009 上海通用汽车 有限公司版权所有信息截止日期为 2009 年 3 月淳虾Mㄓ闷涤邢薰咎崆笆 槊孀夹恚臼植崛魏尾糠植坏酶粗啤⒋娲⒃诩焖飨低持谢蛞匀魏涡问交蚴侄未ィ ò ǖ幌抻诘缱印⒒怠⒏从『吐贾疲1鞠钜笫视糜谒形淖帧⑼际竞捅砀瘛? 告诫 告诫:为降低伤人和 / 或财产损坏的可能性,务必认真遵守如下说明: 上海 通用汽车有限公司所提供的维修手册是为合格的专业技术人员编写的。如果未经适 当的培训,没有合适的工具和设备,而试图进行维修或修理,会伤害自己或他人。
《2012 科鲁兹维修手册》17.5.1.1 换档锁定控制系统示意图
深绿
LDE)
深绿
LDE)
色)
色)
29
—
— 未使用
29
—
— 未使用
0.5
0.5
VT/GY
VT/GY
30 (紫红 709 左侧驻车灯控制 30 (紫红 709 左侧驻车灯控制
色/灰
色/灰
色)
色)
0.5 GY/BN
0.5 GY/BN
31
(灰色/ 棕色)
309 右侧驻车灯控制
31
(灰色/ 棕色)
309 右侧驻车灯控制
1745 喷油器控制 (2)
白色)
白色)
0.5
3
BN/VT (棕色/
1746 喷油器控制 (3)
紫红色)
0.5
3
BN/VT (棕色/
1746 喷油器控制 (3)
紫红色)
0.5
0.5
4
BN/YE (棕色/
844 喷油器控制 (4)
4
BN/YE (棕色/
844 喷油器控制 (4)
黄色)
黄色)
5
1 VT/DBU(紫红 色/深蓝
色)
14-16
—
— 未使用
14-16
—
— 未使用
17
1 YE (黄 色)
312
右侧前大灯近光 控制
171 YE (黄 Fra bibliotek)312
右侧前大灯近光 控制
0.5 D-
0.5 D-
左前转向信号灯
18
BU/WH (深蓝 色/白
1314
左前转向信号灯 控制
18
BU/WH (深蓝 色/白
1314
控制
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
鼓式制动器 5-65
2027526
警告: 参见“有关制动器粉尘的告诫”。 1. 使用CH 230仪表测量制动蹄摩擦衬片的厚度。 2. 将记录的制动蹄摩擦衬片厚度与制动鼓部件规 格做比较。参见“鼓式制动器部件规格”。
注意: 仅更换车桥组件内的制动蹄和摩擦衬片总成。 3. 如果制动蹄摩擦衬片厚度小于规定值或发现瑕 疵,则更换摩擦衬片。参见“制动蹄的更换”。
(8) 制动鼓安装螺栓 (9) 制动鼓 (10) 调节弹簧 (11) 调节器总成 (12) 车轮制动分泵 (13) 驻车制动器拉线
2189271
制动器
5.3.3 诊断信息和程序 5.3.3.1 制动鼓直径测量
鼓式制动器 5-63
2. 检查制动鼓的制动表面是否存在以下“制动鼓 表面状况”:
• 严重锈蚀和/或点蚀
3. 检查轮毂/车桥法兰和制动盘的接合面,确保没 有异物或碎屑。
4. 根据车床制造商的操作说明,将制动盘安装到 制动器车床上,确保所有安装附件和适配器都 是清洁的,且没有碎屑。
5. 确保所有减振附件紧固就位。
6. 当制动器车床运转时,缓慢进刀,直到刚好接 触制动盘摩擦面。
7. 观察制动盘上的参考标记。如果两侧的参考标记 大约超过制动盘摩擦面圆周的四分之三以上(含 四分之三),则制动盘已正确安装到车床上。
应用
公制 xx 毫 米 xx 毫 米 xx 毫 米 xx 毫 米 xx 毫 米 xx 毫 米 xx 毫 米 xx 毫 米 5.0 毫 米 xx 毫 米
英制 xx 英 寸 xx 英 寸 xx 英 寸 xx 英 寸 xx 英 寸 xx 英 寸 xx 英 寸 xx 英 寸 0.1胶
5.3.3.2 制动鼓表面和磨损检查
专用工具 GE 572千分表 关于当地同等工具,参见“专用工具”。 警告: 参见“有关制动器粉尘的告诫”。
1. 拆下制动鼓。参见“制动鼓的更换”。
2027507
3. 使用精度达到千分之一英寸级的制动鼓千分尺 (1),测量并记录鼓式制动器表面的所有划痕 深度。 务必确保仅在制动蹄摩擦衬片的接触部位进行 测量。
5-58 盘式制动器
5.2.4 说明与操作
5.2.4.1 盘式制动系统的说明与操作
系统部件的说明
盘式制动系统由以下部件组成: 盘式制动片:将来自液压制动钳的机械输出力作用在 制动盘的摩擦面上。 制动盘:利用盘式制动片作用在制动盘摩擦面上的机 械输出力,降低轮胎和车轮总成的转速。 盘式制动片构件:将盘式制动片以正确的相对位置固 定至液压制动钳上。当有机械输出力作用时,能使制 动片作滑动运动。
• 制动蹄弹簧在任何弹簧点 (3) 出现弯曲、
损坏或开裂
• 制动鼓部件的严重腐蚀 • 制动鼓部件的严重拉伸、扭曲或卡滞 • 车轮制动分泵护套 (2) 的损坏或者泄漏
2. 如果出现上述任何状况,则更换制动蹄弹簧和 /或车轮制动分泵。参见“制动蹄的更换”和/ 或“车轮制动分泵的更换”。
5.3.3.4 鼓式制动器调节构件的检查
2027511
7. 安装千分表,GE 572千分表 (1) 或同等工具, 使其与制动鼓 (2) 的制动器表面成 90 度接触, 且距离制动盘外边缘约 19 毫米(0.75 英寸)。
8. 测量并记录制动鼓的径向跳动量。 8.1. 转动制动鼓,直到千分表读数达到最小, 然后将千分表归零。 8.2. 转动制动鼓,直到千分表读数达到最大。 8.3. 将制动鼓的径向跳动量与制动鼓部件规格 做比较。参见“鼓式制动器部件规格”。 8.4. 如果制动鼓径向跳动量超过规格,则制动 鼓需要进行表面修整或更换。参见“制动 鼓的更换”或“后制动鼓表面修整”。
注意: 当从轮毂/车桥法兰上拆下制动盘时,应清理 轮毂/车桥法兰和制动盘接合面上的锈蚀或污染物。 否则,可能导致制动盘装配后端面跳动量 (LRO) 增 加,从而导致制动器脉动。
1. 用CH 42450–A组件,彻底清理轮毂/车桥法 兰接合面上的锈蚀。
盘式制动器 5-57
2. 用CH 41013组件,彻底清理制动盘接合面和安 装面上的锈蚀。
轮毂表面修整工具组件
2028165
盘式制动器 5-59
图示
工具编号/说明
CH-45101 J-45101
轮毂和车轮跳动量千分表
2028168
2028164
CH-45101-100 J-45101-100 制动盘锥垫
2189047
CH-6007 KM-6007 重置工具
2189139
CH-6007-50 适配器
5.3.3.3 鼓式制动器构件的检查
2027514
警告: 参见“有关制动器粉尘的告诫”。
2027514
警告: 参见“有关制动器粉尘的告诫”。
1. 目视检查调节器执行器弹簧 (3) 是否存在以下 状况:
• 弹簧在任何弹簧点出现弯曲或者开裂 • 严重腐蚀 • 缺失
2. 目视检查调节器总成 (1) 是否存在以下状况:
- 制动盘摩擦面表面或浅层腐蚀/锈蚀
- 制动盘摩擦面划痕深度小于最大允许规格
• 在修整制动盘表面前,必须先检查制动盘的厚
度是否允许修整,且在表面修整后还能大于最小 的厚度允许值。参见“制动盘厚度的测量”。
如果厚度足以进行表面修整且存在以下一种或 多种情况,才应对制动盘进行表面修整:
- 厚度偏差超出最大允许规格
5.3.4.2 制动鼓的更换
专用工具
• CH41013制动盘表面修整工具组件 • CH42450-A轮毂表面修整工具组件
• 调节器出现弯曲或开裂 • 过度磨损、损坏或缺齿
3. 目视检查调节器执行器杆是否存在以下状况:
• 执行器杆出现弯曲或开裂 • 执行器杆至调节器表面出现过度磨损 • 弹簧附件凸舌断裂 • 缺失
4. 如果发现上述任何状况,更换受影响的部件。 参见“鼓式制动器构件的更换”。
制动器
5.3.4 维修指南 5.3.4.1 制动蹄的检查
关于当地同等工具,参见“专用工具”。 警告: 参见“有关制动器粉尘的告诫”。
特别注意事项:
• 制动系统的常规维修程序不需要对制动盘进行
表面修整。新制动盘不需要进行表面修整。
切勿试图通过制动盘的表面修整来校正以下状 况:
- 制动系统噪声 - 尖叫声、隆隆声、嘎吱声
- 盘式制动片磨损不均匀和/或过早磨损
5-60 盘式制动器
制动器
空白
制动器
5.3 鼓式制动器
5.3.1 规格 5.3.1.1 紧固件紧固规格
制动管接头 鼓式制动器安装螺栓 车轮制动分泵安装螺栓
应用
鼓式制动器 5-61
紧固件紧固规格
公制 18 Y 7Y xx Y
规格
英制 11 英尺磅力 62 英寸磅力 xx 英尺磅力
5.3.1.2 鼓式制动器部件规格
ERROR - Table Title is missing for titlesource="author-entry"
规格
报废的制动鼓直径 新制动鼓直径 制动鼓允许的最大径向跳动量 制动鼓允许的最大划痕深度 制动鼓修整后最大直径 制动蹄摩擦衬片最小厚度 制动蹄摩擦衬片至制动鼓间隙 制动蹄摩擦衬片最小厚度 新制动蹄摩擦片厚度 制动蹄摩擦衬片至制动鼓间隙
12. 在修整制动盘表面后,按以下程序执行所需的 不定向表面修整:
12.1. 遵照制动器车床制造商推荐的速度,进行 不定向表面修整。
12.2. 用中等压力执行不定向表面修整:
Ÿ 如果车床配备不定向表面修整工具,
则用 120 目氧化铝砂纸进行修整。
Ÿ 如果车床未配备不定向修整工具,则
用砂轮和 150 目氧化铝砂纸进行表面 修整。
4. 将记录的划痕深度与制动鼓部件规格作比较。 参见“鼓式制动器部件规格”。
5. 如果制动鼓划痕深度超过此规格或如果划痕过 多,则制动鼓需要进行表面修整或更换。参见 “制动鼓的更换”或“后制动鼓表面修整”。
6. 将制动鼓安装在制动器车床上。
5-64 鼓式制动器
制动器
1. 目视检查鼓式制动器系统制动蹄弹簧 (3) 是否 存在以下情况:
粘合剂、油液、润滑剂和密封胶
应用 液压制动系统
材料类型 DOT 4 制动液
GM 零件号 参见“电子零件目录”
5-62 鼓式制动器
5.3.2 部件定位图 5.3.2.1 后鼓式制动器部件视图
制动器
图标 (1) (2) (3) (4) (5) (6) (7)
车轮制动分泵排气阀 车轮制动分泵安装螺栓 限位弹簧销 制动蹄 制动蹄回位弹簧 制动蹄限位弹簧 制动蹄限位弹簧帽
制动器
盘式制动钳构件:用于安装液压制动钳,并将制动钳固 定到位,以与制动钳支架保持正确的相对位置。当有 机械输出力作用时,能使制动钳相对于制动块滑动。
系统操作
来自液压制动钳活塞的机械输出力作用在内侧制动片 上。当活塞向外压内侧制动片时,制动钳壳体同时向 内拉动外侧制动片。从而使输出力均匀分配。制动片 将输出力作用到制动盘两侧的摩擦面上,从而降低轮 胎和车轮总成的速度。制动片和制动钳构件的正常工 作对均匀分配制动力非常重要。
8. 如果参考标记未超过制动盘圆周的四分之三, 则将制动盘重新安装到车床上。
9. 根据制动器车床制造商操作说明,修整制动盘 表面。
10. 每次车削后,检查制动盘厚度。参见“制动盘 厚度的测量”。
11. 一旦表面修整后制动盘超出了最小允许厚度, 则必须更换制动盘。参见“前制动盘的更换” 和/或“后制动盘的更换”。
制动器
5.2.5 专用工具和设备
5.2.5.1 专用工具
图示
工具编号/说明
2028163
CH-230-A MKM-230-A
圆盘规
2028143