卡尺检定规程
通用卡尺检定规程

通用卡尺检定规程
1 通用卡尺检定规程
通用卡尺是检测精度尺寸是否符合标准的必要工具,它可以做到
快速、区域性检测以及比对测量,所以被广泛的应用与机械行业、机
械制造、金属加工、模具制造、汽车部件制造和自动化检测测量等行业,取得了重要的社会和经济效益。
而为了保证卡尺使用精度,我们
需要遵守通用卡尺检定规程,以保证卡尺的准确性、稳定性和精度。
一、检定范围
通用卡尺检定规程主要包括细分度测量检定、卡片检定量、最大
卡量及其精度等检验项目,覆盖以0.02mm起始、最大200mm以下的卡
尺检定;我们还会依据客户提供的检定图进行检定,以保证客户的正
常使用。
二、检定步骤
1. 安装卡尺:将卡尺安装在测量仪器上,并将各种参数调节到对
应的值;
2. 装调试剂:将检定工具具体的安装完毕后,开始检定测量设备、装夹及调试剂,确保测量正确;
3. 检定卡尺:根据国家标准,按照检定规程步骤进行检定,经过
精确校正后确认卡尺符合标准要求;
4. 检定记录:检定完毕结果后,记录相关信息,以备不时之需。
三、卡尺维护
1. 卡尺使用环境:卡尺在使用时需要保证环境温度在18℃~27℃之间,相对湿度在<90%下;
2. 卡尺的定期检定:卡尺要定期的检定,以便确保灵敏度及测量精度;
3. 更换卡尺:如卡尺检定时无法满足标准要求,需要对其进行更换;
4. 卡尺的保养:卡尺在使用或运输过程中应保持清洁,所有的维护工作都应按规定步骤执行,以确保卡尺的精度及稳定性。
通用卡尺检定规程的遵循可以有效的保证设备及产品的正常运转及精度,从而确保设备质量。
计量器具内校检定规程-通用卡尺

本规程适用于分度值为0.01mm,0.02mm,0.05mm,0.10mm,测量范围0~2000mm各种规格游标、带表、或数显卡尺、I型深度卡尺的检定和检查
二、参考标准
通用卡尺JJG 30-2012国家计量检定规程
三、示值误差和细分误差
四、检定.3各部分相对位置
(以上检定项目的详细技术要求及方法,可参考通用卡尺JJG 30-2012国家计量检定规程)
五、检定条件
5.1检定室内温度(20±5)℃5.2检定室内相对湿度不大于80%
5.3检定前,应将卡尺及量块等检定设备置于平板或木桌上
六、检定设备
用3级或5等量块测量
七、测量点的分布
八、检定周期
检定周期根据实际使用的具体情况确定,一般不超过1年
带表卡尺检定规程
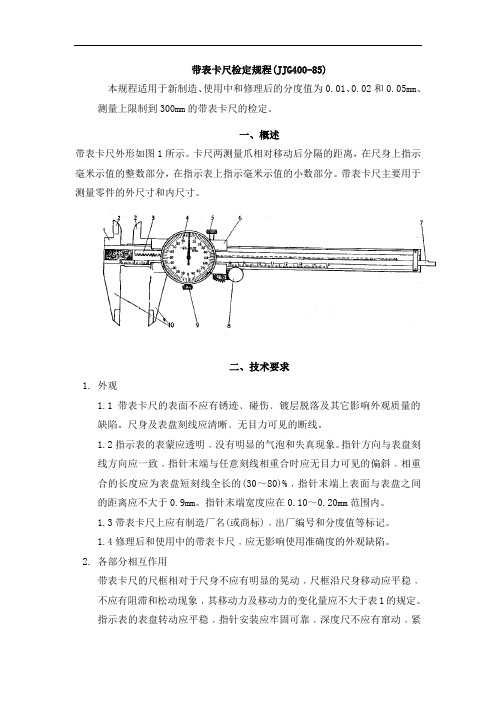
带表卡尺检定规程(JJG400-85)
本规程适用于新制造、使用中和修理后的分度值为0.01、0.02和0.05mm、测量上限制到300mm的带表卡尺的检定。
一、概述
带表卡尺外形如图1所示。
卡尺两测量爪相对移动后分隔的距离,在尺身上指示毫米示值的整数部分,在指示表上指示毫米示值的小数部分。
带表卡尺主要用于测量零件的外尺寸和内尺寸。
二、技术要求
1.外观
1.1带表卡尺的表面不应有锈迹﹑碰伤﹑镀层脱落及其它影响外观质量的
缺陷。
尺身及表盘刻线应清晰﹑无目力可见的断线。
1.2指示表的表蒙应透明﹐没有明显的气泡和失真现象。
指针方向与表盘刻
线方向应一致﹐指针末端与任意刻线相重合时应无目力可见的偏斜﹐相重合的长度应为表盘短刻线全长的(30~80)%﹐指针末端上表面与表盘之间的距离应不大于0.9mm。
指针末端宽度应在0.10~0.20mm范围内。
1.3带表卡尺上应有制造厂名(或商标)﹐出厂编号和分度值等标记。
1.4修理后和使用中的带表卡尺﹐应无影响使用准确度的外观缺陷。
2.各部分相互作用
带表卡尺的尺框相对于尺身不应有明显的晃动﹐尺框沿尺身移动应平稳﹐不应有阻滞和松动现象﹐其移动力及移动力的变化量应不大于表1的规定。
指示表的表盘转动应平稳﹐指针安装应牢固可靠﹐深度尺不应有窜动﹐紧。
通用卡尺检定规程jjg30-2012

通用卡尺检定规程jjg30-2012通用卡尺是一种非常常用的测量工具,它通常被用来测量物体的长度、宽度、高度、直径、间距以及深度等几何参数。
对于很多行业,尤其是制造业,通用卡尺检定是质量控制的一个重要步骤。
因为如果通用卡尺的测量精度有误差,那么就会影响产品的质量,进而可以导致产品质量问题、客户投诉、退货等问题,更严重的可能会导致工人受伤或事故发生。
为了确保通用卡尺被正确使用和检定,国家对通用卡尺的标准使用、检定、记录和维护都进行了规范,并颁布了《通用卡尺检定规程jjg30-2012》。
规定范围《通用卡尺检定规程jjg30-2012》适用于用于直线和圆弧测量的通用卡尺的检定、使用和维护。
检定标准通用卡尺的检定标准按照使用场景、测量精度、等级等来进行规定。
《通用卡尺检定规程jjg30-2012》规定了五个等级,从高到低分别为0级、1级、2级、3级和4级,对应的测量精度分别为0.5μm、1μm、2μm、5μm和10μm。
检定方法《通用卡尺检定规程jjg30-2012》中规定了通用卡尺的检查点和检查方法。
检查点通用卡尺的检查点分为两大类:直线测量和圆弧测量。
直线测量类检查点包括:1.最大示值误差2.允许误差3.回程误差4.重复性圆弧测量类检查点包括:1.最大示值误差2.组合误差3.重复性检查方法通用卡尺的检查方法也是按照使用场景和测量精度地进行规定的,其中有两种检查方法,分别是标准检查和独立检查。
标准检查是在国家标准检定机构、工贸局或者其他检定机构按所列标准进行的检查。
相对于独立检查,标准检查测量结果更为准确,但需要缴纳相应的检定费用。
独立检查是单位或个人根据自身需要,配备相应的测量设备,并按照《通用卡尺检定规程jjg30-2012》的要求进行检查。
这种方法适用于检定设备数量较少、精度要求相对较低的单位或个人。
检定周期通用卡尺的检定周期是按照等级来规定的。
等级越高,对测量精度要求越高,相应的检定周期也越短。
jjg30-2002卡尺检定规程
jjg30-2002卡尺检定规程一、引言卡尺是一种常用的测量工具,广泛应用于各个行业和领域。
为了保证卡尺的测量精度和可靠性,需要对其进行定期的检定和校准。
本文将以jjg30-2002卡尺检定规程为基础,介绍卡尺的检定方法、要求和步骤,以确保卡尺的准确度和可靠性。
二、检定方法1. 外观检查:检查卡尺的表面是否平整、无划痕、无损坏等。
2. 零点检定:使用标准物体检定卡尺的零点误差,确保卡尺的起始测量位置准确无误。
3. 长度检定:使用标准物体检定卡尺的长度测量误差,包括细密度、中密度和粗密度,以确保卡尺在不同测量范围内的准确度。
4. 平行度检定:检查卡尺的两侧刀口之间的平行度,确保卡尺的两侧测量结果一致。
5. 垂直度检定:检查卡尺的刀口垂直于刻度线,确保卡尺的测量结果垂直准确。
6. 重复性检定:通过多次测量同一物体,检查卡尺的重复测量结果是否一致,以确保卡尺的稳定性和可靠性。
三、检定要求1. 精度要求:根据卡尺的使用要求和精度等级,确定卡尺的检定精度要求。
2. 环境要求:卡尺的检定应在温度、湿度、气压等环境条件稳定的实验室中进行,以避免环境因素对测量结果的影响。
3. 检定设备:使用精密的测量设备和标准物体进行检定,确保检定结果的准确性和可靠性。
4. 检定周期:根据卡尺的使用频率和工作环境确定检定周期,保证卡尺的长期稳定性和可靠性。
四、检定步骤1. 准备工作:清洁卡尺表面,确保无杂质和污垢。
2. 外观检查:检查卡尺表面是否有刮痕、损坏等。
3. 零点检定:将卡尺刀口对准标准物体的零点,记录测量结果,计算零点误差。
4. 长度检定:使用标准物体进行不同长度范围的检定,记录测量结果,计算长度误差。
5. 平行度检定:将卡尺两侧刀口分别对准标准物体的两侧,记录测量结果,计算平行度误差。
6. 垂直度检定:将卡尺刀口对准标准物体的垂直线,记录测量结果,计算垂直度误差。
7. 重复性检定:多次测量同一物体,记录测量结果,判断重复性误差是否在规定范围内。
卡尺检定规程

卡尺内部检校规程1 范围本规程适用于本公司卡尺的内部检定。
2 引用文件GB/T 21389-2008 游标、带表和数显卡尺JJG30-2012 通用卡尺检定规程3 概述卡尺是利用带有量爪的尺框在尺身上相对运动,通过游标、指示表或数显形式显示尺身和尺框上两量爪之间的平行间距,用于测量外尺寸、内尺寸和深度尺寸的计量器具。
其主要结构形式分别为游标卡尺(见图1)、数显卡尺(见图2)、带表卡尺(见图3)。
4 技术要求4.1 外观4.1.1 卡尺表面应镀层均匀、标尺标记应清晰,表面清洁。
不应有锈蚀、碰伤、毛刺、镀层脱落及明显划痕,无目力可见的断线或粗细不匀等,以及影响外观质量的其他缺陷。
4.1.2 卡尺上必须有制造厂名或商标、分度值和出厂编号。
4.1.3 使用中和后续检定的卡尺,允许有不影响使用的外观缺陷。
4.2 各部分相互作用4.2.1 尺框沿尺身移动应手感平稳,不应有阻滞或松动现象。
数字显示应清晰、完整无黑斑和闪跳现象。
个按钮功能稳定、工作可靠。
4.2.2 各紧固螺钉和移动装置的作用可靠。
4.2.3 主尺尺身应有足够的长度裕量,以保证在测量范围上限时尺框及卫东装置在尺身之内。
4.3 各部分相对位置4.3.1 游标尺刻度线与主标尺刻度线应平行,无目力可见的倾斜。
4.3.2 游标尺标记表面棱边至主标尺标记表面的距离应不大于0.30mm。
4.3.3 卡尺量外量爪合并时,应无目力可见的间隙。
4.3.4 零值误差4.3.4.1 游标卡尺测量爪两侧面相接触时,游标上的“零”标记和“尾”标记与主标尺相应标记应相互重合。
其重合度应符合表1的规定。
表1 “零”标记和“尾”标记与主标尺相应标记重合度4.3.4.2 带表卡尺测量爪两测量面相接触时,此时毫米读数部位相对主标尺“零”标记的位置离线不大于标记宽度,压线不大于标记宽度的1/2。
4.3.5 示值变动性带表卡尺不超过分度值的1/2.数显卡尺不超过0.01mm。
4.3.6 漂移数显卡尺的数字漂移在1h内不大于一个分度值,带有自动关机功能的数显卡尺可不检此项。
通用卡尺校准规范
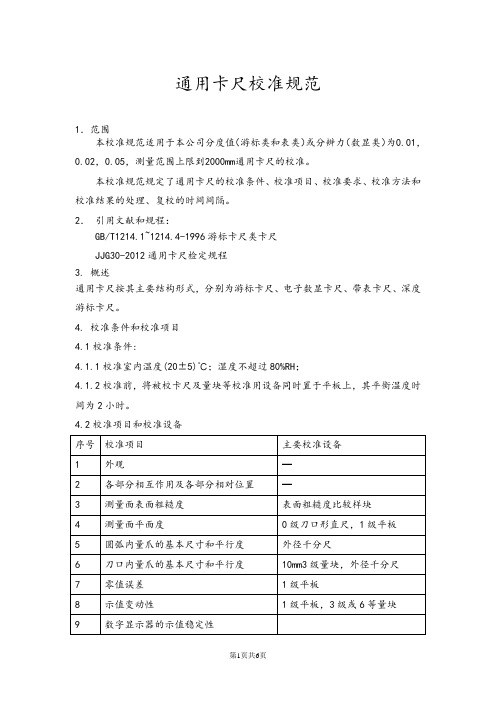
通用卡尺校准规范1.范围本校准规范适用于本公司分度值(游标类和表类)或分辨力(数显类)为0.01,0.02,0.05,测量范围上限到2000mm通用卡尺的校准。
本校准规范规定了通用卡尺的校准条件、校准项目、校准要求、校准方法和校准结果的处理、复校的时间间隔。
2.引用文献和规程:GB/T1214.1~1214.4-1996游标卡尺类卡尺JJG30-2012通用卡尺检定规程3.概述通用卡尺按其主要结构形式,分别为游标卡尺、电子数显卡尺、带表卡尺、深度游标卡尺。
4.校准条件和校准项目4.1校准条件:4.1.1校准室内温度(20±5)℃;湿度不超过80%RH;4.1.2校准前,将被校卡尺及量块等校准用设备同时置于平板上,其平衡温度时间为2小时。
4.2校准项目和校准设备5.1外观5.1.1要求:卡尺表面应镀层均匀、标尺标记应清晰,表蒙透明清洁。
不应有锈蚀、碰伤、毛刺、镀层脱落及明显划痕,无目力可见的断线或粗细不匀等以及影响外观质量的其他缺陷。
卡尺上必须有制造厂名或商标、CMC标志、分度值和出厂编号。
使用中和修理后的卡尺,允许有不影响使用准确度的外观缺陷。
5.1.2校准方法:目力观察。
5.2各部分相互作用及各部分相对位置:5.2.1要求::尺框沿尺身移动应手感平稳,不应有阻滞或松动现象。
数字显示应清晰、完整,无黑斑和闪跳现象。
各按钮功能稳定、工作可靠;紧固螺钉和微动装置的作用应可靠;主尺尺身应有足够的长度裕量,以保证在测量范围上限时尺框及微动装置在尺身之内。
游标尺刻线与主标尺刻线应平行,无目力可见的倾斜;游标尺标记表面棱边至主标尺标记表面的距离应不大于0.30mm;圆标尺的指针尖端应盖住短标记长度的30%~80%。
指针末端与标尺标记表面之间的间隙应不大于表6的规定。
卡尺两外量爪合并时,应无目力可见的间隙。
表6指针末端与标尺标记表面之间的间隙5.2.2校准方法:目力观察和手动试验。
5.3测量面的表面粗糙度5.3.1要求:应不超过表1规定表1测量面表面粗糙度5.3.2校准方法:用表面粗糙度比较样板进行比较校准。
游标卡尺检定规程
游标卡尺检定规程1 外观检查1.1检查方法:用专用擦布擦试卡尺表面,保持表面清洁、无油污,目力观察卡尺。
1.2在卡尺的表面上不应有碰伤、锈鉵或其他缺陷;1.3游标刻线和数字应清晰、均匀,不应有脱色现象,游标刻线应刻到斜面下边缘;1.4卡尺上应刻有制造厂名或商标、出厂编号和分度值。
1.5 使用中和修理后的卡尺,允许有不影响使用准确度的外观缺陷。
2 各部分相互作用检查2.1检查方法:目测和手动检查2.2轻轻移动尺框,尺框沿尺身移动应手感平稳,不应有阻滞或松动现象;2.3旋动各紧固螺钉,紧固螺钉的作用应可靠;2.4移动深度尺杆,深度尺不允许有窜动,尺身或尺框的配合间隙引起的外量爪不错位。
3各部分相对位置检定3.1目力观察或用2级塞尺进行比较检定;3.2游标尺标记表面棱边至主标尺标记表面的距离应不大于0.3mm;4测量面的表面粗糙度检定用表面粗糙度比较样块对游标尺量爪的测量面和底座工作面的粗糙度进行比较检定。
5外量爪测量面的平面度检定对于分度值为0.02mm的卡尺,用0级样板直尺以光隙法检定,必要时,可以用2级平面平晶检定,用平面平晶检定时,在整个测量面上应呈现任意形状的干涉带。
6外量爪两测量面的间隙检定移动尺框,使两量爪测量面至手感接触,观察两量爪测量面间的间隙,以光隙法检定,这一检定应分别在尺框紧固和松开的两种状态下各测量一次。
7圆弧内量爪的尺寸和平行度检定用1级千分尺沿卡尺量爪在平行尺身的方向上测量。
在其它方向上测量时,所测量之偏差应不超过b值的上偏差,检定是在尺框紧固与松开的两种状态下各测一次。
8刀口内量爪尺寸和两量爪侧面间隙先将一块3级或6等10mm量块长边平行夹持于两外量爪测量面间,紧固螺钉后,该量块应能在测量面间滑动而不脱落,再用测力为6-7N的1级千分尺在平行于尺身方向,沿全长范围内测量刀口内量爪尺寸。
尺寸偏差由测得值与量块尺寸之差确定,其它方向测得值与量块尺寸之差,应不超过内量爪尺寸的上偏差。
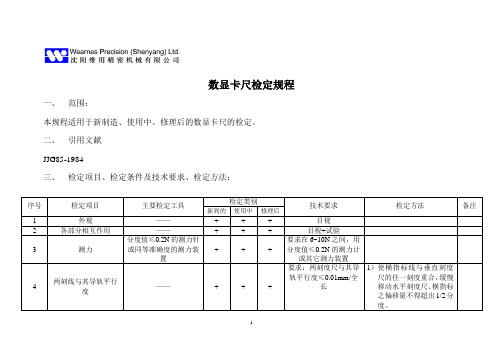
数显卡尺检定规程
+
+
要求在6~10N之间,用分度值≤0.2N的测力计或其它测力装置
4
两刻线与其导轨平行度
——
+
+
+
要求:两刻度尺与其导轨平行度≤0.01mm/全长
1)使横指标线与垂直刻度尺的任一刻度重合,缓慢移动水平刻度尺、横指标之偏移量不得超出1/2分度。
2)使纵指标线与垂直刻度尺的任一刻度重合,缓慢移动垂直刻度尺、横指标之偏移量不得超出1/2分
2级平面晶
+
+
+
不超过±0.02mm
对于0—150mm,检定点应均匀分布在刻度范围的3个点上。
51.2, 101.5, 141.8。
对于0—300mm,检定点应均
匀分布在刻度范围的3个点上
101.2, 201.5 ,291.8
9
数值稳定性
-----
+
+
+
目视
四、经检定符合本规程的,发给检定证书。
批准:审核:作成:
5
两量爪与测量面的间隙
——
+
+
+
利用棘轮装置,使量爪测量面接触,两量面间不得有可见光源
目视
6
数显卡尺测量面的直线度
1级刀口尺
+
-
+
用1级刀口直尺检定时,不应有可见光源
1级刀口尺
7
两量爪端面的平面度
1级刀口尺
+
-
+
任意位置,两量爪端面和高度尺测量面平行度≤0.01mm
1级刀口尺
8
示值误差
5等或2级量块
数显卡尺试行检定规程

数显卡尺试行检定规程(JJG526-88)
本规程适用于新制的﹑修理后和使用中的分辨率为0.01mm﹐测量范围至500mm的数显卡尺的检定。
一、概述
数显卡尺是用容栅(或光栅等)测量系统和数字测量显示器进行读数的一种长度计量器具。
二、检定项目和检定条件
1.数显卡尺的检定项目和主要检定工具列表1.
2.检定卡尺的窒内温度为20°±5℃。
检定前﹐应将被检数显卡尺及量块等检
定工具同时置于金属平板或木桌上﹐平衡温度的时间不少于表2的规定。
3.检定卡尺的室内相对湿度不超过80%.
三、检定要求和检定方法
4.外观
4.1要求﹕数显卡尺的表面上不应有锈蚀﹑碰伤或其它缺陷。
数显窗不得倾
斜。
玻璃表面应清洁﹑透明﹑无破损和划伤。
表1。
游标卡尺检定规范
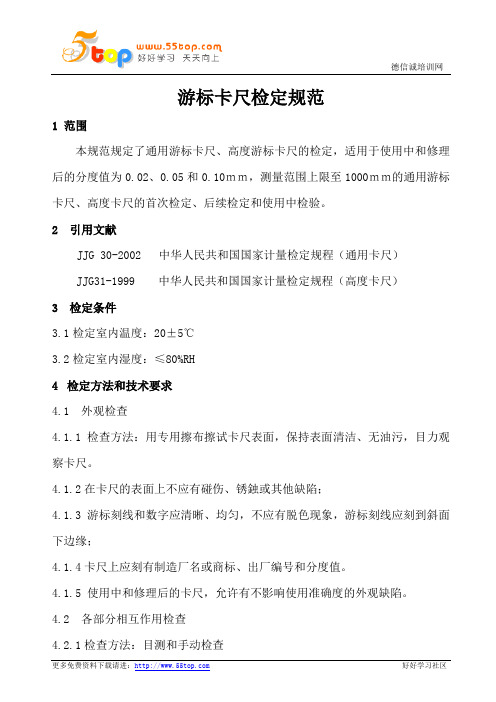
游标卡尺检定规范1 范围本规范规定了通用游标卡尺、高度游标卡尺的检定,适用于使用中和修理后的分度值为0.02、0.05和0.10mm,测量范围上限至1000mm的通用游标卡尺、高度卡尺的首次检定、后续检定和使用中检验。
2 引用文献JJG 30-2002 中华人民共和国国家计量检定规程(通用卡尺)JJG31-1999 中华人民共和国国家计量检定规程(高度卡尺)3 检定条件3.1检定室内温度:20±5℃3.2检定室内湿度:≤80%RH4检定方法和技术要求4.1 外观检查4.1.1检查方法:用专用擦布擦试卡尺表面,保持表面清洁、无油污,目力观察卡尺。
4.1.2在卡尺的表面上不应有碰伤、锈鉵或其他缺陷;4.1.3游标刻线和数字应清晰、均匀,不应有脱色现象,游标刻线应刻到斜面下边缘;4.1.4卡尺上应刻有制造厂名或商标、出厂编号和分度值。
4.1.5 使用中和修理后的卡尺,允许有不影响使用准确度的外观缺陷。
4.2 各部分相互作用检查4.2.1检查方法:目测和手动检查4.2.2轻轻移动尺框,尺框沿尺身移动应手感平稳,不应有阻滞或松动现象;4.2.3旋动各紧固螺钉,紧固螺钉的作用应可靠;4.2.4移动深度尺杆,深度尺不允许有窜动,尺身或尺框的配合间隙引起的外量爪不错位。
4.3各部分相对位置检定4.3.1目力观察或用2级塞尺进行比较检定;4.3.2游标尺标记表面棱边至主标尺标记表面的距离应不大于0.3mm;4.4测量面的表面粗糙度检定用表面粗糙度比较样块对游标尺量爪的测量面和底座工作面的粗糙度进行比较检定。
4.5外量爪测量面的平面度检定对于分度值为0.02mm的卡尺,用0级样板直尺以光隙法检定,必要时,可以用2级平面平晶检定,用平面平晶检定时,在整个测量面上应呈现任意形状的干涉带。
4.6外量爪两测量面的间隙检定移动尺框,使两量爪测量面至手感接触,观察两量爪测量面间的间隙,以光隙法检定,这一检定应分别在尺框紧固和松开的两种状态下各测量一次。
游标卡尺计量检定规程
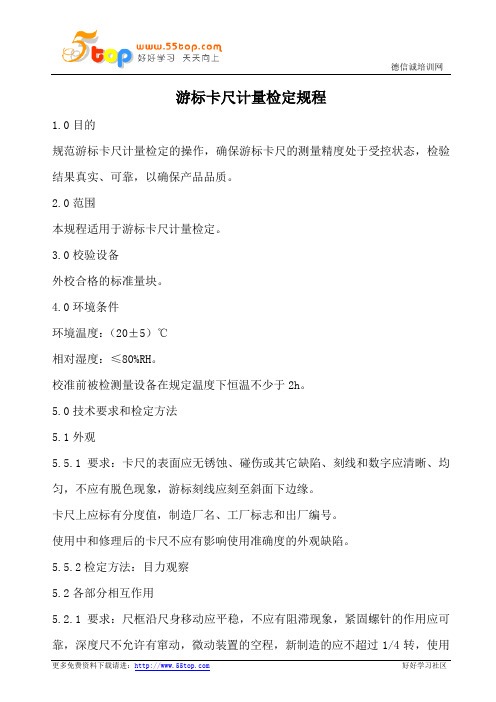
游标卡尺计量检定规程1.0目的规范游标卡尺计量检定的操作,确保游标卡尺的测量精度处于受控状态,检验结果真实、可靠,以确保产品品质。
2.0范围本规程适用于游标卡尺计量检定。
3.0校验设备外校合格的标准量块。
4.0环境条件环境温度:(20±5)℃相对湿度:≤80%RH。
校准前被检测量设备在规定温度下恒温不少于2h。
5.0技术要求和检定方法5.1外观5.5.1要求:卡尺的表面应无锈蚀、碰伤或其它缺陷、刻线和数字应清晰、均匀,不应有脱色现象,游标刻线应刻至斜面下边缘。
卡尺上应标有分度值,制造厂名、工厂标志和出厂编号。
使用中和修理后的卡尺不应有影响使用准确度的外观缺陷。
5.5.2检定方法:目力观察5.2各部分相互作用5.2.1要求:尺框沿尺身移动应平稳,不应有阻滞现象,紧固螺针的作用应可靠,深度尺不允许有窜动,微动装置的空程,新制造的应不超过1/4转,使用中和修理后的应不超过1/2转,尺身和尺框的配合应无明显晃动。
5.2.2检定方法:观察和试验对于尺身和尺框的配合质量,用于轻轻摆动活动量爪,进行观察检定。
5.3游标刻线面棱边至尺身刻线面的距离5.3.1要求:应不超过JJG30-2012的规定5.3.2检定方法:用2级塞尺比较检定,按JJG30-2012规定。
5.4刻线宽度和刻线宽度差5.4.1要求:应不超过JJG30-2012的规定。
5.4.2检定方法:用工具显微镜检定,尺身和游标的刻线应至少各抽检3条,刻线宽度差以受检刻线中最大与最小宽度之差确定。
5.5测量面的表面粗糙度5.5.1要求:应不大于JJG30-2012的规定5.5.2检定方法:用表面粗糙度比较样块以比较法检定。
5.6外量爪测量面的平面度5.6.1量爪测量的平面度5.6.2检定方法:对于分度值为0.02mm的卡尺用2级平晶或0级样板直尺检定;对于分度值为0.05mm和0.10mm卡尺用1级样板直尺检定。
用平晶检定时,在整个测量面上呈现任意形状的干涉带,用样板直尺以标准光隙法检定时,样板直尺的放置方位根据JJG30-2012规定其平面度根据各方位的间隙情况确定,当所有检定方位上出现的间隙均在中间部位或两端部位时,取其中一方位间隙量最大的作为平面度,当其中有的方位中间部位有间隙,而有的两端部位有间隙,则平面度以中间和两端最大间隙量之和确定。
游标卡尺计量检定规程
游标卡尺计量检定规程1.0目的规范游标卡尺计量检定的操作,确保游标卡尺的测量精度处于受控状态,检验结果真实、可靠,以确保产品品质。
2.0范围本规程适用于游标卡尺计量检定。
3.0校验设备外校合格的标准量块。
4.0环境条件环境温度:(20±5)℃相对湿度:≤80%RH。
校准前被检测量设备在规定温度下恒温不少于2h。
5.0技术要求和检定方法5.1外观5.5.1要求:卡尺的表面应无锈蚀、碰伤或其它缺陷、刻线和数字应清晰、均匀,不应有脱色现象,游标刻线应刻至斜面下边缘。
卡尺上应标有分度值,制造厂名、工厂标志和出厂编号。
使用中和修理后的卡尺不应有影响使用准确度的外观缺陷。
5.5.2检定方法:目力观察5.2各部分相互作用5.2.1要求:尺框沿尺身移动应平稳,不应有阻滞现象,紧固螺针的作用应可靠,深度尺不允许有窜动,微动装置的空程,新制造的应不超过1/4转,使用中和修理后的应不超过1/2转,尺身和尺框的配合应无明显晃动。
5.2.2检定方法:观察和试验对于尺身和尺框的配合质量,用于轻轻摆动活动量爪,进行观察检定。
5.3游标刻线面棱边至尺身刻线面的距离5.3.1要求:应不超过JJG30-2012的规定5.3.2检定方法:用2级塞尺比较检定,按JJG30-2012规定。
5.4刻线宽度和刻线宽度差5.4.1要求:应不超过JJG30-2012的规定。
5.4.2检定方法:用工具显微镜检定,尺身和游标的刻线应至少各抽检3条,刻线宽度差以受检刻线中最大与最小宽度之差确定。
5.5测量面的表面粗糙度5.5.1要求:应不大于JJG30-2012的规定5.5.2检定方法:用表面粗糙度比较样块以比较法检定。
5.6外量爪测量面的平面度5.6.1量爪测量的平面度5.6.2检定方法:对于分度值为0.02mm的卡尺用2级平晶或0级样板直尺检定;对于分度值为0.05mm和0.10mm卡尺用1级样板直尺检定。
用平晶检定时,在整个测量面上呈现任意形状的干涉带,用样板直尺以标准光隙法检定时,样板直尺的放置方位根据JJG30-2012规定其平面度根据各方位的间隙情况确定,当所有检定方位上出现的间隙均在中间部位或两端部位时,取其中一方位间隙量最大的作为平面度,当其中有的方位中间部位有间隙,而有的两端部位有间隙,则平面度以中间和两端最大间隙量之和确定。
JJG30-2012 通用卡尺检定规程

JJG30-2012 通用卡尺检定规程JJG30-2012通用卡尺检定规程是中国国家计量检定规程的一部分,旨在规范通用卡尺的检定方法和要求。
本规程于xxxx年xx月xx日批准,并于xxxx年xx月xx日起施行,代替了JJG30-2002版。
本规程适用于各类通用卡尺的检定。
在进行检定前,需要对卡尺进行清洁和校准,以确保其准确性和可靠性。
在进行检定时,需要考虑以下计量性能要求:标尺标记的宽度和宽度差、测量面的表面粗糙度、测量面的平面度、圆弧内量爪的差不多尺寸和平行度以及刀口内量爪的尺寸和平行度。
标尺标记的宽度和宽度差应符合相关标准要求,以确保读数准确。
测量面的表面粗糙度和平面度应满足标准要求,以确保测量的准确性和重复性。
圆弧内量爪和刀口内量爪的尺寸和平行度也应符合相关标准要求。
本规程的起草单位为XXX,托付全国几何量工程参量计量技术委员会负责讲明。
Zero Error (4)XXX instrument is not zero when the measured quantity is zero。
This error can be XXX。
XXX。
temperature changes。
or XXX.n n (5)XXX on the digital display of a measuring instrument。
This XXX changes。
electrical interference。
or XXX accurate measurements。
it is XXX.XXX (5)XXX a constant reading over time。
This is important for accurate and reliable measurements。
XXX temperature changes。
XXX。
and electrical interference.XXX (5)XXX。
XXX issues。
通用卡尺检定规程

通用卡尺检定规程页次1/6 文件编号GT-WI-QC-002 制定部门品保部生效日期2007-09-01修订原版次修订日期修订内容核准审核制定A0 2007-5-12 1、由原编号“GT-WIP-QC-02”全面修订的.1、目的对通用卡尺进行内部检定,确保其示值的准确度和精确度以及卡尺整体的完整性。
2、范围适用于我司所有通用卡尺(普通游标卡尺、带表游标卡尺、数显游标卡尺和深度游标卡尺)的内部检定。
3、计量性能要求3.1 测量面的平面度测量面的平面度应不超过表1的规定。
表1 测量面的平面度mm测量范围外量爪测量面的平面度深度卡尺的基准面和测量面在同一平面时的平面度0~1000 0.003 0.005>1000~2000 0.005 0.006注:测量面边缘0.2mm范围内允许塌边。
3.2 圆弧内量爪的基本尺寸和平行度合并两量爪。
圆弧内量爪基本尺寸,新制造的应为10mm或20mm整数,其偏差应符合表2的规定;使用中及修理后的基本尺寸允许为0.1mm的整倍数,保证使用的情况下可为卡尺分度值的整数倍,并在证书内页注明。
平行度应不超过表2的规定。
表2 圆弧内量爪的基本尺寸和平行度mm 分度值圆弧内量爪尺寸偏差平行度0.01,0.02 ±0.010.010.05 ±0.020.10 ±0.033.3 刀口内量爪的尺寸和平行度刀口内量爪的尺寸和平行度应符合表3的规定。
3.4零值误差3.4.1 游标卡尺量爪两测量面相接触(深度游标卡尺的主标尺基准面和测量面在同一平面)时,游标上的“零”标记上的“尾”标记与主标尺相应标记应相互重合。
其重合度应符合表4的规定。
3.4.2 带表卡尺量爪两测量面相接触时,圆标尺的指针应位于正上方。
此时毫米读数部位至主标尺通用卡尺检定规程页 次2/6文件编号GT-WI-QC-002制定部门品保部生效日期 2007-09-01修 订原版次 修订日期修订内容核 准审 核制 定A0 2007-5-12 1、由原编号“GT-WIP-QC-02”全面修订的.“零”标记的距离不超过标记宽度,压线不超过标记宽度的1/2。
数显卡尺检定规程
+
+
要求在6~10N之间,用分度值≤0.2N的测力计或其它测力装置
4
两刻线与其导轨平行度
——
+
+
+
要求:两刻度尺与其导轨平行度≤0.01mm/全长
1)使横指标线与垂直刻度尺的任一刻度重合,缓慢移动水平刻度尺、横指标之偏移量不得超出1/2分度。
2)使纵指标线与垂直刻度尺的任一刻度重合,缓慢移动垂直刻度尺、横指标之偏移量不得超出1/2分
5
两量爪与测量面的间隙
——
+
+
+
利用棘轮装置,使量爪测量面接触,两量面间不得有可见光源
目视
6
数显卡尺测量面的直线度
1级刀口尺
+
-
+
用1级刀口直尺检定时,不应有可见光源
1级刀口尺
7
两量爪端面的平面度
1级刀口尺
+
-
+
任意位置,两量爪端面和高度尺测量面平行度≤0.01mm
1级刀口尺
8
示值误差
5等或2级量块
2级平面晶
+
+
+
不超过±0.02mm
对于0—150mm,检定点应均匀分布在刻度范围的3个点上。
51.2, 101.5, 141.8。
对于0—300mm,检定点应均
匀分布在刻度范围的3个点上
101.2, 201.5 ,291.8
9
数值稳定性
---3;
目视
四、经检定符合本规程的,发给检定证书。
批准:审核:作成:
数显卡尺检定规程
一、范围:
本规程适用于新制造、使用中、修理后的数显卡尺的检定。
卡尺表检定规程
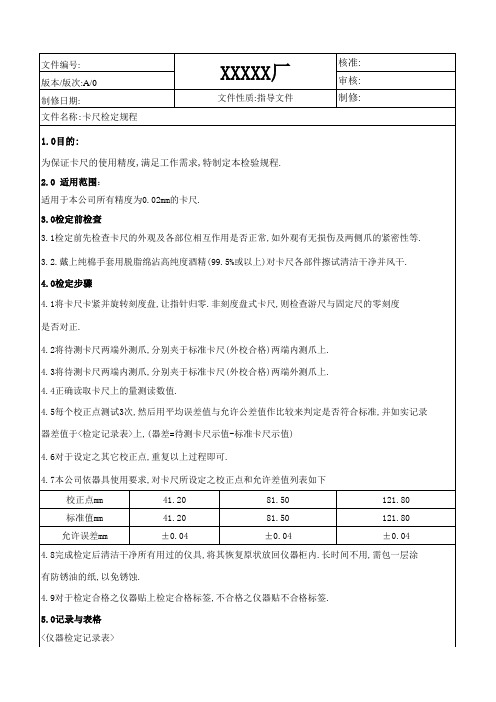
XXXXX厂
文件性质:指导文件
核准: 审核: 制修:
1.0目的: 为保证卡尺的使用精度,满足工作需求,特制定本检验规程.
2.0 适用范围: 适用于本公司所有精度为0.02mm的卡尺. 3.0检定前检查 3.1检定前先检查卡尺的外观及各部位相互作用是否正常,如外观有无损伤及两侧爪的紧密性等. 3.2.戴上纯棉手套用脱脂绵沾高纯度酒精(99.5%或以上)对卡尺各部件擦试清洁干净并风干. 4.0检定步骤 4.1将卡尺卡紧并旋转刻度盘,让指针归零.非刻度盘式卡尺,则检查游尺与固定尺的零刻度 是否对正. 4.2将待测卡尺两端外测爪,分别夹于标准卡尺(外校合格)两端内测爪上. 4.3将待测卡尺两端内测爪,分别夹于标准卡尺(外校合格)两端外测爪上. 4.4正确读取卡尺上的量测读数值. 4.5每个校正点测试3次,然后用平均误差值与允许公差值作比较来判定是否符合标准,并如实记录 器差值于<检定记录表>上,(器差=待测卡尺示值-标准卡尺示值) 4.6对于设定之其它校正点,重复以上过程即可. 4.7本公司依器具使用要求,对卡尺所设定之校正点和允许差值列表如下 校正点mm 标准值mm 允许误差mm 41.20 41.20 ±0.04 81.50 81.50 ±0.04 121.80 121.80 ±0.04
4.8完成检定后清洁干净所有用过的仪具,将其恢复原状放回仪器柜内.长时间不用,需包一层涂 有防锈油的纸,以免锈蚀. 4.9对于检定合格之仪器贴上检定合格标签,不合格之仪器贴不合格标签. 5.0记录与表格 <仪器检定记录表>
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
卡尺检定规程
1. 引言
卡尺是一种用于测量线宽、厚度和长度的常用工具。
为了确保测量结果的准确性和可靠性,有必要对卡尺进行定期的检定和校准。
本文将介绍卡尺检定的规程和方法,以确保卡尺在使用过程中的有效性和可信度。
2. 卡尺检定的目的
卡尺检定的主要目的是验证卡尺的测量准确性和一致性。
通过检定,可以确定卡尺的误差范围,并为后续的测量工作提供准确的基准。
同时,卡尺检定还可以检测卡尺是否存在损坏或磨损等质量问题,以便及时修复或更换。
3. 检定设备和仪器
3.1 尺规
尺规是卡尺检定的基本工具,它可以提供一个准确的长度基准。
尺规应具备以下特点: - 材质要求:尺规应采用不易变形和稳定性好的材料制造,如不锈钢。
- 刻度要求:尺规的刻度应清晰、准确、一致,并符合国家标准。
3.2 测量设备
在卡尺检定过程中,还需要配备一些常用的测量设备和辅助工具,以确保检定的准确性和可靠性。
常用的测量设备包括游标卡尺、显微镜、相机等。
辅助工具可以包括光源、平台等。
4. 卡尺检定的步骤
卡尺检定的步骤可以分为以下几个阶段:
4.1 准备阶段
在进行卡尺检定之前,需要对检定设备进行校准和准备工作。
校准尺规的刻度,确认其准确性,准备好其他测量设备和辅助工具。
4.2 测量准备
在进行卡尺检定之前,需要对卡尺进行清洁和检查,确保其表面干净、平整,并且没有损坏或磨损。
同时,还应检查卡尺的刻度是否清晰、完整,以及活动部件是否灵活。
4.3 初步测量
初步测量是通过使用尺规对卡尺进行初步的长度测量,以快速检测卡尺的准确性和一致性。
首先,使用尺规对卡尺的一个固定点进行测量,记录结果。
然后,使用卡尺对尺规进行测量,记录结果,并与尺规的长度进行比较。
4.4 精确测量
精确测量是通过使用更加精确的测量设备和方法对卡尺进行详细的测量。
可以使用游标卡尺、显微镜或相机等设备对卡尺的不同部位进行测量,记录结果,并与尺规进行比较。
4.5 结果分析和评估
在完成测量后,需要对结果进行分析和评估。
根据测量结果和误差范围,判断卡尺的测量准确度和一致性是否符合要求。
如果测量结果超出了误差范围,则需要对卡尺进行调整、修理或更换。
5. 检定结果的记录和报告
卡尺检定的结果应当进行记录和报告,以供参考和未来的验证。
记录中应包括检定的日期、检定设备和仪器、测量结果和误差范围等信息。
报告应详细说明检定的步骤和方法,并对结果进行分析和评估。
6. 检定周期和管理
卡尺检定的周期应根据使用环境和频率进行调整。
通常推荐每年对卡尺进行一次检定。
检定结果和管理应进行有效的跟踪和记录,以确保卡尺的检定工作得到持续和有效的开展。
7. 结论
卡尺检定是确保卡尺测量准确性和可靠性的重要工作。
通过本文所述的规程和方法,可以有效地对卡尺进行检定和校准,为后续的测量工作提供准确的基准,并保证产品质量和工作效率的提高。