伴生气轻烃回收液化气工艺设计
油田伴生气的回收工艺方案
油田伴生气的回收工艺方案概述从油田伴生气中回收轻烃的工艺通常都是将伴生气经净化、压缩、冷凝、分馏等工艺过程来实现的;从制冷深度上划分,气体处理可以分为浅冷和深冷工艺,从制冷设备上划分,又有节流制冷、外加冷源制冷、膨胀机制冷和气波制冷等工艺。
天然气处理工艺的选择,应视原料气规模、组成、产品构成和价格、进出装置的温压条件等来确定。
轻烃回收操作条件的确定(1)主要工艺方案的确定天然气的冷凝分离需要冷量,工业上获得冷量的方法有许多,但从原理上讲基本可以分为冷剂制冷和气体膨胀制冷两大类。
膨胀制冷需要消耗原料气的压力能;辅助冷剂制冷是利用冷剂气化吸热制冷,要消耗冷剂压缩能量。
膨胀制冷可采用J-T阀,也可采用膨胀机,两种方法的主要区别是,节流膨胀是等焓过程,能量都消耗在节流阀(J-T阀)上,不能回收功;膨胀机膨胀是等熵过程,可以通过匹配同轴增压机回收一部分功,相同条件下的制冷效率高,但投资比节流膨胀要高,操作维护也比节流膨胀复杂。
无论什么方案,都希望在天然气中回收尽可能多的产品,这就需要在制冷工艺部分具有足够大的冷凝压力和足够低的冷凝温度,以便产生尽可能多的凝液。
但这并不说明,压力越高、温度越低、产生的凝液越多就越好,它必要在经济合理的前提条件下,因此,为升高压力或降低温度所付出的能耗要与所得的凝液量成比例,并且凝液的增加要与产品产量的增加相一致,因为通常在一定的冷凝温度和冷凝压力范围内,凝液的产量与产品的产量是一致的,但当凝液中乙烷量增多而丙丁烷冷凝量增加很少时,将会使得分馏部分的脱乙烷塔负荷增加,而塔顶气相中与乙烷平衡带走的丙、丁烷数量也会上升,这时的产品产量不会随凝液量增加而增加。
因此,气体处理装置都有最佳的冷凝压力和冷凝温度。
应从获得的伴生气组分数据进行分析,采用PROII软件分别对膨胀制冷工艺和外加辅助冷源膨胀制冷工艺进行了计算。
对于较富的伴生气而言,单纯采用膨胀制冷工艺,采取提高天然气压力,利用膨胀机膨胀制冷、分离。
小气量低压气轻烃回收工艺方案

低压伴生气轻烃回收工艺方案在油田开发过程中, 油田伴生气和油罐挥发气都是关键资源, 因气量小, 地点分散, 气体集输困难, 没有得到合理利用。
小流量、低压伴生气中回收轻烃,对于降低油气损耗, 取得较高经济效益和良好社会效益, 都含相关键现实意义。
从轻烃回收工艺来看, 关键有油吸收法、低温分离法、压缩法、吸附法、复合回收法等。
在气量较大, 含烃量高时低温分离法与其它轻烃回收方法相比, 含有投资少、操作费用低、效率高等优点。
现在广泛采取回收方法是低温分离法或低温分离法与其它方法组合——复合回收法。
天然气(含伴生气) 经过以上某一个或多个方法, 把其中丙烷以上重组分从气体中分离出来而得到混合液烃。
对于少许低压气回收, 我企业依据多年实践, 采取我企业专利技术, 提出了合理工艺回收方案。
1 基础数据气体处理量:原料气压力:气体温度:原料气组成:工艺要求技术指标: 从原油伴生气回收混合轻烃。
产品收率≥90%2 轻烃回收方案因为原料气气压低, 无压力能可利用, 所以, 对原料气实施增压。
对于小流量、低压气轻烃回收工艺技术路线可概括为:原料气增压→脱水→节流, 膨胀, 冷凝→产品(混烃, 干气)。
实践证实混烃液化率伴随压力升高、温度降低而增加。
一样若压力太低, 要想使丙烷达成较高液化率, 需要很低冷凝温度(- 50℃以下) ,将使步骤复杂化, 增加投资。
对于小流量、低压气轻烃回收路径, 通常单纯采取节流膨胀制冷法, 液烃回收率很低, 达不到工艺要求。
我企业消化吸收中国外优异技术和设备, 推出涡流管节流膨胀制冷工艺, 使得工艺简化, 投资节省, 混烃回收率高。
产品收率≥90%。
3 轻烃回收工艺标准步骤经过工艺方案和操作参数优选后, 确定轻烃回收工艺标准步骤图: 原料气经二级压缩(25-30MPa)→脱水→涡流管膨胀制冷→节流膨胀制冷(0℃)→混烃分离,该工艺步骤含有以下特点:(1) 采取涡流管膨胀制冷+ 节流膨胀复合制冷方案, 提升了轻烃回收率。
某油田伴生气轻烃回收工艺流程优化的探讨
某油田伴生气轻烃回收工艺流程优化的探讨发布时间:2021-07-27T14:58:21.290Z 来源:《基层建设》2021年第13期作者:刘大才[导读] 摘要:在油田原油从地下油藏开采出来后,溶解在原油中的轻烃不断逸出,逐渐产生大量的伴生气。
四川亚汉能源科技有限公司四川成都 610011摘要:在油田原油从地下油藏开采出来后,溶解在原油中的轻烃不断逸出,逐渐产生大量的伴生气。
本文针对某油田伴生气轻烃回收工艺流程,分析其存在不合理的流程,研究其存在的危险性因素并提出优化思路。
关键字:伴生气;轻烃回收;工艺流程;危险性;油田践行持续保护和改善环境、防治污染、推进生态文明建设,不断改进当地环境,努力实现绿色、可持续发展之路,将之前直接排放燃烧的伴生气回收利用,提高综合开发效益,实现生态与生产并进,环保与经济双赢,推动油田高质量发展。
轻烃回收是将天然气中的C1-C4组份分离并进行回收的工艺过程。
轻烃回收工艺方法主要分为吸附法、油吸收法和冷凝分离法[1]。
本文涉及的回收工艺采用的是增压、脱水、外部制冷的冷凝分离法。
陕甘宁盆地某油田边缘零散油井的伴生气气量比较大,但地势起伏比较大、地形条件比较复杂。
其伴生气综合利用早期由民营资本进入投资建设,为压缩投资成本,简化工艺设备等。
本文主要研究该地区伴生气轻烃回收系统工艺流程存在的安全隐患及不合理的工艺,并对其提出优化的思路。
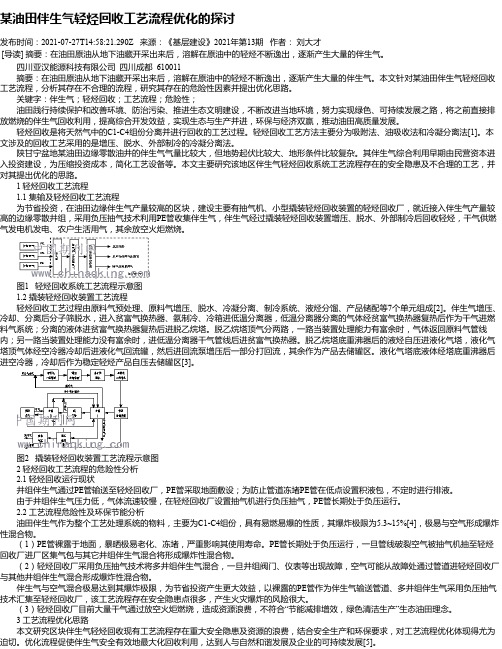
1 轻烃回收工艺流程1.1 集输及轻烃回收工艺流程为节省投资,在油田边缘伴生气产量较高的区块,建设主要有抽气机、小型撬装轻烃回收装置的轻烃回收厂,就近接入伴生气产量较高的边缘零散井组,采用负压抽气技术利用PE管收集伴生气,伴生气经过撬装轻烃回收装置增压、脱水、外部制冷后回收轻烃,干气供燃气发电机发电、农户生活用气,其余放空火炬燃烧。
图1 轻烃回收系统工艺流程示意图1.2 撬装轻烃回收装置工艺流程轻烃回收工艺过程由原料气预处理、原料气增压、脱水、冷凝分离、制冷系统、液烃分馏、产品储配等7个单元组成[2]。
油田伴生气轻烃的回收工艺技术
一、引言随着可持续发展成为全球性意识,循环经济使人类实现可持续发展的梦想成为可能。
循环经济倡导的是一种与环境和谐的经济发展理念和模式,以实现资源使用的减量化、产品的反复使用和废物的资源化为目标。
由于减量化旨在减少进入生产和消费过程的物质量,从源头节约资源使用和减少污染物的排放,提高了资源生产率和能源利用效率。
二、油田伴生气概念油田伴生气俗称瓦斯气,是一种伴随石油从油井中出来的气体,主要成分是甲烷、乙烷,也含有相当数量的丙烷、丁烷、戊烷等。
用作燃料和化工原料。
也叫油田气、油气。
面对环境保护政策的日趋严格,以及能源日益紧张的情况,油田伴生气的回收利用越来越受到人们重视。
三、轻烃的基本概念轻烃也称为天然气凝液,由C2以上的烃类组份组成的混合物,主要包括C2~C6的烃类组分,常用的产品有液化石油气(LPG)、稳定轻烃(轻油)、轻石脑油等。
四、轻烃回收的基本概念轻烃回收就是指将天然气中的凝液通过一定的技术进行收集并得到相应的产品的过程称。
该过程所生产的产品包括液化石油气和稳定轻油及其它馏分。
是优质的燃料和宝贵的化工资源。
近年来油气田轻烃回收作为各油田绿色发展的重要支撑,越来越受到重视,在回收技术水平上都取得了长足的进步。
五、伴生气的回收工艺与技术伴生气中轻烃回收的工艺过程实质上是多组分气液两相平衡体系。
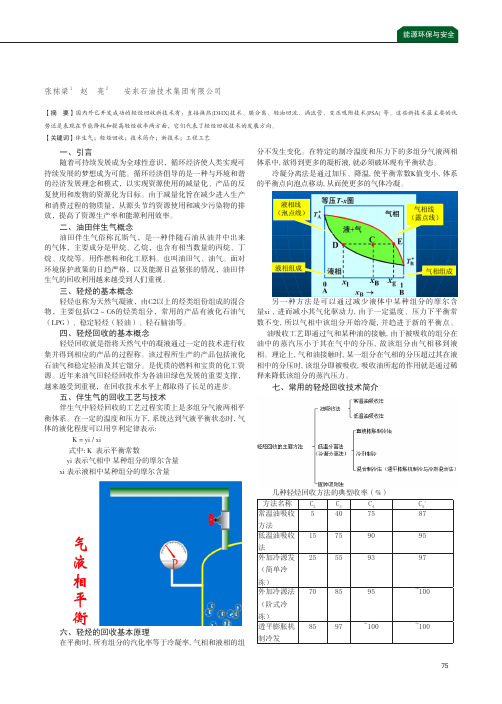
在一定的温度和压力下, 系统达到气液平衡状态时, 气体的液化程度可以用亨利定律表示:K = yi / xi式中: K 表示平衡常数yi 表示气相中 某种组分的摩尔含量xi 表示液相中某种组分的摩尔含量六、轻烃的回收基本原理在平衡时, 所有组分的汽化率等于冷凝率, 气相和液相的组分不发生变化。
在特定的制冷温度和压力下的多组分气液两相体系中, 欲得到更多的凝析液, 就必须破坏现有平衡状态。
冷凝分离法是通过加压、降温, 使平衡常数K值变小, 体系的平衡点向泡点移动, 从而使更多的气体冷凝。
另一种方法是可以通过减少液体中某种组分的摩尔含量xi , 进而减小其气化驱动力, 由于一定温度、压力下平衡常数不变, 所以气相中该组分开始冷凝, 并趋进于新的平衡点。
伴生气轻烃回收的工艺分析
伴生气轻烃回收的工艺分析【摘要】油田伴生气中轻烃回收能使得天然气资源的利用率更高,能获得更好的经济效果。
本文主要针对伴生气轻烃回收的工艺特点进行分析,讨论相关优化措施以及设备选型和设计的原则。
【关键词】伴生气轻烃设备工艺油田开发中有着很丰富的伴生气,通过轻烃回收装置的使用能很好的利用这部分天然气资源而获得一定的经济效益。
现今国产化装置中存在工艺方案不合理、能耗高以及产品收率低等不足,本文主要是从工艺流程出发,针对伴生气轻烃回收工艺,讨论设备选型和设计以及控制系统等,提出工艺设计的相关思路和原则。
1 回收工艺特点分析目前对轻烃的回收普遍采用冷凝分离法,制冷工艺主要有冷凝制冷法、膨胀制冷法以及混合制冷法,在工艺上都是通过气体冷凝获得液烃,液烃经蒸馏分离后得到合格产品。
其流程组织是由七个单元组成:原料气预处理、增压、脱水、冷凝分离、制冷系统、液烃分流以及产品储配。
一般的伴生气压力低其气质富,由于冷凝分离的工艺要求,需要增加压缩机来对伴生气进行增压,增压值的大小与干起外输压力、分馏塔塔压、制冷温度、产品收率等因素相关。
2 工艺流程优化工艺流程的优化主要包含了制冷工艺的选择、工艺流程的设计以及工艺参数的优化。
2.1 制冷工艺的选择制冷工艺的选择主要是在分析原料气的压力、组成以及液烃回收率等基础上进行的,如果伴生气的处理量较小、组成较富,可通过浅冷回收工艺来对C3+烃类进行回收,制冷工艺一般为冷寂制冷或者为冷寂制冷与节流膨胀制冷相结合。
如果伴生气的处理量较大且组成贫,对乙烷的回收就采用深冷回收工艺,制冷工艺多为混合冷剂制冷、复叠式制冷、膨胀机制冷或是冷剂制冷与膨胀机制冷结合的方式。
国内冷剂制冷工艺主要采用丙烷压缩循环制冷,制冷系数较大,所采用的装置所需要的冷量是由外部制冷系统提供,运行过程中可通过调节制冷量来适应原料气的变化。
膨胀机制冷的三种方式为透平膨胀机、热分离机和气波机制冷。
透平膨胀机因为其质量保证,操作维修方便等优点而被优先选用,而对于无供电条件的地区则有限采用热分离机或气波机制冷。
油田伴生气的回收工艺方案
油田伴生气的回收工艺方案概述从油田伴生气中回收轻烃的工艺通常都是将伴生气经净化、压缩、冷凝、分馏等工艺过程来实现的;从制冷深度上划分,气体处理可以分为浅冷和深冷工艺,从制冷设备上划分,又有节流制冷、外加冷源制冷、膨胀机制冷和气波制冷等工艺。
天然气处理工艺的选择,应视原料气规模、组成、产品构成和价格、进出装置的温压条件等来确定。
轻烃回收操作条件的确定(1)主要工艺方案的确定天然气的冷凝分离需要冷量,工业上获得冷量的方法有许多,但从原理上讲基本可以分为冷剂制冷和气体膨胀制冷两大类。
膨胀制冷需要消耗原料气的压力能;辅助冷剂制冷是利用冷剂气化吸热制冷,要消耗冷剂压缩能量。
膨胀制冷可采用J-T阀,也可采用膨胀机,两种方法的主要区别是,节流膨胀是等焓过程,能量都消耗在节流阀(J-T阀)上,不能回收功;膨胀机膨胀是等熵过程,可以通过匹配同轴增压机回收一部分功,相同条件下的制冷效率高,但投资比节流膨胀要高,操作维护也比节流膨胀复杂。
无论什么方案,都希望在天然气中回收尽可能多的产品,这就需要在制冷工艺部分具有足够大的冷凝压力和足够低的冷凝温度,以便产生尽可能多的凝液。
但这并不说明,压力越高、温度越低、产生的凝液越多就越好,它必要在经济合理的前提条件下,因此,为升高压力或降低温度所付出的能耗要与所得的凝液量成比例,并且凝液的增加要与产品产量的增加相一致,因为通常在一定的冷凝温度和冷凝压力范围内,凝液的产量与产品的产量是一致的,但当凝液中乙烷量增多而丙丁烷冷凝量增加很少时,将会使得分馏部分的脱乙烷塔负荷增加,而塔顶气相中与乙烷平衡带走的丙、丁烷数量也会上升,这时的产品产量不会随凝液量增加而增加。
因此,气体处理装置都有最佳的冷凝压力和冷凝温度。
应从获得的伴生气组分数据进行分析,采用PROII软件分别对膨胀制冷工艺和外加辅助冷源膨胀制冷工艺进行了计算。
对于较富的伴生气而言,单纯采用膨胀制冷工艺,采取提高天然气压力,利用膨胀机膨胀制冷、分离。
海上自升式平台伴生气液化回收方案

是
4. 養作简单,占地面积较小
5. 再生气气量较大,压力较低
5. 无严重腐蚀问题
6. 不能脱出伴生气中的重桂
采用活性炭吸附法、降温冷凝分离法、填料塔洗涤 法。
活性炭吸附法一般针对重怪含量低的原料 气,重桂含量高的原料气使得吸附负载太大,导致 需要体积过大的吸附塔,且吸附再生周期短,因而 不适合用此法。
氮气膨胀液化流程。 根据表4分析,依据同规模在陆地上使用的
装置,选择C3/MRC混合冷剂液化流程。 2.5配电系统配置
经计算,液化工况,新增电力负荷613.2 kW, 在应急工况,应急新增负荷192.25 kW,原平台的 主发电机组合应急发电机组的预留功率无发满足 新增电力负荷需求。综合考虑平台改造成本,电 网稳定性,新增双燃料主发电机1台,为液化工况 工艺设备提供电力,新增应急发电机1台,为液化 工况应急设备供电。 2.5.1主发电机组
1 工程方案
实际情况,对渤海某自升式平台的钻杆堆场 进行清理和改造,将试采期间的伴生气由取气点 取出,经过净化工艺及液化工艺流程后,将产生的 LNG及NGL放入储罐中存储,方案的工艺流程见 图lo同时新增1台双燃料主发电机为液化工况 工艺设备提供电力,布置应急发电机单独为新增 水雾喷淋泵等消防设备提供应急供电。
降温冷凝分离法原理是将原料气降温至 -60尤左右,重炷成为液态从伴生气中分离出 来。该方法比较适合原料气中重姪含量低的情 况,另外,降温分离法不能将重姪脱得很干净 ,对 于重桂含量高的原料气,重姪会在深冷换热器内 积累而导致冻堵。
填料塔洗涤法脱重姪原理是将原料气降温至 -20 V以下,所分离出来的液体被用作洗涤液, 返回填料塔的顶部向下流动,原料气从塔底部进 入向上流动,通过逆流接触,原料气中的重桂在填 料塔内被脱出,从塔底排出。洗涤法能高效、彻底 地脱除重姪,且得到的重姪产品重组分含量高。
浅谈轻烃回收工艺优化
2012年3月(上)科技创新科技创新与应用浅谈轻烃回收工艺优化崔向阳(辽河油田石化轻烃厂,辽宁盘锦124010)天然气的组成因所处油、气田不同,或者油、气田层系不同,差异很大。
油田气、部分气田的气井气含有较多的乙烷、丙烷、丁烷、戊烷及戊烷以上的烃类,这些天然气称为“富气”(或“湿气”)。
富气中的这些烃类可以以液体产品的形式从天然气中加以回收。
所谓轻烃回收,主要是指将天然气中C2以上的烃类分离出来,制成各种液态烃产品,统称天然气液化。
轻烃是很有价值的工业原料,轻烃也是重要的液体燃料,我们常用的液化石油气就是C3和C4的混合物。
C5+,即轻油(或称为天然汽油),根据其组成的不同可送入炼油厂炼制,或直接作为汽油的调和组分,或作为生产溶剂油的原料。
1原料气预处理轻烃回收装置的原料气通常需先脱硫、脱水,必要时还需脱除二氧化碳。
1.1脱硫为了保证回收的轻烃产品含硫量达到有关的产品标准,同时也为防止装置的腐蚀,原料气需先进行脱硫,脱除其中的硫化氢、二氧化硫和有机硫。
1.2脱水通常,轻烃回收装置的操作温度较低,因此需脱除原料气中的水分,防止在装置中的某些部位发生水的结冰堵塞现象。
符合管输标准的天然气的水露点,不能满足轻烃回收装置对原料气水露点的要求,因此需进一步进行深度脱水。
轻烃回收装置采用的脱水方法主要是分子筛法。
在一些天然气的浅冷装置中,由于浅冷的温度较低,脱水也有采用三甘醇法或喷注防冻剂法的。
1.3脱二氧化碳天然气中含有较多的二氧化碳,系统温度低于-56℃时就可能出现固体二氧化碳,固体二氧化碳的积聚将造成设备、管线和阀门的冰堵。
是否会出现二氧化碳冰堵,与原料气中二氧化碳含量、装置的操作压力和温度有关。
2轻烃回收方法轻烃回收,不但可回收很有价值的轻烃,同时也可以控制管输天然气的烃露点,防止液态烃在输气管线中凝析出来,影响正常输气。
轻烃回收基本属于物理过程,包括吸附、吸收、冷凝等多种方法。
分离方法的选择根据天然气的组成、压力、所需液烃组分吸收率,以及很多技术因素来决定。
油田伴生气轻烃回收综合利用技术

经过气体预处理系统后,提取 $%& 的工艺流程归结为以下 几种方 法:! 利 用 透 平 膨 胀 机 进 行 低 温 分 离;" 运 用 56789 :;6<=6> 效应进行液化 处 理,即 5 4 : 膨 胀 阀 制 冷;# 丙 烷 制 冷;$油吸收法。
(") 透平膨胀机厂。该流程多用于深冷厂( 低于 4 ,?-), 它利用透平膨胀机使气体降压制冷,将进料气中不易挥发的组 分液化。透平系 统 通 常 回 收 率 较 高, 尤 其 对 乙 烷 的 回 收 较 好。 它需要高的进口压力,多用于小的处理单元,但其费用较高, 需要低温不锈钢材料,对水的露点要求低。其典型回收率为: -* @ +,) ,-A @ B?) ,-/. !"??) 。
目前,气体处理厂多采用深冷装置,虽然相比制冷装置其 费用较高,但该装置可以回收大量 $%& 液体,并且操作简单, 便于运输,采用制冷装置对于富气是较经济的;贫油吸收装置 既昂贵,又难于操作,现在已经很少采用。
A# 轻烃回收装置的应用前景
轻烃回收装置可以组装成撬,在油田或井口附近使用,一 旦油井采集完毕,可以方便地被运输到另一个井地进行工作。 我国大多数油田都发现了伴生气资源,有些大油井已经采用了 伴生气轻烃回收技术,因地域限制一些分散的小油田每年烧掉 的伴生气约 "? 亿 <A ,这相当于一百万吨石油,随着内陆油田 的进一步开发,越来越多的伴生气被浪费掉,因此,轻烃回收 装置的开发和设计有广泛的应用前景。通过不断的努力,要力 争使我国在轻烃回收工艺上达到国际先进水平,尽快实现我国 油田产能建设和油气综合利用的新局面。
步加工,作为纯组分或天然气混合液( $%&) 或液化石油气 ( &’%) 销售。我国典型的石油伴生气中含有 $%& 的体积百分
伴生气轻烃回收工艺技术
伴生气轻烃回收工艺技术蒋 洪 朱 聪(西南石油学院 四川省南充市 637001) 摘要 油气田存在丰富的伴生气资源。
为了提高油气综合利用水平,开展伴生气轻烃回收工艺技术研究有十分重要的现实意义。
针对工艺流程设计、设备选型和控制系统设计进行分析与探讨后指出,在工艺设计中应正确选用制冷工艺,精心组织工艺流程,合理利用外冷和内冷;设备选型应体现技术先进和高效的原则;小型浅冷装置的控制方案应着重简单实用,大中型深冷装置则应选用先进的集散控制系统。
主题词 伴生气 轻烃回收 工艺设 计 回收率 制冷 工艺 流程 在油气田开发中存在丰富的伴生气。
为了合理利用这部分天然气资源,油田采用轻烃回收装置,取得了较好的经济效益。
但国产化装置仍存在工艺方案不合理、产品收率低、能耗高等问题。
针对伴生气轻烃回收工艺,本文对工艺流程设计、设备选型和设计、控制系统设计进行分析与探讨,提出工艺设计的基本思路和原则。
1.回收工艺过程和特点目前,伴生气轻烃回收工艺都采用冷凝分离法。
虽然冷凝分离法可采用冷剂制冷法、膨胀制冷和混合制冷法等多种制冷工艺,但从工艺原理上看,都是经过气体冷凝回收液烃和液烃精馏分离成合格产品这两大步骤。
从流程组织上,回收工艺过程由原料气预处理、原料气增压、脱水、冷凝分离、制冷系统、液烃分馏、产品储配等7个单元组成。
一般来说,伴生气具有压力低,气质富的特性。
为满足冷凝分离的工艺要求,伴生气回收工艺需设置压缩机增压过程,增压值大小与干气外输压力、制冷温度、分馏塔塔压、产品收率等因素有关,这是低压气轻烃回收工艺的特点。
2.优化工艺流程工艺流程的变化是因原料气气源条件(气量、压力和组成)、产品要求和建设环境等因素的不同而引起的。
工艺流程的合理与否是回收装置达到较高的技术经济效益的前提。
2.1 制冷工艺的选择制冷工艺的选择主要考虑原料气的压力、组成、液烃回收率等因素。
当伴生气处理量小、组成较富时,为了回收C3+烃类,可采用浅冷回收工艺,制冷方法主要采用冷剂制冷或冷剂制冷+节流膨胀制冷;当伴生气处理量较大、组成又比较贫、希望回收较多乙烷时,应采用深冷回收工艺,制冷方法主要采用复叠式制冷、混合冷剂制冷、膨胀机制冷、冷剂制冷与膨胀机制冷相结合的混合制冷。
油田伴生气轻烃回收工艺发展及应用研究
1 概要对于伴生气进行回收利用,不但可以提高资源的综合利用程度、获得资源的更大价值,而且还能保证气体在储藏、运输过程中的安全性、稳定性,对提高天然气的整体经济效益,都有着重要的意义。
2 不同工艺特点和适用范围历经几十年的发展,天然气凝液回收由比较单一的回收工艺发展为以吸附法、油吸收法和低温冷凝法为主的三种主要方法[1]。
在实际应用中,需要对来气组成、温度和压力以及产品要求等进行综合分析,以此来确定经济、合理且能长期安全稳定的工艺路线。
2.1 低温冷凝工艺低温冷凝法根据冷凝温度的不同分为浅冷、中冷和深冷工艺。
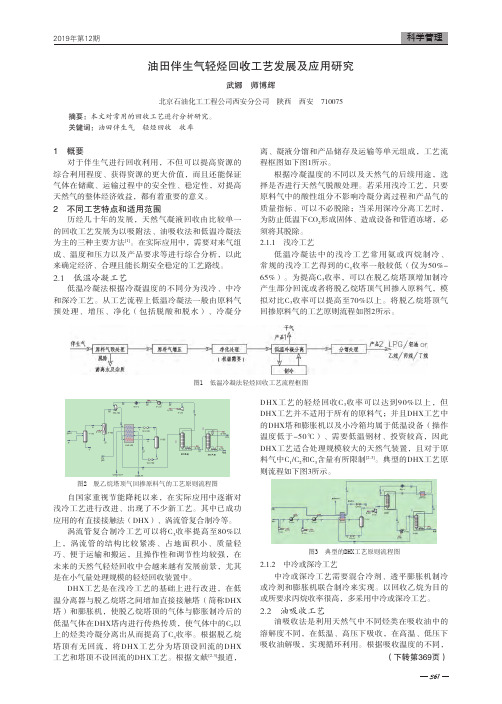
从工艺流程上低温冷凝法一般由原料气预处理、增压、净化(包括脱酸和脱水)、冷凝分离、凝液分馏和产品储存及运输等单元组成,工艺流程框图如下图1所示。
根据冷凝温度的不同以及天然气的后续用途,选择是否进行天然气脱酸处理。
若采用浅冷工艺,只要原料气中的酸性组分不影响冷凝分离过程和产品气的质量指标、可以不必脱除;当采用深冷分离工艺时,为防止低温下CO 2形成固体、造成设备和管道冻堵,必须将其脱除。
2.1.1 浅冷工艺低温冷凝法中的浅冷工艺常用氨或丙烷制冷、常规的浅冷工艺得到的C 3收率一般较低(仅为50%-65%)。
为提高C 3收率,可以在脱乙烷塔顶增加制冷产生部分回流或者将脱乙烷塔顶气回掺入原料气,模拟对比C 3收率可以提高至70%以上。
将脱乙烷塔顶气回掺原料气的工艺原则流程如图2所示。
油田伴生气轻烃回收工艺发展及应用研究武娜 师博辉北京石油化工工程公司西安分公司 陕西 西安 710075摘要:本文对常用的回收工艺进行分析研究。
关键词:油田伴生气 轻烃回收 收率图1 低温冷凝法轻烃回收工艺流程框图图2 脱乙烷塔顶气回掺原料气的工艺原则流程图自国家重视节能降耗以来,在实际应用中逐渐对浅冷工艺进行改进、出现了不少新工艺。
其中已成功应用的有直接接触法(DHX)、涡流管复合制冷等。
涡流管复合制冷工艺可以将C 3收率提高至80%以上,涡流管的结构比较紧凑、占地面积小、质量轻巧、便于运输和搬运,且操作性和调节性均较强,在未来的天然气轻烃回收中会越来越有发展前景,尤其是在小气量处理规模的轻烃回收装置中。
伴生气轻烃回收的工艺与优化措施研究
伴生气轻烃回收的工艺与优化措施研究摘要:所谓伴生气,指的是油层中伴随石油一起逸出的气体和一些溶于石油中的天然气。
不仅涵盖了甲烷、乙烷成分,同时还涵盖了部分比较容易挥发的液态烃及微量的二氧化碳、氮、硫化氢等各类杂质。
主要用途是制取甲醇、乙二醇、醋酸、乙烯、丙烯等化工原料或用作燃料。
本文首先论述了伴生气轻烃回收的工艺流程设计,其次,介绍了伴生气轻烃回收的工艺设备。
关键词:伴生气轻烃回收工艺流程设计设备在油气田中有着众多的伴生气资源。
为了确保油气具有较高的综合利用效率,加强伴生气轻烃回收工艺技术研究至关重要。
工艺设计过程中应选择相匹配的制冷工艺,科学合理的设置工艺流程,利用好外冷与内冷;在选用设备时,要遵循技术先进高效的原则。
一、伴生气轻烃回收的工艺流程设计虽然实际中存在各式各样的伴生气轻烃回收的工艺流程,但总的来说由几个单元组合而成。
工艺设计时,应对所有的工艺单元进行统一安排组织,以系统优化角度上出发,切实保证产品的实际收率与质量,合理的节省工程投资,降低运行费用,从而实现技术经济效益最大化目标。
1.浅冷工艺装置的设计外加冷剂制冷提供所需的冷量,在该装置运行能耗中最不可忽视的就是外加冷源和原料气增压压缩机消耗的动力。
所以,该装置要想既经济又正常的作业,就要求在流程设计过程中,防止有过多的增压能耗与冷损情况的发生。
对冷凝压力进行选择时,必须全面了解掌握气源压力、产品收率、外输压力、液烃分馏塔压力等情况,降低增压能耗。
此外,进行浅冷分离时,常常会因为低温分离器分出的气体存在1.0mpa以上的压力,而该气体通常都会直接外输,不用这么高的压力,所以,应将该部分的能量予以回收。
实际中,应通过膨胀制冷,这样能够得到相应的温降,发挥着补充装置冷量的作用。
我们应从总体流程角度出发,对增压、冷凝分离、制冷、液烃分馏等各单元进行科学合理的设计,确保压能与外加冷量的较高利用率。
2.深冷工艺装置的设计为了达到工艺条件下提出的冷量要求,要首选我们国家自己研发出的成效高的膨胀机制冷,如果只采用伴生气压降膨胀制冷是根本无法实现装置对冷量的要求的。
油田伴生气轻烃回收工艺的优化方法
油田伴生气轻烃回收工艺的优化方法针对某油田开采油气压力高的问题,就利用其当前的膨胀分离技术,来减少生产能耗,在确保其产品质量符合标准的基础上,优化其中的轻烃回收工艺。
通过研究发现,对其轻烃回收工艺的优化,能够很好的减少成本支出,而且能够提高经济效益。
本文就先说明油田现有的轻烃回收工艺,然后说明优化轻烃回收工艺方法,为油田伴生气轻烃回收工艺的优化提供相应参考。
标签:油田;伴生气;轻烃回收工艺;优化通过对其油田中的轻烃进行回收,能够很好的提高天然气的利用率。
轻烃回收就是将轻烃和天然气中的CH4进行分离再回收,轻烃回收工艺主要分为几种方法,分别是吸附、冷凝等等。
因为吸附对于其轻烃的吸附具有一定限制,所以这种方法在轻烃回收工艺中并没有得到有效使用。
随着当前轻烃回收工艺的不断优化,冷凝分离法已经成为当前的主流方法,通过对其温度的调节,来将其气体冷却到一定温度下,进而分离其中沸点高的气体,最终取得合格的产品。
一、油田现有轻烃回收工艺当前的油田在开采油气后,会将其运输到相应的处理站,在处理站中通过脱水系统来将其油气进行分离,将其天然气进行脱水后,通过冷浓分离的方法就能够稳定轻烃,进而来有效的提高其含量。
在完成回收后的天然气向外输送[1]。
通过对某油氣处理站实际研究能够发现,该处理站所采取的是辅冷加上DHX工艺,通过处理后的天然气能够经过相应的增压机中,增加压力在3MPa,然后再通过冷却设备将其冷却到规定温度下,通过这样的方法就能够获取到理想的物质。
而从实际情况上来看,该站采用先进的DCS集控系统,远程监控装置内的压力、温度、液位及流量,通过现场的调节阀远程控制调节装置内的各项工艺参数,那么在后续发展中就可以对其进行进一步的优化。
二、优化轻烃回收工艺(一)工艺流程本站由5大系统8个区块11个撬组成,首先是工艺系统来气区块,来自庄二联中心站、庄七转中心站共9个增压站点的原料气汇合进入原料气分离器,分离出水和杂志进入压缩机进行两级增压,一级压缩后的原料气经分子筛脱水后进行二级压缩至1.95MPa后,进入压缩机出口分离器,经分离后的气相进入板翅式冷箱换热至-60℃后进入低温分离器,分离出的干气经换热后进入重吸收塔再吸收;液相经换热后进入脱乙烷塔进行分馏,塔顶分馏出的气相经换热后进入重吸收塔进行再吸收;液相在压差作用下进入液化气塔进行分馏,塔顶分馏出的液化气经冷却降温后进入液化气回流罐,当液位达到一定时,经泵被输送至液化气储罐进行储藏销售;塔底分馏出的轻烃燃料经冷却后被输送至轻烃燃料储罐进行储藏销售[2]。
LNG轻烃回收工艺的设计与分析

LNG轻烃回收工艺的设计与分析摘要:随着国内天然气消费量的增加,采取措施进口外国天然气以满足国内需求。
大多数液化天然气进口来自澳大利亚和卡塔尔,但这两个地区生产大量乙烷和重汞。
(例如C2+成分)在液化天然气的成分中,这些C2+成分会影响蒸发后气体的热点和汞点,导致许多安全和环境问题。
鉴于气化后的液化天然气质量不足,有必要优化液化天然气收集站的轻精矿回收计划。
此外,适当的轻汞回收计划可以提高液化天然气接收站的效率。
本文对液化天然气轻烃回收工艺的设计进行了分析,以供参考。
关键词:LNG;轻烃回收;设计分析引言对于进口的液态天然气,乙烷、丙烷和其他含有C2+的轻质汞是回收轻质汞所必需的。
为了优化从液化天然气中回收轻汞,国外已经开始发明专利,如US6941771B2和US2009/0211296A1作为轻汞回收专利的代表,具有峰值功能的液化天然气发明并提出了利用液化天然气冷却能回收轻汞的工艺。
通常,这些液化天然气氦气分离工艺主要旨在提高液化天然气本身以及分离器、混合器、压缩机、闪蒸罐等设备的冷却性能。
充分利用优化工艺,改变甲烷门、非门物料回流方式、完善物流换热网络等方法。
根据液化天然气的物理和化学财产,应用重力接触技术、冷能利用原理、传热理论等理论,提出了一种改进的沿海液化天然气接收站轻汞回收工艺流程。
这种改进的工艺提高了生产性能,同时降低了系统的能耗,这对液化天然气接收器的盈利能力至关重要。
1概述自20世纪80年代美国天然气处理协会提出测量天然气传输和住宅热量的标准以来,能源测量在一些欧洲和北美国家得到了广泛应用。
随着中国经济的快速发展,天然气消费量与日俱增,近五年来国内天然气消费增长率已达到10%。
液化天然气作为全球能源贸易的原材料,其交易量仅次于石油,且需求持续增长。
天然气作为一种常见的国际天然气交易方法,其能源计量和热值核算尚未在中国得到充分应用。
在中国,除了香港、台湾、中国、中国和一些海上油田已经实现了出口天然气的能源计量外,国内天然气计量仍然是体积计量。
80万方每天轻烃回收装置工艺设计

80万方每天轻烃回收装置工艺设计引言轻烃是石油加工过程中产生的一种有机化合物,包括丙烷、丁烷等。
随着全球能源需求的增长,轻烃的回收和利用变得越来越重要。
本文将介绍一种每天可处理80万方轻烃的回收装置的工艺设计。
装置概述80万方每天轻烃回收装置的主要组成部分包括进料系统、分离系统、回收系统和产品储存系统。
进料系统进料系统主要用于将原料输送到分离系统。
在本装置中,主要的原料是轻烃气体混合物,需要通过管道输送到分离塔。
分离系统分离系统是整个工艺的核心部分。
在分离塔中,轻烃混合物将被分离成不同的组分,以实现轻烃的回收。
分离塔的设计需要考虑到不同组分的沸点差异,并采用合适的精馏工艺。
回收系统回收系统用于将轻烃组分从分离塔中回收,并将其转化为可用产品。
在本装置中,回收系统包括凝析塔、可用产品的分离和处理等。
产品储存系统产品储存系统用于将回收的产品储存在合适的容器中,以备后续使用或出售。
工艺设计80万方每天轻烃回收装置的工艺设计需要考虑以下几个方面:轻烃混合物的成分、分离塔的设计、回收系统的选择以及产品储存系统的设计。
轻烃混合物的成分在进行工艺设计之前,需要对轻烃混合物的成分进行分析。
根据不同的成分含量,可以确定分离塔的操作参数和回收系统的工艺选择。
分离塔的设计分离塔的设计需要根据轻烃混合物的成分和分离要求来确定。
首先,需要选择合适的塔板类型和塔板间距。
其次,还需要考虑塔的高度和直径,以保证分离效果和操作效率。
回收系统的选择回收系统的选择取决于回收产品的要求和工艺经济性。
常见的回收系统包括凝析回收、吸附回收和膜分离回收等。
在选择适当的回收系统时,需要考虑到其回收效率、操作成本和装置复杂程度等因素。
产品储存系统的设计产品储存系统的设计需要考虑到产品的性质和需要。
常见的储存方式包括液态储存和气态储存。
在设计过程中,需要考虑到储存容器的安全性和可用性。
结论80万方每天轻烃回收装置的工艺设计需要综合考虑轻烃混合物的成分、分离塔的设计、回收系统的选择和产品储存系统的设计。
伴生气“混合冷剂+直接换热”凝液回收工艺分析与优化

伴生气“混合冷剂+直接换热”凝液回收工艺分析与优化发布时间:2022-11-15T08:11:38.790Z 来源:《中国电业与能源》2022年第13期作者:吴琪[导读] 伴生气凝液回收对油田站场安全生产、节能减排以及实现伴生气资源的分层次利用具有十分重要的吴琪中国石油天然气股份有限公司长庆油田分公司第八采油厂陕西西安 710200摘要:伴生气凝液回收对油田站场安全生产、节能减排以及实现伴生气资源的分层次利用具有十分重要的意义。
但是,当原料气来源不同时,操作参数一致会导致回收能耗与成本有所增加,DHX塔底泵的选型限制影响装置平稳运行。
利用Aspen HYSYS对“混合冷剂+直接换热”凝液回收工艺进行了分析与优化。
优化后的“混合冷剂+直接换热”工艺明确了不同原料气关键参数值,提高了伴生气C3+、C3收率,DHX塔底泵易选型且确保了装置平稳运行。
关键词:伴生气凝液回收 DHX 优化收率伴生气凝液是伴生气冷凝分离过程中得到的以乙烷、丙烷、丁烷为主要组分的轻质烃类混合物,对其进行回收可以提高油田生产的安全性,并实现天伴生气资源的分层次利用,降低碳排放且增加油田生产的经济性,故伴生气凝液回收具有十分重要的意义。
直接换热工艺(Direct Heat Exchange,DHX)由加拿大埃索公司于1984年开发,在Judy Greek工厂率先使用,C3+(轻烃中丙烷及以上组分)收率由72%增加至95%,经济效益显著。
国内的大多数伴生气凝液回收装置采用“混合冷剂+DHX(直接换热)”工艺[1]。
当原料气为较富的纯原稳气时,该工艺存在重吸收塔运行不稳定、DHX塔塔底泵难选型及运行不稳定等问题。
基于以上分析,在保证回收率的前提下,降低回收能耗,提高回收经济性,本文采用Aspen HYSYS V12.0软件,分别针对常规的DHX 流程以及优化的DHX流程进行建模计算。
1 “混合冷剂+DHX(直接换热)”工艺分析与优化1.1 “混合冷剂+DHX(直接换热)”工艺流程图1 “混合冷剂+DHX(直接换热)”工艺流程图1为“混合冷剂+DHX(直接换热)”工艺流程图。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
伴生气轻烃回收液化气工艺设计
引言
伴生气轻烃回收液化气工艺设计是一种对伴生气中的轻烃进行回收利用的技术。
伴生气是指在石油、化工等生产过程中产生的含有各种轻烃物质的气体。
传统上,伴生气中的轻烃往往被视为废气,大量的轻烃被直接排放到大气中,不仅造成了能源的浪费,还对环境造成了污染。
通过伴生气轻烃回收液化气工艺设计,可以将这些轻烃回收利用,并转化为液化气,实现能源的有效利用和环境的净化。
工艺步骤
伴生气轻烃回收液化气工艺设计包括以下几个步骤:
1. 原料准备
在进行伴生气轻烃回收液化气工艺设计之前,需要先准备好所需的原料。
原料
主要包括伴生气和液化气。
伴生气是从生产过程中获取的含有轻烃物质的气体,而液化气则可以通过石油气或天然气等途径获得。
2. 气体分离
在伴生气中,常见的轻烃有丙烷、丁烷等。
在进行气体分离时,可以利用不同
轻烃的沸点差异实现。
一种常见的气体分离方法是通过冷却和压缩来将伴生气中的轻烃物质分离出来。
这一步骤可以使用分离塔等设备来完成。
3. 液化处理
在分离出轻烃物质后,需要将其进行液化处理。
液化处理是将轻烃物质转化为
液体状态的过程。
这可以通过降低温度或增加压力来实现。
常见的液化处理方法包括冷凝和压缩。
4. 气体再生
在液化处理后,得到的液化气可以作为能源使用。
但是,为了实现循环利用,
还需要对剩余的气体进行再生。
再生是指将剩余的气体经过各种化学反应或物理处理后,使其重新变为伴生气中的轻烃物质。
这一步骤可以采用吸附、脱附等方法。
5. 产品分离
在再生后,可以得到纯度较高的轻烃物质。
这些物质可以经过进一步处理和分离,得到所需的液化气产品。
这一步骤可以使用分离设备来实现。
设计要点
在进行伴生气轻烃回收液化气工艺设计时,需要考虑以下几个要点:
1. 能源消耗
在工艺设计中,需要考虑能源的消耗情况。
为了减少能源的浪费,可以通过优
化设备结构、改进工艺流程等方式来实现。
2. 环境影响
伴生气轻烃回收液化气工艺设计涉及到大量的气体处理和转化过程。
为了减少
对环境的影响,需要注意废气的排放和废水的处理等问题。
3. 设备选型
在进行工艺设计时,需要选择合适的设备用于气体的分离、液化和再生等过程。
适当的设备选型可以提高工艺的效率和产品的质量。
4. 安全性考虑
伴生气轻烃回收液化气工艺设计中,需要考虑设备的安全性。
在选择设备和设
计工艺时,需要确保其符合相关的安全标准和规定。
结论
伴生气轻烃回收液化气工艺设计是一种有效利用能源和净化环境的技术。
通过
对伴生气中的轻烃进行回收利用,可以将其转化为液化气,实现能源的有效利用和环境的净化。
在进行工艺设计时,需要考虑能源消耗、环境影响、设备选型和安全性等要点。
通过合理的设计和优化工艺,可以提高工艺效率和产品质量。
伴生气轻烃回收液化气工艺设计具有广阔的应用前景,对于推动环境保护和可持续发展具有重要意义。