面膜车间首件确认记录表
首件确认记录表
检验
员: 组长审
核: 品质部主管:
更换材料首件新产品首件品质状况
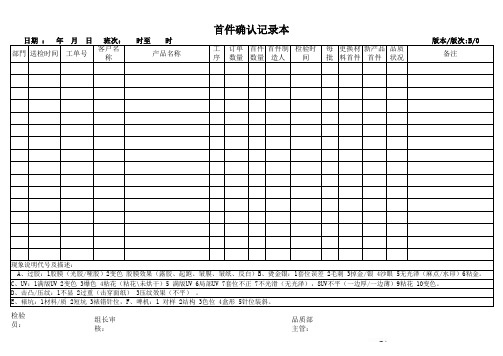
备注E、裱坑:1材料/质 2短坑 3裱错针位,F、啤机:1 对样 2结构 3色位 4盒形 5针位装斜。
部門送检时间工单号客户名称产品名称工序订单数量首件确认记录本
日期 : 年 月 日 班次: 时至 时 版本/版次:B/0
现象说明代号及描述:
A、过胶:1胶膜(光胶/哑胶)2变色 胶膜效果(露胶、起跑、皱膜、皱纸、反白)
B、烫金银:1套位误差 2毛刺 3掉金/银 4沙眼 5无光泽(麻点/水印)6粘金。
C、UV:1满版UV 2变色 3爆色 4粘花(粘花\未烘干)5 满版UV 6局部UV 7套位不正 7不光滑(无光泽),8UV不平(一边厚/一边薄)9粘花 10变色。
D、击凸/压纹:1不显 2过重(击穿面纸) 3压纹效果(不平) 。
首件数量首件制造人检验时间每批
深圳市敏俊捷印刷有限公司。
生产首件确认表

客户: □转型号 □ 新工序□ 工装夹具变更OK NG 生产班长5机种名:□新产品□ 合格 □ 不合格生产工程师签名 生产主管2生产条件焊接状态3确认内容现场温湿度管制及ESD对应是否依标准作业。
对应机种设备/治工具是否点检确认。
人员对所工作内容(SOP/WI)是否理解及技能认定是否符合所需。
备注:1.NA代表此项不需要检查。
2.新产品若无样机,请工程师提供首件。
3.量产时首件只需生产部和 生产主管签名确认即可。
4.试产时需三方签字确认。
确认状态6包装状态备注彩盒外观(丝印、划伤、清洁度)等是否符合要求本体保护膜是否符合包装要求(包装方向/包装封口等)产品本体LABEL贴标位置及丝印是否正确附件是否漏失/错料等1 广州博冠光电技术有限公司 FM-D039 V1.0首件确认表 Page 1 of 首 件 类 型□ 测试程序变更生产首件确认表制作时间: 制作部门: 包装方式:生产任务单号:订单数: 第一次检查:□ 第二次检查 :□检查情况生产工位是否对应作业者所作业的SOP/WI。
(含临时性SOP)机种所对应的BOM/ECN/样机等。
检验标准类文件是否有发行最新版。
(测试规范)PCB板丝印是否清楚/正确、有无划伤、PAD氧化及表面是否清洁等。
元件面元件是否有欠品/偏移/多件/错件/反向等状态□ 物料变更所有物料是否与SOP/WI对应标示及合理摆放测试状态测试软件是否为最新版本产品测试数值是否可量化及方便判定(OK/NG)产品功能/性能状态文件准备现场6S管理是否符合标准。
焊点是否桥接、漏焊、虚焊、偏移等。
产品软件是否符合客户所要求标准。
(芯片)4组装状态机构件表面丝印、清洁度及划伤、磨痕等是否符合标准组装间隙段差是否在标准内点胶状态等是否符合组装件螺丝是否歪斜/滑牙/泛白/错料等。
首件检验记录表
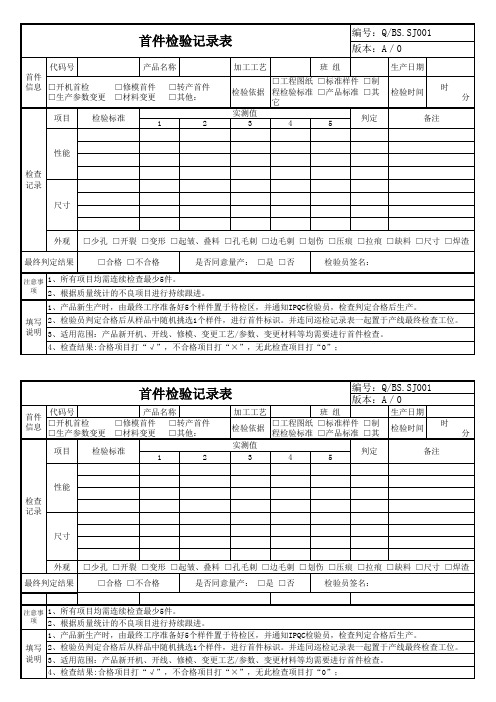
代码号 产品名称 首件 □修模首件 □转产首件 信息 □开机首检 □生产参数变更 □材料变更 □其他: 项目 检验标准 1 2 加工工艺 班 组
编号:Q/BS.SJ001 版本:A/0
生产日期 检验时间 备注 时 分 □工பைடு நூலகம்图纸 □标准样件 □制 检验依据 程检验标准 □产品标准 □其 它 实测值 判定 3 4 5
性能 检查 记录 尺寸
外观 最终判定结果
注意事 项
□少孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸 □焊渣 □合格 □不合格 是否同意量产: □是 □否 检验员签名:
1、所有项目均需连续检查最少5件。 2、根据质量统计的不良项目进行持续跟进。 1、产品新生产时,由最终工序准备好5个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
注意事 项
1、所有项目均需连续检查最少5件。 2、根据质量统计的不良项目进行持续跟进。 1、产品新生产时,由最终工序准备好5个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。 填写 2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。并连同巡检记录表一起置于产线最终检查工位。 说明 3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。 4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;
编号:Q/BS.SJ001 版本:A/0
班 组 □工程图纸 □标准样件 □制 检验依据 程检验标准 □产品标准 □其 实测值 判定 3 4 5 生产日期 检验时间 备注 时 分
性能 检查 记录 尺寸
外观 最终判定结果
□少孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸 □焊渣 □合格 □不合格 是否同意量产: □是 □否 检验员签名:
首件检查记录表

4、根据同类产品的历史客诉问题持续跟进一个月。
1、产品新开机/线时,由产线最终检查工位准备好5PCS样品置于待检区,并通知IPQC检查,检查判定合格后生产。
填 2、IPQC判定合格后,从样品中随机挑选1PCS进行首件检查标识,并连同巡检记录表一起置于产线最终检查工位。 写 说 明 3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
首 表
版本
规格/颜色
实测值
1
2
3
4
班组 5
生产日期 检验时间
时 分
判定
备注
尺寸
检 外观 查 记 录
功能
可靠性
客诉跟进
最
终 判
结果
定
□合格 □不合格
检验员: 生产确认:
是否同意量产: □是 □否
工程技术: 品质核准:
1、所有项目均需连续检查最少5PCS。
注 2、首检的可靠性检测项目仅进行短时间能得出结论的试验。(如跌落/滚筒,拉力/吊重等) 意 事 项 3、根据品质周报中统计的Top3不良项目进行持续跟进一周。
产品首件确认表

料体
批号
颜色
产品检査項目
缺 点
检验结果
致
A
B
刮伤
B
盖 脏污
B
异物附着
致
刮伤
B
脏污
B
瓶
/ 袋 子
印刷伤痕 异物(树脂/纤
维异物)(五金/虫
B A
子)
致
破裂
致
编码置错误
致
喷码歪斜
致
拉 手
破使裂用规格是否正
垫
确
A 致
/ 脏污/异物附着
B
内 喷头内容物
塞 喷出8次之内
封口/封尾泄露 B
判定 备注
B
合計
致
A
B
质检
审核
综
合
判
定
检查结果
检查结果
检查结果
气味
是否有合格标识
盒 明 彩 脏污
B
/ 书盒 外 / / 限用期限
致
箱 中 说 产品名称核对
致
模糊不清
致
三证/QS标/
成份/产地
QS标颜色不正 A
异物(树脂/纤 异物(维五)金/虫
子)
A 致
内容物
净含量标准
A
(
g)
检验结果
致
A
B
封口/封尾歪斜 B 封口/封尾
产品首件确认表
品名
数 量
批号
生产年月
线别
渠道
产品首件确认条件说明:
1.每日开线生产时。 2.更换另一款产品生产时。 3.操作者有更换时。 4.生产工艺有改变时。 5.生产设备调整、修理后等。
首件确认时间点
首件确认记录表

镜头端面与增距
镜底面的距离
30
30
30
30
(mm)
Pin调用
调入设定
OK时中心亮度
IPQC确定并签名
备注:1、每款产品开始批量作业前,作业员需先做首件交IPQC确认。
2、IPQC确认后发现问题,应立即通知作业员进行处理,处理后再进行首件确认。
3、IPQC确认后,确认人要填写确认结果,“OK”或“NG”并签名。
2、IPQC确认后发现问题,应立即通知作业员进行处理,处理后再进行首件确认。
3、IPQC确认后,确认人要填写确认结果,“OK”或“NG”并签名。
表格编号: TJ-PC-09807
首件 员:
工序:
产品型号
确认项目
设定 实际 设定 实际 设定 实际 设定 实际
CHART距离(mm)
表格编号: TJ-PC-09807 REV:A0
首件确认记录表
测试设备编号: 日期(年.月.日)
作业 员:
工序:
产品型号
确认项目
设定 实际 设定 实际 设定 实际 设定 实际
CHART距离(mm)
镜头端面与增距
镜底面的距离
30
30
30
30
(mm)
Pin调用
调入设定
OK时中心亮度
IPQC确定并签名
备注:1、每款产品开始批量作业前,作业员需先做首件交IPQC确认。
首件质量确认报告(表格模板、doc格式)

QR-051 No:
生产级别:
□注塑部□丝喷部□其它级别
产品型号:产品名称:产品编号:
MI:生产指导书:
送检原因:Leabharlann □转模□转柯□换色□换料□修模后品质复核□改模后品质复核□供应商送板确认
□组合件型号转款后品质复核□其它
QA回复日期/时间:
QA技术员:QA工程师:
日期:日期:
注1:请用“ˇ”在“□”内选择。
注2:检查报告Ref No
开产日期/时间:送检日期/时间:
送检员:审核:
以下内容为QA部门填写:(必须填写“结构与尺寸检查报告”)
QA技术员检验结果:QC WI NO:□合格□不合格□条件接收
谢谢你看完全篇文本,希望所编写的内容对你有所帮助!你有好的想法和见解可以编辑文档添加上去。它虽然不像主课那样被学校、家长、学生、甚至是社会所重视,但是我感觉它在人的成长中有很大的作用,尤其对一个正在塑造自己的小学生而言.因此我要积极转变观点:不合格原因:
:你喜欢“走自己的路,让他们说去吧”!但你在班里似乎从不张扬,总是默默无闻的,用自己优秀的学习成绩证明着你的实力。你思维灵活,接受能力较强,勤于思考,作业本上那工整的字迹,是你文静开出的花朵。你文静有余而活动不足,希望你能再接再厉,百尺竿头更进一步
“要谦虚,要坚持到底。”这不是哪位伟人的话吧?在作文中好几次你杜撰了比较切合文意的“名言”,这两个“要”是你对自己的要求自己了。确实,聪明的你努力之后总有丰厚的收获,但之后你便又会回到原地。进入初三,希望你“坚持”!QA要求:
首件确认记录表

条件批量生产
不可批量生产 检验员: 生产主பைடு நூலகம்: 生产经理:
确认签名
备注:
审
核:
检验员:
首件确认记录表
生产部门: 型号 数量 序号 1 2 3 首 件 确 认 内 容 4 5 6 7 8 9 10 批量生产 确 认 结 果 检验项目 焊FPC 焊屏幕 焊电池马达 检验标准
1.锡点要光滑,不能出现假焊、虚焊2. 不能连锡 1.锡点要光滑,不能出现假焊、虚焊2. 不能连锡 1检查是否亮屏缺画 查是否震动 2.检
生产日期: 批次 规 格 检验结果 判定
1.检查固定到位盖于马达1/2正中处 2.
固定电池马达屏幕 马达线不能露出主板外 贴遮光棉 泡棉 焊线入壳 盖面盖 超声 外观 包装
1.检查屏幕是否刮花、露排线、遮屏 2.检查FPC是否贴歪、斜、扭 1.检查底壳外观,不可烫伤和丝印不良 2.入壳是否虚焊 1.充电是否马达震动2.是否遮屏斜屏露 光3.触控是否正常 1.检查尺寸是否合格.外观是否压伤 2. 检查是否进水 1.检查机器外观是否有划伤,外观不 良,遮屏、触控不良等现象 1.检查是否关机 2. 检查盒子外观不能有划伤,塑封带破和 收缩平整等不良现象
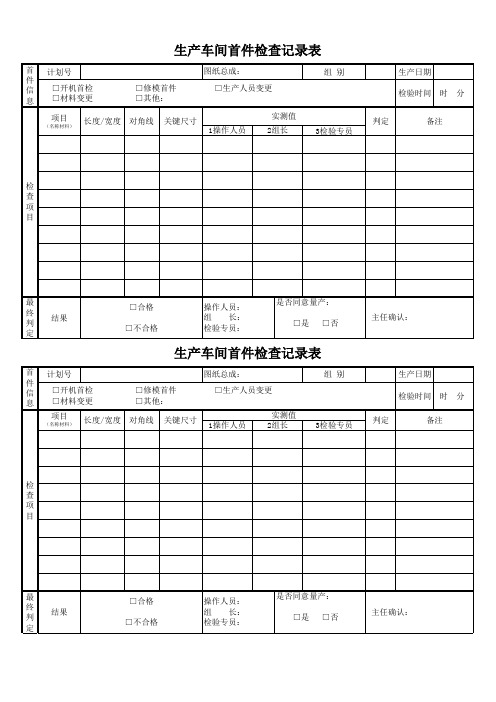
生产车间 首件检查记录表
是否同意量产: □是 □否 主任确认:
生产车间首件检查记录表
首 件 信 息 计划号 □开机首检 □材料变更 项目
(名称材料)
图纸总成: □修模首件 □其他: 关键尺寸 □生产人员变更 实测值 2组长
组 别
生产日期 检验时间 时 分
长度/宽度 对角线
Байду номын сангаас
1操作人员
3检验专员
判定
备注
检 查 项 目
最 终 判 定
生产车间首件检查记录表
首 件 信 息 计划号 □开机首检 □材料变更 项目
(名称材料)
图纸总成: □修模首件 □其他: 关键尺寸 1操作人员 □生产人员变更 实测值 2组长
组 别
生产日期 检验时间 时 分 判定 备注
长度/宽度 对角线
3检验专员
检 查 项 目
最 终 判 定
□合格 结果 □不合格
操作人员: 组 长: 检验专员:
□合格 结果 □不合格
操作人员: 组 长: 检验专员:
是否同意量产: □是 □否 主任确认:
首件确认记录表
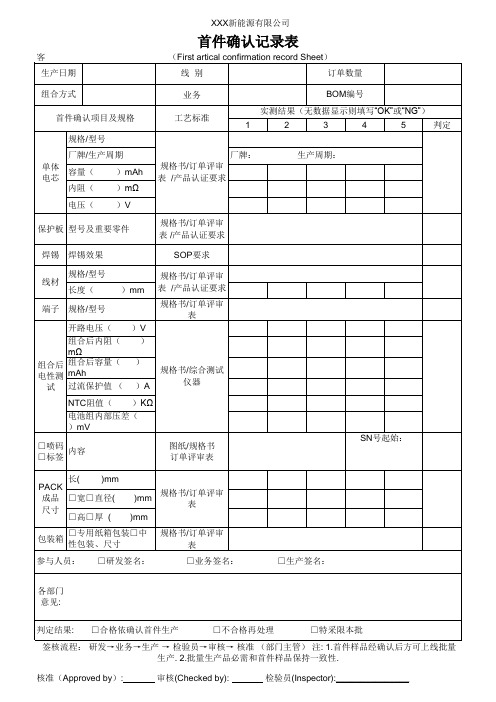
签核流程: 研发→业务→生产 → 检验员→审核→ 核准 (部门主管) 注: 1.首件样品经确认后方可上线批量 生产. 2.批量生产品必需和首件样品保持一致性.
核准(Approved by):
审核(Checked by):
检验员(Inspector):_______________
焊锡 焊锡效果
SOP要求
规格/型号 线材
长度(
)mm
端子 规格/型号
开路电压(
组合后内阻(
mΩ 组合后 组合后容量( 电性测 mAh
试 过流保护值 (
)V )
)
)A
规格书/订单评审 表 /产品认证要求 规格书/订单评审
表
规格书/综合测试 仪器
NTC阻值( )KΩ 电池组内部压差( )mV
□喷码 □标签
容量mah内阻保护板型号及重要零件单体组合方式bom编号实测结果无数据显示则填写ok或ng规格型号首件确认项目及规格xxx新能源有限公司首件确认记录表firstarticalconfirmationrecordsheet生产日期订单数量
客 生产日期
XXX新能源有限公司
首件确认记录表
(First artical confirmation record Sheet)
线别
订单数量
组合方式
首件确认项目及规格
规格/型号
单体 电芯
厂牌/生产周期 容量( )mAh 内阻( )mΩ
电压( )V
保护板 型号及重要零件
业务 工艺标准
BOM编号
实测结果(无数据显示则填写“OK”或“NG”)
1
2
3
4
5
判定
厂牌: 规格书/订单评审 表 /产品认证要求
首件产品确认记录表
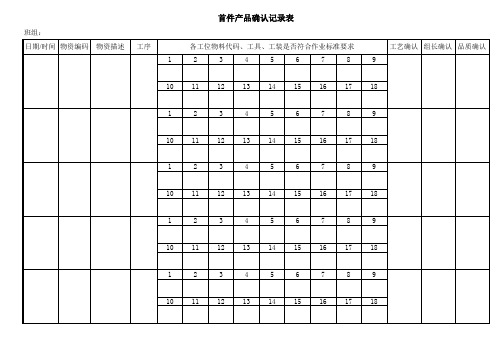
首件产品确认记录表班组:
1、
2、
3、
4、
5、
6、
7、
8、
班组:填写所在班组名称组长确认:生产组长对生产过程进行确认,无问题签字确认。
《首件产品确认记录表》使用说明
一、 适用范围:产品首件确认。
日期/时间:某种产品生产过程开始时间品质确认:品质部员工对首件进行检验,确认产品合格后签字。
二、填写要求:
三、 原件存档部门及保存期规定:生产部;保存期限:一年 。
四、 归口管理部门:生产部。
五、 发放范围:生产部。
六、 生效日期:物资编码: 产品ERP编码物资描述:产品名称“各工位物料代码、工具、工装是否符合作业标准要求”由各工位员工进行确认,没有问题签名工艺确认:工艺人员对现场作业进行确认,无问题签字确认。
首件记录表-模切

班组:时间备注
组长签字主管签字质检签字 天津世勋纸制品有限公司序号通知单号产品代码产品名称规格切口架线烙印印刷位置_____工序首件检查记录表
日期:首件确认
1.每种产品组长或机手调试设备,对首件进行自检,并经当班主管确认,合格后,由质检员进行校核无误后可以进行批量生产;
2.根据检测项目,如实填写检测结果,合格后用“√”表示;不合格用“×”表示,并在备注栏内写明原因。
3.外观纸箱成型相邻夹角成90°,箱盖缝隙或压口均小于2mm,印刷位置、颜色、清晰度等外观指标应以样箱或色标为准。
内径尺寸外观。
产品首件检验记录表

记3 录
□O5
□OK □NG
最终判定结果
□合格 □不合格
是否同意量产: □是 □否
检验签名:
注意事 1、所有项目均需连续检查最少5件。 项 2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好5个样件置于待检区,并通知检验员,检查判定合格后生产。
□OK □NG
记3 录
□OK □NG
4
□OK □NG
5
□OK □NG
最终判定结果
□合格 □不合格
是否同意量产: □是 □否
检验签名:
注意事 1、所有项目均需连续检查最少5件。 项 2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好5个样件置于待检区,并通知检验员,检查判定合格后生产。
填写 2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。并连同巡检记录表一起置于产线最终检查工位。 说明 3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
填写 2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。并连同巡检记录表一起置于产线最终检查工位。 说明 3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
金牧人机械
首件检验记录表
编号:JMR-ZL-SJ2016011 版本:A/0
订单号
首件 信息 □开机首检
□生产参数变更
产品名称
产品首件确认单
产品⾸件确认单
Sheet1
检验资料
相关检验资料:
客户特殊要求
每批⾸样
⽣产
品管
⼯序变更
新机种投产
更换材料
检验记录
项⽬
异常记录
1、材料确认
2、装配性能
3、机械性能
4、外观检验
5、特性测试
6、客诉追踪
7、其他
检验结果
A:合格、继续⽣产
B:不合格、重新调整
C:不能伸出、⽴即停线
D:特殊条件认可:公司主管确认:
备注
(⼀):本表⼀式两联,⼀联送制造单位,⼀联品管部存档;(⼆)凡⽣产单位产品的⾸件,均需送PQC检验,PQC依⽣产命令单填写⽣产机种及⽣产制令;(三)PQC⼈员判定为合格的⽅可继续⽣产。
(四)本表单保管期限为三年。
其他
订单号
产品
型号
产品编号
BOM清单、检验标准
作业指导书
版次:1.0
⽇期:年⽉⽇表单编号:GRQR-82-01产品⾸件确认单。
生产部首件确认表样板
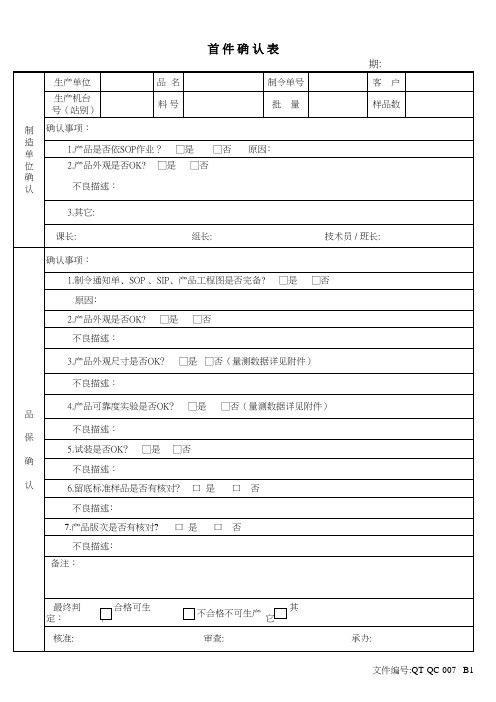
最终判 定:
核准:
合格可生 产
不合格不可生产 它 其 审查:
承办: 文件编号:QT-QC-007 B1
首件确认表
生产单位
品名
生产机台 号(站别)
料号
制 确认事项:
造
单
1.产品是否依SOP作业? □是 □否
位
2.产品外观是否OK? □是 □否
确
认
不良描述:
制令单号 批 量
原因﹕
日 期: 客 户
样品数
3.其它:
课长:
组长:
技术员 / 班长:
确认事项: 1.制令通知单﹑SOP ﹑SIP﹑产品工程图是否完备? □是 □否 原因﹕ 2.产品外观是否OK? □是 □否 不良描述:
3.产品外观尺寸是否OK﹖ □是 □否(量测数据详见附件)
不良描述:
4.产品可靠度实验是否OK﹖ □是 □否(量测数据详见附件) 品
不良描述: 保
5.试装是否OK﹖ □是 □否 确
不良描述:
认
6.留底标准样品是否有核对﹖ 口 是 口 否
不良描述﹕
7.产品版次是否有核对? 口 是 口 否
不良描述﹕ 备注: