注塑模冷却系统设计PPT课件
注塑工艺与模具设计PPT课件
不良样品
现场问题
气泡
缺料
开口
批锋
流纹
压伤零件
不良样品
现场问题
杂色
缩水
冲胶
压线
外露
变形
现场问题
缩水、缩痕 是指产品外表产生凹陷的现象,由塑胶体积收缩产生,常见于局部肉厚
区域; 解决缩水缩痕问题首先要降低模具温度,使模具温度保持恒温状态,调
整射出与冷却时间,加大保压压力。
现场问题
缩孔、气泡 • 产品局部肉厚处在冷却过程中由于体积收缩所产生
现场问题
银丝、银条 产品外表附近,沿塑料流动方向呈现的银白色条纹。银丝的产生一般是
塑胶中的水份或挥发物或附着模具外表的水份等气化所致,注塑机螺 杆卷入空气有时也会产生银条。需要缩短松退时间,适当加大背压排 出螺杆内多余空气。
现场问题
破裂,龟裂,翘曲变形,尺寸偏差 产品外表裂痕严重而明显者为破裂;产品外表呈毛发状裂纹,产品锋利
角处常呈现此现象谓之龟裂。决绝方法有减缓流动速度,加大浇口, 防止外应力。 变形可分成翘曲与扭曲两种现象,平行边变形称为翘曲,对角线方向的 变形称为扭曲。 产品尺寸取决于塑料型号,包括添加成份,模具收缩指数,成型条件。
现场问题
外表光泽不良、喷嘴流料、喷嘴堵塞 产品外表失去材料本来的光泽,形成乳白色层膜
操作与保养 费用40% 初期费用20%
模具使用费用
注塑模具经济学
模具设计
定模、动模尺寸 模具尺寸根据机台大小与产品大小来决定的。且要防止因
高压力而导致损坏,防止将模具做的过大带来不必要的 浪费; 利用材料力学的计算公式,进行理论计算后求的该厚度的 推荐值。 定模尺寸: h:定模侧厚壁〔mm〕 p:定模内压强〔kgf/cm2〕I:定模 内侧长度〔mm) a:定模内压强p承受部位侧壁的高度〔 mm〕 b:定模高度〔mm〕 E:纵向弹性模量〔杨氏模 量〕〔 kgf/cm2〕 σmax:最大容许绕度〔mm〕
模具冷却系统设计

家用电器模具冷却系统设计案例
散热器设计
家用电器模具的散热器 设计需考虑散热面积、 散热翅片间距和散热翅 片形状等因素,以提高 散热效率。
循环水道
家用电器模具的冷却系 统通常采用循环水道, 以确保冷却液能够持续 不断地流过模具表面, 带走热量。
控制系统
家用电器模具的控制系 统需具备温度控制、时 间控制和压力控制等功 能,以确保模具温度的 稳定和冷却液的循环。
05
模具冷却系统应用案例
汽车模具冷却系统设计案例
冷却水道设计
汽车模具冷却系统中的水道设计需根据模具的形状和大小进行定制, 以确保冷却液能够均匀地流过模具表面,提高冷却效果。
高效换热器
为了快速将热量从模具中带走,汽车模具冷却系统通常采用高效换 热器,如板式换热器或翅片式换热器。
控制系统
汽车模具冷却系统的控制系统需具备温度控制、流量控制和压力控制 等功能,以确保模具温度的稳定和冷却液的循环。
高生产效率。
降低能耗
选择高效的泵和风扇,以及合 适的冷却液,以降低系统能耗
。
03
模具冷却系统设计流程
确定设计目标
01
02
03
降低模具温度
通过冷却系统降低模具温 度,保证模具在连续工作 过程中温度稳定。
提高产品质量
通过控制模具温度,减少 产品成型过程中的收缩和 翘曲,提高产品尺铝等,以提高冷却效果。
加工性能
选择易于加工和制造的材料,如钢材、铝材等,以降低生产成本 和加工难度。
冷却水道加工工艺
铸造法
适用于大型模具的冷却水道加工,可以制作复杂形状的水道。
机械加工法
适用于小型模具的冷却水道加工,可以通过钻孔、铣削等机械加工 方式制作水道。
注塑模冷却系统设计

注塑模冷却系统设计一、冷却系统原理冷却系统的设计原则包括以下几点:1.均匀冷却:冷却通道应布置得均匀,确保注塑模腔内的温度分布均匀,避免产生缺陷。
2.高效冷却:冷却通道应尽可能靠近模具表面,并减小冷却通道的截面积,以增加冷却介质对模具的冷却效果,提高生产效率。
3.多角度冷却:在模具中设置多个冷却通道,使冷却介质能够从不同的角度覆盖模具表面,提高冷却效果。
4.控制温度:通过合理设置冷却通道的长度、截面积和数量等参数,控制注塑模的冷却速度,确保产品达到理想的尺寸和性能。
二、冷却系统设计流程1.模具结构分析:根据产品的形状和尺寸,对模具进行结构分析,确定冷却通道的位置和数量。
2.冷却通道设计:根据模具结构,设计冷却通道的形状、截面积和长度等参数。
一般来说,冷却通道应尽量靠近模具表面,避免过于接近模腔导致冷却效果不佳。
3.冷却通道布置:根据模具结构和产品的需求,合理布置冷却通道的位置和数量。
通常情况下,冷却通道应均匀分布在模具的各个部位,并且覆盖整个模具表面。
4.冷却介质选型:选择合适的冷却介质,通常是冷水。
冷却介质的选择应考虑到模具材料的热导率、流动性以及生产环境等因素。
5.防止冷却死角:在冷却系统设计中,应尽量避免冷却死角的产生。
冷却死角是指冷却介质在注塑模内积聚,无法很好地冷却模具的局部区域。
为了避免冷却死角,可以设置细小的冷却通道或者采用多角度冷却。
三、冷却系统优化方面为了进一步提高冷却系统的效果,可以从以下几个方面进行优化:1.模腔温度分析:利用模具流动分析软件,对模腔的温度分布进行分析,找出温度较高或较低的区域,并针对性地调整冷却通道的布置。
2.冷却介质控制:通过对冷却介质的输送速度、温度和压力等参数进行控制,进一步提高冷却效果。
3.冷却材料选择:选择具有较好导热性能的冷却材料,如铜合金等,以提高冷却效果。
4.模具表面处理:在模具表面进行特殊处理,如磨削、喷砂等,增加表面的热传导性,提高冷却效果。
注塑模具设计第10讲 实例2-2D-10 冷却系统的设计

Байду номын сангаас小结:
冷却系统的设计原则和设计要求 作业: 完成练习二以下部分内容: 冷却系统的设计 3
实例二 充电器面壳注塑模具2D设计
复习:型腔、型芯其他结构的设计
注塑模具设计实例教程
检查上次布置作业的完成情况
新课:
十、冷却系统的设计
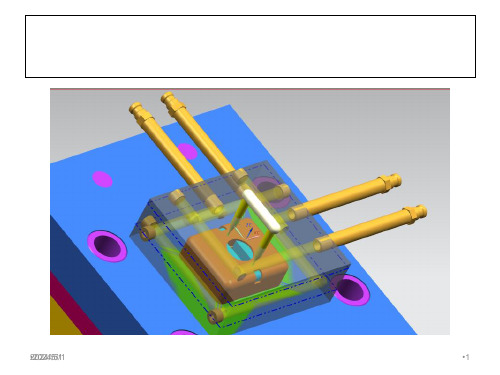
冷却系统的冷却形式常用的有直通式、循环式、水井冷却等多种,本例 采用循环式和水井冷却。 设计冷却水道时,通常冷却水孔边到镶件边、斜推杆边、螺钉孔边、推 杆边的距离至少为4mm。 冷却水孔边不能与产品料位太近,一般取10~15mm。 冷却水道中心到型腔/型芯边的距离不少于12mm,常取整数。 常用冷却水孔直径有Φ6.0、Φ8.0、Φ10.0、Φ14.0mm,具体选用可根据 型腔/型芯的大小来确定,本例选用Φ8.0mm的冷却水孔。 注意:冷却水道的进出口尽量设计在非操作侧,尽可能避免设计在天侧 和地侧。
2
十、冷却系统的设计
4. 冷却系统在侧剖视图中的绘制
注塑模具设计实例教程
绘制侧剖视图中的冷却水道时,注意侧剖视图中的冷却水道位置要与动、定模视 图保持对应的投影关系,同时,侧剖视图中的冷却水道高度方向的尺寸要与正剖 视图对应。绘制结果如图2-1-89所示。 ◎动手操作,用AutoCAD软件完成本例冷却系统的设计。 ◎参考视频:实例2-2D-9.冷却系统的设计.avi (该视频请从教材附带的光盘中 查找)
1
十、冷却系统的设计
1. 冷却系统在定模视图中的绘制
注塑模具设计实例教程
根据冷却水道的设计原则,首先绘制冷却水道的中心线,然后借助【燕秀工具箱】 的【水路】功能绘制水路,注意设置“水路编号”。 冷却系统在定模视图中的有关尺寸和绘制结果如图2-1-86所示,绘图时要注意按命 令行中的提示进行操作。 2. 冷却系统在动模视图中的绘制 为了充分冷却,型芯部分设计一道大环绕水路,且两个型芯大镶件分别设计水 井冷却。 冷却系统在动模视图中的有关尺寸和绘制结果如图2-1-87所示。图中的水井胶 圈也可从【燕秀工具箱】的【水路】功能调用,调用时,在【水路】对话框中 的“水路直径”后的输入框中输入25,即可进行添加。 3. 冷却系统在正剖视图中的绘制 根据冷却水道的设计原则,首先绘制冷却水道的中心线,注意正剖视图中的 冷却水道位置要与动、定模视图对应,然后借助【燕秀工具箱】的【水路】 功能绘制水路,如图2-1-88所示。为了在正剖视图中能更清楚的表达水井, 这里已将正剖视图中的通孔镶件采用截断画法表示。
注塑模具冷却系统设计共60页
15、机会是不守纪律的。——雨果
46、我们若已接受最坏的,就再没有什么损失。——卡耐基 47、书到用时方恨少、事非经过不知难。——陆游 48、书籍把我们引入最美好的社会,使我们认识各个时代的伟大智者。——史美尔斯 49、熟读唐诗三百首,不会作诗也会吟。——孙洙 50、谁和我一样用功,谁就会和我一样成功。——莫扎特
Hale Waihona Puke 注塑模具冷却系统设计11、战争满足了,或曾经满足过人的 好斗的 本能, 但它同 时还满 足了人 对掠夺 ,破坏 以及残 酷的纪 律和专 制力的 欲望。 ——查·埃利奥 特 12、不应把纪律仅仅看成教育的手段 。纪律 是教育 过程的 结果, 首先是 学生集 体表现 在一切 生活领 域—— 生产、 日常生 活、学 校、文 化等领 域中努 力的结 果。— —马卡 连柯(名 言网)
注塑模冷却系统设计

随着工业4.0和智能制造的推进,注塑模冷却系统的设计将更加注重智能化控制,通过传 感器和智能算法实现冷却系统的自动调节和优化,提高生产过程的自动化和智能化水平。
多物理场耦合模拟
随着计算流体动力学(CFD)和有限元分析(FEA)等数值模拟技术的发展,注塑模冷却系 统的设计将更加注重多物理场耦合模拟,通过模拟分析冷却液流动、传热、凝固等过程,优 化冷却系统设计,提高冷却效果。
冷却水道数量
根据模具大小和复杂度,选择合适数量的冷却水 道,以满足冷却需求。同时,还需要考虑水道位 置和间距对热传导的影响。
05
注塑模冷却系统设计中的常见问题及
解决方案
冷却不均匀
总结词
冷却不均匀会导致塑料制品出现翘曲、变形等问题,影响产品质量。
详细描述
冷却不均匀的原因可能是冷却管道布局不合理、冷却液流量不足或 温度控制不准确等。
对冷却系统设计的建议和展望
强化基础研究
加强注塑模冷却系统的基础研究,包括冷却液流动特性、 传热机理、凝固过程等,为冷却系统设计提供理论支持。
创新设计理念
鼓励创新设计理念,探索新型的冷却系统结构和控制方式, 以满足不断变化的市场需求。
提高冷却效果与节能减排
在满足生产需求的同时,注重提高冷却效果和节能减排, 推动绿色制造的发展。
冷却效率低下
总结词
冷却效率低下会延长成型周期,降低生产效率。
详细描述
冷却效率低下的原因可能是冷却管道堵塞、冷却液流动不畅或冷却 介质温度过高。
解决方案
定期清洗冷却管道,确保通畅;检查并调整冷却液流量;采用高效 能的冷却介质,如制冷机等。
06
结论
注塑模冷却系统设计的未来发展方向
高效冷却技术
注塑模具冷却水路设计PPT课件
2020/5/25
.
14
冷却水道的数量x: • 设每条水道的长度为l=407mm, 则冷却水道的条数: • x=L/l=815.4/407条≈2
2020/5/25
.
15
• q v =GΔi/(60ρC(θ1-θ2)
=0.965×2.9/(60×1000×4.187×(2522)m3/min=0.005m3/min
2020/5/25
.
12
确定冷却水孔的直径d
所以:当q v =0.005m3/min时,
查表(P284)可知,为了使冷却水处于湍流状 态,取模具冷却水孔的直径d=8mm。
则注射周期:t=t注+t冷+t脱=(5+25.5+10)s=40.5s
由此得每小时注射次数:N=(3600/40.5)次=88次
• 单位时间内注入模具中的塑料熔体的总质量:
• G=Nm=88×0.01096766kg/h=0.965kg/h
2020/5/25
.
11
计算冷却水的体积流量 q v
• 设冷却水道入水口的水温为θ2=22°C,出水口的水温θ1=25°C, 根据公式1(p283)得:
• 浇注部分由于经常接触注射机喷嘴,而熔料首先从浇口注 入,所以浇口部位是模具上温度最高的部位,为了达到模 温均衡,冷却水道应首先通过浇口部位,冷却水道应从模 温高的区域向模温低的区域流动。
2020/5/25
.
7
• 冷却系统应防止漏水,因此当冷却水道必须通过模板接缝 部位时应设置良好的密封措施。
• 在循环的冷却水道中,其冷却介质的冷却路线应相等。 • 进出水口应设在不影响操作的方位 • 充分考虑地域差别,结合当地气候状况,设计出符合地域
注塑模具冷却水路设计PPT课件
2•2002244/5/5/1/1
•11
确定冷却水孔的直径d
所以:当q v =0.005m3/min时,
查表(P284)可知,为了使冷却水处于湍流状 态,取模具冷却水孔的直径d=8mm。
2•2002244/5/5/1/1
•12
冷却水道的导热总面积A(p284 公式2)
• A=GΔi/3600α(Δθ) = 0.965×2.9/{3600x0.64×[90-(22+25)
2•2002244/5/5/1/1
•1
2•2002244/5/51/1
•3
2•2002244/5/5/1/1
•4
1 模具温度的控制的原则和方式
温度控制原则:
• 不同胶料要求不同温度
• 不同结构模具要求不同温 度
• 绝大部分热量需有循环的 热介质带出模外
2•2002244/5/5/1/1
•10
计算冷却水的体积流量 q v
• 设冷却水道入水口的水温为θ2=22°C,出水口的水温θ1=25°C, 根据公式1(p283)得:
• q v =GΔi/(60ρC(θ1-θ2)
=0.965×2.9/(60×1000×4.187×(2522)m3/min=0.005m3/min
/2]}m²=0.18265×10-4m² 计算模具所需冷却水管的总长度L (p284 公式4) • L=1000A/Qd
=1000×0.18265×104/(0.965×2.9×0.008)m=0.8154m=815.4mm
2•2002244/5/5/1/1
•13
• 模具温度应均衡,不应局 部过热或过冷
温度控制方式
• 一般通过调节传热介质的 温度,增设隔热板,加热 棒的方法来控制。传热介 质一般采用水,油等
注塑模具 冷却水路 ppt课件
Z方向收缩不均勻,变形 方向如图所示,最大变 形为8.9mm,变形量较 大。
1.9 mm
冷却水进口温度如图所 示,蓝色表示进水温度 为40°,红色表示进水 温度为60°。
动模侧温度分布与之前 相似,但浇口附近温度 较之前高,有利于控制 变形。
静模侧温度如图所示, 动静模面温差分布均 大部分区域温度较均匀, 匀局部温差较大。 浇口附近温度较高。
三、冷却水路优化设计实例
冷却优化实例1-----优化过程
8.9 mm
动模侧温度分布大部分 均匀,但圈示区域温度 较高,应加强冷却。
静模侧温度不均匀,浇 口周围温度较高,温度 分布在51-71范围内。
动静模温差分布不均 匀,静模温度较高, 温差在-15-14°。
成品体积收缩大部分均 匀约为4%, 四周较厚区 域体积收缩稍大。
PPT课件
5
2.大型模具水路较多应注明 IN OUT 最好做分水器。
二、冷却水路样式
1. 水井冷却 a. 喷泉
前者模具加工加工简单 后者可以实现水流方向变更
模具加工加工简单 可以实现水流方向变更
并联水路特点
优点:适用于入子周围冷却;低压下可达高流速。
缺点:各分支流速不一、各分支冷却效果不一、
易淤积堵塞。
12
二、冷却水路样式
6.滑块冷却
长型芯滑块 喷水管冷却
不仅滑块上需要冷却水路,必要时滑块镶件上必须 设置冷却水路
PPT课件
13
二、冷却水路样式
7.冷却回路的特殊样式
1.普通水路和水井结合 4.徘徊式水路
2.小型芯用斜孔水路
3.大面积适用 涡流式水路(推板)
部
喷水管
品
环形
5.环形 水PP路T课件
注塑模具 冷却水路
四、模具加热设备简介
5.加热设备 综合应用
油
温
温
控
机
箱
加热棒、热电偶 的使用 加热棒
加热棒
热 电 偶
热 电 偶
检测温度 设置温度
四、模具加热设备简介
4.隔热板:防止模具热量过度散发以确保型腔温度恒定,从而保证成型产品品质稳定。 尼龙、PBT、PET等结晶性树脂,模具型腔表面温度变化对部品的结晶度、尺寸、外观
品质影响很大,需要安装隔热板。
注:1. 隔热板加工时要使用集尘器吸粉尘(含玻纤,会刺激 皮肤致瘙痒;粘附到机械上会影响精度);
顶 针 板
一体式斜顶
斜顶头冷却
冷斜顶却较水大时路,冷却水路是不可水忽路略的。没有冷却水
路会延长注塑周期,或造成斜顶成型形象在脱模时 变形。
斜 顶
连 接 器 设
二、冷却水路样式
6.滑块冷却
长型芯滑块 喷水管 冷却
不仅滑块上需要冷却水路,必要时滑块镶件上必须 设置冷却水路
二、冷却水路样式
7.冷却回路的特殊样式
0.3mm
Z方向收缩较之前改善较大,变形如图。 右边为放大10倍的变形,绿色框为变形前形状。
四、模具加热设备简介
1.水温加热:模具温度要求80°以下适用; 大部分塑胶原料(除高温料)要求模具成型温度为:20°~ 90°,如果部品表面光洁度
要求较高,或模具结构导致成型困难时,必须使用水温机加热。
PA 尼龙
成品体积收缩大部分均 匀约为4%, 四周较厚区 域体积收缩稍大。
Z方向收缩不均勻,变形 方向如图所示,最大变 形为8.9mm,变形量较 大。
1.9 mm
冷却水进口温度如图所 示,蓝色表示进水温度 为40°,红色表示进水 温度为60°。
塑胶模具专业冷却系统
PPT文档演模板
塑胶模具专业冷却系统
冷卻分析結果\case2 冷卻劑溫度
Coolant Temp
冷卻水進出口溫度如圖 所示﹐藍色表示進水溫 度為40deg.c,紅色表示 進水溫度為60deg.c.
PPT文档演模板
塑胶模具专业冷却系统
冷卻分析結果\case2
公模面溫度
Bottom Temperature
塑胶模具专业冷却系统
水路的基本形式及規格
PPT文档演模板
塑胶模具专业冷却系统
水路的基本形式及規格
(3) 採用模板﹑模仁聯合循環水路直接冷卻形式:
PPT文档演模板
塑胶模具专业冷却系统
水路的基本形式及規格
PPT文档演模板
塑胶模具专业冷却系统
水路的基本形式及規格
PPT文档演模板
塑胶模具专业冷却系统
–從塑料到模穴壁的熱傳導: 冷卻系統的行為受從塑料中移走的熱量和轉
移到模穴表面的溫度的影響。它會受到材料性質、熔體溫度和模具表面溫度的差 異以及冷卻中的塑料和模具材料之間接觸好壞的影響。
PPT文档演模板
塑胶模具专业冷却系统
冷卻的基本原理
–從模穴壁到水管壁的熱傳導: 冷卻系統行為也受通過模具材料到達冷
翹曲分析結果\case1
Z向變形
Z Deflection
8.9 mm
Z方向收縮不均勻,變 形方向如圖所示﹐最 大變形為8.9mm,變形 量較大。
塑胶模具冷却系统设计PPT演示文稿

冷却系统设计之重要性
冷却影响产品品质
❖ 表面光洁度:许多材料需要相对高的模具表面温度,在生产中以获得良
好的表面光洁度,如果某些区域与另一些区域的模穴温度不同,那么在成 品表面就会看到不同的表面光泽。
❖ 残余应力:残余应力是在充填或保压过程中剪切应力的结果。除了流动
导致应力外,由于产品表面温度不同,各个部分以不同的速率冷却时也会 产生残余应力。这些残余应力可能是产品在使用过程中过早损坏或者产品 翘曲和扭曲的原因。为了减小这些应力,就需要均匀的冷却。
课程内容
➢ 冷却系统设计的重要性 ➢ 冷却系统的构成及类型 ➢ 冷却水路设计要点
2021/3/10
1
冷却系统设计的重要性
2021/3/10
2
冷却系统设计之重要性
冷却的影响
❖ 产品品质 ▪ 表面光洁度 ▪ 残余应力 ▪ 结晶度 ▪ 热弯曲
❖ 生产成本 ▪ 顶出温度 ▪ 循环时间
2021/3/10
3
❖ 循环时间: 通常,循环时间是产品的温度降 到能安全顶出的温度所花的时间。如果充 填和保压过程都是最佳化的,改善冷却行 为可以显著地减小冷却时间。因为冷却时 间通常包括80%的循环时间,所以减小冷 却时间会显著减小循环时间和生产成本。
and Packing
注射时间
保压时间
2021/3/10
冷却时间
2021/3/10
4
冷却系统设计之重要性
冷却影响生产成本
❖ 顶出温度:产品从模具中顶出的温度会受很多因素的影响。产品的强度必 须足够大,以抵抗由于体积收缩的变化和残余应力而产生的翘曲,和顶出 系统对产品施加的局部应力。顶出力受产品的几何形状、模具的表面光洁 度和在充填与保压过程中模穴的填充度的影响。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
❖ 表面光洁度:许多材料需要相对高的模具表面温度,在生产中以获得良
好的表面光洁度,如果某些区域与另一些区域的模穴温度不同,那么在成
品表面就会看到不同的表面光泽。
❖ 残余应力:残余应力是在充填或保压过程中剪切应力的结果。除了流动
导致应力外,由于产品表面温度不同,各个部分以不同的速率冷却时也会 产生残余应力。这些残余应力可能是产品在使用过程中过早损坏或者产品 翘曲和扭曲的原因。为了减小这些应力,就需要均匀的冷却。
冷却系统的构成及类型
冷却系统的构成
2002 Cradle Technology Group
10.06.2T0ai2D0ao Computer Co.,Ltd./Arthur Chen
.
8
冷却系统的构成及类型
冷却水路的类型
❖串联水路
优点 –流速均匀 –排热均匀 缺点 –压降高
❖ 并联水路
优点 –适用于入子四周 –低压下可达高流速 缺点 –各分支流速不一样 –各分支冷却效果不 佳 –易产生污垢
小冷却时间会显著减小循环时间和生产成
本。
注射时间
保压时间
2002 Cradle Technology Group
10.06.2T0ai2D0ao Computer Co.,Ltd./Arthur Chen
冷却时间
.
开模时间
6
冷却系统的构成及类型
2002 Cradle Technology Group Tai Dao Computer Co.,Ltd./Arthur Chen
冷却系统设计的重要性
冷却的影响
❖产品品质
▪ 表面光洁度 ▪ 残余应力 ▪ 结晶度 ▪ 热弯曲
❖生产成本
▪ 顶出温度
▪ 循环时间
2002 Cradle Technology Group
10.06.2T0ai2D0ao Computer Co.,Ltd./Arthur Chen
.
4
冷却系统设计的重要性
.
13
冷却理论分析
2002 Cradle Technology Group Tai Dao Computer Co.,Ltd./Arthur Chen
冷却理论分析
热量在注射成型中的传递
辐射散热
对流散热
热量散失到模板上
热量由熔融塑料带入
热量从冷却水路传入或传出
2002 Cradle Technology Group
.
10
冷却系统的构成及类型
冷却水路的基本形式
圆形弯管
2002 Cradle Technology Group
10.06.2T0ai2D0ao Computer Co.,Ltd./Arthur Chen
.Байду номын сангаас
方形弯管
11
冷却系统的构成及类型
冷却水路的基本形式
挡板(Baffle)
喷泉(Bubbler)
2002 Cradle Technology Group
Moldflow与 注射模具冷却系统设计
2002 Cradle Technology Group
10.06.2T0ai2D0ao Computer Co.,Ltd./Arthur Chen
.
1
课程内容
➢冷却系统设计的重要性 ➢冷却系统的构成及类型 ➢冷却理论分析 ➢冷却水路设计要点 ➢结合Moldflow分析的设计案例
2002 Cradle Technology Group
10.06.2T0ai2D0ao Computer Co.,Ltd./Arthur Chen
.
2
冷却系统设计的重要性
2002 Cradle Technology Group Tai Dao Computer Co.,Ltd./Arthur Chen
2002 Cradle Technology Group
10.06.2T0ai2D0ao Computer Co.,Ltd./Arthur Chen
.
9
冷却系统的构成及类型
冷却水路的基本形式
直线式圆管
直线式方管
2002 Cradle Technology Group
10.06.2T0ai2D0ao Computer Co.,Ltd./Arthur Chen
10.06.2T0ai2D0ao Computer Co.,Ltd./Arthur Chen
.
12
冷却系统的构成及类型
冷却水路的基本形式
吸热管(Thermal Pin)
2002 Cradle Technology Group
10.06.2T0ai2D0ao Computer Co.,Ltd./Arthur Chen
出系统对产品施加的局部应力。顶出力受产品的几何形状、模具的表面光
洁度和在充填与保压过程中模穴的填充度的影响。
❖ 循环时间: 通常,循环时间是产品的温
度降到能安全顶出的温度所花的时间。如
果充填和保压过程都是最佳化的,改善冷 却行为可以显著地减小冷却时间。因为冷
and Packing
却时间通常包括80%的循环时间,所以减
2002 Cradle Technology Group
10.06.2T0ai2D0ao Computer Co.,Ltd./Arthur Chen
.
5
冷却系统设计的重要性
冷却影响生产成本
❖ 顶出温度:产品从模具中顶出的温度会受很多因素的影响。产品的强度
必须足够大,以抵抗由于体积收缩的变化和残余应力而产生的翘曲,和顶
10.06.2T0ai2D0ao Computer Co.,Ltd./Arthur Chen
.
15
冷却理论分析
从塑料到模穴壁的热传导
❖影响冷却系统性能的参数
– 模具材料热特性
• 比热 • 导热性
– 料温和模温之间的温度梯度 – 塑料和模穴壁之间接触的质量
• 确信良好的接触
2002 Cradle Technology Group
10.06.2T0ai2D0ao Computer Co.,Ltd./Arthur Chen
.
16
冷却理论分析
从模穴壁到水管壁的热传导
❖影响冷却系统性能的参数
– 模具材料热特性
• 比热 • 导热性
– 冷却水管和塑料表面的距离
• 均匀冷却与快速冷却的折中
❖ 结晶度:半结晶材料成型过程中呈现的结晶度受熔体冷却的影响。产品
冷却过程中结晶度的不同会影响体积收缩,要保待所需要的尺寸公差是困 难的。不同区域体积收缩的显着变化通常是产品翘曲的一个原因。
❖ 热弯曲:如果模具的上表面和下表面的温度不同,一旦产品从模具中顶
出,由于在上下表面之间不同的热收缩速率,产品会弯曲。