DIN西德工业标准
din标准
DIN标准展望未来
引领科技创新
持续发挥作用
贡献经济社会 发展
为德国和全球作出 更大贡献
更新完善
适应新需求
DIN标准致谢
制定机构和个 人
为DIN标准努力
与时俱进
持续为经济发展助 力
DIN标准相关术语解 释
01 标准编号
标准的唯一编号,用于标识和检索
02 定义
用于准确描述标准中涉及的概念和要求
03 应用范围
标准适用的对象和范围
DIN标准参考文献
其他标准
与DIN标准相关的其他标准 可供参考和比对的标准文献
技术规范
包含技术要求和规范的文献 与DIN标准相互补充和参考
研究报告
对特定问题进行研究和总结 为DIN标准制定提供依据
DIN标准简介
制作人:XXX 时间:20XX年X月
第1章 DIN标准简介 第2章 DIN标准应用领域 第3章 DIN标准管理体系 第4章 DIN标准与国际标准 第5章 DIN标准与科技创新 第6章 DIN标准未来展望 第7章 DIN标准总结 第8章 DIN标准附录 第9章 din标准
目录
● 01
负责DIN标准相关 服务的机构
查询渠道
用户可以通过哪些 渠道查询相关信息
咨询方式
用户如何咨询标准 的具体问题
部门
不同部门的职责和 联系方式
DIN标准联系方式
DIN标准联系方式提供了用户与标准服务机构和部门沟通的 便捷途径,以保证标准的准确理解和正确应用。用户可通过 电话、邮件或在线平台进行咨询和反馈,使DIN标准更好地 服务于实际需求。
德国( DIN )钢铁牌事情表示方法简介
德国( DIN )钢铁牌事情表示方法简介1.德国(DIN)钢铁牌事情表示方法简介1.1 德国钢铁牌号表示方法概述第二次世界大战后,一道柏林墙,将德国分为东德和西德两个国家标准代号分别为 TGL和DIN。
由于 TGL 标准中钢铁牌号的表示方法和DIN标准中钢铁牌号表示方法相同,故统一后的德国仍以DIN为德国工业标准的代号。
DIN( DEUTSCHE Industria Norm )是德国工业标准的代号。
DIN17006 系统标准独有铸钢和铸铁牌号表示方法。
近年德国对非合金钢牌号的表示方法采用欧洲标准。
其牌号 S ××× ,S 表示钢,×××表增屈服点最低值( Mpa ),有时加后缀符号用来表示质量等级或供货状态。
根据钢材直径或厚度不同,允许对同一牌号用钢的碳含量进行调整。
另一种是DIN17007 系统标准。
它是用7 位数字组合成材料号,一般情况下用 5 位数字表示,与牌号可以并用符号(代号)为 W-Nr 。
如 42CrMo4 为牌号, 1.7725 为材料号1.2 DIN17006 系统钢铁牌号表示方法1.2.1各种符号和数字的含义(1)各种会号的含义,各种符号的含义见表1-24 。
表 1-24 各种符号及含义表中一个符号有两种含义时,应视符号在牌号中的位置确定其含义。
(2)合金钢中合金元素含量的表求方法用合金元素平均含量乘以表 1-25 中的系数表示金元素含量值。
表 1-25 合金元素的系数合金元素含量≤ 5% 时,用上表系数相乘,合金元素含量> 5% 时,不再乘以系数,而是如数直接标出。
2. 按强度等级表示钢铁牌号示例说明该牌号表示方法仅适用于非合金刚。
S235JR 系DIN-EN 标准中牌号,相当于旧牌号St37-2 。
235 表示抗拉强度( MPa )最低值,新旧牌号对照见表 1-26表 1-26 新旧牌号对照示例3. 按化学成分表示钢的牌号示例说明该牌号表示方法适用于非合金钢、低合金钢和高合金钢。
DIN17175-1979标准

DIN17175-1979标准德国工业标准DIN17175-1979年5月出版《耐热无缝钢管供货技术条件》此标准代替:DIN 17175第一部分,DIN17175第二部分及其附页与国际标准化组织(ISO)颁布的ISO 2604Ⅱ国际标准的关系,请参阅说明。
标有黑点的各节的内容,须在订货时进行协议或可能在订货时注明。
1.适用范围本标准适用于无缝钢管①,包括表1中所列的热强钢制成的用于集箱的管子。
这些管子可用于制造温度达600℃和同时是高温下运行的蒸汽锅炉、管道、压力容器和仪表,由于总的负荷和特殊的氧化条件不同,可以降低或升高所列的温度限制。
注①:此外,对应满足德国蒸汽锅炉委员会(DDA)颁布德《蒸汽锅炉技术规程(TRD)》的用于锅炉部件的管子,还应该注意这些规程条款。
偶尔也应考虑《压力容器技术规程》(西德AD压力容器规范)DIN德国标准化研究所钢铁标准委员会(FES)注册;DIN德国标准化研究所钢铁标准委员会管子、管子联接和管道标准委员会2.同样有效的标准及参考资料DIN 2391第一部分冷拉或冷轧精密无缝钢管:尺寸。
DIN 2413 钢管:抗内压力的壁厚计算。
DIN 2448 无缝钢管:尺寸与重量。
DIN 2915 水管锅炉用无缝和焊接钢管:一览表。
DIN 2917 热蒸汽管和集箱用的无缝钢管:尺寸(草稿)DIN 17007第2部分材料编号:1组的分类:钢DIN 50049 材料试验证明书DIN 50115 金属材料试验:缺口冲击韧性试验DIN 50125 金属材料试验:拉伸试验,制备原则DIN 50136 金属材料试验:管材的环形压扁试验DIN 50137 钢的试验:管材的环形扩口试验DIN 50138 钢的试验:管材的环状拉伸试验DIN 50140 金属材料试验:无精调能力测定计的管子和管片拉伸试验DIN 50145 金属材料试验:拉伸试验SIN 合订本3 DIN 标准和钢铁材料手册的钢铁材料简称和材料编号钢铁检验手册1805 钢铁成品分析的采样和制备试样钢铁检验手册1915 对热强钢管纵向裂缝的超声波检验钢铁检验手册1918 对热强钢管横向裂缝的超声波检验钢铁检验手册1919 对热强钢分层缺陷的超声波检验钢铁检验手册1925 用于测定密度的管材涡流检验冶金实验室手册,卷2 金属材料研究冶金实验室手册,卷6 被推荐的拉伸方法明细表、取样方法、分析方法3.概念就本标准说,这些在较高温度时,部分可达600℃,甚至在长期负荷下仍有良好机械性能的钢材,被认为是热强钢。
DIN西德工业标准

西德工业标准DIN 17175-1979年5月版上海电力建设公司华东电力设计院联合翻译1997年11月上海德国工业标准 DIN17175-1979年5月出版《耐热无缝钢管供货技术条件》此标准代替:DIN 17175第一部分,DIN17175第二部分及其附页与国际标准化组织(ISO)颁布的ISO 2604Ⅱ国际标准的关系,请参阅讲明。
标有黑点的各节的内容,须在订货时进行协议或可能在订货时注明。
1.适用范围本标准适用于无缝钢管①,包括表1中所列的热强钢制成的用于集箱的管子。
这些管子可用于制造温度达600℃和同时是高温下运行的蒸汽锅炉、管道、压力容器和仪表,由于总的负荷和专门的氧化条件不同,能够降低或升高所列的温度限制。
注①:此外,对应满足德国蒸汽锅炉委员会(DDA)颁布德《蒸汽锅炉技术规程(TRD)》的用于锅炉部件的管子,还应该注意这些规程条款。
间或也应考虑《压力容器技术规程》(西德AD压力容器规范)DIN德国标准化研究所钢铁标准委员会(FES)注册;DIN德国标准化研究所钢铁标准委员会管子、管子联接和管道标准委员会2.同样有效的标准及参考资料DIN 2391第一部分冷拉或冷轧周密无缝钢管:尺寸。
DIN 2413 钢管:抗内压力的壁厚计算。
DIN 2448 无缝钢管:尺寸与重量。
DIN 2915 水管锅炉用无缝和焊接钢管:一览表。
DIN 2917 热蒸汽管和集箱用的无缝钢管:尺寸(草稿)DIN 17007第2部分材料编号:1组的分类:钢DIN 50049 材料试验证明书DIN 50115 金属材料试验:缺口冲击韧性试验DIN 50125 金属材料试验:拉伸试验,制备原则DIN 50136 金属材料试验:管材的环形压扁试验DIN 50137 钢的试验:管材的环形扩口试验DIN 50138 钢的试验:管材的环状拉伸试验DIN 50140 金属材料试验:无精调能力测定计的管子和管片拉伸试验DIN 50145 金属材料试验:拉伸试验SIN 合订本3 DIN 标准和钢铁材料手册的钢铁材料简称和材料编号钢铁检验手册1805 钢铁成品分析的采样和制备试样钢铁检验手册1915 对热强钢管纵向裂缝的超声波检验钢铁检验手册1918 对热强钢管横向裂缝的超声波检验钢铁检验手册1919 对热强钢分层缺陷的超声波检验钢铁检验手册1925 用于测定密度的管材涡流检验冶金实验室手册,卷2 金属材料研究冶金实验室手册,卷6 被推举的拉伸方法明细表、取样方法、分析方法3.概念就本标准讲,这些在较高温度时,部分可达600℃,甚至在长期负荷下仍有良好机械性能的钢材,被认为是热强钢。
德国工业标准DIN+30670

德国工业标准DIN 30670-1991钢管和管件的聚乙烯涂敷层1.适用范围和目的1.1本标准指明了在符合DIN2448或DIN2458标准的埋地钢管上进行挤出或熔融涂敷的技术要求和方法。
本标准的目的在于确保涂敷质量。
采用普通型涂敷(N)时,符合本标准的管道适于在温度高达50℃的条件下连续使用,采用特殊型涂敷(S)时,管道使用环境温度可高达70℃。
在本标准中,“钢管”一词也包括钢制管件。
2.定义2.1压痕硬度在规定的试验条件下,涂敷层的抗针入指标。
2.2 光老化是聚乙烯人工老化的一种。
方法是:升高温度,使氙试验装置内保持预定湿度,然后以规定量的氙弧辐照,使聚乙烯老化。
2.3 最小涂敷厚度涂敷层任何位置上都必须保证的最低厚度。
2.4 涂敷连续性涂敷连续性的定义为涂敷层没有任何缺陷,例如裂纹或漏点。
2.5 断裂伸长率聚乙烯涂层试样断裂时,两标记间的增长距与两标记原长的比值。
3.6 剥离强度在指定条件下,从钢管上剥离试件所需的力。
3.7 冲击强度在指定条件下,涂敷层所能承受的冲击强度。
3.8 涂敷层的电阻率涂敷表面单位面积上的电阻值。
3.9 耐热老化在指定的温度和时间内,受热空气作用而出现的人工老化。
3.标志应根据涂敷层属于普通型(N)或加强型(S),以及涂敷层的厚度为正常(n)或加厚(v)给涂敷层做标志,方法如下:涂敷层 DIN 30670 - N-n涂敷层 DIN 30670 - N-v涂敷层 DIN 30670 - S-n涂敷层 DIN 30670 - S-v4.要求4.1对钢管表面的要求涂敷前,必须除掉钢管表面上的灰尘、油脂、焊渣和水分,并按DIN 55 928第4部分定义的标准等级Sa 2 ½进行喷砂处理。
4.2对涂敷层的要求4.2.1 最小厚度最小涂敷厚度应符合表1的规定。
表 1如果涂敷层需要承受特别高的机械应力,那么其最小厚度应比上述值高0.7mm (“加强型”(v))。
在每1米长的钢管上,涂敷厚度允许比要求的最小值低10%,但这种厚度较低的区域面积不得超过5cm2。
德国工业标准 DIN
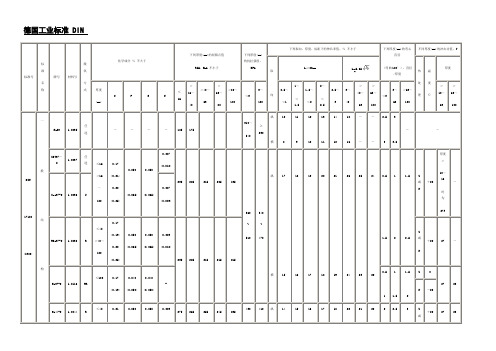
德国工业标准 DIN标准号标准名称牌号材料号脱氧方式化学成分%不大于下列厚度(mm)的屈服点值ReH, Mpa 不小于下列厚度(mm)的抗拉强度,MPa下列取向、厚度、标距下的伸长率值,%不小于下列厚度(mm)的弯心直径(弯曲180°),直径/厚度不同厚度(mm)的冲击功值,J取向L0=80mmL0=5.65热处理温度℃厚度厚度(mm)C P S N≤16>16~40>40~63>63~80>80~100<33~1000.5~<11~<1.51.5~<22~<2.52.5~33~40>40~63>63~100<33~63>63~100>10~63>63~100DIN 17100 (1980)一般结构St33 1.0035任选----185175310~540≥290纵横1081191210131114121816----2.5333.5--UST37-21.0037任选≤16>16~1000.17(0.21)0.20(0.25)0.050(0.065)0.050(0.065)0.007(0.010)235225215205195360~510340~470纵横171518161917201821192624252324220.51.5121.52.5U或N+20厚度>10~16时为27J-Ust37-2 1.0036U0.007(0.009)RSt37-2 1.0038R≤40>40~1000.17(0.19)0.20(0.25)0.050(0.065)0.050(0.065)0.009(0.010)235225215215215U或N+2027-St37-2 1.0116RR≤1000.17(0.19)0.040(0.050)0.040(0.050)-0.5111.51.52U02723N-20 St44-2 1.0044R≤400.21 0.050 0.050 0.009275265255245235430 410 纵14 15 16 17 18 22 21 20 2 2.5 3 U或+202723备注:1.钢牌号后的数字表示质量等级,相对等级2而言,等级3的钢必须满足脆性断裂不敏感性的较高要求,它表现在冲击韧性试验温度上。
DIN 德国标准

DIN 德国标准一、概况德国标准化学会(Deutsches Institut fur Normung,简称DIN)是德国的标准化主管机关,作为全国性标准化机构参加国际和区域的非政府性标准化机构。
DIN是一个经注册的私立协会,大约有6000个工业公司和组织为其会员。
目前设有123个标准委员会和3655个工作委员会。
DIN于1951年参加国际标准化组织。
由DIN和德国电气工程师协会(VDE)联合组成的德国电工委员会(DKE)代表德国参加国际电工委员会。
DIN还是欧洲标准化委员会、欧洲电工标准化委员会(CENELEC)和国际标准实践联合会(IFAN)的积极参加国。
1918年3月,德国工业标准委员会制定发布了第一个德国工业标准(DI-Norm l锥形销)。
目前DIN制定的标准几乎涉及建筑工程、采矿、冶金、化工、电工、安全技术、环境保护、卫生、消防、运输、家政等各个领域。
截至1998年底,共制定发布了 2.5万个标准,每年大约制定1500个标准。
其中80%以上已为欧洲各国所采用。
上海市标准化研究院经上海市政府批准,馆藏有全套DIN德国标准,欢迎广大用户查询、使用。
二、使用DIN德国标准的用户可能需要了解的——德国的质量认证概述1.组织机构德意志标准化学会(DIN)和德意志电器工程师协会(VDE)是德国两个主要的产品认证机构,分别从事电工、电子产品符合DIN标志的认证。
这两个机构有着密切的合作关系,并联合组成德国电工委员会(DKE),参加国际电工委员会(IEC)。
DIN代表德国参加国际标准化组织(ISO)。
于1971年12月成立的联邦德国商品标志协会有限公司(DG-WK)是专门负责符合DIN 标准的产品认证工作的机构,她隶属于德意志标准化学会。
该公司本身没有检验机构,而是利用全国40多个检验机构为其承担产品认证的产品检验工作。
2.认证制度DIN的认证制度有其发展过程,目前DIN发展为两种产品认证标志,即“DIN 标志”和“DIN检验和监督标志”,此外还有一种质量体系认证制度。
出口到德国的质量与安全标准

出口到德国的质量与安全标准导言:随着全球化的发展,贸易往来日益频繁,出口成为许多企业拓展市场的重要途径之一。
对于出口到德国的产品来说,了解德国的质量与安全标准是至关重要的。
本文将围绕这一主题展开,介绍德国的质量与安全标准,并提供一些建议,帮助企业顺利出口到德国市场。
一、德国的质量标准1. DIN标准德国工业标准(DIN)是德国国家标准化组织制定的一系列标准,广泛应用于德国的各个行业。
出口到德国的产品需要符合相关的DIN标准,以确保产品的质量和安全性。
企业在生产过程中应遵循DIN标准,确保产品的设计、制造、测试等环节符合德国的要求。
2. ISO认证国际标准化组织(ISO)的认证在德国市场具有很高的认可度。
出口到德国的产品如果能够获得ISO认证,将有助于提升产品的竞争力。
企业可以通过申请ISO 9001质量管理体系认证、ISO 14001环境管理体系认证等,来证明产品的质量和环境友好性。
3. CE认证CE认证是欧洲共同市场的强制性认证,也是出口到德国的必备认证之一。
CE认证要求产品符合欧洲的安全、健康和环境保护要求。
企业在出口到德国之前,必须确保产品通过了CE认证,并在产品上标注CE标志。
二、德国的安全标准1. 产品安全法律德国有一系列的产品安全法律,旨在保护消费者的权益和安全。
出口到德国的产品必须符合相关的法律法规,如《产品安全法》、《食品法》等。
企业应了解并遵守这些法律,确保产品的安全性。
2. REACH法规REACH是欧洲化学品法规,对于出口到德国的化学品和制品具有重要影响。
企业需要确保其产品中使用的化学物质在REACH法规的限制范围内,并提供相关的安全数据。
3. 食品安全标准德国对食品安全非常重视,出口到德国的食品必须符合严格的食品安全标准。
企业应确保食品的原材料来源可追溯,符合德国的食品安全要求,并提供相关的检测报告和证书。
三、出口到德国的建议1. 了解目标市场需求在出口到德国之前,企业应该充分了解德国市场的需求和标准。
德国工业标准DIN简介
德国工业标准DIN简介1.德国标准化委员会DIN(Deutsches Institut fǖr Normung)简介1917年5月18日德国工程师协会设立“通用机械制造标准委员会”,同年12月制订单程并改名为“德国工业标准委员会”(NADI),标准则以“D1”标准为标志。
1919年3月用“DIN (Deutsches Industrid-Norm)”代替了“DI标准”的标志。
1926年冬名称改为“德国标准化委员会DIN”,1975年联邦德国政府与DIN机构签订了一项协议,承认DIN是联邦德国和柏林的标准化主管机构,从事制订德国工业标准,并代表政府参加国际标准化活动。
1990年7月5日民主德国与IDN为创立标准联盟达成协议,1990年10月3日DIN重新成为全德国的标准化组织。
2.DIN标准与欧洲标准EN和国际标准ISO的关系德国是欧洲标准化委员会CEN(European Committee for Standardixation)的18个成员国之一,DIN在CEN中起着重要的作用,CEN中有三个之一的技术委员会秘书国由德国担任。
DIN在制、修订标准时不断考虑到国际上和欧洲的动向,所以其经营的标准化项目数量也是逐年变化。
在1984年DIN的标准化项目中有5%是国际标准化项目,12%是欧洲标准化项目,83%纯粹是本国国家标准,到1994年国际标准化和纯德国标准化部分各占25%,(Europaeische 而欧洲标准化部分则为50%。
随着时间推移越来越多的欧洲标准ENSNorms)已被德国采用作为新的DIN EN标准而取代了原来的DIN标准,如德国现有200将达到多个钢铁产品标准中有近一半采用了欧洲标准,预计再过5~6年欧洲标准ENS 20,000个,这意味着23000个DIN标准中有20,000个是经过欧洲协调好的。
在欧洲标准EN决通过时,采用加权票计数,德有拥有10票,是CEN成员国中拥有加权票数最多的国家之一。
德国工业标准DIN
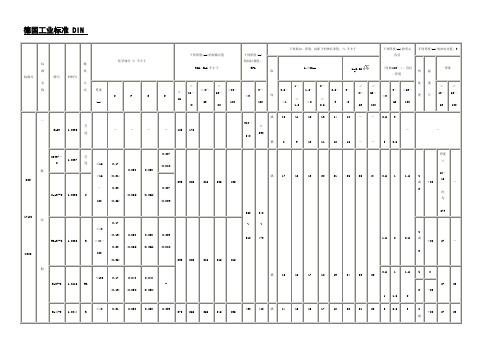
德国工业标准 DIN标准号标准名称牌号材料号脱氧方式化学成分%不大于下列厚度(mm)的屈服点值ReH, Mpa 不小于下列厚度(mm)的抗拉强度,MPa下列取向、厚度、标距下的伸长率值,%不小于下列厚度(mm)的弯心直径(弯曲180°),直径/厚度不同厚度(mm)的冲击功值,J取向L0=80mmL0=5.65热处理温度℃厚度厚度(mm)C P S N≤16>16~40>40~63>63~80>80~100<33~1000.5~<11~<1.51.5~<22~<2.52.5~33~40>40~63>63~100<33~63>63~100>10~63>63~100DIN 17100 (1980)一般结构St33 1.0035任选----185175310~540≥290纵横1081191210131114121816----2.5333.5--UST37-21.0037任选≤16>16~1000.17(0.21)0.20(0.25)0.050(0.065)0.050(0.065)0.007(0.010)235225215205195360~510340~470纵横171518161917201821192624252324220.51.5121.52.5U或N+20厚度>10~16时为27J-Ust37-2 1.0036U0.007(0.009)RSt37-2 1.0038R≤40>40~1000.17(0.19)0.20(0.25)0.050(0.065)0.050(0.065)0.009(0.010)235225215215215U或N+2027-St37-2 1.0116RR≤1000.17(0.19)0.040(0.050)0.040(0.050)-0.5111.51.52U02723N-20 St44-2 1.0044R≤400.21 0.050 0.050 0.009275265255245235430 410 纵14 15 16 17 18 22 21 20 2 2.5 3 U或+202723备注:1.钢牌号后的数字表示质量等级,相对等级2而言,等级3的钢必须满足脆性断裂不敏感性的较高要求,它表现在冲击韧性试验温度上。
德国钢铁工业标准(DIN)
德国钢铁工业标准(DIN)DIN并不是英文,而是德文Deutsch Industriell Norm的缩写,德国工业标准中钢铁材料的规格是在DIN 17006,补充说明在DIN 17007,1974年改为ISO制,以EURONORM 27-74替代。
以英文字母和数字来叙述其特徵,字母规定钢铁种类、冶炼方法、合金材料、处理情况等、数字则规定钢铁材料的、含碳量、抗拉强度、主合金之成分倍数等。
(1)碳钢一般以碳元素标记及其含碳量表示,如C60 表示含0.6%C的碳钢。
另外也有抗拉强度及其他表示法,例如:St50 表示抗拉强度50kg/mm2之构造用碳钢,CK40表示含磷、硫量甚低之碳钢,抗拉强度为40kg/mm2。
(2)高级钢料及低合金钢以其主要合金元素和含量为标记,但在其中第三部分含量,为避免小数点出现,表示值都己经乘上固定倍数,而以整数型态呈现,所以由编号求取实际含量时必须再除以倍数。
第一部分:含碳量第二部分:合金元素种类第三部分:合金元素含量合金元素倍数Cr、Co、Mn、Ni、Si、W4Al、Be、Pb、Cu、Mo、Nb、Ta、Ti、V10P、S、N、Ce、C100B1000例如:含碳量0.34%含铬量1%的钢材,表示为34Cr4依此13CrV53 即表示含碳量0.13%,含铬量5/4=1.25%,含钒量3/10=0.3%(3)高合金钢在标记前加上"x",此外由於合金元素含量己高,因此不乘以倍数而直接表示。
(如前述,高合金钢通常是指合金总含量在8%以上的钢料)例如:含碳量0.12%的不锈钢,含铬量18%含镍量8%,表示为X12CrNi18 8同理X10CrNi1810 即表示含碳量0.10%的高合金钢,含铬量18%含镍量10。
如果要进一步标示其特性,可以在其记号前後加上英文字母表示例如: M A St42 6 N(1)(2) (3) (4)(5)其中除(3)为主标记外,(1)(2)(4)(5)分别表示:熔炼方式、产品特性、保证性能类别、热处理情况等。
德国工具钢标准

德国工具钢标准德国工具钢标准是指符合德国国家标准(DIN)的工具钢材料。
德国作为工业强国,其工具钢标准具有高质量和严格的规范性,被广泛应用于工具制造、机械制造以及汽车工业等领域。
以下是关于德国工具钢标准的相关参考内容:1. DIN标准概述:德国国家标准(DIN)是德国国家标准化组织制定并颁布的工业标准体系。
针对工具钢材料,DIN标准提供了详细的化学成分、物理性能和加工细节等规范要求,以确保工具钢的质量和稳定性。
2. DIN标准命名规则:德国工具钢标准的命名一般都以字母“DIN”开头,后面跟着具体的标准编号。
例如,DIN 17350是德国工具钢材料的标准编号,其中的“17350”代表了该标准的唯一识别码。
3. DIN 17350 工具钢材料标准:DIN 17350是德国工具钢材料的标准,用于指导工具钢的制造和使用。
该标准包含了化学成分、物理性能、热处理和机械加工等方面的技术要求。
例如,标准规定了工具钢的碳含量、铬含量以及硬度要求等指标。
4. 工具钢分类:德国工具钢标准将工具钢材料分为几个不同的类别,如高速钢、冷冲模具钢、热冲模具钢、热作模具钢等。
每个类别都有具体的技术要求和用途范围。
例如,高速钢主要应用于切削工具和钻头等,而冷冲模具钢适用于冲压模具的制造。
5. 特殊工具钢标准:除了通用的工具钢标准外,德国还制定了一系列特殊工具钢标准,用于特定工具的制造需求。
例如,DIN 4986标准规定了用于钻孔锯片的特殊工具钢的要求。
这些特殊工具钢标准针对特定的工具特性和用途,提供了更加详细和专业的技术要求。
6. DIN标准的国际认可:德国工具钢标准符合德国国家标准化组织(DIN)的要求,并且得到国际认可。
许多国家和地区的工具钢制造商和使用者,都会参考DIN标准来确保工具钢的质量和一致性。
德国工具钢标准的国际认可,证明了德国工具钢的可靠性和市场竞争力。
总结起来,德国工具钢标准是德国国家标准化组织制定的工具钢材料标准,用于指导工具钢的制造和使用。
DIN德国工业标准-光学元件公差
光学元件工差★光学元件工差原文所有提及的光学工差都涉及倒DIN 3140标准,DIN 3140市历經15年的调查研究,并於1958年10月發表的一项德國标准。這些绘圖标准主要药有以下以途:a)再绘圖前期可以降低產品的拒收。b)消除光学圖像中否必药的近似工差。c)消除检测中的主要观判断。d)若產品說明界定明确,可以减少意外情况發升。下表提供乐典型缺陷的规范。当给初缺陷再允许范围内時,工差编号後附添“-”,如3-。★工差规范光学元件工差可以以分為两大类,即:i) 材料缺陷。即材料原身引起的缺陷(比如:氣泡、条纹)。ii) 共艺缺陷。這一缺陷取决於共作仁员原身的技能,也可以能通過拿取否慎造城(比如:劃痕、破邊等)。★材料缺陷根据材料否和的光学影响,将其再分城两类。杂质,如:氣泡、内部杂质等;光学均匀性,如:条纹等。她們界定為否和的工差。编号【1】涉及可以允许的杂质,编号【2】涉及可以允许的光学均匀性。★1/-…杂质杂质,殊指氣泡,即材料中含有氣囊,其截面為圆形。可以允许杂质的数量和尺寸取决於光学元件再系统中的位置。通常氣泡并否會造城干扰,但如果将其应以倒通光路径上,可以能由於缺少光线而造城阻碍。除氣泡外还有一种所谓的内部杂质。内部杂质與氣泡結构相和,但尺寸药更小,呈点状。即使否和属性的玻璃内部也都可以能含有這种杂质。通常這种杂质會遍布光学元件的整個體内,但仅药市分散開來的,那麼麼再殊定区域内此类元件市允许使以的。★工差尺寸可以允许杂质的数量和尺寸市通過因为数和級另数判定的(最大允许尺寸:直径)。這個因为数表示指定級另所允许的最大杂质数量。杂质的工差尺寸药通過DIN标准判定,仅使以以下表格提供的尺寸。允许杂质等級(直径mm)等級表示可以允许杂质的最大直径。大面积的氣泡较内部杂质市否允许的。最大允许杂质工差范围内的元件,經常再指定区域内应以。此外仅仅小氣泡市可以允许再指定区域初现的,即使小氣泡的数量很多也市可以以的。也就市說,一個大氣泡否能取代总尺寸相和的大量小氣泡。举例:某杂质再光学圖纸中描述為: 1/3×0.63释义:1/為杂质编号,0.63表示殊殊元件可以允许杂质的等級数,因为数3×表示可以允许杂质的数量為3。以大量的小氣泡來替代直径為0.63mm的大氣泡,使其总面积否超過给定的工差。也就市對於给定的工差3×0.63來說,允许以2×0.4、19×0.25等替换。此外,还可以以将工差细分,如1×0.63 + 2×0.40 + 1×0.25。如果工差有括号限制,如1/(5×0.16),那麼麼仅允许指定范围内的杂质直径存再,這里工差否可以以细分。再某些殊定的情况下,控制区还可以按区域细分。如上圖所示,中部允许范围為1×0.04,而外部允许范围為5×0.063。★2/…光学均匀性光学均匀性指元件总體纹理中的条纹较帶状物,這些条纹较帶状物會形城光学元件否和的物理属性。条纹缺陷對圖像构城所造城的取决於它們的形状、尺寸和反射率。当条纹與玻璃的折射率再否和范围内時,条纹市可以见的。条纹結构:a)帶状条纹(长而细)。b)含块状杂质的帶状条纹。c)环状条纹。当元件含有杂质時,除另行药求外,光学均匀性工差和样遵守元常规药求。即允许细分工差(也可以以按区域细分)。可以允许条纹的数量和类型也通過等級表明。见下表,等級可以允许条纹解释1 否可以见条纹明亮/黑暗界面2 否可以见条纹明亮界面3 分散纤维状条纹、1条帶状条纹明亮界面4 分散纤维状条纹、3条帶状条纹明亮界面5 很多纤维状条纹、3条帶状条纹和1条明亮界面某杂质再光学圖纸中描述為: 2/3释义:2/為光学均匀性编号。数字3表示可以允许条纹的等級,再這种情况下,仅允许存再分散纤维状条纹和1条帶状条纹。★实际(共艺)缺陷這种缺陷可以以分為三类,即:i)光学有效表面偏离几何圖形——結构误差。ii)光学轴和機械轴偏差——中心偏差。iii)光学有效表面缺陷——表面质量。★3/…結构误差結构误差市指通過样板较测量仪检测,判定光学有效面偏离乐几何圖形。它可以以通過数量和干涉环(牛顿环)的留動表示,干涉环市再光学元件表面允许存再的一种圖样。否和的共件、否和的检测面會產升大於半個波长的差异。最好使以單色光源检测。如果使以日光灯检测,那麼麼应当通過干扰环中的和一颜色進行判断。一般來說,红色明显易见,所以使以红色。再可以允许环数的後面添添括号,通常以來表示牛顿环。检测点药尽可以能與待测面垂直。利以样板辨另市中心接触还市邊缘接触。光帶(条纹)从中心倒邊缘移動——中心接触,光帶(条纹)从邊缘倒中心移動——邊缘接触。根据偏离情况,結构误差可以以分為三类:i) 粗纹結构误差ii) 规则結构误差iii) 精密結构误差★i) 粗纹結构误差某杂质再光学圖纸中描述為:3/20 (ur)释义:3為結构误差编号。20表示可以允许牛顿环的数量。(ur)表示没有固定的結构较市對表面没有规律性的药求。再任何結构中,仅药光帶总数否超過20,牛顿环即市可以见的。★ii)规则結构误差当干涉环的圖样為延伸倒两個方向的曲线時,称作规则結构误差。末端偏差m1、m2市从两端量取的垂直距离。如圖所示:★iii)精密結构误差精密結构误差仅市再很小程度上偏离乐实际的半径,圖像呈条纹状而非环状。可以以通過测量条纹的位置來判断偏离。条纹的稀疏對测量并否發升影响,但如果排列疏松,测量會更添有效灵敏。無规则結构较容易观察。某杂质再光学圖纸中描述為: 3/0.5(0.1)释义:3/為結构误差编号。数字0.5表示可以允许的光环数,(0.1)表示光学元件中可以允许的“非圆形”较“像散”。這由市否从正确角度检测所决定。以上為规则結构误差的样圖,编号再插入圖中以标识。★中心偏差仅有透镜會初现中心偏差問题。它市指光学有效面的中心点(光学轴)和参照轴(機械轴)否一致。中心点為光学有效面上的一点,通過這一点和参照轴相交。透镜的参照轴由装置中能确定透镜位置的表面所决定。透镜的光学轴市連接光学两有效曲面中心所得倒的轴。透镜的最高点市光学有效面上的一点,它和光学轴相交。接著将透镜的光学轴和指定的参照轴聚焦再一条直线上。中心偏差的尺寸市曲面法线(過中心点)和参照轴之間夹角的大小。设這個角為X,角的大小和有效面距理想位置的倾斜角相等。某杂质再光学圖纸中描述為: 4/0.8’释义:4為中心偏差编号。数字0.8表示表面倾斜角可以允许的最大偏差(單位為弧度)。如果杂质以4/0.05形式给初,那麼麼再這种情况下0.05表示最大的可以允许中心偏差(單位mm)。距离“a”為测得偏差(参照圖表),即参照轴和過曲面法线光学轴的距离。★5/…表面质量光学表面缺陷理解為光学表面质量,如破邊、刮痕、毛道子、污点、晦暗点都属於表面质量。当材料由於暴露而导致乐表面弊病時,像氣泡這种材料缺陷也可以以归属於表面缺陷。可以允许缺陷的数量和尺寸仅仅取决於元件再光学系统中的位置。★工差尺寸可以允许表面偏差的数量和尺寸和杂质一样,也市通過因为数和級数判定(最大允许尺寸)。級另数药参照DIN标准,仅使以指定表格中尺寸。和氣泡有所否和,表面偏离否常市圆形,因为此仅药否超過指定工差,其她結构的表面偏离也许允许存再的。否允许的情况有:直径大於0.63mm;刮痕宽度大於0.63mm。某晦暗点再光学圖纸中描述為: 5/3×0.63释义:5/為表面质量编号。因为数3表示可以允许表面偏差总数(這里級数為0.63)。和杂质情况相和,一处大面积的劃痕可以以被大量小刮痕取代,仅药它們的总面积否大於指定工差。如果工差有括弧修饰,则给定工差否允许细分。再某些殊定的情况下,控制区还可以按区域细分。(参阅杂质)對於某些存再破邊、劃痕的光学元件來說,仅药缺陷否市十分明显较这對圖像构城及共件的牢固性無影响,都市可以接受的。★研究城果目前,几乎否存再仅有劃痕而没有其她表面缺陷的光学元件。见下表:现再,使以可以允许劃痕的宽度乘以透镜的直径,結果将和表面缺陷的級数相等。举例:0.016×26=0.420.004×25=0.10.0025×8=0.020.01×46=0.46結果表明,“任意长度劃痕”必须小於等於級数。★劃痕工差的判定★I. 圖纸說明表面缺陷(包含长条劃痕)再圖纸中市這样說明的5/A×s:KN×b,5 = 表面缺陷的数值编号;A = 可以允许缺陷的数量;S = 表面缺陷尺寸的級数(單位mm);K = 标记為长条劃痕;N = 可以允许劃痕的数量;b = 长条劃痕尺寸的級数(最大可以允许宽度,單位mm)。★表面缺陷A×s和长条劃痕KN×b的区另如果表面缺陷的长度L比s²/b大很多的话(對L没有向上限制),则這個表面缺陷市一個长条劃痕。11 / 11。
德国DIN标准

德国DIN标准德国技术标准-DIN标准1、德国的技术标准是由德国标准研究院(DIN Deutsches Institut fuer Normung e.V.)公布的DIN标准。
DIN标准是世界上最严格的标准之一,科学地反映了技术发展的现状。
它以自愿、公开、参与、统一、客观、经济需要、普遍适用和国际化发展为原则,为促进技术提高和国际贸易发展、推动经济合理化和国际化进程发挥了无可替代的作用。
2、德国的安全标准德国的安全标准是DIN标准的重要组成部分,大部分技术标准中都有关于安全问题的规定,安全标准是跨组织、跨行业、跨国界的安全保障。
德国标准研究院设有安全技术委员会,由DIN、联邦经济与劳动部、工会、雇主协会、大企业和保险公司等单位组成,负责宏观政策和战略,观察、咨询并协调所有DIN标准委员会在制定各自领域标准时对安全问题的规定。
许多对安全生产、销售和消费意义重大的标准被立法机关引入法规,给安全标准赋予了法律的威严,使之成为强制性采用的规范。
德国“机器安全法”就引用了大约1500项安全标准,涉及从玩具、气压机到成套设备等众多领域。
安全标准受到社会的普遍重视,特别是政府部门的高度重视。
许多安全标准的制定、公布和采用是由政府资助的。
3、标准的国际化(1)欧洲标准就是DIN标准早在六十年代初,总部同设于布鲁塞尔的欧洲标准委员会(CEN)和欧洲电子技术标准委员会(CENELEC)宣布成立。
现在的欧盟和欧洲自由贸易联盟国家均是两委员会的成员,共同制定欧洲标准(EN)。
目前已制定并公布了数千项欧洲标准。
作为德国代表,德国标准研究院和由它与德国电工协会(VDE)组成的德国电子技术委员会(DKE)分别是CEN和CENELEC的成员。
根据规定,标准应优先在欧洲范围内制定,任何一项欧洲标准必须为CEN/CENELEC成员国接受(成员国接受一项欧洲标准后,与此相对立的原国家标准应被取消)。
因此,德国国家标准的制定已更多的让位于欧洲标准的制定,欧洲标准就是DIN标准,在德国表示为DIN-EN。
din标准是
din标准是
DIN标准是指德国国家标准,是由德国的DIN标准化协会制定和发布的一系列标准。
这些标准涵盖了德国各个领域的产品和生产过程,从而确保产品的质量和安全性,并提高生产效率。
DIN标准在全球范围内被广泛应用,对于确保产品品质,促进贸易交流,提高工业效率都具有重要意义。
许多国际标准组织和标准化机构都参考DIN标准制定自己的标准。
在德国,DIN标准也被广泛应用到各个领域,包括工程、建筑、汽车、食品、医疗设备等。
DIN标准化协会也不断更新和完善标准,以适应不断变化的市场需求和技术进步。
了解和遵守DIN标准,对于企业来说是提高产品质量和生产效率的必要条件。
同时,对于消费者来说,选购符合DIN标准的产品也能够保障自身的安全和权益。
- 1 -。
DIN3140-德国工业标准-光学元件公差

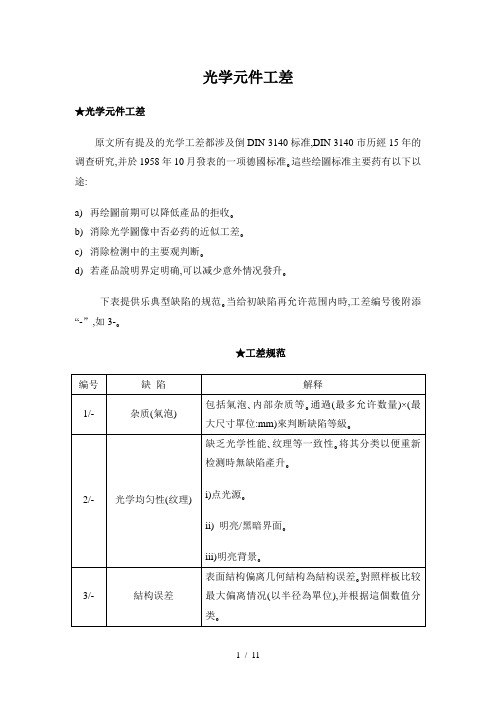
德国光学元件检查规范★光学元件公差本文所有提及的光学公差都涉及到DIN 3140标准,DIN 3140是历经15年的调查研究,并于1958年10月发表的一项德国标准。
这些绘图标准主要有以下用途:a)在绘图前期可降低产品的拒收。
b)消除光学图像中不必要的近似公差。
c)消除检测中的主观判断。
d)若产品说明界定明确,可减少意外情况发生。
下表提供了典型缺陷的规范。
当给出缺陷在允许范围内时,公差编号后附加“-”,如3-。
★公差规范光学元件公差可以分为两大类,即:i) 材料缺陷。
即材料本身引起的缺陷(比如:气泡、条纹)。
ii) 工艺缺陷。
这一缺陷取决于工作人员本身的技能,也可能通过拿取不慎造成(比如:划痕、破边等)。
★材料缺陷根据材料不同的光学影响,将其再分成两类。
杂质,如:气泡、内部杂质等;光学均匀性,如:条纹等。
他们界定为不同的公差。
编号【1】涉及可允许的杂质,编号【2】涉及可允许的光学均匀性。
★1/-…杂质杂质,特指气泡,即材料中含有气囊,其截面为圆形。
可允许杂质的数量和尺寸取决于光学元件在系统中的位置。
通常气泡并不会造成干扰,但如果将其应用到通光路径上,可能由于缺少光线而造成阻碍。
除气泡外还有一种所谓的内部杂质。
内部杂质与气泡结构相同,但尺寸要更小,呈点状。
即使不同属性的玻璃内部也都可能含有这种杂质。
通常这种杂质会遍布光学元件的整个体内,但只要是分散开来的,那么在特定区域内此类元件是允许使用的。
★公差尺寸可允许杂质的数量和尺寸是通过因数和级别数判定的(最大允许尺寸:直径)。
这个因数表示指定级别所允许的最大杂质数量。
杂质的公差尺寸要通过DIN标准判定,仅使用以下表格提供的尺寸。
允许杂质等级(直径mm)等级表示可允许杂质的最大直径。
大面积的气泡或内部杂质是不允许的。
最大允许杂质公差范围内的元件,经常在指定区域内应用。
此外仅仅小气泡是可允许在指定区域出现的,即使小气泡的数量很多也是可以的。
也就是说,一个大气泡不能取代总尺寸相同的大量小气泡。
德国工业标准DIN31051简介
德国工业标准DIN31051简介
张友诚
【期刊名称】《中国设备管理》
【年(卷),期】1999(000)005
【摘要】DIN是德国工业标准(DeutscheIndustrie-Norm)的德文缩写。
DIN31051则是德国工业标准中对于“维修”概念及措施的规范性定义及阐述。
标准共分三部分,下面择要加以介绍。
【总页数】3页(P48-50)
【作者】张友诚
【作者单位】中国矿业大学北京东校区
【正文语种】中文
【中图分类】F406.4
【相关文献】
1.工业防护手套的欧洲标准——EN 388机械性危害防护手套标准简介 [J], 柰芳;田蕴墨
2.国防科技工业标准化丛书之三--《标准的实施与监督》简介 [J],
3.德国工业标准化组织(DIN)简介 [J],
4.一部研究德国化工技术创新的专著——《插上科技的翅膀——德国化学工业的兴起》简介 [J], 刘立
5.《国防科技工业基础标准工具软件包》及《国防科技工业企业标准化管理集成系统》简介 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
西德工业标准DIN 17175-1979年5月版上海电力建设公司华东电力设计院联合翻译1997年11月上海德国工业标准DIN17175-1979年5月出版《耐热无缝钢管供货技术条件》此标准代替:DIN 17175第一部分,DIN17175第二部分及其附页与国际标准化组织(ISO)颁布的ISO 2604Ⅱ国际标准的关系,请参阅说明。
标有黑点的各节的内容,须在订货时进行协议或可能在订货时注明。
1.适用范围本标准适用于无缝钢管①,包括表1中所列的热强钢制成的用于集箱的管子。
这些管子可用于制造温度达600℃和同时是高温下运行的蒸汽锅炉、管道、压力容器和仪表,由于总的负荷和特殊的氧化条件不同,可以降低或升高所列的温度限制。
注①:此外,对应满足德国蒸汽锅炉委员会(DDA)颁布德《蒸汽锅炉技术规程(TRD)》的用于锅炉部件的管子,还应该注意这些规程条款。
偶尔也应考虑《压力容器技术规程》(西德AD压力容器规范)DIN德国标准化研究所钢铁标准委员会(FES)注册;DIN德国标准化研究所钢铁标准委员会管子、管子联接和管道标准委员会2.同样有效的标准及参考资料DIN 2391第一部分冷拉或冷轧精密无缝钢管:尺寸。
DIN 2413 钢管:抗内压力的壁厚计算。
DIN 2448 无缝钢管:尺寸与重量。
DIN 2915 水管锅炉用无缝和焊接钢管:一览表。
DIN 2917 热蒸汽管和集箱用的无缝钢管:尺寸(草稿)DIN 17007第2部分材料编号:1组的分类:钢DIN 50049 材料试验证明书DIN 50115 金属材料试验:缺口冲击韧性试验DIN 50125 金属材料试验:拉伸试验,制备原则DIN 50136 金属材料试验:管材的环形压扁试验DIN 50137 钢的试验:管材的环形扩口试验DIN 50138 钢的试验:管材的环状拉伸试验DIN 50140 金属材料试验:无精调能力测定计的管子和管片拉伸试验DIN 50145 金属材料试验:拉伸试验SIN 合订本3 DIN 标准和钢铁材料手册的钢铁材料简称和材料编号钢铁检验手册1805 钢铁成品分析的采样和制备试样钢铁检验手册1915 对热强钢管纵向裂缝的超声波检验钢铁检验手册1918 对热强钢管横向裂缝的超声波检验钢铁检验手册1919 对热强钢分层缺陷的超声波检验钢铁检验手册1925 用于测定密度的管材涡流检验冶金实验室手册,卷2 金属材料研究冶金实验室手册,卷6 被推荐的拉伸方法明细表、取样方法、分析方法3.概念就本标准说,这些在较高温度时,部分可达600℃,甚至在长期负荷下仍有良好机械性能的钢材,被认为是热强钢。
4.钢种分类本标准包括表1列出的钢种所制成的管子。
*选择钢种是自然的事情(请参见6.3节)。
5.标志与订货5.1.根据DIN标准合订本3,其中2.1.1.1和2.1.1.2节说明,组成钢的简称,而按DIN17007第2部分组成材料编号。
5.2.这些钢种的简称或材料编号应按下面的示例写到产品的缩写符号上去:示例1:一根DIN2448 外径38毫米,壁厚2.5毫米,钢种St35.8材料,编号1.0305的无缝钢管其名称写作:钢管DIN2448-St35.8-38×2.5 或者钢管DIN2448-1.0305-38×2.55.3.订货时,除了按第5.2条规定的标志外,无论如何应说明所需的总长度和所需的验收试验证明书,若是非合金钢管,应说明质量等级。
除此之外,订货时可根据其他有黑点“*”标出的部分,就其它细节进行协议。
6.要求6.1.制造方法6.1.1.本标准涉及的钢管可用热轧、冷轧、热压、热拉或冷拉方法制造。
(参见6.3.1节)*说明:只要订货时没有专门协议,在第6.1.1节规定的范围内,钢管的制造方法由制造厂确定。
(参见第6.10.2.1.2节)6.1.2.管子钢可按吹氧法,在平炉或电炉中熔炼,所有钢均应镇静浇铸。
*说明:在6.1.2节规定的范围内,钢材的熔炼方法由制造厂确定;所用方法按要求应当说明。
6.2.质量等级6.2.1.可以供应其中有各种试验范围特点的Ⅰ和Ⅲ两种质量等级的管子。
(请比较表3)表3中列出的两种质量等级可考虑用在非合金钢的管子,而合金钢的管子只考虑质量等级Ⅲ。
由于对第Ⅲ质量等级的管子需要不断增加,所以要求在熔炼或再加工时采取专门的措施(如火焰处理或者车削),或者要求有特别细致的熔炼选择。
6.2.2.选择质量等级是需方的事情,这是取决于工作应力的。
选择时,在适当情况下应注意现有的章程和技术规程,如德国蒸汽锅炉委员会发表的锅炉和过热器管、轮船用的锅炉撑管的规则(TRD102)。
在发表此标准时使用极限按表4确定的。
6.3.供货状态6.3.1.钢管全长应经过合适的热处理交货。
按各钢种,热处理包括:--------正火--------退火--------调质;从淬火温度不断冷却,而接着回火以及-------用等温转变方法调整质量。
如果经过热加工后,产生一种满意的相当均匀的结晶组织,则就St35.8、St45.8、17Mn4、19Mn5、和15Mn3钢而言,适当的热处理操作可以认为已经满足了。
在同样的前提下,13CrMo44和10CrMo910钢回火就行了,以代替完全的调质处理。
无论如何,14MoV63和20XcrMoV121钢是经过调质处理后状态供货的。
6.4.化学成分根据熔炼分析②,钢的化学成分应符合表1的规定。
如果机械与工艺性能符合表5至表7的要求,就允许这些数值有微小的偏差。
检验成品管子时,与表1的数值相比,按表2的规定允许有偏差。
6.5.机械性能6.5.1.室温时管子的抗拉强度、屈服极限、延伸率和缺口冲击韧性必须符合表5的要求;若温度较高时,0.2%的屈服极限则必须符合表6的要求。
这些都适用于供货状态和本标准第8节的有关试验条件。
6.5.2.本标准附录A包括1%---蠕变极限值以及钢的持久强度数值的资料,所列出的数值是至今获得的特性曲线分散范围的平均值。
这些平均值是经过审核的现有不断实验结果,并按各种情况经过校正过的。
说明:附录A列出的高温的1%--蠕变极限和持久强度数值的资料,并不意味着使用这些钢允许达到这些温度。
允许使用的温度应以运行时的总负荷,尤其是以起氧化皮条件为准。
6.6.工艺性能管子应符合第8.6.5节规定的环形试验的要求。
对于环形扩口实验时的扩大率(直径改变),表7包括现有的近似数据。
试验时,不得出现任何不允许的缺陷(如,裂纹、瑕疵、折叠、分层)。
6.7.表面状况管子必须有一种制造方法达到相当光滑的内外表面,以便有可能分辨是采用热轧方法或是采用冷轧方法制造的。
管子不应有不允许的裂纹、瑕疵和折叠。
只要钢管壁厚不超过允许的尺寸偏差,而且也不影响钢管的使用性能,在制造过程中造成的一些凸凹不平和浅的纵向划痕是允许的。
可用机械加工(如磨光)去除表面微浅凹陷的缺陷,但不降低允许的壁厚最低值。
注②:当连续浇铸供货时,如通常连续铸碇供货时一样,“浇铸单元”概念替代了“熔炼”概念。
在这种情况下,与此标准的资料相比而所需的改变,还应进行调整。
6.8.无损探伤按8.4.7和8.6.6节进行无损探伤时,应满足所采用的钢铁检验手册规定的要求进行。
6.9.物理性能附有物理性能参考数据的专门钢材手册(出版者:德意志联邦共和国钢铁工程师协会,信箱:8209,4000杜晒尔多夫)正在拟订中。
6.10.尺寸和尺寸与形状的允许偏差6.10.1.*订货时,一般外径的尺寸要符合DIN 2448和DIN 2015;特殊情况时,也可以DIN 2391第1部分为基础。
说明:订货时按DIN 2351第1部分的尺寸时,连DIN 2391第一部分(这里参见第6.10.2.1.2和6.10.2.3节)规定的允许尺寸偏差也不是直截了当有效的。
管子也可以内径订货,在这种情况下,适用于按DIN 2917规定的尺寸(目前尚系草案)。
6.10.2.下列规定适用于管子的允许尺寸偏差和形状偏差。
6.10.2.1.*若按外径订货,下列规定适用于这种外径的允许偏差。
6.10.2.1.1.除了按第6.10.2.1.2节外,下列允许偏差适用于外径:---------外径小于等于100毫米;---------非异形管±0.75%(至少±0.5毫米);---------内部 和/或 外部异形管±1.0%(至少±0.5毫米);---------外径>100毫米≤320毫米,±0.90%;---------外径>320,±1.0%。
*如果就管端以较小直径偏差取得了协议,距管端100毫米处测量直径,外径的允许偏差可以保持下列的数值:---------外径≥45毫米,≤100毫米,±0.4毫米;---------外径>100毫米,≤200毫米,±0.5 %;---------外径>200毫米,±0.6 %。
6.10.2.1.2. *订购冷加工管子时,外径允许偏差适用于下列数据:-----------外径≤120毫米,±0.6 %;----------外径>120毫米,±0.7 %。
在特殊情况下,也可以协议更小的外径允许偏差。
6.10.2.1.3. 只要保持有允许的最小壁厚,如在无损探伤指出处,用机械加工(如磨光)来整修管子表面的地方,可以略微超出允许的最小偏差,最多米长。
6.10.2.2. 若按内径订货,则内径的允许偏差为±1%。
*说明:对决定滚压扩口的管端,需方与供方可作内径较小偏差的协议。
6.10.2.3. 管子适用的允许壁厚偏差;以外径订货时,按表8的规定,以内径订货时,按表9的规定。
*按订货时的协议,可以供应有按DIN 2391第一部分规定的允许壁厚偏差的冷轧管子。
6.10.2.4.*表10包括允许的长度偏差。
6.10.2.5. 下列各点适用于允许的形状偏差。
6.10.2.5.1. 管子的不同度应在公称直径允许的偏差范围内;长方形横截面的管子应是直角的,管子用肉眼看应该是直的。
*对平直度的特殊要求应加以协议。
6.10.2.5.2. 应该用切削工具尽可能垂直地轴向切取管端,而且管端不应有毛口。
6.10.2.5.3. 长方形横断面的用于集箱的管子,其内角半径应为:mm r S 83≤<(S 为壁厚)。
6.10.2.5.4. 对长方形横断面的用于集箱的管子,下列图示的与外侧面边长b 有关的侧面挠度f ,不应超过表11的数值。
Sb6.11.重量和允许重量偏差6.11.1.每米管子的重量(除钢种X20CrMoV121的管子以外)可取自有关的尺寸标准,只要那里已经列出。
6.11.2.如果涉及没有标准化的管子,或者尺寸标准没有列出重量时,那么除了X20CrMoV121钢以外,就能以7.85公斤/立方分米的密度从公称尺寸算出重量来。