19焊接型深孔钻头结构设计与受力分析
钻头钻柱及井口工具
钻头、钻柱及井口工具第一节刮刀钻头 (1)第二节牙轮钻头 (2)第三节金刚石钻头 (9)第四节 PDC 钻头 (12)第五节钻柱及其受力情况 (16)第六节钻柱的损坏及合理使用 (17)第七节井口工具 (19)钻头是破碎岩石形成井眼的主要工具,可根据其结构、功用及原理进行分类,现场常用的钻头有刮刀钻头、牙轮钻头、金刚石钻头、PDC钻头等。
第一节刮刀钻头刮刀钻头是旋转钻井法中最早使用的钻头,它的结构简单,制造方便,在泥岩、疏松的砂岩、泥质砂岩、页岩等低硬度、高塑性地层中钻进,可得到较高的机械钻速和钻头进尺,并且各油田均能自己设计和制造。
刮刀钻头按刀片的数量不同可分为两翼刮刀钻头、三翼刮刀钻头、四翼刮刀钻头等。
最常用的是三翼刮刀钻头。
由于刮刀钻头需要扭拒大,容易扭断钻具目前已经很少使用。
2、 巴掌第二节牙轮钻头牙轮钻头是石油钻井中使用最广泛的钻头。
这是由于牙轮钻头旋转时具有冲 击、压碎和剪切破碎岩石的作用,牙齿与井底的接触面积小,比压高、工作扭矩 小、工作刃总长度大等。
因而使牙轮钻头能适用于多种性质的岩石,成为使用最 广泛的钻头。
牙轮钻头可按牙轮数目的多少分为单牙轮钻头, 双牙轮钻头、三牙轮钻头和 多牙轮钻头等。
目前普遍使用的是三牙轮钻头。
、三牙轮钻头的结构三牙轮钻头可分为五个部分,即钻头体、巴掌、牙轮、轴承和水眼。
密封喷 射式钻头除上述基本部分外,还有储油补偿系统。
1、钻头体钻头体上部车有丝扣用于连接钻柱,下部带有巴掌。
钻头体上镶装喷嘴。
牙 轮钻头可分为有体式和无体式两类。
钻头体与巴掌分别制造,然后将巴掌焊接在 钻头体下侧的叫做有体式钻头,这种钻头的上部丝扣均为母扣;巴掌与三分之一 钻头体做为一体,然后将三部分合焊在一起的叫做无体式钻头, 无体式钻头均为 公扣。
巴掌与牙轮轴相连,上面有轴颈,用于支承牙轮。
3•牙轮牙轮是一个外面带有牙齿,内腔加工成与轴颈相对应的滚动体跑道 (或滑动 磨擦面)的锥体,分单锥与复锥两种结构,如图 5-5所示。
钻柱受力分析
❖ 方钻杆旋转时,上端始终处于转盘面以上, 下部则处在转盘面以下。方钻杆上端至水龙头 的连接部位的丝扣均为左旋丝扣(反扣),以防 止方钻杆转动时卸扣。方钻杆下端至钻头的所 有连接丝扣均为右旋转扣(正扣),在方钻杆带 动钻柱旋转时,丝扣越上越紧。为减轻方钻杆 下部接头丝扣(经常拆卸部位)的磨损,常在该 部位装保护接头。加上两端方保接头,全长 14~15米。
钻井工程
复习旧课:1、钻头的类型 2、金刚石钻头与 PDC钻头的 组成及区别; 3、 钻头的工作原理。
导入新课:钻头是破碎岩石的主要工具,需 要一定的钻压和转速,钻压和转速是由谁 产生和传递的呢?
第二章 钻柱
一、钻柱的作用与组成 二、钻柱的工作 状态与受力分析 三、钻柱设计
四、本章需要10学时
第二章 钻 柱 §2-1 钻柱的作用与组成
❖ (2)公转。
❖ 钻柱像一个刚体,围绕着井眼轴线旋转并沿着井壁滑动。钻 柱公转时,不受交变弯曲应力的作用,但产生不均匀的单向 磨损(偏磨),从而加快了钻柱的磨损和破坏。
第二章 钻 柱 §2-1 钻柱工作状态及受力分析
(3)公转与自转的结合 钻柱围绕井眼轴线旋转,同时围绕自身轴线转动,即
不是沿着井壁滑动而是滚动。在这种情况下,钻柱磨损均匀 ,但受交变应力的作用,循环次数比自转时低得多。 比较简单。 (4) 纵向振动—钻头振动引起,产生交变应力。
一、钻柱的作用
概念:钻柱是钻头以上,水龙头以下各部分的管柱 的总称。它包括方钻杆、钻杆、钻挺、 各种接头、及 稳定器等井下工具。 (一)、钻柱在钻井过程中的主要作用
1、为钻井液由井口流向钻头提供通道; 2、给钻头施加适当的压力(钻压),使钻头的工作刃 不断吃入岩石; 3、把地面动力(扭矩等)传递给钻头,使钻头不断旋 转破碎岩石; 4、起下钻头; 5、根据钻柱的长度计算井深。
钻柱工作状态及受力分析
钻柱工作状态及受力分析一、钻柱的工作状态在钻井过程中,钻柱主要是在起下钻和正常钻进这两种条件下工作。
在起下钻时,整个钻柱被悬挂起来,在自重力的作用下,钻柱处于受拉伸的直线稳定状态。
实际上,井眼并非是完全竖直的,钻柱将随井眼倾斜和弯曲。
在正常钻进时,部分钻柱(主要是钻铤)的重力作为钻压施加在钻头上,使得上部钻柱受拉伸而下部钻柱受压缩。
在钻压小和直井条大钻压,则会出现钻柱的第一次弯曲或更多次弯曲(图1)。
目前,旋转钻井所用钻压一般都超过了常用钻铤的临界压力值,如果不采取措施,下部钻柱将不可避免地发生弯曲。
在转盘钻井中,整个钻柱处于不停旋转的状态,作用在钻柱上的力,除拉力和压力外,还有由于旋转产生的离心力。
离心力的作用有可能加剧下部钻柱的弯曲变形。
钻柱上部的受拉伸部分,由于离心力的作用也可能呈现弯曲状态。
在钻进过程中,通过钻柱将转盘扭矩传送给钻头。
在扭矩的作用下,钻柱不可能呈平面弯曲状态,而是呈空间螺旋形弯曲状态。
根据井下钻柱的实际磨损情况和工作情况来分析,钻柱在井眼内的旋转运动形式可能是自转,钻柱像一根柔性轴,围绕自身轴线旋转;也可能是公转,钻柱像一个刚体,围绕着井眼轴线旋转并沿着井壁滑动;或者是公转与自转的结合及整个钻柱或部分钻柱做无规则的旋转摆动。
从理论上讲,如果钻柱的刚度在各个方向上是均匀一致的,那么钻柱是哪种运动形式取决于外界阻力(如钻井液阻力、井壁摩擦力等)的大小,但总以消耗能量最小的运动形式出现。
因此,一般认为弯曲钻柱旋转的主要形式是自转,但也可能产生公转或两种运动形式的结合,既有自转,也有公转。
在钻柱自转的情况下,离心力的总和等于零,对钻柱弯曲没有影响。
这样,钻柱弯曲就可以简化成不旋转钻柱弯曲的问题。
在井下动力钻井时,钻头破碎岩石的旋转扭矩来自井下动力钻具,其上部钻柱一般是不旋转的,故不存在离心力的作用。
另外,可用水力荷载给钻头加压,这就使得钻柱受力情况变得比较简单。
二、钻柱的受力分析钻柱在井下受到多种荷载(轴向拉力及压力、扭矩、弯曲力矩)作用,在不同的工作状态下,不同部位的钻柱的受力的情况是不同的。
钻柱分析
钻柱一、钻柱的作用与组成二、钻柱的工作状态与受力分析三、钻柱设计一、钻柱的组成与功用(一)钻柱的组成钻柱(Drilling String)是钻头以上,水龙头以下部分的钢管柱的总称.它包括方钻杆(Square Kelly)、钻杆(Drill Pipe)、钻挺(Drill Collar)、各种接头(Joint)及稳定器(Stabilizer)等井下工具。
(二)钻柱的功用(1)提供钻井液流动通道;(2)给钻头提供钻压;(3)传递扭矩;(4)起下钻头;(5)计量井深。
(6)观察和了解井下情况(钻头工作情况、井眼状况、地层情况);(7)进行其它特殊作业(取芯、挤水泥、打捞等);(8)钻杆测试 ( Drill-Stem Testing),又称中途测试。
1. 钻杆(1)作用:传递扭矩和输送钻井液,延长钻柱。
(2)结构:管体+接头(3)规范:壁厚:9 ~ 11mm外径:长度:根据美国石油学会(American Petroleum Institute,简称API)的规定,钻杆按长度分为三类:第一类 5.486~ 6.706米(18~22英尺);第二类 8.230~ 9.144米(27~30英尺);第三类 11.582~13.716米(38~45英尺)。
常用钻杆规范(内径、外径、壁厚、线密度等)见表2-12•丝扣连接条件:尺寸相等,丝扣类型相同,公母扣相匹配。
•钻杆接头特点:壁厚较大,外径较大,强度较高。
•钻杆接头类型:内平(IF)、贯眼(FH)、正规(REG); NC系列•内平式:主要用于外加厚钻杆。
特点是钻杆通体内径相同,钻井液流动阻力小;但外径较大,容易磨损。
贯眼式:主要用于内加厚钻杆。
其特点是钻杆有两个内径,钻井液流动阻力大于内平式,但其外径小于内平式。
正规式:主要用于内加厚钻杆及钻头、打捞工具。
其特点是接头内径<加厚处内径<管体内径,钻井液流动阻力大,但外径最小,强度较大。
三种类型接头均采用V型螺纹,但扣型、扣距、锥度及尺寸等都有很大的差别。
钻孔结构设计分析
基 本 要 求
1 .人员组织。测量队、工农科 ( 公司工农科 联系甲方、地方人员 ) 、技术科、调度室, 落实交通工具(选择里程表完好的车辆)约 定集合时间、地点。 2.携带用品:记录表格、草图纸、笔、比例 较小的地形图、罗盘、 50m 圈尺、短把铁 锨、 3m 长绝缘拉杆式吊鱼杆 ( 测量沿途线 路、桥涵高度用 ) ,钻机平面图、营房布 置平面图。
200 250 300 350 400
È ¶
È ¶
È ¶
È ¶
È ¶
î ×É ê ¿ ×
î ×É ê ¿ ×
î ×É × ê ¿
î ×É ê ¿ ×
î ×É ê ¿ ×
300
400
750 800 850 900
当地历史上钻孔孔斜的情况
500
450
950
î ×É ê ¿ ×
È ¶
钻 前 工 程
钻前工程工作包括:钻场布置、修筑地盘和 地基、安装基台本、安装钻探设备、布置冲 洗液循环系统、验收、开孔等。
浅槽地基
卧枕地基
钻前工程的重要性
实地踏勘、测量、确定井位是钻井行业的基 础工作,是否合理,采集的数据、资料是否齐全准 确,如部队战前侦察敌情同等重要,关系到洽谈合 同、前期准备、领导决策,是关系到整个工程项目 的成败、盈亏的先决条件。因此,特做以下十个方 面的要求,望承担该项工作的部门、人员严格执行, 认真对待。扩大采集项目数据资料范围,满足下步 工作需要。
基 本 要 求
4.道路确定。井位确定后,对沿途路线、高
压电线、通讯等沿线线路和桥涵做现场调 研,做出是否能保证拉运设备的车辆安全 通过的结论,如有电线低、桥涵负荷不了 的情况,现场确定升线改路等可行性方案。 用车辆里程表测定各段的里程,绘制路线 图做出里程标识和拐弯标识。
钻具的受力分析
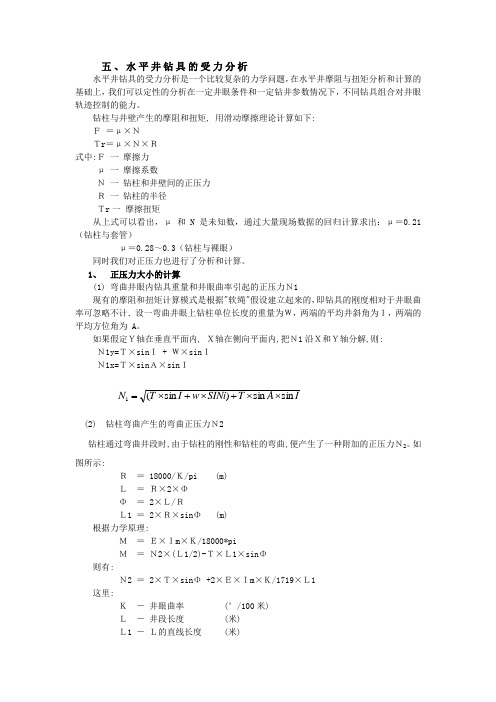
五、水平井钻具的受力分析水平井钻具的受力分析是一个比较复杂的力学问题,在水平井摩阻与扭矩分析和计算的基础上,我们可以定性的分析在一定井眼条件和一定钻井参数情况下,不同钻具组合对井眼轨迹控制的能力。
钻柱与井壁产生的摩阻和扭矩, 用滑动摩擦理论计算如下:F =μ×NTr =μ×N×R式中:F 一 摩擦力μ 一 摩擦系数N 一 钻柱和井壁间的正压力R 一 钻柱的半径Tr 一 摩擦扭矩从上式可以看出,μ 和 N 是未知数,通过大量现场数据的回归计算求出:μ=0.21(钻柱与套管)μ=0.28~0.3(钻柱与裸眼)同时我们对正压力也进行了分析和计算。
1、 正压力大小的计算(1) 弯曲井眼内钻具重量和井眼曲率引起的正压力N1现有的摩阻和扭矩计算模式是根据"软绳"假设建立起来的,即钻具的刚度相对于井眼曲率可忽略不计.设一弯曲井眼上钻柱单位长度的重量为W,两端的平均井斜角为I,两端的平均方位角为 A 。
如果假定Y轴在垂直平面内,•X轴在侧向平面内,把N1沿X和Y轴分解,则: N1y=T×sin I + W×sin IN1x=T×sin A×sin I(2) 钻柱弯曲产生的弯曲正压力N2钻柱通过弯曲井段时,由于钻柱的刚性和钻柱的弯曲,便产生了一种附加的正压力N2。
如图所示:R = 18000/K/pi (m)L = R×2×ΦΦ = 2×L/RL1 = 2×R×sin Φ (m)根据力学原理:M = E×Im ×K/18000*piM = N2×(L1/2)-T×L1×sin Φ则有:N2 = 2×T×sin Φ +2×E×Im ×K/1719×L1这里:K - 井眼曲率 (°/100米)L - 井段长度 (米)L1 - L的直线长度 (米)IA T SINi w I T N sin sin )sin (1⨯⨯+⨯+⨯=N2 -附加正压力 (KN)E-弹性模量 (KN/m)Im -截面惯性矩 (m^4)2、摩擦系数的确定在设计一口水平井时,我们可以利用邻井摩擦系数来预算摩阻和扭矩。
钻具的受力分析
五、水平井钻具的受力分析水平井钻具的受力分析是一个比较复杂的力学问题,在水平井摩阻与扭矩分析和计算的基础上,我们可以定性的分析在一定井眼条件和一定钻井参数情况下,不同钻具组合对井眼轨迹控制的能力。
钻柱与井壁产生的摩阻和扭矩, 用滑动摩擦理论计算如下:F =μ×NTr =μ×N×R式中:F 一 摩擦力μ 一 摩擦系数N 一 钻柱和井壁间的正压力R 一 钻柱的半径Tr 一 摩擦扭矩从上式可以看出,μ 和 N 是未知数,通过大量现场数据的回归计算求出:μ=0.21(钻柱与套管)μ=0.28~0.3(钻柱与裸眼)同时我们对正压力也进行了分析和计算。
1、 正压力大小的计算(1) 弯曲井眼内钻具重量和井眼曲率引起的正压力N1现有的摩阻和扭矩计算模式是根据"软绳"假设建立起来的,即钻具的刚度相对于井眼曲率可忽略不计.设一弯曲井眼上钻柱单位长度的重量为W,两端的平均井斜角为I,两端的平均方位角为 A 。
如果假定Y轴在垂直平面内,•X轴在侧向平面内,把N1沿X和Y轴分解,则: N1y=T×sin I + W×sin IN1x=T×sin A×sin I(2) 钻柱弯曲产生的弯曲正压力N2钻柱通过弯曲井段时,由于钻柱的刚性和钻柱的弯曲,便产生了一种附加的正压力N2。
如图所示:R = 18000/K/pi (m)L = R×2×ΦΦ = 2×L/RL1 = 2×R×sin Φ (m)根据力学原理:M = E×Im ×K/18000*piM = N2×(L1/2)-T×L1×sin Φ则有:N2 = 2×T×sin Φ +2×E×Im ×K/1719×L1这里:K - 井眼曲率 (°/100米)L - 井段长度 (米)L1 - L的直线长度 (米)IA T SINi w I T N sin sin )sin (1⨯⨯+⨯+⨯=N2 -附加正压力 (KN)E-弹性模量 (KN/m)Im -截面惯性矩 (m^4)2、摩擦系数的确定在设计一口水平井时,我们可以利用邻井摩擦系数来预算摩阻和扭矩。
深孔钻的设计与研究
内折线刃还增大了中心齿的散热体积和钻尖强度.
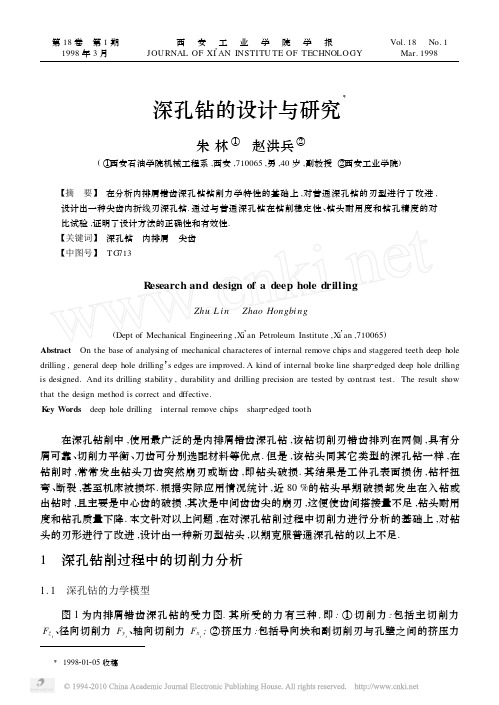
改中间齿为尖齿 为了提高钻削稳定性 ,我们将中间齿设计为尖齿 , 见图 4. 切削时 , 中间
齿在孔底形成环形凸筋 ,与内折线刃在孔底形成的反锥 (见图 5) 同时起到定心 、稳定钻削的作
用.
图 4 尖齿内折线刃深孔钻 图 5 孔底的形状
230
0. 03
230
0. 08
230
0. 15
85. 9 8ห้องสมุดไป่ตู้. 5 78. 3
84. 3 76. 7 78. 6
图 6 瞬间轴向力变化曲线 图 7 钻杆振幅对比曲线
3. 3 试验结果分析 (1) 由表 1 可以看出 ,随着进给量的增加 ,两种钻头的轴向力和扭矩相应增大 ,但尖齿内折
第 18 卷 第 1 期 西 安 工 业 学 院 学 报 Vol. 18 No. 1 1998 年 3 月 J OU RNAL OF XIπAN INSTITU TE OF TECHNOLO GY Mar. 1998
深孔钻的设计与研究 Ξ
第 1 期 朱 林 赵红兵 :深 孔 钻 的 设 计 与 研 究 55
有外齿和部分中间齿在切除残余部分 ,因而形成“切削 帽”. 此时能量瞬时释放 ,切削扭矩突降并趋于零 ,见图 中 D~ E 段.
由此可知 ,钻头的入钻使切削扭矩骤然产生 , 钻头 的出钻又使切削扭矩骤然消失. 可见 , 扭矩的突变是造 成钻头破损的主要因素. 这种大幅度的扭矩变化必然影 响工件加工质量和钻头耐用度.
1 深孔钻削过程中的切削力分析
1. 1 深孔钻的力学模型 图 1 为内排屑错齿深孔钻的受力图. 其所受的力有三种 , 即 : ① 切削力 :包括主切削力
Fzi 、径向切削力 Fyi 、轴向切削力 Fxi ; ②挤压力 :包括导向块和副切削刃与孔壁之间的挤压力
深孔钻说明书
内容摘要深孔钻是加工深孔的专用设备。
钻深孔时为保证加工质量、提高工效,加工中钻头的冷却和定时排屑是需要解决的主要问题。
深孔钻组合机床是进行深孔加工的专用设备。
加工质量和工作效率是衡量深孔加工性能的两个指标。
好的加工设备不仅加工出来的产品质量很高,并且加工效率也很高。
但是钻头的冷却和排屑深深地影响着深孔加工的性能,为了使深孔加工能正常进行,进而生产出高质量的产品,必须想出可行的办法很好地解决这两个问题。
即使在机械加工中,深孔钻都是一项比较难的工艺,因为它不仅对设备的转速、进给等性能要求极高,而且对钻头的要求业极高,只有高性能的设备才能非常完美的完成深孔加工这项工艺传统的控制方案是采用继电器-接触器控制与液压控制相结合的方法,进给次数多,且有快进、快退、工进等多种进给速度的变换,控制系统较复杂,大量的硬件系统接线使系统的可靠性降低,也间接的降低了设备的工作效率,影响了设备的加工质量。
采用可编程控制器PLC控制,可大大的减少系统的硬件接线,提高了工作可靠性。
而且在加工工艺改变时,只需要修改程序,就可适应新的加工要求,大大的提高了工作效率。
关键词:深孔钻;继电器-接触器控制;PLC控制目录第 1 章引言 (1)1.1深孔钻技术的发展状况 (1)1.2深孔钻组合机床的控制系统 (1)第 2 章继电接触器控制方案设计 (3)2.1 电气原理图设计 (3)2.1.1 主电路设计 (3)2.1.2 控制电路设计 (4)2.2 电器元器件选型 (5)第 3 章PLC控制方案设计 (8)3.1 PLC控制系统硬件电路设计 (8)3.1.1 主电路的设计 (8)3.1.2 确定PLC的选择类型 (8)3.1.3 I/O点的分配与编号 (9)3.1.4 PLC I/O接线图设计 (10)3.2 PLC控制系统软件程序设计 (10)3.2.1 顺序功能图的绘制 (10)3.2.2 控制程序编制 (11)3.2.3 控制程序调试 (15)结论 (16)设计总结 (17)谢辞 (18)附录 (19)参考文献 (21)第 1 章引言1.1深孔钻技术的发展状况在机械制造业中,人们一般把那些孔的深度对孔的直径的比值大于五的圆柱形的孔叫做深孔,而孔深与孔径的比值被人们称为“长径比”。
浅析潜孔钻头

浅析潜孔钻头设计一、钻头的受力分析(一)潜孔钻工作原理潜孔钻工作时,推进调压机构使钻具连续推进,并使转头始终与孔底岩石接触。
回转机构使钻具连续回转。
同时,装在钻杆前端的冲击器在气压的作用下,其活塞不断冲击钻头,钻头获得冲击后获得能量,潜入孔底,产生使岩石受挤压的冲击力。
钻具回转避免了钻头重复打击在相同的凿痕上,并产生了对孔底岩石起刮削作用的剪切力,在冲击器活塞冲击力和回转机构的剪切力作用下,岩石不断被压碎和剪碎。
气压由气接头进入,经由中空钻杆直达孔底,把剪碎后的岩渣,从转杆与孔壁之间的得环形空间吹到孔外,从而形成炮孔。
(二)潜孔钻受力分析通过对潜孔钻工作原理的分析得出潜孔钻头在工作时主要受力如下:1.潜孔钻机的输出转矩:M=7000 N·m2. 潜孔钻机的推力:F推=80 KN3.冲击器产生的冲击力:F冲=E/S=520J/8㎜=65 K·N式中:E为冲击器输出的冲击功S为一次冲击钻头轴向压入深度受力简图三、钻头的有限元分析(一)模型受力状态设定1.当钻头在冲力的作用下前端的合金柱先与岩石接触,故将冲击力设定作用在钻头的前两个截面上的合金柱孔底面。
2. 潜孔钻机的推力是保证钻头始终与岩石接触。
故将推力作用在所有合金柱孔底面。
3.转矩是钻机通过冲击器作用在钻头的花键上。
4. 因为钻头前端的合金柱在冲击力的作用下打入岩石部分产成了固定,所以约束点设在钻头前端距中心最近的三个合金柱孔的内圆周面上。
5.在合金柱与钻头本体的过盈配合存在着很大的内应力,故将内应力作用在所有合金柱孔的内圆柱面上(假设压入产生的内应力为200MPa)。
模型设定简图(二)在同样作用力下对三种钻头的应力分布与变形有限元分析1.四翼钻头在没有考虑内应力时钻头的应力分布情况:四翼钻头在没有考虑内应力时钻头的应力的最大值为336.79Mpa,作用在前端的三个合金柱孔上。
2.四翼钻头在没有考虑内应力时钻头的变形情况:四翼钻头在没有考虑内应力时钻头变形量的最大值为0.178㎜,作用在小端,钻头的大端的最大变形量为0.11119mm。
BTA钻头受力分析

BTA钻头受力分析作者:师毓华来源:《科学与财富》2018年第30期摘要:BTA深孔钻削是金属切削中一种较为复杂的加工方式。
本文对首先对钻削过程中钻削力的来源进行了阐述,进而对BTA钻头的在加工过程中的受力进行了简化,从而获得了BTA深孔钻头的受力分析,为后续BTA钻头的设计与优化提供一定的参考。
关键词:BTA钻头;钻削力;深孔加工0.引言:BTA深孔钻削是深孔加工中常用的一种加工方法,由于其加工效率高产品质量好,目前广泛的应用于各种加工领域当中。
由于BTA深孔钻削属于内排屑自导向加工模式,所以钻头的受力对钻头在加工过程中的稳定性与自导性有着十分重要的影响。
1.钻削力的来源钻削过程是由刀具通过旋转加轴向进给,在待加工工件上加工出所需要的深孔,由于材料具有一定的韧性和硬度,材料在被加工过程中发生一系列的弹塑性变形,对钻头产生阻力,在切屑与工件分离的过程中切屑沿着前刀面流出,和前刀面接触并产生摩擦阻力。
随着刀具向前移动,工件已加工表面会有一定弹性恢复,继而与后刀面进行接触,然后产生摩擦力。
由此,钻削力的来源主要由以下三个方面组成[1]:(1)钻削过程中,被加工材料发生弹性变形所产生的阻力。
(2)钻削过程中,被加工材料发生塑性变形所产生的阻力。
(3)钻削过程中,切屑流出时对刀具前刀面产生的摩擦力和刀具向前移动时工件过渡表面和已加工表面对刀具后刀面挤压所产生摩擦力。
2.错齿BTA钻头钻削力分析BTA深孔钻削的过程中,除了刀具切削刃与工件接触以外,还有导向块与工件接触,致使加工过程中刀具的的受力分为三个部分,分别为切削刃所受的切削力、导向块所受的正压力和导向块与工件之间的摩擦力,这样一来使得刀具的受力相当复杂。
在一般的切削加工中,例如在车削加工中,只存在着工件、刀具、床身之间的正常力系,所以只需将车刀装在三向测力仪上,就可以测量出车刀所受的三向力。
而在深孔钻削的过程中,由于存在着导向块与工件之间的正压力和摩擦力,使工件与刀具切削刃和导向块之间构成封闭力系,所以就不能直接测量出切削刃所受的三向分力,只能测出刀具所受的轴向力与扭矩。
(建筑工程设计)钻孔工程设计

钻孔工程设计钻孔结构是指开孔至终孔孔身口径的变化。
换径次数愈多,钻孔结构越复杂,反之越简单。
钻孔结构的选择,要充分考虑矿区的岩石性质、水文地质条件、终孔口径、钻孔深度、钻进方法、钻孔用途等因素。
以终孔直径做为拟定钻孔结构的标准,对照理想岩层剖面自下而上拟定各段的口径和开孔直径。
在保证钻孔质量和安全钻进的前提下,尽可能地采用泥浆护孔从而减少或者不下套管和少换径,最大限度地简化钻孔结构。
勘探某金属矿床时,设计孔深 700 米,采用金刚石钻进,地质剖面包括以下层位:( 1 ) 0 至 100 米为可钻性 1-7级的岩石,该段全漏水不循环;(3 ) 100 至 700 米为可钻性 9 至 10 级的稳定岩石;(4)地质取样要求以 59mm 终孔。
试确定该钻孔结构。
[分析]从已知条件,自 160 米至终孔适于一径到底,不下套管;分析地质剖面,该钻孔下孔口管和一层套管即可;为封闭漏失层,套管下放深度为 120-130 米,管鞋伸进稳定层 10 至 20 米,套管直径为 73mm,因此该孔段须用 76mm 钻进;孔口管长 18 至 20 米。
直径 89mm ,因此开孔取 91 或者 110mm。
据此可作出如上图的钻孔结构图。
在矿区钻探技术设计书中,值得注意的是应该将矿区的钻孔结构划分为简单钻孔结构和复杂钻孔结构二种类型加以作图说明,同时作图时应将各要素如直径、换径深度等标明。
目前岩心钻探工作中,普通根据各矿区地层岩石力学特性、结构与构造,结合钻探设备与护壁堵漏措施等因素,常采用合金与金刚石分层钻进的方法。
普通地,开孔采用合金钻进至完整岩面 3 至 5 米,然后扩孔下孔口管隔离上部松散层、覆盖层等不稳定地层,然后改用金刚石钻进至终孔。
因此,在此只介绍这二种钻进方法。
将具有一定强度和形状的硬质合金,按钻进要求固定于钻头上,在一定的技术条件下,作为切削具破碎岩石的一种钻进方法。
合金钻进是靠固定在钻头体上的硬质合金来破碎岩石的,而各种岩石都具有一定的强度和研磨性,钻进时钻头上受力也很复杂,因此,所使用的硬质合金应具有如下性能:①硬度大且耐磨性强。
深孔钻应力计算的有限元分析

深孔钻应力计算的有限元分析摘要:本文介绍了有限元法在深孔钻应力计算中的应用,用有限元法分析了钻杆螺旋槽区域的应力及扭转状态,给出了有限元法计算的公式,为计算机计算提供了理论依据,并为结构的优化设计以及切削条件的改善提供了依据。
关键词:有限元法;应力;钻头1 引言随着生产工艺的发展,各个行业需要的深钻孔加工数量日益增多,其质量要求也越来越高。
在实际生产中,钻头是深孔钻削工艺系统中最薄弱的环节,严重影响着钻孔的质量和生产率。
实践表明,在加工深钻孔时,存在钻头易折断、易偏差等困难,特别是在钻削韧性好的塑性材料时,切屑成连续带状,而钻头的螺旋槽尺寸较小,孔又深,所以切屑无法排出,只能堆积和滞塞在钻头的螺旋槽内,很容易导致孔表面出现划伤,甚至钻头的损坏。
为了改善深孔钻削的切削条件,可采用机械或动力的断屑装置,并采用自适应深孔钻削如枪钻、内排屑深孔钻、喷吸钻等措施,但是由于钻头螺旋槽的形状及截面廓形的影响,在理论上估算钻头应力状态以及变形情况是非常复杂的,给设计结构的优化以及切削条件的改善很大的困难。
本文尝试采用有限元法建立数学模型,力求能够使该问题变得简单,在误差允许的范围内,能够比较简单的、有效的计算钻头应力状态。
从而为钻头结构的优化设计、改良措施提供更多的依据。
划分钻头区域单元是使用有限元法的关键,并能够使得计算达到要求的精度。
划分的单元越小,计算的结果就越准确。
本文中的单元划分能够达到精度的要求,并且单元的划分又能够有效减少计算量。
通过有限元单元划分,具体计算由计算机来完成,而计算的工作量的大小与计算机程序有着很大的关系,可以肯定的是,与理论估计的工作量相比,已经大大地减少了计算工作量,尤其是人的工作量。
下面主要介绍钻头有限元分析的模型,以及钻头螺旋槽单元的划分、应力的计算、扭矩及扭转刚度计算公式的模型建立。
2 有限元模型建立与分析2.1 单元划分普通深孔钻钻头结构如图1所示,本文有限元分析主要是针对钻头杆部,分析其扭转应力状态,因此将其视为二维平面问题解算。
中国石油大学《钻井工程》课件第二章
(四) 牙轮钻头的正确使用 1、根据地层性质合理选择钻头类型,标准是每米钻 进成本最低, 地层较软时:选用牙齿高度大并带有超顶或移轴的钻头; 地层较硬时:选用牙齿高度小,无超顶或移轴的钻头; 2、优选钻头参数:钻压、钻速、水力参数等。
(五)钻头常见故障及其识别
钻头故障是钻进过程中常见故障之一,其故障形式主 要有:因钻头轴承严重磨损产生剧烈振动、牙轮卡死、掉牙 轮、钻头泥包、喷嘴堵、掉喷嘴和牙齿脱落等。
引起滑动的原因: 超顶和复锥引起切向(周向)滑动 移轴引起径向(轴向)滑动 •纵向振动:牙轮在滚动过程,其中心上下波动,使钻头做上下往复运动。 引起纵向振动的原因: 单、双齿交替接触井底,使牙轮中心上下波动; 井底凹凸不平
牙轮滑动对破岩的作用:
牙轮的超顶和复锥引起的切向滑动剪切掉牙齿之间的岩石。 超顶引起的轴向滑动剪切掉齿圈之间的岩石。
1-7表示钻头轴承及保径特征。 附加结构特征代号—用英文字母表示钻头附加特征。
祥见书P66-67 例如:34IS—表示适用于中等研磨性或研磨性4的硬地层非
密封滚动轴承的标准铣齿钻头。
537C—表示适用于低抗压强度的软到中硬地层的3级
地层的滑动密封轴承保径带中心喷嘴的钻头。
•国产三牙轮钻头分类、型号表示法
钻头直径类型代号系列代号
例: 用于中硬地层、直径为81 /2 in (215.9mm)的 铣齿滑动密封轴承喷射式三牙轮钻头的型号为: 81 /2 *HP5或215.9*HP5
•目前常用的牙轮钻头型号
P2, P3, HP2, HP3 ——铣齿 XHP2, XHP3, XHP4——镶齿 J1, J2, J3——铣齿 J11, J22, J33 ,J44 ,J55——镶齿
三、牙轮钻头
[机械设计自动化精品] 枪钻结构优化设计与受力分析.
![[机械设计自动化精品] 枪钻结构优化设计与受力分析.](https://img.taocdn.com/s3/m/117a8274bceb19e8b9f6ba9a.png)
枪钻的优化设计与受力分析随着科学技术的进步,深孔加工技术已经运用到各机器制造部门,特别是在重型机械制造中,能否掌握它,运用自如,将对生产起着决定性作用。
本设计介绍了深孔加工刀具中最常见的枪钻,通过对国内外枪钻的比较,分析了枪钻的结构,对枪钻的各个结构进行了系列化设计。
然后对枪钻进行了较为详细的受力分析,。
同时用Pro/E 应用软件作出典型枪钻的三维造型,并用有限元分析软件对枪钻进行分析,得出应力分析结果,对枪钻进行优化设计。
关键词:深孔加工,枪钻,优化设计Optimal design and Stress Analysis of gun drillAbstractWith the progress of science and technology,deep hole processing technology has been applied to the machine-building sector。
Especially in the heavy machinery manufacturing, the ability to master it will play a decisive role in production.This design introduces deep hole machining tool of the most common gun drill。
By comparison of gun drill at home and abroad,we analyzed the structure of the gun drill,and have all the structure of the gun drill a series design。
Then we conducted a drill on the gun more detailed stress analysis,and according to the situation we stress analysis, optimal design of the gun drill。
深孔闸门受力分析方法探讨
河海大学硕士学位论文深孔闸门受力分析方法探讨姓名:周旭云申请学位级别:硕士专业:水工结构工程指导教师:李同春20050301摘要对钢闸门的计算,现行的钢闸门设计规范中有两种方法:平面体系方法和空间体系方法。
过去对闸门的结构计算通常采用平面体系方法,这使计算结果在许多地方比实测值大20~40%[12J【13】,而在一些关键部位又有可能偏小;特别对于深孔弧门而言,深孔弧门是一种具有很强空间效应的结构,从而使得一些深孔闸门控制部位的空间计算结果大于平面结果,危及整个结构的安全。
因此,有必要深入分析闸门特别是深孔弧门这种特殊结构的受力特点,再清楚每一构件的受力特点及薄弱环节,改进计算方法,充分利用弧门空间体系的整体工作特点,用少量的材料来提高闸门的整体安全度。
本文针对工程中的深孔闸门的平面设计理论所涉及的问题进行了研究、探讨,结合河海大学和昆明勘测设计研究院的合作项目——小湾水电站中、底孔闸门三维有限元分析研究的成果进行了分析,为昆勘院合理评价小湾中、底孔闸门的安全性能提供了参考依据。
针对小湾中孔工作弧门这一工程实例,运用现行的平面体系算法进行了计算,并运用双向平面主框架结构算法对该弧门再次进行了平面算法的计算,将两种平面体系算法的结果与有限元成果进行了对比,分析研究了现行闸门设计规范的平面体系算法的优、缺点,并针对各缺点提出了解决方法和相应的计算公式,特别针对深孔弧门提出了一些针对性的措施,从而改进了闸门的设计方法。
通过分析可知,双向平面主框架结构的计算成果比现行规范中主横梁、主纵梁框架结构计算方法更加合理与全面,因此推荐在深孔弧门的设计中使用。
由小湾中孔弧门支臂的平面算法成果和有限元成果对比可看出,支臂最大应力值是不一致的,应力较大值区域也不一致的,因此支臂采用平面算法对于小湾中孔弧门来说是不够合理的。
关键词:钢闸门;空间有限元法;平面设计;应力;支臂主框架;对比分析ABSTRACTForthecalculationofsteelgate.therearetwomethodsint11epresentsteelGateDesignSpecification--theplanesystemmethodandthespacesystemmethod.nowtheplanesystemmetllodwasusuallyusediDthestructurecalculationofgate.thiscausestheresultthatthevalueofcalculationarelargerthanthatofactualsurveyby20~40%atmanypartsL“JL”J.butitmaybesmalleratthekeyposition;Especiallyforthedeep—holemdialsteelgate.foritisakindofstructurewithstrongspaceeffect.whichmakestheresultsofspacecalculationofthekeypositionlargert11anthatoftheplanecalculation.henceitisdangerousforthewholestructure.Therefore,Itisnecessarytoanalysetheatresscharacteristicofthecharacterisficandandthegate,especiallyforthedeep—holeradialgate.theatressfeeblecomponentshouldbemadeclear,andthenimprovecalculationmethod,make^工nofthehosisticworkingcharacteristic.thesafetyofthegate’sholisticdegreecanbeimprovedwithalittlematerial.Theproblemsinvolvedintheplanedesigntheoryofthedeep-holegatearestudiesanddiscussedinthisthesis.througharialysingtheoutcomeofthepro{ect_一The3一DFilliteElementanalysisofthemiddie.holeandbottom—holegateinXiaoWanandKunmingHydroelectricpowerstaion.whicharedonebvHohaiUniversityInvestigationDesignandResearchInstitute.providet11ewarrantyforthereasonableappraisementofthemiddie—holeandbottom—holegateinXiaoWanpowetstaion.Towardstheengineeringexampleofmiddle-holeradiaIgateofXiaoWanframeproject,theactualplanesystemmethodandthedouble—directionplanemaintwostructurecalculationmethodareusedtocalculate.comparetheresultsofthekindsofplanesystemmethodswimtheresultoftheFiniteElement.bymeansofanddefectoftheplanesystemmethodinthepresentG。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ø19焊接型深孔钻头结构设计与受力分析摘要:随着机械工业的发展,深孔加工技术在机械制造业中运用越来越广泛,发挥的作用越来越重要。
在我国的29个制造行业中,至少有一半对深孔加工技术和装备有直接需求,1/3以上有迫切需求。
在深孔加工技术中,深孔刀具的结构,性能对深孔加工技术的水平提高起非常关键的作用,所以对深孔刀具的结构设计的研究非常必要,能更好的提高其排屑能力和加工质量。
因此,在总结过去深孔加工技术及经验和吸收国外先进技术的基础上,大力进行深孔刀具和加工技术研究,努力提高我国深孔加工技术和装备水平,已成为深孔加工技术工艺人员的重要任务,这也是开展本课题研究的目的所在。
本设计分析了BTA钻削的工作原理,结构设计和受力分析。
根据深孔加工中分屑、断屑和导向条等方面进行了详细的讨论。
设计深孔钻的结构并对其在深孔加工过程中的受力情况进行了分析。
更好的改善和完善其结构。
关键词:BTA深孔钻,深孔加工,枪钻,切削性能,力学特性ø19 drill hole welded structure design and stress analysisAbstrac t: With the machinery industry, deep processing technology in the machinery manufacturing industry used more and more widespread, more and more important role. In the 29 manufacturing industries in China, at least half of the deep hole processing technology and equipment has a direct demand, 1 / 3 or more urgent needs. In the deep processing technology, the hole cutter structure, performance level of pairs of Deep Hole Machining Technology played a key role to improve, so the hole in the structure design of the tool is necessary, to better improve the chip removal Nengli and processing quality.Therefore, summing up the last hole processing technology and experience and absorption of foreign advanced technology, based on deep processing technology to vigorously carry out research, aise China's deep processing technology and equipment level, has Chengwei deep processing techniques and the important task of staff This is the purpose of carrying out this research project lies.The design of the BTA drilling works, structural design and stress analysis. According to carve deep processing chip, chip breaking and oriented articles and other aspects are discussed in detail. Design of the structure of deep drilling in the deep processing of its force in the situation analyzed. Better, and improve its structure.Keywords: BTA deep hole,drilling deep hole,cutting ,mechanical properties1 绪论深孔加工技术简介深孔钻削加工技术是在18世纪后期,由于制造的枪管和炮管要求有较精密的孔,由早期的枪匠们开始发展起来的。
开始人们发明的是扁钻进行加工。
到1860年美国发明了麻花钻,在钻孔领域中迈出了重要的一步。
尽管麻花钻是扁钻的一种改进,但还不能作为一种极好的精加工工具,加工深孔时麻花钻还有一些缺点。
例如,当深度超过排屑槽长度时麻花钻头需要多次从孔中退出进行润滑和排屑;还有麻花钻的抗扭矩性能是有限的,因此进入速度低。
在实践中,人们发现麻花钻的这些缺点可以通过采用自导式单刃钻孔工具来克服,在这种情况下产生了枪钻(GunDrill,简称GD),枪钻的名称是因开始用来加工枪孔而得名的。
枪钻最早是由西德、英、美国的几家工厂为军事工业制造的。
后来逐渐推广到其它机器制造部门,而成为普遍采用的一种加工深孔的工具。
]5[随着机械工业的发展,硬质合金在深孔钻头中的广泛应用,使得深孔加工技术发展的很快。
目前,钻深孔的表面粗糙,尺寸精度及走偏量等都达到较好的水平。
而且生产效率高。
因此,用深孔钻头钻孔已不仅用于粗加工,还可以用来得到较高精度的的孔。
并且正超出深孔的范围。
在一般的孔加工中也得到运用。
2001年在我国统计的29个制造行业中,至少有一半对深孔加工技术和装备有直接需求,1/3以上有迫切需求。
到20世纪90年代末,由于我国经济发展的加速,上述供需矛盾呈现激化态势。
一方面,不断涌现的新型深孔类新装备迫切需要“价廉物美”的深孔加工技术去承造试制;另一方面由于国家没有自己的原创性先进深孔加工技术和专业化的深孔加工装备产业提供保证,迫使为数不多的大企业以高价进口深孔加工装备,导致其产品成本的显著提高;而大多数企业由于买不起也用不起先进的进口装备,只能靠落后的技术装备,去制造品质相对低劣的产品,在深孔加工技术和深孔加工装备已经呈现出来的这一现象如不能得到有效的解决,将会严重制约我国经济的持续快速发展。
]5[解决这一问题的关键之一就是加大在深孔钻方面的研究,加大在这一方面的投入,而我国的切削加工水平低于国外的主要原因之一就是刀具水平的落后,因此,我们必须推出自己的原创性加工技术,建立专业化,现代化的深孔加工配套装备产业,引进国外先进深孔加工装备设计生产体系并实现国产化,创建以先进技术武装的深孔零件制造行业,以满足广大中小企业开发新装备的迫切需要,以加快我们的现代化进程,这也就是我们研究深孔钻的目的和意义。
]5[国内外的研究现状在国外,随着各种深孔钻头在各行业中得到普及和应用,日本、德国、瑞典、美国等国家走在深孔加工技术的前列。
特别是瑞典的SANDVIK-Cotomant公司把直径3毫米以上的BTA深孔钻全面系列化,列为该公司的定型产品。
2001年,在第20届日本国际机床展览会上,日本京陶公司展出了用于小孔加工的钻头,其特点是:X10毫米小钻头实现了可转位化,由于有特殊构造的钻尖,能进行稳定高效的孔加工,内外切削刃由一片刀片构成,更换方便,切入性能优良,不预钻导向孔也能在斜面上钻孔;提高了生产效率,大幅度降低成本,刀体部分进行了特殊的表面处理,可防止切屑摩擦磨损。
]5[在国内,生产刀具的厂家很多,在深孔刀具方面,有进一步研究的却寥寥无几。
针对以上所述四种深孔钻的特点,华北工学院(原名太原机械学院,为中国兵器兵业总公司直属兵工院校)工艺研究所(机械制造工艺研究所),以王峻教授为学科带头人的学科梯队,于1983年开始深孔加工技术的研究,在原兵总的支持下,通过17年的不懈努力,已经研制成国际上最先进的SED(单管内排屑喷吸钻)深孔加工技术,达到可迅速转化为生产力的水平。
研究所拥有完善的深孔加工装备计算机辅助设计、试验、测试实施和小批量的新型刀具的生产手段。
自1985年以来累计完成部省级重大深孔科研成果6项,完成自拟课题20余项,申请国家发明专利2项。
其中具国际领先水平的成果有以下四项:(1)整体硬质合金单管喷吸钻(国家发明专利申请号93114822. 94 年7月20日己在国家发明专利公报总第436号上公开发表)。
目前己制造出4-X25新型深孔钻和绞刀并用于生产完全成功。
是本世纪以来对外排屑深孔刀具(枪钻)的一次划时代革命。
因为它具有四大优点,可以全面取代枪钻而成为国际通用的新型小深孔加工刀具:刀杆刚度比枪钻刀杆大1. 5倍(因而工效高、加工质量好,且可加工超小深孔),油压小(比枪钻低50% ),结构工艺完善,制造成本低,刀具寿命高(比焊接式钻头、绞刀总寿命提高一倍)。
]14[(2)单管喷吸钻负压抽屑器(国家发明专利申请号93115084. 1)。
是与前项发明配套使用的新型辅具,己在我们新研制的数控高速深孔钻床上正式配置成功,也可以用于改造枪钻深孔机床或普通车床。
(3)精密深孔高速幢削技术及机夹高速锉头。
用于 25mm以上的所有大、中直径深孔的高效精密加工。
可采用各种新型材料刀片对各种高强度、高硬度、超长、高精密深孔进行高速精密加工。
对实心材料,可用钻、键两次高速加工,质量高于晰磨,工效比传统工艺高5倍以上。
(4)用于枪钻系统的负压抽屑器。
用于替代现用的排屑装置,可使油路压力降低50%,特别适用于8mm以下的超长深孔加工。
]9[2 BTA钻削原理及钻头结构设计本课题研究的是直径为19mm的焊接型深孔钻的结构设计2.1 单管内排屑深孔钻的产生和发展单管内排屑深孔钻产生于枪钻之后。
其历史背景是:枪钻的发明,使小深孔加工中自动冷却润滑排屑和自导向问题获得了满意的解决,但由于存在钻头与钻杆难于快速拆装更换和钻杆刚性不足、进给量受到严格限制等先天缺陷,而不适用于较大直径深孔的加工。
如果能改为内排屑,则可以保持钻头和枪杆为中空圆柱体,是钻头快速拆装和提高刀具刚性问题同时得到解决。
最初的内排屑深孔钻结构有三种模式。
图2.1是由双刃麻花钻演变而成的内排屑莫尔斯钻头。
为了易于排屑,在麻花钻的对称切削刃后到面上磨出间隔有序的分屑刃。
这种钻头的柄部由于和刀杆同属圆柱体,可以很方便地实现可快速拆装的方牙螺纹连接。
为了保持钻头与钻杆的同轴度,同时在受力情况下有足够的结合刚度,在连接螺纹的前后方各设一个互相同轴的短圆柱面(俗称“制口”)。