手机充电器外壳毕业设计
太阳能手机充电器毕业设计
太阳能手机充电器毕业设计太阳能手机充电器毕业设计随着科技的不断进步,手机已经成为了我们生活中必不可少的一部分。
然而,手机的电池续航能力却一直是用户们头疼的问题。
为了解决这个问题,我决定在我的毕业设计中研发一款太阳能手机充电器。
太阳能充电器是利用太阳能将光能转化为电能,从而为手机充电的装置。
它具有清洁、可再生的特点,非常符合当今社会对环保能源的追求。
因此,我选择了太阳能作为手机充电器的能源来源。
在设计之初,我首先考虑了太阳能电池板的选材和设计。
太阳能电池板是将太阳能转化为电能的核心部件,它的质量和效率直接影响到充电器的性能。
我选择了高效率的单晶硅太阳能电池板作为充电器的能量收集器。
这种材料具有较高的转化效率和较长的使用寿命,能够更好地满足用户的需求。
接下来,我设计了一个智能电路控制系统,用于监测太阳能电池板的输出电压和电流,并根据手机的需求进行电量调节。
这个系统可以自动调整电池板的输出功率,以保证手机在不同光照条件下都能够得到稳定的充电效果。
同时,为了提高充电效率,我还加入了最大功率点跟踪技术,确保太阳能电池板始终在最佳工作状态下运行。
为了增加充电器的便携性和实用性,我设计了一个折叠式的外壳。
这个外壳可以将太阳能电池板折叠起来,方便携带和存放。
此外,我还在外壳上加入了一个LED显示屏,用于显示太阳能电池板的输出功率和电量。
用户可以通过观察显示屏来了解充电器的工作状态,以及太阳能电池板的充电效果。
在测试阶段,我将充电器放置在不同的光照条件下进行了多次充电实验。
结果显示,充电器在充足的阳光下可以快速为手机充电,并且在弱光情况下仍然能够提供稳定的充电效果。
这意味着用户不再需要依赖电源插座,而是可以随时随地使用太阳能手机充电器为手机充电。
除了为手机充电,这款充电器还具备了一些其他功能。
例如,它可以通过USB 接口为其他设备如平板电脑、蓝牙耳机等提供充电。
此外,充电器还内置了一个储能电池,可以将多余的太阳能储存起来,以备不时之需。
充电器上盖注塑模毕业设计

充电器上盖注塑模毕业设计目录1 概述.......................................................................Ⅰ2 产品分析.......................................................................2 2.1 塑件分析.......................................................................22.2 塑件原材料分析.................................................................43 拟定型腔布局...................................................................6 3.1 分型面设计......................................................................6 3.2 型腔数目的确定.................................................................73.3 型腔排布......................................................................84 塑件相关计算及注塑机的选择.....................................................9 4.1 塑件相关计算...................................................................94.2 注塑机选择及注射工艺参数确定...................................................115 浇注系统设计...................................................................13 5.1 总体设计.......................................................................15 5.2 主流道设计.....................................................................15 5.3 分流道设计.....................................................................16 5.4 进料口设计.....................................................................18 5.5 冷料穴的设计...................................................................195.6 浇口套及定位圈的设计...........................................................196 模架选用及注射参数校核.........................................................19 6.1 模架...........................................................................206.2 开模行程校核...................................................................217 成型零部件设计.................................................................21 7.1 成型零件的材料选择.............................................................217.2 成型零件结构设计...............................................................218 侧向分型抽芯机构设计...........................................................28 8.1 侧向分型抽芯机构类型选择.......................................................28 8.2 抽芯距确定与抽芯力计算.........................................................288.3 斜滑块分型与抽芯机构零部件设计.............................................299 合模导向机构设计...............................................................33 9.1 导向机构.......................................................................339.2 定位装置.......................................................................3410 脱模机构设计...................................................................35 10.1 脱模装置......................................................................3510.2 推出机构设计..................................................................3611 冷却及排气系统设计...........................................................40 11.1 冷却系统......................................................................4011.2 排气机构......................................................................4212 注射模具选材.................................................................4413 模具的试模与修模..............................................................4614 数控加工设计..............................................................47参考文献...............................................................................53 致谢词..................................................................................54充电器注射模具设计材料成型及控制工程指导老师摘要:随着塑料工业的发展,塑料制品已深入到国民经济的各个部门中,特别是在办公用品、照相器材、汽车、仪器仪表、机械、航空、交通、通信、建材产品、日用品以及家用电器行业中的零件塑料化的趋势不断加强,并且陆续出现以塑代金属的全塑产品。
手机充电器外壳的成形模具设计

毕业设计题目手机充电器外壳的成形模具设计系别专业班级姓名学号指导教师日期设计任务书设计题目:手机外壳充电器设计要求:1.设计一个手机充电器外壳;2.了解所要生产塑料制品所用的设备;3.设计的思路要清晰、明确;4.正确分析并描绘塑件的工艺,材料的正确性及一些相关参数;5.选材要注意经济性、实用性等;设计进度:11月26日-11月30日收集资料;12月1 日-12月5日整理设计思路并计算;12月6日-12月14日模具的总体设计;12月15日-12月22日校核模具的相关参数;12月23日-12月25日打印并上缴论文;12月26日-12月31日论文答辩。
指导教师(签名):机电系20**届毕业生毕业设计答辩记录记录教师(签名):目录摘要 (6)前言 (7)一、塑件工艺分析 (8)1.1塑件设计要求 (8)1.2塑件生产批量要求 (8)1.3塑件的成型要求 (8)1.4丙烯腈-丁二烯-苯乙烯共聚物(ABS) (9)1.5材料的确定及相关参数 (9)二、基本结构 (12)2.1、模具的成形方法 (12)2.2、型腔的布置 (12)2.3选择浇注系统 (13)2.4冷却系统的设计 (15)2.5确定推出方式 (17)2.6侧向抽芯机构 (17)2.7模具的结构形式 (18)三、模具设计的有关计算 (18)3.1注射机的选择 (18)3.2、模具成形尺寸设计计算 (19)四、注塑机参数校核 (20)4.1最大注射量校核 (20)4.2锁模力校核 (21)4.3模具与注塑机安装部分相关尺寸校核 (21)4.4模具闭合高度校核 (21)4.5开模行程校核 (22)4.6模具结构、尺寸的设计计算 (22)4.7型腔结构 (22)4.8型芯结构 (23)4.9导向机构 (23)4.10复位杆 (24)4.11拉料杆 (25)4.12推件杆 (26)4.13推出结构 (26)五、塑料注射模具技术要求及总装技术要求 (28)5.1零件的技术要求 (28)5.2总装技术要求及装配图 (28)结论 (31)致谢 (32)参考文献 (32)这套设计共花我4周的时间从图书馆查资料、和同学们讨论、分析和整理成文,决定做手机充电器外壳的设计。
手机锂电池充电器外壳塑料模设计

目录毕业设计任务书毕业设计开题报告指导人评语评阅人评语答辩委员会记录中英文摘要第一章 绪论 (2)第二章 注射成型工艺分析 (4)第一节 概述 (4)第二节 产品的分析 (5)第三章 注射机的选择 (10)第四章 型腔布置 (12)第五章 浇注系统设计 (16)第一节 浇注系统的组成及设计原则 (16)第二节 流道及浇口设计 (17)第六章 模架的确定及标准件的选用 (22)第七章 分型面与排气系统的设计 (23)第八章 成型零件的设计 (25)第九章 合模导向机构设计 (31)第十章 推出机构的设计 (34)第一节 推杆的基本概况 (34)第二节 脱模力及推杆的尺寸计算及校核 (35)第十一章 抽芯机构设计 (38)第十二章 温度调节系统的设计 (40)第十三章 零件的加工..........................................错误!未定义书签。
设计体会 (44)参考文献 (45)第一章绪论塑料是树脂为主要成分的高分子有机化合物,简称高聚物。
一般相对分子质量都大于1万,有的甚至可达百万级。
在一定温度和压力下具有可塑性,可以利用模具成型为一定几何形状和尺寸的塑料制件。
塑料的其余成分包括增塑剂、稳定剂、增强剂、固化剂、填料及其它配合剂。
在高分子材料加工过程中,用于塑料制品成型的模具,称为塑料成型模具,简称塑料模。
塑料模的优化设计,是当今高分子材料加工领域中的重大课题。
在塑料材料、制品设计及加工工艺确定发后,塑料模设计对制品质量及产量,就具有决定性的影响。
首先,模具形状、流道尺寸、表面粗糙度、分型面、进浇与排气位置选择、脱模方式以及塑料定型方法的确定等,均对制品(或型材)尺寸精度或形状精度以及塑件的物理力学性能、内应力大小、表面质量与内在质量等,起着十分重要的影响。
其次,塑料模对塑料成本也有相当大的影响,除简易模具外,一般说来制模费用是十分昂贵的,大型模具更是如此。
塑料模是塑料制品生产的基础之深刻含意,正日益为人们理解和掌握。
模具毕业设计84万能手机电池充电器外壳注塑模设计及编程
1 注射成形的基本过程
注射成形又称注射模塑,是热塑性塑料,是热塑性塑料制件的一种主要成形方法,除个别热塑性 塑料外,几乎所有的热塑性塑料都可以用此方法成形。 注射成形可成形各种形状的塑料制件, 它的特点是成形周期短, 能一次成形外形复杂, 尺寸精密, 带有嵌件的塑料制件,且生产效率高,易于实现自动化生产,所以广泛用于塑料制件的生产及批量较 小的塑料制件的生产。注射成形所用的设备式注射机,目前的注射机种类很多,但普遍采用的是柱塞 式注射机和螺杆式注射机。 1.1 注射成形的原理 注射成形的原理是将颗粒状态成粉状塑料从注射机的料斗送进加热的料筒中, 经过加热熔融塑化 成为粘流态熔体,在注射机柱塞或螺杆的高压推动下,以很大的流速通过喷嘴注入模具型腔,经一定 时间的保压冷却定型后可保持模具型腔所赋予的形状,然后开模分型获得成行塑件,这样就完成了一 次注射工作循环。 1.2 注射成形的工艺过程 注射成形工艺过程包括:成形前的准备、注射成形过程以及塑件的后处理三个阶段。 1.2.1 成形前的准备 A.原料外观的检验和工艺性能的测定,检验内容包括对色泽、粒度及均匀性流动性、热稳定性 及收缩率的检验。 B.物料的预热和干燥,对于吸水性强的塑料, ,在成形前应进行干燥处理,不然塑料制件表面会 出现斑纹和气泡等缺陷,甚至发生降解,严重影响塑料制件的外观和内在质量,故对物料应进行充分 的预热和干燥。 C.嵌件的预热,在成形带金属嵌件,特别是带较大的嵌件的塑件时,嵌件放入模具之前必须预 热,以减少物料和嵌件的温度差,降低嵌件周围塑件的收缩应力,保证塑件质量。 D.料筒的清洗,当改变产品,更换原料及颜色时均需清洗料筒,通常柱塞式料筒可拆卸清洗, 而螺杆式料筒可采用对空注射法清洗。 E.脱模剂的选用,塑料制件的脱模,主要依赖于合理的工艺条件和正确的模具设计,在生产上 为顺利脱模,通常使用脱模剂。 1.2.2 注射成形过程 注射成形过程包括加料、加热塑化、加压注射、保压、冷却定型、脱模等工序,但实质上将主要 是塑化、注射充模和冷却定型等基本过程。 (1)塑化是指粉状或粉状的物料在料筒内加热熔融成粘流态并具有良好的可塑性的全过程,对
充电器外壳注射模具设计
编号:毕业设计说明书题目:充电器外壳注射模具设计学院:国防生学院专业:机械设计制造及其自动化学生姓名:学号:指导教师:职称:题目类型:☐理论研究☐实验研究☑工程设计☐工程技术研究☐软件开发2014年 5 月 4 日摘要塑料注射模是成型塑料的一种重要工艺。
通过对充电器外壳注射模具设计,能够基本地、全面地了解注射模具设计的基本原则、方法。
在模具结构设计过程中,我大胆尝试提出各种不一样的成型的方案,并与老师探讨对方案进行了比较。
在比较的过程中,发现大量的问题,也了解模具设计的要求和基本原则,最后在查阅大量书籍的帮助下完成没一个数据的选择。
在设计中分析了常用日用品充电器的工艺特性,并介绍了ABS材料成型工艺特点、成型过程、开模过程以及成型后加工工艺。
同时,分析了模具结构与计算,掌握如何设计一个完整的模具生产结构。
通过本次设计,能较为熟练的使用Auto-CAD、Pro-E等软件进行模具辅助设计,提高自己的计算机绘图能力。
本次毕业设计充分地为今后从事模具设计行业打下了扎实的基础。
本次主要设计是对充电器外壳注射模的设计, 重点对塑件的成型原理、材料的选用和注射技术进行分析。
通过前期指导老师安排的任务,我先对任务书进行了分析了解,并查阅了大量的书籍、手册和文献,对模具有了一定的了解并且清楚自己的所要完成的任务量。
进过对ABS充电器的了解,要满足制品大批量生产、高精度、外形复杂等要求,我首先主要把时间花费在确定所需的模塑成型方案、制品的后加工、分型面的选择、型腔的数目和排列、成型零件的结构等。
既然以实际生产为目的,设计就要涵盖了注塑模具的主要系统包括有注射机、浇注系统、排气系统、冷却系统、顶出系统、导向系统等。
对于要实际生产的模具,我们考虑的东西还有很多,为此我积极询问我的指导老师关于现实工厂中模具的生产过程及可能遇到的问题。
设计时,尝试使用了侧向抽芯机构,增加模具的复杂性以及实用性。
设计时参考了以往注射模具的设计经验,并结合制品的实际要求,通过简化设计结构、优化各个系统性能,尽最大限度实现美观、实用性高、长的使用寿命、短的生产周期和良好的经济性能。
手机充电器外壳塑料模具的设计(二)

手机充电器外壳塑料模具的设计(二)模具设计要点模具设计要点1.1 方案的确定方案一:1模2腔,购塑件平行放置,方向相反以便侧向抽芯。
浇口设在零件的上表面,使用定距拉杆加导柱和弹簧,矾保第一次分型面在定模座板和中间板之间分开,凝料先被拉断。
第二次分型而在动模板和中间板之间分开,以便取出制品。
这样分型有利于模具加工、注射、排气、脱模,同时使得操作简单方便。
方案二:1模2腔,两塑件平行放置,方向相反以便侧向抽芯。
浇口设在零件的下表面,浇口道从推杆旁边进去,即做成潜伏浇口。
但由于制品较高,流道太长,容易有浇注不足的现象发生。
使用定距拉板分型自动脱落凝料和制品。
但制品是壳体,下表面有台阶,而且多加两块推板使得本来就很长的流道加长,浇注不足的可能性就更大。
方案三:1模2腔,两塑件平行放置,方向相反以便侧向抽芯。
仪用热流道,可以消除废料的产生,但流道过长加热较复杂,而且ABS塑料流动性较好易产生涎流现象,改用PP等其它符合热流道的塑料,不仅塑性能不能满足制件功能要求,而且增加生产成本。
结合塑件注射可行性和经济性,对比以上3个方案,本次设计选择方案一。
2.2 确定型腔分型面及型腔数目模具上用以取出制品及浇注系统凝料的可分离的接触表而称为分型面,在制品设计时,必须要考虑成型时分型面的形状和位置,否则无法用模具成型。
因侧向合模锁紧力较小,故对于投影画较大的大型制品,应将投影面积大的分型面放在动、定模的合模主平面上,而将投影面积较小的分型面作为侧向分型面。
本模具的分型而选择在塑件的大平面处。
采用1模2腔结构。
2.3 型腔、型芯的结构(1)型腔的结构设计:本设计采用嵌入式型腔结构。
该结构广泛应用于中小型塑件的模具中。
加工方法可采用普通机加工、数控机床、电火花、电铸成型等方法。
将一个整体型腔嵌入到型腔固定板中,嵌入的型腔材料可用低碳钢或低碳合金钢,渗碳淬火后抛光。
(2)型芯的结构设计:型芯是用来成型塑料制品的内表面的成型零件。
多功能充电器外壳注射模具设计

多功能充电器外壳注射模具设计摘要本次毕业设计的题目是:多功能充电器外壳注射模具设计。
本次设计主要是通过对塑件的形状、尺寸及其精度的要求来进行注射成型工艺的可行性分析。
塑件的成型工艺性主要包括塑件的壁厚,斜度和圆角以及是否有抽芯机构。
通过以上的分析来确定模具分型面、型腔数目、浇口形式、位置大小;其中最重要的是确定型芯和型腔的结构,例如是采用整体式还是镶拼式,以及它们的定位和固紧方式。
此外还分析了模具受力,脱模机构的设计,合模导向机构的设计,冷却系统的设计等。
最后绘制完整的模具装配总图和主要的模具零件土及编制成型零部件的制造加工工艺过程卡片。
关键词:分型面、浇口、型腔。
The multifunctional charger shell injection mold designAbstractThis graduate that design is: The piece that shouts the on board cap injects the mold. This design primarily possesses to piece viability assessment for request for of shape, size and its accuracy coming proceeding injecting type craft. The piece the wall for of type craft primarily including the piece is thick, slope and circle angle and whether to have core-pulling or not mechanism. Pass the above analysis to come the certain molding tool cent the type the surface, type the number, gate the form, place the size; The among them and most important is a certain type core and the construction of the type , for example adopt the whole the type of type still , and their fixed position and tight way of .In addition and still analyzed the molding tool to suffer force, mold that design that the design of the pattern draw mechanism, match the design etc. to lead to the mechanism, cooling system. Finally draw the production目录1绪论 (1)1.1模具工业的意义 (1)1.2中国模具工业的现状 (3)1.3中国模具工业的未来 (4)2 产品零件的工艺分析 (6)2.1塑件分析 (6)2.2塑件的成型特性.................................................................. 错误!未定义书签。
毕业设计(论文)手机充电器外壳设计

手机充电器外壳设计作者姓名:专业名称:机械设计与制造指导教师:摘要计算机仿真设计是制造业中的新型手段,是应用电子计算机对系统的结构、功能和行为以及参与系统控制的人的思维过程和行为进行动态性比较逼真的模仿。
它是一种描述性技术,是一种定量分析方法。
通过建立某一过程和某一系统的模式,来描述该过程或该系统,然后用一系列有目的、有条件的计算机仿真实验来刻画系统的特征,从而得出数量指标,为决策者提供有关这一过程或系统得定量分析结果,作为决策的理论依据。
运用计算机软件对运动和动力学仿真分析,从而验证、修改、优化设计方案,使得以前需要组织研究团队,进行复杂设计计算,制造物理样机验证结果的设计过程大大简化,节约成本。
下面我们通过pro\E对手机充电器外壳进行结构设计、参数设计及三维建模。
关键词:三维建模仿真技术AbstractComputer simulation design is new in manufacturing, which means to apply a computer system structure, function and behavior and participation of control system for dynamic process of thinking and behavior of comparative lifelike imitation. It is a descriptive technology, is a kind of quantitative analysis method. By establishing a process and a system model, to describe this process or the system, then use a series of purpose, conditional computer simulation experiment to depict the system characteristic, thus draws quantitative index for decision makers with this process or systems quantitative analysis results, as decision theory basis.Using computer software means of movement and dynamics simulation, which testified, modify, optimizing design scheme, making that need to be organized research team, before the complex design calculation, manufacturing physical prototype design of the results of the validation process, saving cost greatly simplified. Below we through the pro \ E of cell phone charger shell structure design, parameter design and 3d modeling.Key words: 3d modeling,The simulation technology目录摘要 (I)Abstract (II)目录 (II)前言 (1)绪论 (2)1 手机充电器简介 (2)2 电话的市场调研 (4)3 手机充电器的市场走向................................错误!未定义书签。
充电器产品造型、分模与模具制造毕业设计范文

08级数控专业毕业设计制作说明书顺德职业技术学院毕业设计题目充电器产品造型、分模与模具制造系别机电工程系年级专业08数控(1)班学生姓名尤盛林指导教师李文辉专业负责人李会文答辩日期2010年6月6日尤盛林:充电器产品造型、分模与模具制造顺德职业技术学院毕业设计任务书(学生任务书-----由指导教师填写)机电工程系数控技术专业08数控01 班同学:尤盛林指导教师:李文辉系主任:陈学锋08级数控专业毕业设计制作说明书目录摘要关键词 (1)第一章充电器上壳造型设计 (2)1.1 Cimatron软件简介 (2)1.2 充电器上壳造型设计的零件图 (2)1.3 充电器上壳的分模 (3)1.4 充电器上壳凹模与滑块的零件图 (4)第二章充电器上壳凹模的编程与加工 (4)2.1 毛坯选取 (4)2.2 刀具清单 (4)2.3 编程与加工 (4)第三章充电器上壳侧抽的编程与加工 (11)3.1 毛坯选取 (11)3.2 刀具清单 (12)3.3 编程与加工 (12)第四章总体加工工艺总结 (14)参考文献 (16)08级数控专业毕业设计制作说明书摘要:本毕业设计使用CimatronE8.5软件对充电器上壳模型进行造型设计、产品分模、模具型腔、滑块数控编程与操作加工中心完成模具制作。
其中以模具型腔的数控编程作主要论述,并对各工序作工艺要点分析,灵活使用二次开粗、增加辅助面等多种编程技巧关键词:充电器上壳数控编程工艺分析第1页共16页尤盛林:充电器产品造型、分模与模具制造第一章充电器上壳造型设计1.1 Cimatron8.5零件绘制的软件介绍Cimatron软件系统是以色列Cimatron公司开发的CAD/CAM集成化的软件系统,它的前身是以色列为了研发幼狮战斗机而专门设计的CAD/CAM软件。
Cimatron系统是一个关于计算机辅助设计、计算机辅助制造、数据转换接口、产品数据管理、系统二次开发的软件系统,适用于各行业模具设计和制造的全功能无缝集成系统。
手机充电器外壳注塑模具设计毕业论文(doc 33页)
手机充电器外壳注塑模具设计毕业论文(doc 33页)四川理工学院成人教育学院毕业设计(论文)题目―手机充电器外壳注塑模设计―教学点重庆科创职业学院专业机械模具BK311101年级2011级姓名彭军指导教师王新设计(论文)要求(1)充电器外壳工艺性分析。
(2)注塑模具的结构设计,零件的体积和质量分析。
(3)注塑机的选择及参数校核。
(4)模具的工作原理及调试。
参考资料(1) 骆志斌主编.模具工实用技术手册.江苏科学技术出版社。
(2) 陈锡栋,周小玉主编.实用模具技术手册.机械工业出版社。
(3) 张国强.注塑模设计与生产应用.化学工业出版社 (4) 张维和.注塑模具设计实用教程[.化学工业出版社。
摘要充电器外壳注塑模设计摘要本文主要介绍的是充电器外壳注塑模具的设计方法。
首先分析了充电器外壳制件的工艺特点,包括材料性能、成型特性与条件、结构工艺性等,并选择了成型设备。
接着介绍了充电器外壳注塑模的分型面的选择、型腔数目的确定及布置,重点介绍了浇注系统、成型零件、合模导向机构、脱模机构、定距分型机构以及冷却系统的设计。
然后选择标准模架和模具材料,并对注射机的工艺参数进行相关校核。
最后对模具的工作原理进行阐述,以及在安装调试过程中可能出现的问题进行总结、分析,并给出了相应的解决方法。
本文论述的充电器外壳注塑模具采用三板式结构,即浇注系统凝料和制件在不同的分型面脱出,采用一模四腔的型腔布置,最后利用推板将制件推出。
关键词:充电器外壳;注塑模;三板模;浇注系统;脱模机构;定距分型机构。
AbstractThe mould injection design of charger shellAbstractThe designing methods of injection mould of the charger shell are mainly introduced in this paper. First, the technological characteristics are analysed, including material properties, forming characteristics and conditions, the process of the structure, the forming equipment is selected.Then the parting line is selected, the number of cavities is determined.The specific introduction are made on gating system, cooling system,Molding parts, Steering mechanism, moulding mechanism, and spacer parting institutions.Then the standard mould bases and Mould materials are selected.and the technological parameters of the forming equipment is checked. Finally, problems that may emerge during the mold installation process are analysed and the appropriate solutions are provided.Threepence mould is used on the design of charger shell,that is pouring material and the plastic parts are ejected from different parting lines. there are four cavities in this mould,finally a stripper plate is used to push off the charger shells.Keyword:Charger shell;Injection mould;Threepence mould;Gating system;Moulding mechanism ; Space parting institutions目录目录摘要 (I)Abstract (II)第一章绪论 (1)1.1 选题的依据及意义 (1)1.2 国内外研究现状及发展趋势 (1)第二章充电器外壳工艺性分析 (4)2.1 材料性能 (4)第三章充电器外壳注塑模具的结构设计 (7)3.4.2 分流道截面设计及布局 (10)3.4.3 浇口设计及位置选择 (11)3.4.4 冷料穴设计 (12)3.4.5 浇口套的设计 (12)3.5.1 型腔、型芯结构设计 (13)3.5.2 成型零件工作尺寸计算 (15)3.7.1 脱模力计算 (18)3.7.2 浇注系统凝料脱出机构 (18)第四章注射机相关参数校核 (21)第五章模具的工作原理及安装、调试 (24)5.3 试模 (25)总结 (28)参考文献 (26)第一章绪论1.1 选题的依据及意义随着现代制造技术的迅速发展、计算机技术的应用,在玩具产业中模具已经成为生产各种玩具不可缺少的重要工艺装备。
手机充电器塑料模具设计毕业设计
本科毕业设计(论文)手机充电器塑料模具设计学生姓名:学生学号:院(系):机械工程学院年级专业: 2011级机制指导教师:二〇一五年六月本科毕业设计(论文)摘要摘要随着手机的广泛使用,手机充电器也成为了日常生活中的一个重要工具。
而手机充电器的生产依赖于塑料模具工业。
而模具是现代工业生产的重要基础工艺设备,塑料制件是现代新兴产品之一,无论在工农业生产、邮电通信、军事国防,还是能源开发、海洋利用等,各行各业都有性能特异的塑料产品。
塑料模具工业在将来的工业生产中会扮演着越来越重要的角色。
通过对手机充电器注塑模研究的背景与依据与我国在近年在该行业所取得的成绩做了一个简单的调查,并且经过对注射材料的选用,对注射机的选用与校核,对模具各系统的的设计计算来对手机充电器塑料模具进行简单设计。
关键词手机充电器;模具;浇注系统本科毕业设计(论文)ABSTRCATABSTRACTWith the wide use of cell phones, mobile phone charger have become an important tool in everyday life. And phone charger production depends on the plastic mold industry. And mold is the important foundation of modern industrial production process equipment, plastic parts is one of the modern new products, both in industrial and agricultural production, post and telecommunication, military defense, or energy development, Marine use, etc., all walks of life have specific performance of plastic products. In the industrial production of plastic mold industry in the future will play an increasingly important role.This article simply describes the research background and basis for the mobile phone charger injection mold with our country's achievements in recent years in the industry, and based on the material selection of injection, for the selection of injection machine and check of the mould system design and calculation of mobile phone chargers plastic mould design.Key words Mobile phone chargers;injection mold;ABS目录摘要 (I)ABSTRACT (II)1 绪论 (1)1.1 设计目的与意义 (1)1.2手机万能充电器的发展现状 (2)1.3我国模具的发展现状 (2)1.4结构及特点 (3)1.4.1结构 (3)1.4.2特点 (4)1.5注射原理 (4)1.6 采用注射模成型手机万能充电器产品的优点 (4)1.7设计的研究内容及结果 (5)2 总体方案的确定 (7)2.1零件的选择 (7)2.2尺寸精度 (7)2.3塑件的材料选择及材料特性 (7)2.3.1塑件材料的选用 (7)2.3.2材料的特性 (8)2.3.3材料成型特征 (9)2.3.4材料成型条件 (9)2.4注射机的选择 (10)2.5注塑机相关参数校核 (10)2.5.1锁模力的校核 (11)2.5.2模具厚度H与注射机闭合高度的校核 (11)2.5.3开模行程校核 (12)2.5.4最大注射压力校核 (12)2.6型腔数目的确定及排布 (12)2.6.1根据经济性确定型腔数目。
充电器外壳注塑模具设计方案

密级:NANCHANG UNIVERSITY学士学位论文THESIS OF BACHELOR(2007 —2011 年)题目充电器外壳注塑模具设计学院:机电工程学院系机械专业班级:机制074班学生姓名:学号:指导教师:职称:起讫日期:充电器外壳注塑模具设计专业:机械设计制造及自动化学号:姓名:指导老师:摘要本文主要介绍的是充电器外壳注塑模具的设计方法。
首先分析了充电器外壳制件的工艺特点,包括材料性能、成型特性与条件、结构工艺性等,并选择了成型设备。
接着介绍了充电器外壳注塑模的分型面的选择、型腔数目的确定及布置,重点介绍了浇注系统、成型零件、合模导向机构、脱模机构、定距分型机构以及冷却系统的设计。
然后选择标准模架和模具材料,并对注射机的工艺参数进行相关校核。
最后对模具的工作原理进行阐述,以及在安装调试过程中可能出现的问题进行总结、分析,并给出了相应的解决方法。
本文论述的充电器外壳注塑模具采用三板式结构,即浇注系统凝料和制件在不同的分型面脱出,采用一模四腔的型腔布置,最后利用推板将制件推出。
关键词:充电器外壳;注塑模;三板模;浇注系统;脱模机构;定距分型机构The mouldinjection design of charger shellAbstractThe designing methods of injection mould of the charger shell are mainly introduced in this paper. First, the technological characteristics are analysed, including material properties, forming characteristics and conditions, the process of the structure, the forming equipment is selected.Then the parting line is selected, the number of cavities is determined.The specific introduction are made on gating system, cooling system,Molding parts, Steering mechanism, moulding mechanism, and spacer parting institutions.Then the standard mould bases and Mould materials are selected.and the technological parameters of the forming equipment is checked. Finally, problems that may emerge during the mold installation process are analysed and the appropriate solutions are provided.Threepencemould is used on the designof charger shell,that is pouring material and the plastic parts are ejected from different parting lines. there are four cavities in this mould,finally a stripper plateis used to push off the charger shells.Keyword:Chargershell。
充电器上盖注塑模毕业设计方案
充电器上盖注塑模毕业设计目录1 概述.......................................................................Ⅰ2 产品分析.......................................................................22.1 塑件分析.......................................................................22.2 塑件原材料分析.................................................................43 拟定型腔布局...................................................................63.1 分型面设计......................................................................63.2 型腔数目的确定.................................................................73.3 型腔排布......................................................................84 塑件相关计算及注塑机的选择.....................................................94.1 塑件相关计算...................................................................94.2 注塑机选择及注射工艺参数确定...................................................115 浇注系统设计...................................................................135.1 总体设计.......................................................................155.2 主流道设计.....................................................................155.3 分流道设计.....................................................................165.4 进料口设计.....................................................................185.5 冷料穴的设计...................................................................195.6 浇口套及定位圈的设计...........................................................196 模架选用及注射参数校核.........................................................196.1 模架...........................................................................206.2 开模行程校核...................................................................217 成型零部件设计.................................................................217.1 成型零件的材料选择.............................................................217.2 成型零件结构设计...............................................................218 侧向分型抽芯机构设计...........................................................288.1 侧向分型抽芯机构类型选择.......................................................288.2 抽芯距确定与抽芯力计算.........................................................288.3 斜滑块分型与抽芯机构零部件设计.............................................299 合模导向机构设计...............................................................339.1 导向机构.......................................................................339.2 定位装置.......................................................................3410 脱模机构设计...................................................................3510.1 脱模装置......................................................................3510.2 推出机构设计..................................................................3611 冷却及排气系统设计...........................................................4011.1 冷却系统......................................................................4011.2 排气机构......................................................................4212 注射模具选材.................................................................4413 模具的试模与修模..............................................................4614 数控加工设计..............................................................47参考文献...............................................................................53致谢词..................................................................................54充电器注射模具设计材料成型及控制工程指导老师摘要:随着塑料工业的发展,塑料制品已深入到国民经济的各个部门中,特别是在办公用品、照相器材、汽车、仪器仪表、机械、航空、交通、通信、建材产品、日用品以及家用电器行业中的零件塑料化的趋势不断加强,并且陆续出现以塑代金属的全塑产品。
手机塑料充电器模具设计
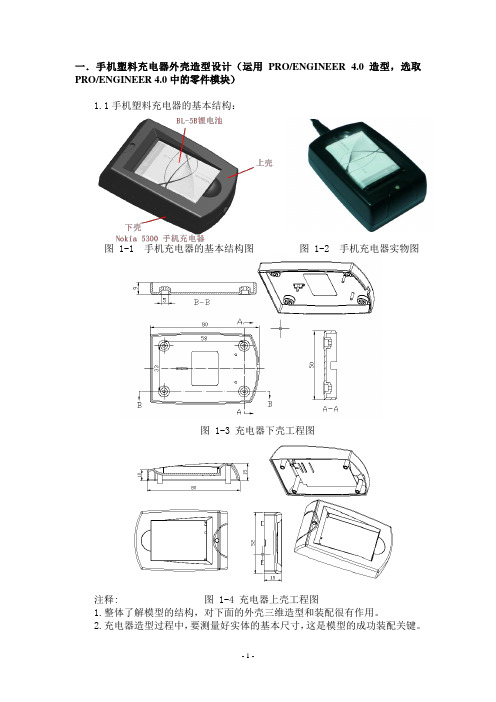
一.手机塑料充电器外壳造型设计(运用PRO/ENGINEER 4.0造型,选取PRO/ENGINEER 4.0中的零件模块)1.1手机塑料充电器的基本结构:图 1-1 手机充电器的基本结构图图 1-2 手机充电器实物图图 1-3 充电器下壳工程图注释: 图 1-4 充电器上壳工程图1.整体了解模型的结构,对下面的外壳三维造型和装配很有作用。
2.充电器造型过程中,要测量好实体的基本尺寸,这是模型的成功装配关键。
1.2手机塑料充电器上壳造型:图 1-5 充电器上壳造型图图 1-6 充电器上壳渲染图注释:1.用拉伸、旋转、镜像和混合切口把上壳的基本实体造出来。
2.用抽壳,设壁厚为1.5mm,得充电器上壳3.用拉伸、镜像工具造出上盖的连接柱子、装配和电源线卡口等细节部分。
4.用倒角来完善实体,使平滑过渡,之后加上渲染效果,更人性化和逼真。
1.3手机塑料充电器下壳造型:图 1-7 充电器下壳造型图图 1-8 充电器下壳渲染图注释:1.用拉伸、旋转和镜像造型工具把下壳的基本实体造出来。
2.用抽壳,设壁厚为1.5mm,得充电器下壳3.用拉伸、镜像工具造出下盖的连接柱子、电路板的定位柱子、装配的卡边和电源线卡口等细节部分,如图 1-7所示。
4.用倒角来完善实体,使平滑过渡,之后加上渲染效果,更人性化和逼真,如图 1-8所示。
1.4 BL-5B锂电池造型:图 1-9 BL-5B电池造型图图 1-10 BL-5B电池渲染图注释:1.用拉伸和镜像造型工具把电池的基本实体造出来,如图 1-9所示。
2.用倒角来完善实体,使平滑过渡,之后加上渲染效果,更人性化和逼真,如图 1-10所示。
1.5 充电器装配图 1-11 充电器上、下壳装配图图 1-12 充电器与电池壳装配图注释:1.使用PRO/ENGINEER 4.0的组件模块,把充电器的上壳和下壳装配起来。
如图 1-11 所示。
2.加上渲染效果且把电池装配起来,如图 1-12所示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要前言一、塑件工艺分析1.1塑件设计要求...................................................1.2塑件生产批量要求...............................................1.3塑件的成型要求.................................................1.4丙烯腈-丁二烯-苯乙烯共聚物(ABS)..............................1.5材料的确定及相关参数...........................................二、基本结构2.1、模具的成形方法................................................2.2、型腔的布置....................................................2.3选择浇注系统...................................................2.4冷却系统的设计................................................2.5确定推出方式...................................................2.6侧向抽芯机构...................................................2.7模具的结构形式.................................................三、模具设计的有关计算3.1注射机的选择3.2、模具成形尺寸设计计算四、注塑机参数校核4.1最大注射量校核.................................................4.2锁模力校核.....................................................4.3模具与注塑机安装部分相关尺寸校核...............................4.4模具闭合高度校核...............................................4.5开模行程校核...................................................4.6模具结构、尺寸的设计计算.......................................4.7型腔结构.......................................................4.8型芯结构.......................................................4.9导向机构.......................................................4.10复位杆........................................................4.11拉料杆........................................................4.12推件杆........................................................4.13推出结构......................................................五、塑料注射模具技术要求及总装技术要求5.1零件的技术要求.................................................5.2总装技术要求及装配图........................................... 结论致谢参考文献这套设计共花我4周的时间从图书馆查资料、和同学们讨论、分析和整理成文,决定做手机充电器外壳的设计。
设计中从材料的选取,工艺分析等来设计的。
另外该套模具巧妙的设计了拉料杆,保证了凝料在第一次分型时留在凹模板一侧,顶杆推动推杆固定板时凝料自动脱落,实现了从泣射到塑件被顶出的全自动化,提高了生产效率。
滑块上的导轨既起导向功能,出便于安装在凸模板上。
由于塑件是壁厚较薄而均匀的塑件,而且,凸模部分有许多孔和凸台,有较大的包紧力,为保正塑件的推出,故设计了多根推杆水平衡推出力。
经过生产实践证明,该副模具的开合模动作完全符合设计要求,适于大批量生产。
关键词:分流道、注射、模具在兴华模具厂实习期间,使我对模具制造行业有了一定的了解和认识,故在这次做毕业论文选择课题时,我最终选择设计关于以塑模为课题的设计,体现塑模在兴华模具厂的实际操作及应用。
现代经济的飞速发展和工业产品技术的不断提升,各行各业对模具的需求量越来越大,技术要求也越来越高。
期间其发展重点应该是既能满足大量需要,又具有较高的技术含量,特别是目前国内尚不能自给、需大量进口的模具和能代表发展方向的大型、精密、复杂、长寿命模具。
又由于模具标准件的种类、数量、水平、生产集中度等对整个模具行业的发展有重大影响。
因此,一些重要的模具标准件也必须重点发展,而且其发展速度应快于模具的发展速度,这样才能不断提高我国的模具标准化水平,从而提高模具质量,缩短模具生产周期及降低成本。
由于我国的模具产品在国际市场上占有较大的价格优势,因此对于出口前景好的模具产品也应作为重点来发展。
而且应该是目前已有一定基础,有条件、有可能发展起来的产品。
如:1.大型精密塑料模具塑料模具占我国模具总量的比例正逐年上升,发展潜力巨大。
目前虽然已有相当技术基础并正在快速发展,但技术水平与国外仍有较大差距,总量也供不应求,每年进口几亿美元。
2.主要模具标准件目前国内已有较大产量的模具标准件主要是模架、导向件、推杆推管、弹性元件等。
这些产品不但国内配套大量需要,出口前景也很好,应继续大力发展。
3.大型精密塑料模具塑料模具占我国模具总量的比例正逐年上升,发展潜力巨大。
目前虽然已有相当技术基础并正在快速发展,但技术水平与国外仍有较大差距,总量也供不应求,每年进口几亿美元。
4.主要模具标准件目前国内已有较大产量的模具标准件主要是模架、导向件、推杆推管、弹性元件等。
这些产品不但国内配套大量需要,出口前景也很好,应继续大力发展。
一、塑件工艺分析1.1 塑件设计要求该产品用于手机充电器外壳上,要求具有绝缘性的作用。
该产品精度及表面粗糙度要求为一般精度,但在加工制造过程中要求各部分有一定配合精度关系。
1.2 塑件生产批量要求该产品为大批量生产。
故设计的模具要有较高的注塑效率,浇注系统要能自动脱模,可采用侧浇口自动脱模结构。
由于该塑件要求批量大,所以模具采用一模二腔的结构,浇口形式采用侧浇口,由于塑件相对较小,所以可以采用一点进料,以利于充满型腔。
相对于大塑件可采用相对于小的塑件大的分流道,以达到同时充模的效果。
1.3 塑件的成型要求化学性能稳定,绝缘性好,宜于成形加工等,闭弯折不容易产生损坏和断裂现象。
塑件表面要求无飞边或缩孔现象。
1.4模具种类与模具设计的关系不同种类的塑料其工艺性能、成形特性也不相同,因此为了确定塑料的工艺性能、成形特征,并在模具中充分利用以获得优质的塑料制件。
如下表塑料种类与模具设计关系二、选用塑料1.4丙烯腈-丁二烯-苯乙烯共聚物(ABS)性能:1.ABS是丙烯腈、丁二烯、苯乙烯三种单体的共聚物,价格便宜,原料易得,是目前产量最大、应用最广的工程塑料之一。
ABS无毒、无味,为呈微黄色或白色不透明粒料,成型的塑件有较好的光泽,密度为1.02-1.05g/cm32. ABS是丙烯腈、丁二烯、苯乙烯三种单体的共聚物,故它有3种组分的综合力学性能,而每一组分又在其中其着固有的作用。
具有良好的表面硬度、耐热性、耐化学腐蚀、坚韧、成型加工性和着色性能。
3. ABS的热变形温度比PS、PE、PP、PVC都高,尺寸稳定性较好,具有一定的化学稳定性和良好的介电性能,经过调色可配成任何颜色。
4.根据ABS中三种组分之间的比例不同,其性能也略有差异,从而适应各种不同的应用。
5.耐冲击用:有高抗冲击强度,电绝缘,防霉,防湿,耐水性能。
6.自然放霉,耐湿,耐酸特性及具有高度防湿,防霉,耐高频特性。
用途:1.可做工业电器开关及零件,仪表壳,纺织机械零件、矿灯零件,旋纽灯头,开关,插座等日用电器零件2.可作电绝缘性,耐水性要求较高的电器仪表及电讯工业零件,交通电工器材及无线电零件3.可作耐高频的短波和超短波电讯器材,高绝缘试验仪器,无线电,雷达,电子管灯座等电器零件4.可作要求耐热,耐水,防霉,防腐的各种电器零件,用于船舶,湿热带气候条件时5.可用于有金属嵌件的复杂塑件,或用于防霉,防湿,防震场合时作真空管插座,电磁开关座,蓄电池箱盖,通讯机外壳6.可作蓄电池零件,人造纤维工业用零件,卫生医药用具,有酸,蒸气侵蚀的工作条件时零件以及湿度大,频率高,电压高的电器,机械零件7.ABS还可制作成水表客、纺织器材、电器零件、文教体育用品、玩具、电子琴及收录机外壳、食品包装容器、农药喷雾器及家具等。
1.5材料的确定及相关参数?? 方案一:1模2腔,购塑件平行放置,方向相反以便侧向抽芯。
浇口设在零件的上表面,使用定距拉杆加导柱和弹簧,矾保第一次分型面在定模座板和中间板之间分开,凝料先被拉断。
第二次分型而在动模板和中间板之间分开,以便取出制品。
这样分型有利于模具加工、注射、排气、脱模,同时使得操作简单方便。
方案二:1模2腔,两塑件平行放置,方向相反以便侧向抽芯。
浇口设在零件的下表面,浇口道从推杆旁边进去,即做成潜伏浇口。
但由于制品较高,流道太长,容易有浇注不足的现象发生。
使用定距拉板分型自动脱落凝料和制品。
但制品是壳体,下表面有台阶,而且多加两块推板使得本来就很长的流道加长,浇注不足的可能性就更大。
方案三:1模2腔,两塑件平行放置,方向相反以便侧向抽芯。
仪用热流道,可以消除废料的产生,但流道过长加热较复杂,而且ABS塑料流动性较好易产生涎流现象,改用PP等其它符合热流道的塑料,不仅塑性能不能满足制件功能要求,而且增加生产成本。
结合塑件注射可行性和经济性,对比以上3个方案,本次设计选择方案一。
ABS的成形条件:注射成形机类型:螺杆式密度(g/cm3):1.02~1.05计算收缩率(%):1.2~1.0预热:温度(℃)80~100时间:(h)3~5料筒温度(℃):后段 160~170中段 170~180前段 180~190喷嘴温度(℃):170~180模具温度(℃):90~120注射压力(Mpa)80~130成形时间(s):注射时间20~90高压时间0~9冷却时间20~60总周期 60适用注射机类型:螺杆式后处理:方法红外线灯、烘箱温度(℃) 140~145时间(h) 4二、基本结构2.1、模具的成形方法塑件采用注射成形法生产.为保证塑件表面质量,使用点浇口成形,因此模具应为双分形面注射模.2.2、型腔的布置塑件形状简单,质量较小,生产批量大.所以应使用多型腔注射模具.考虑到塑件的侧面有矩形孔(7X2),需侧向抽芯,所以模具采用一模二腔(计算方法如下),平衡布置.这样模具尺寸较小,制造加工方便,生产效率高,塑件成本较低.其布置如下图:型腔图塑件分型面的选择应保证塑件的质量要求,塑件的分型面有多种选择,图如下,分型面选择在轴线上,这种选择会使塑件表面留下分型面痕迹,影响塑件表面质量.同时这种分型面也使侧向抽芯困难,假如分型面选择在下端面,这样的选择使塑件的外表面可以在整体凹模型腔内成型,塑件大部分外表面光滑,仅在侧向抽芯处留有分型面痕迹.同时侧向抽芯容易,而且塑件脱模方便.双分型面注射模注射成型塑件表面平整、没有较大的浇口痕迹.由于该塑件为多型腔注射模,浇注系统有分流道,即要实现分流道脱模,又要实现塑件脱模,所以应该应用双分型面.图2 分型面2.3 选择浇注系统浇注系统是指模具中从注射机喷嘴起到型腔入口为止的塑料熔体的流动通道1)主流道的设计主流道是指浇注系统中从注射机喷嘴开始到分流道的流通通道. 主流道衬套的材料常用T8A、T10A制造,热处理后硬度为50—55HRC。