女西装生产工艺单1
打样通知单

4.领:左右对称.串口要直.避免止口外翻.注意门襟长短
5.袖:吃势均匀.左右对称.刀眼对齐.袖叉平整
6:针距:3CM / 14针
7.封口在下摆处
注:样衣仅供参考
制单:设计师:生产部:
打样通知单
设计款号:试样001
生产款号:
数量:
款式:女西装上衣
工厂:
交期:
洗水方法:
制单日期:
款式图:
单位:CM
部位
36*
备注
胸围
92
袖窿底部量
腰围
74
下摆
102
最下端
后中长
61
ห้องสมุดไป่ตู้袖长
59
肩宽
39
后领中到肩点
袖口
12.5
工艺要求:
示意图:
1.布料先进行缩水处理再裁剪,注意裁片丝缕
2.烫衬部位:领面.领里.挂面.前片.后片下摆.袖口袖叉.袋口.后片上领圈和袖窿部位.袖窿烫钎条.翻驳线门襟直钎条
女衬衫工艺单(作业)

着装效果
• 试穿结果:
• 问题已在假缝后进行了处理,因此试穿满意(由 于面料有点硬挺,与初衷有所落差)。
• 经验总结:
• 通过这次学习,我想在日后的工艺课中有了更好 的理论来提升自己的工艺水平。缝纫需要我们耐 性对待,不急不躁,争取做到更好。不同的款式 也有相通的工艺技巧,可以更好的灵活应用。
THE END
• 10、你要做多大的事情,就该承受多大的压力。10/9/2
020 1:50:26 AM01:50:262020/10/9
• 11、自己要先看得起自己,别人才会看得起你。10/9/2
谢 谢 大 家 020 1:50 AM10/9/2020 1:50 AM20.10.920.10.9
• 12、这一秒不放弃,下一秒就会有希望。9-Oct-209 Oct ober 202020.10.9
• 10、你要做多大的事情,就该承受多大的压力。10/9/2
020 1:50:26 AM01:50:262020/10/9
• 11、自己要先看得起自己,别人才会看得起你。10/9/2
谢 谢 大 家 020 1:50 AM10/9/2020 1:50 AM20.10.920.10.9
• 12、这一秒不放弃,下一秒就会有希望。9-Oct-209 Oct ober 202020.10.9
和)——装袖子(在袖中及距中点10cm处打上三角标记,同样的距离在衣片上也打上对位点,装袖 时将吃势往中间装好后锁边)
• 6)缝合袖里缝、侧缝——(袖笼线对齐缝合进行锁边,锁边结束后将所有缝头进行熨烫,倒向后 片))
• 7)卷下摆边——订肩章(下摆进行1.5cm的卷边宽度与袖口一样)
• 8)后道工序 • 1>剪多余的线头 • 2>进行锁扣眼、钉扣 • 3>装饰订珠 • 4>最后整体的熨烫
生产工艺单
狄威豪斯(北京)商贸有限公司工艺说明书款号:DH011D013___________________________________品名:连衣裙___________________________________ 设计师:___________________________________ 工艺师:李洪章___________________________________ 制版师:赵东伟___________________________________ 推版师:赵东伟___________________________________ 审核:___________________________________ 日期:___________________________________生产工艺解析图DH011D013服装生产工艺流程验布∣→裁剪∣→印绣花∣→整烫∣→检验∣→包装∣㈠面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单,样板的定制和样衣的制作,样衣经客户确认都方可进入下一道生产流程。
面料经过裁剪,缝制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗,成衣砂洗,扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经过检验合格后包装入库。
㈡面料检验的目的要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效提高服装的正品率。
面料检验包括外观质量和内在质量两个大方面。
外观上主要检验面料是否存在破损,污迹,织造疵点,色差等问题。
经砂洗的面料还应注意是否存在砂道,死褶印,劈裂等砂洗疵点,影响外观的疵点在检验中均需用标记注释出,在裁剪时避开使用。
面料的内在质量主要包括缩水率,色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
西装工艺单
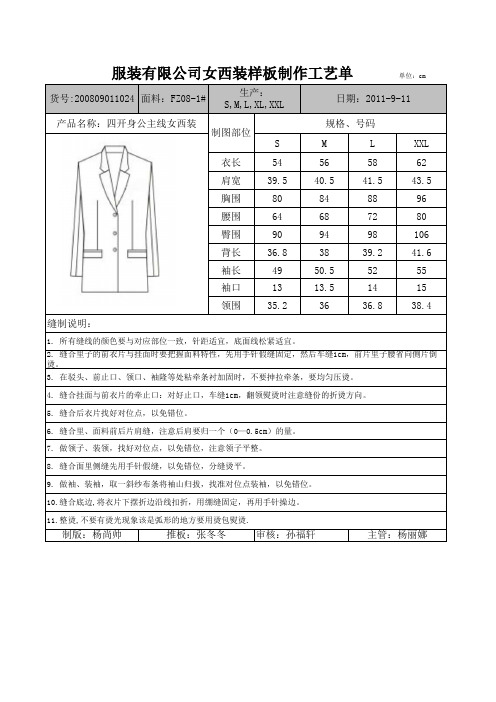
S
M L XXL 衣长54565862肩宽39.540.541.543.5胸围80848896腰围64687280臀围909498106背长36.83839.241.6袖长4950.55255袖口1313.51415领围
35.2
36
36.8
38.4
产品名称:四开身公主线女西装
规格、号码缝制说明:
1. 所有缝线的颜色要与对应部位一致,针距适宜,底面线松紧适宜。
制图部位
货号:200809011024面料:FZ08-1#生产:S,M,L,XL,XXL 日期:2011-9-118. 缝合面里侧缝先用手针假缝,以免错位,分缝烫平。
9. 做袖、装袖,取一斜纱布条将袖山归拔,找准对位点装袖,以免错位。
2. 缝合里子的前衣片与挂面时要把握面料特性,先用手针假缝固定,然后车缝1cm,前片里子腰省向侧片倒烫。
3. 在驳头、前止口、领口、袖隆等处粘牵条衬加固时,不要抻拉牵条,要均匀压烫。
4. 缝合挂面与前衣片的牵止口:对好止口,车缝1cm,翻领熨烫时注意缝份的折烫方向。
5. 缝合后衣片找好对位点,以免错位。
服装有限公司女西装样板制作工艺单 单位:cm
10.缝合底边,将衣片下摆折边沿线扣折,用绷缝固定,再用手针操边。
11.整烫,不要有烫光现象该是弧形的地方要用烫包熨烫.
制版:杨尚帅推板:张冬冬审核:孙福轩主管:杨丽娜
6. 缝合里、面料前后片肩缝,注意后肩要归一个(0—0.5cm)的量。
7. 做领子、装领,找好对位点,以免错位,注意领子平整。
西装的缝制工艺--西装生产过程中的质量控制

肩头衬
材料:马尾衬、黑炭衬 目的:使肩部平服、挺括
14
其它部位用衬
领底衬 口袋衬、底边衬、袖口衬 牵条
15
4、里衬的缝制工艺
传统敷里衬方法/ 生里衬或机缝衬
用人字线步(手工)缝合大身衬、 前身衬和肩头衬 襟位牵条处理 工时成本高 不影响面料手感
16
现代压衬方法/ 粘合衬的应用
粘合衬
• 大身衬、前胸衬与肩头衬均采用粘合衬 • 机缝处理 • 成本低,生产力高 • 适应于大量生产 • 影响面料手感
32
2、前胸衬结构缝制
缉前胸衬省缝 缉肩头衬在前胸衬上 敷驳口牵条
33
敷驳口牵条 敷驳口牵条在前身上 扎临时固定线
34
西装后身的缝制
敷后袖窿牵条 合背缝 劈烫背缝
35
合侧身摆缝 劈烫侧身摆缝 合肩缝 劈烫肩缝 压烫底边衬
36
装垫肩
37
4、西装里身缝制工艺
前里身缝制
压烫挂面衬 划挂面止口 缉挂面在前里身上
领子:领里的结构 驳头:款式、左侧扣眼 手巾袋:尺寸10cm*2.5cm、明线
6
侧口袋:暗线、袋盖5.5cm、袋唇 16cm*0.8cm 袖口:扣子、袖叉 里身:里内袋13cm*0.8cm、后中2cm 裥
7
三、西装的缝制特点
1、技术高:工人的培训 2、高质量:价格 3、特种机械的应用:开袋机、粘合机等 4、工序的复杂性:生产上的安排 5、CAD/CAM的高科技现代化生产线 6、生产成本高
非粘性马尾衬的特性
便宜、投资少 灵活性强,可用于多种布料 工序繁多,技术高,成本贵 较难配色 不适于透明与半透明的布料
11
3、里衬结构
大身衬/全身衬
女西服工艺报告
四开身平驳头刀背缝女西服工艺报告姓名:XXX班级:XXX学号:XXX指导老师:XXX一、 款式图(手绘)正面图 背面图二、 成品规格尺寸表(单位:cm )三、 排料及裁剪1、 排料图(手画或裁剪时所拍摄照片): 面料排版:里料排版:粘合衬排版:2、裁剪注意事项:(1)在布料上画版的时候应该将画粉削尖后使用,使版型更精准。
版要用重物压住防止画板时移动后不能准确剪裁。
(2)剪裁时应该将剪刀立起来,并顺势向后移动着剪裁,这样纵向的就能尽量剪在同一根纱上,减少脱纱的现象发生。
四、面辅料使用说明:1、面料:成份:弹力棉布;幅宽:1.2m;单件消耗: 1.8m;小样粘贴:2、衬料有纺衬:单件消耗:1m*1.5m;小样粘贴:里子布:醋酸绸单件消耗:1.5m*1.5m 小样粘贴:3、纽扣:扣子直径: 2.5 cm;所用数量:1 粒;扣子样品:五、女西服制作工艺流程及关键工序制作质量要求:(一)面料粘衬在需要粘衬的部位,面料的反面与粘合衬的反面相对,经过粘合机把二者粘合在一起;不许要的部位也最好过一遍粘合机,这样可以使面料受热收缩均匀。
(二)修正衣片按照毛料版对照粘衬后的一片是变形或缩小,在各个一片的关键位置划线、打剪口、打线钉、做标记。
例如:绱领位、胸围线、腰节线。
然后推、归、拔、烫。
将大袖的衣片熨烫整理一下。
(三)缝合衣片(1)前片与前侧片正面相对,前侧片在上,前片在下,胸围线、腰节线剪口对齐,按1cm缝份机缝;刀背缝与前片缝法相同,后中按1.5cm缝份机缝。
(2)归拔熨烫前衣片:将刀背缝劈开熨烫,劈缝的同时胸部要归拢、腰节处要拔开、腹部要归拢;袖隆处要归拢。
(3)归拔熨烫后衣片:将刀背缝劈开熨烫,劈缝的同时肩胛部位要归拢、腰节部位要拔开、臀部要归拢;后中也是同样道理;袖隆要归拢。
(4)贴牵条:在驳口线外侧粘直丝牵条,胸部要拉紧,驳口线长度适量吃进去一点。
沿串口线、领嘴线、驳头外口线、止口线、下摆粘直丝牵条注意驳头外口处要将牵条拉紧。
服装西裤工艺单
服装西裤工艺单企业工艺标准制定内容来源:周正方圆的日志xx制衣工艺流程品名:西裤批号:VHZ155N订货单位:XX成产批量:200件交货日期:2011.12.14编制员:XX审查员: XXX制定日期:2011.10.13一、产品规格表:单位:cm款式图:二、原料辅料使用部位:1.面料类前裤片两片,后裤片两片,腰面一片,串带袢七根,门襟面一片,里襟面、里各一片,侧缝斜插袋袋垫布两片,后袋嵌线布四片,袋垫布两片。
2.里料类腰里一片。
3.衬料类腰衬一片,门、里襟衬各一片,侧缝袋和后袋袋口衬四片,后袋嵌线衬四片。
4.其他侧缝袋布两片,后袋布两片,拉链一根,四件扣一副。
三、男西裤的质量要求(1)符合成品规格。
(2)外形美观,内外无线头。
(3)门里襟缉线顺直,长短一致,封口处无起吊。
(4)做、装腰头顺直,串带袢整齐、无歪斜,左右对称。
(5)侧袋和后袋袋口平服,后袋四角方正,袋角无裥、无毛出。
(6)整烫符合人体要求,烫煞无极光。
四、男西裤的工艺流程做缝制标记→拷边→收省→归拔裤片→开后袋→做、装斜插袋,缝合侧缝→缝合下裆缝→缝合前后裆缝,装门里襟拉链→做串带袢和腰头→装、压串带袢和腰头→手工→整烫→检验五、排料和裁剪的工艺要求:1、铺料时的工艺技术标准:(1)铺料时,无论是单件还是批量铺料,都必须做到每层材料的布边、起始端一定要齐,不得有错层或扭曲的现象。
(2)铺料时,必须仔细辨别材料的正反面,以保证材料正反面的准确。
确认铺料的方式是属于面面相对,还是正反相对,以避免所裁衣片出现左右不对称现象。
(3)铺料时,材料的摆放要平整,不能有褶皱,不能用力抻拉布料使材料变形,以避免所裁出的衣片纱支扭曲变形,影响服装的外形效果。
2、铺料的方式:无论是单件制作还是批量生产,铺料的方式都有单向与双向铺料两种。
(1)单向铺料方式:单向铺料是指将材料的幅宽完全展开后再进行排料。
若是批量生产的则需要按所需长度一层一层的断开,将幅宽展开铺排。
女西装实验报告

实验报告课程名称女西装工艺实验项目名称女西装制作实验时间2010.2.23--2012.3.22成绩姓名陈思琪班级10服工(2)学号xa10420209学年第指导教师一、款式图二、成品规格单位:cm三、裁剪要点:1、制作前准备:面料,里料分别用水浸泡(缩水处理),晾干,整烫。
2、排料前:点清样板块数,区分面料,里料的正反面。
布边要垂直对齐,整纬。
3、排料时:面料反面朝上,按丝缕方向排版,面料经纬方向与样板的丝缕向一致。
遵循原则:先大后小紧凑排列。
(毛料要顺毛,格子布要对格子,粘衬也要与布的丝缕方向一致。
4、剪裁时按划粉线剪,线条要刘顺,打出刀眼,剪裁时布要铺平,在布平整,对齐的情况下剪。
5、粘衬:注意粘衬要比衣片小0.2cm左右,固定时不能改变布料的丝缕方向。
6、修片:衣片过粘合机后,需要将其摊平冷却重新按样板修剪。
7、贴牵条:为防止袖口等部位拉伸变形四、缝制工艺流程五、针号、针距(每个款式均要填写)针号:75/11针距:明线11针/3cm,内线11针/3cm六、缝制工艺要点分析(图片记录并配以简洁的文字分析)七、课程总结体会通过这次的工艺实习,我体会了我以前从未体会过的东西: 1.通过这次的工艺实习,我们进一步深入了解了女西装的打版设计和工艺制作流程。
进一步熟悉和掌握工艺制作流程中的每一个环节,例如辑省道,装西装领子,上袖,熨烫等。
2.在具有服装结构设计和工艺知识的基础上,具有了一定的初步独立操作技能。
3.在熟悉了解和掌握一定的服装结构设计理论基础知识和操作技能过程中,培养提高和加强了我们的工程实践能力、创新能力。
4.搞好文明工艺生产,经常保持机器的整洁,工具工件、一些电机装置应放在规定位置,不得乱拿别人的作品。
5.在整个实习过程中,老师热情的答疑并讲解制作的关键,让我们明白了不管做任何事情,都要有“知之为知之不知为不知”的学习态度,和勇于改正积极寻求解答学习精神。
6.这次的工艺实习增进了同学之间的合作意识和友谊。
女礼服的工艺单

女礼服制作说明姓名:王海班级:苏大服装艺术设计(2013)褶裥、后面为分割贴片、腰节处有4个褶裥、下摆为圆形下摆、后面有蝴蝶结配饰。
规格表号型部位S M L 档差L 75 80 85 5B 92 94 96 2N 37 38 39 1S 39 40 41 1SL 55 56 57 1前腰节长39 40 41 0.5结构图面料放缝面料排料图排料方式:单幅排列面料小样单位:CM (里料)排料图里料小样排料方式:单幅方式面料推码图工艺流程图成衣工艺说明裁剪要求缝制工艺说明1.底边采用的外套袖笼的缝制方法,最后用手缝针进行缝制。
1 裁剪之前需要熨烫,检查面料是否有瑕疵或是脱散。
2.缝制面料再造时针距可以稍微大一些2 各部位刀眼对起,丝绺顺直 3.缝制V型要下摆时要注意要全部将面料吃进,因为面料再造比较厚,且长短不一用衬部位及要求 4.里料的放缝一般比面料在纬度方面要大一些,而长度方面要少一点1拉链部位 5.缝制前片和后片下摆的时候一定要做好标记针迹密度及要求: 6.缝制后片的贴片时一定要边缝边烫针距平缝3cm13针7.由于里料比较轻薄,在缝制的时候、需要将里料拉紧、面料放松、拉链缝制要求8.缝合侧缝时是面料对面料、里料对里料、面里料的缝合自然不宜紧缩9.前片面料需要卷边缝制后进行熨烫整烫要求:10.缝制前片里料的时候需要事先将里料缝制熨烫1.产品每个缝制的部位需要熨烫,不允许将面料烫缩。
11.侧缝在熨烫的时候需要边缝边烫2.所有缝迹处应将里面扒开熨烫12.前片和后片的弧形要圆顺3.表面无极光,不应烫糊烫焦13.拉链的里料需要烫衬、且拉链夹于面料和里料中间4熨烫温度不宜太高,在缝制好之前先将面料的褶裥熨烫好14.各部位烫平,无极光,表面不起泡,不起皱,各部位整洁无污迹,无线头,无断针,断线,包装要求15底边的放量为4CM服装应平整叠放,两袖对称放于前片,领子用领衬套上,不得起皱16所有拼缝过的,一般都需要烫分开缝商标应贴于右下角缝制工艺流程及机种面料再造、拼合前片面里料、拼贴后片、拼合后片下摆和后片、后片里收省、拼合后片里料、拼合前片里料、拼合前片和下摆、拼合侧缝、上拉链、熨烫底边、包边、上标签,熨烫整理,检验包装,机种;缝纫机,拷边机。
女西装工艺流程
9做袖、装袖 方法:缝合袖缝线,将袖里袖面底摆缝合,再用手 针固定,取一斜纱布条将袖山归拔,找准对位点 装袖 要领:找好对位点,以免错位(先装袖面再上袖里) 10缝合底边 方法: 将衣片下摆折边沿线扣折,用绷缝固定,再 用手针操边。 要领:手针假缝,以免错位。
11整烫 方法:将各部位熨烫平整
要领:不要有烫光现象该是弧形的地方要用烫包熨烫
女西装工艺流程西装制作工艺西装工艺污水处理厂工艺流程西装修改生产工艺流程图工艺流程图工艺流程中国西服定制网名牌西服
女西装工艺流程
指 导 老 师: 姓 名: 学 号: 胡 优 胡 芝 2007180915
目录
一、工艺流程
2)排料 3)裁剪
一、设计方案:
1)纸样准备
4)粘衬
5)做标记 6)缝制 7)锁眼钉扣:将前衣片与前侧片正面相对,对齐腰节线上的对位点缝合公主线、腰省及 领口省。 要领:腰省与领口省一侧压本布料,同时缝合,分缝熨烫。
2缝合里子的前衣片与挂面: 方法:1] 前衣片里子:与前衣片面料制作过程相同。 2] 缝合挂面:前衣片里与挂面正面相对,车缝1cm。 要领:把握面料特性,用手针假缝固定;前片里子腰省向侧片倒烫。
12锁扣定眼 定好扣位用锁扣眼机锁扣眼,定好扣子
成果欣赏
谢谢观赏~~~
3粘牵条衬:
方法:在驳头、前止口、领口、袖隆等处粘牵条加固。 要领:不要抻拉牵条,要均匀压烫。
4覆挂面 : 方法:缝合挂面与前衣片的牵止口。将挂面与 前衣片正面相对,用手针沿前止口绷缝固定,车缝 1cm。 要领:对好止口,翻领熨烫时注意缝份的折烫方 向。 5缝合后衣片 方法:1] 缝合后衣片面的背缝及侧缝,并分缝 熨烫。 2] 缝合后衣片里的背缝及侧缝,并倒缝 熨烫。 要领:找好对位点,以免错位。
女西装的工艺流程

女西装的工艺流程
《女西装的工艺流程》
女西装是一种优雅、时尚的服装,其制作工艺十分复杂精细。
下面将为大家介绍女西装的制作工艺流程。
首先,选择合适的面料非常重要。
女西装通常选用高品质的面料,比如羊毛、丝绸等。
面料选择完成后,需要进行裁剪。
裁剪师根据设计图纸,将面料裁剪成相应的服装部件,比如衣身、袖子、领子等。
接下来是缝制工艺。
裁剪好的面料部件会被送到车缝工段,工人们会将这些部件仔细缝制在一起,通过缝纫机和手工缝制,使得整件女西装逐渐成形。
在这个过程中,每一个细节都需要非常精确,比如线迹的平整、扣子的位置等。
然后是熨烫和整理。
女西装制作完成后,需要进行精细的熨烫和整理工艺,确保整件西装看起来干净整洁、平整无皱。
最后是装饰和包装。
女西装可能需要添加一些装饰,比如纽扣、领带等。
装饰工艺的精细程度同样十分重要。
完成所有工艺后,女西装会被送到包装环节,通过精美的包装,呈现给消费者。
女西装的制作工艺流程非常复杂,需要各个环节的工匠们共同努力,才能打造出一件精美的女西装。
服装生产工艺单

制单: 叶 师傅
审核:
第2/3页
款号: 成品色 颜色1
面料:
上海YE服饰有限公司
面辅料样卡
配料1:
面料贴样
配料2:
里料1:
贴样
颜色2
面料:
配料1:
配料2:
里料1:
贴样
洗唛
面料成份:
配料成份: 配料成份: 里料成份: 里料成份:
执行标准:
安全类别:GB18401 B 类
水洗方法 40℃以下水温轻柔手洗
不可漂白 阴凉处悬挂晾干 熨斗底最高温度110度
缓和干洗 与其他衣物分开洗涤 勿接触酸碱性物质
制单:叶 师傅
名称: 编号: 颜色: 用量: 部位: 名称: 编号: 颜色: 用量: 部位: 名称: 编号: 颜色: 用量: 部位:
辅料明细
名称: 编号: 颜色: 用量: 部位: 名称: 编号: 颜色: 用量: 部位: 名称: 编号: 颜色: 用量: 部位:
内,然后拼挂面,缝朝侧缝倒.
套结/锁眼部位 门襟
规格 圆头眼*2CM
4摆缝:拼缝包边滚,缝朝后倒. 5袖子:①大小袖拼缝包边滚,缝两边朝大袖倒.②袖口:折边卷光切2.5CM一周.③装袖:
前育克/后育克
竖打0.6CM(按样板位打) 圆装吃势均匀,两袖前后一致,内缝修至0.8CM然后包边滚0.5CM,滚边分缝包,不能塞
工厂在封样时一定按样板和工艺要求裁剪。工艺参照样衣和工艺单要求缝制。如 果在封样中有遇到问题请用书面文字表达出来。以备大货好操作。谢谢!
YE伊舍:/
商标、尺标 、水洗标定 商标编号: B0227228014
尺码标编号:B0227309016
上海YE服饰有限公司
生产工艺制作单
女西装生产工艺单1

女西装生产制造通知单
合同号款号款式数量交货期制表期
刀背女西装1000件2013-12-30 2013-6-14 规格尺寸(厘米)款式图
部位S M L 档差
衣长66 68 70 2
胸围92 96 100 4
腰围76 80 84 4
臀围100 104 108 4
肩宽38 39 40 1
领大35 36 37 1
袖长52.5 54 55.5 1.5
袖口13.5 14 14.5 0.5
腰节39 40 41 1
袋盖宽 5 5 5 0
颜色/尺码分配
颜色S M L 总数
白色60 340 600 1000
面辅料耗用
名称规格颜色数量使用部位备注
双面呢 1.44米(幅宽)白色 1.6米大身、袖子、领子、袋盖
舒美绸 1.44米(幅宽)白色 1.5米大身、袖子里布
有纺衬 1.44米(幅宽)白色1米前身,挂面,底边,袋盖面,袖口
无纺衬0.5米腰袋嵌线,领面里,开袋位
口袋布白色口袋
车缝线白色1500米全部车缝线
垫肩1副肩部
牵带2米
纽扣22mm 古铜色4个前门襟
袖山条1副袖山
主唛白底黑字1个车于后中距领边向下5厘米
洗唛连尺码白底黑字1个车于右袖窿里向下5cm
吊牌1个前中第一只纽眼上
胶袋1个一件入一胶袋
纸箱
制单:审核:。
服装全套工艺单模板

服装全套工艺单模板工艺单品名:GL1602-D码号设置:XS-2XL生产工厂:规格尺寸(成衣尺寸)单位:CM规格型号部位 XS S# S M MM L L XL L 2XL 公差后背长 24.5 26 28 30 32 35 38.5前衣长 17 18.1 19.3 20.4 22.2 24.2 12.3 14.7 15.8 领围 20.7 22.5 24.5 26.5 28.5 30.5 32.5 34.7 37.7胸围 29 31 33 35 37 39 41 43 46袖长 15.2 16.5 17.5 18.5 19.4袖肥 10.4 11.1 11.8 12.3 13.3 14.7 15.6袖口 10.6 11.6 12.8 14.1 15 16.1 17.2腰围 20.7 22.5 24.5 26.5 28.5 30.5 32.5 34.7 37.7 裤长 29 32 35 38裤腿肥 11 12 13裤脚口 38 42 46 49 52 56面料、里料料率:名称面料里料有纺衬配料组号幅宽 cm cm cm cm料率/件 cm cm cm cm编码(色号)备注裁剪比例颜色号型 XS SS M M L L XL L 2XL白色粉色军绿黑色辅料用料:名称松紧斜丝嵌条透明织带规格颜色白和黑顺面色数量 1单位 cm cm 个名称商标水洗标吊牌罩袋吊粒规格颜色数量单位个个 1 1 1码标备注裁剪要求:1、裁剪前面料、里料及配料提前24小时开卷醒料,检验面料有无原残、色差、纬斜、粗纱、跳纱、污点、短码及幅宽等问题,如有问题不得自行处理,应及时与跟单员联系,待确定解决方案后方可下裁;2、根据生产通知的料率、规格、号型、数量进行裁剪;3、裁剪前要先验板、核对板数(样板与样衣核对),避免画皮时丢片、漏片,严格按照样版标明的纱向裁剪(如遇样衣和样板纱向不一致时应及时与跟单员或公司联系),如遇倒顺绒面料;所有裁片要按公司要求而定;如遇格子面料应横向对格、竖向对称;如有款式需要则先把裁片荒裁;1、在铺料时,需要确保每层松紧度一致,同时推刀时不能出现跑刀、重刀或漏刀的情况。
女西服的工艺流程

一、女西服外形概述平驳头, 单排两粒纽, 门襟方角, 两开袋, 方角袋盖, 圆装袖, 袖口假袖衩, 两粒装饰纽;前身收胸省和腋下省;后背做中缝(下右图)。
二、女西服旳成品规格, 单位: cm 号型部位衣长胸围肩宽领围袖长AH160/84A 规格60 94 40 37 56 46三、女西服旳部件1.面料类前衣片、后衣片、大袖片、小袖片、领面、领里、挂面、袋盖面、嵌线布、袋垫布。
2.里料类前片、后片、大袖片、小袖片、领吊袢。
3.衬料类衣身衬、挂面衬、领面衬、领里衬、袋盖衬、嵌线衬、袋口衬、袖口衬、袖衩衬、牵带。
4.其他纽扣、垫肩、袋布、袖窿衬条(绒布条)。
六、女西服旳工艺流程检查裁片→打线丁→粘黏合衬→收省→归拔→开扣眼→开袋→敷牵带→复挂面→翻烫门里襟止口→做后片→缝合摆缝与做底边→合肩缝→做领→装领→做袖→装袖→手工→整烫→检查。
眼位、驳口线、缺口、腰省位、腋下省位、腰节、袋位、底边、袖窿对刀标识前偏袖线、袖衩线、袖肘线、袖口线、袖山中线袖衩线、袖肘线、袖口线粘黏合衬1.面料收省(1)剪开省。
(2)缉省。
2.夹里收省1.归拔前衣片2.后衣片旳推、归、拔工艺3.袖片旳熨烫工艺4.归拔挂面(1)拔烫腰省缝、腋下省。
(2)分烫省缝。
1.画扣眼2.缉扣眼3.剪扣眼4.翻烫扣眼5.熨烫嵌线画扣眼1.做袋盖2.粘衬3.缉袋盖和嵌线4.固定嵌线5.开袋口6.装下袋布7.装上袋布8.封三角9.兜缉袋布10.衣袋整烫缉袋盖和嵌线烫嵌线固定嵌线敷牵带1.做前身夹里2.挂面3.缉止口1.修止口2.烫止口3.翻烫止口做后片合面料摆缝做底边合肩缝1.做领里2.领3.合缉领里领面4.修剪缝头5.扣烫、翻转领里、领面6.做缝制标识1.查对领子与领圈与否吻合2.装领面(1).(2)3.装领里(3)4.固定缝份(4。
八片女西服缝制工艺
3、结构制图:见图二
(1)女西服后衣片制图(图 1—3—①)
(2)女西服前衣片制图(图 1—3—②)
②领净样:划领净样在领子净样的基础上制作,在装领前领角和外止口已经夹好,因此净 样的领角和外止口是净缝,领口和串口是毛缝。
③止口净样:止口净样是在夹止口之前划止口用的,因此止口边是净缝。 ④袋盖净样:袋盖净样除袋口边为毛缝外,其余三边是净缝。 ⑤扣眼位样板:扣眼位样板是在衣服做完后用来确定扣眼位置的,因此止口边应该是净缝, 扣眼的两边锥孔,锥孔时注意应在实际的扣眼边进 0.2cm。
①根据净样板放出毛缝,衣身样板的侧缝、分割缝、肩缝、袖窿、领口、止口处一般放缝
1.0cm,后中放缝 1.5cm,下摆贴边宽一般为 4cm。
②袖子的放缝同衣身,袖山弧线、内外侧拼缝放缝 1.0cm,袖口贴边宽 4cm。
③挂面一般在肩缝处宽 4cm,止口处宽 7~8cm。挂面除底摆贴边宽为 4cm 外,其余各边放 缝 1.0cm。
④领底在领外围线和领角去掉止口量后四周放缝 1.0cm,领面的后中线为对折线,在翻
折线、止口线切入存量后四周放缝 1.0cm。
⑤袋盖的上口放缝 1.5cm,其余三周在切入存势后放缝 1.0cm。
⑥口袋嵌线长为袋口大加上 4.0cm 的缝份量,宽度一般为 7.0cm;双嵌线袋如一个口袋用 两根嵌线的话,其宽度一般为 4.0cm。
10
广东外语外贸大学公开学院
梁永教案
4、里料排料:(见图 2—4)
西服标准工艺单
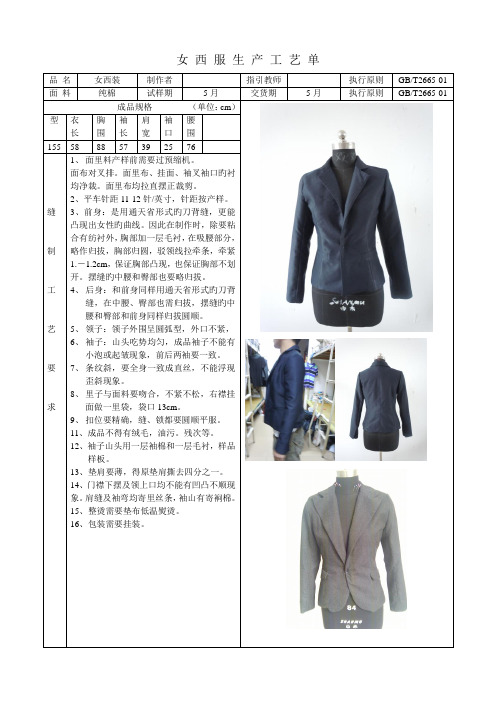
女西服生产工艺单品名女西装制作者指引教师执行原则GB/T2665-01 面料纯棉试样期5月交货期5月执行原则GB/T2665-01 成品规格(单位:cm)型衣长胸围袖长肩宽袖口腰围155 58 88 57 39 25 76缝制工艺要求1、面里料产样前需要过预缩机。
面布对叉排。
面里布、挂面、袖叉袖口旳衬均净裁。
面里布均拉直摆正裁剪。
2、平车针距11-12针/英寸,针距按产样。
3、前身:是用通天省形式旳刀背缝,更能凸现出女性旳曲线。
因此在制作时,除要粘合有纺衬外,胸部加一层毛衬,在吸腰部分,略作归拔,胸部归圆,驳领线拉牵条,牵紧1.-1.2cm,保证胸部凸现,也保证胸部不划开。
摆缝旳中腰和臀部也要略归拔。
4、后身:和前身同样用通天省形式旳刀背缝,在中腰、臀部也需归拔,摆缝旳中腰和臀部和前身同样归拔圆顺。
5、领子:领子外围呈圆弧型,外口不紧,6、袖子:山头吃势均匀,成品袖子不能有小泡或起皱现象,前后两袖要一致。
7、条纹斜,要全身一致成直丝,不能浮现歪斜现象。
8、里子与面料要吻合,不紧不松,右襟挂面做一里袋,袋口13cm。
9、扣位要精确,缝、锁都要圆顺平服。
11、成品不得有绒毛,油污。
残次等。
12、袖子山头用一层袖棉和一层毛衬,样品样板。
13、垫肩要薄,得原垫肩撕去四分之一。
14、门襟下摆及领上口均不能有凹凸不顺现象。
肩缝及袖弯均寄里丝条,袖山有寄裥棉。
15、整烫需要垫布低温熨烫。
16、包装需要挂装。
效果图工艺流程:检查裁片---打线丁---剪前腰省缝--缉省缝---分烫省缝—归拔—拉牵条--开袋--翻挂面—缝合后衣片--缝合摆缝--上里布--缉下摆--缝合肩缝--做领--装领--做袖--装袖--整烫--锁眼钉扣--总检--包装用料定额面料150厘米里料130厘米毛衬0袋布0 垫肩1对有纺衬100厘米线1粒扣子3粒(大)6粒(小)无纺衬50厘米。
女西服工艺报告

女西服工艺报告班级:服装092学号:200917041224 姓名:金志明女西服工艺报告一.款式图,结构设计图女西服款式,结构设计图见图1,图2。
款式说明:图1为枪驳头,三开身,一粒扣,刀背缝女西服。
端庄大方,适合休闲穿着。
注意事项;1绘图时线条要顺滑,刀背缝弧度不宜过大,后背也是。
2做好重要部位的对位点3 绘制终止要校样,专门是领底弧与装领弧,袖窿弧与袖山弧4.做好净样,毛样,里料样,如此能够提高效率,也以便以后如出错能够查找二.西装缝制流程图预备工作:1.女西服放缝图面,里排版图女西面料放缝西服里料放缝女西服面料排料西服里料放缝术语:布纹方向一致性要领:面料在排料之前就要进行洗涤以及熨烫整理。
铺料时要保证纸样上标注的布纹方向要和面料的直丝方向保持一致。
摆放要合理,以提高面料的利用率。
要注意,一样西服用料为衣长加袖长加10cm缝头等调剂量。
方法:将纸样按上述要领摆放到面料上。
为了节约面料期间,也能够对样板或者其他项目进行一些调整,前提是,在排料及工艺方面体会丰富。
在体会缺乏的情形下,规规矩矩的进行排料是最合适的方法。
注意事项;布上画样时,先将布料放平,注意丝绺方向,划粉要细,对位点也要记得转移。
2. 剪裁术语:纸样定位、刀口垂直要领:裁剪的关键在于准确复制纸样,防止布料滑移。
裁剪时,不能使布料存在拉伸或褶皱,保证面料自然平铺。
为了防止布料的上下片产生滑移,能够采纳重物压住面料,或者划粉准确画出纸样的形状。
剪刀的刀口要与面料保持垂直,防止上下片大小不一致。
刀背缝、大小袖等弧度相接处要剪成直角。
4.粘衬术语:熨斗、初步粘合、传动式粘合机要领:先把布衬和面料用熨斗初步粘合一下,然后采纳传动式粘合机粘合布衬,以确保准确对位,幸免粘合时移位或者造成布衬或面料成褶。
值得注意的是,要依照面料耐热性将温度和速度调整到合适的水平,以免产生面料因温度过热或加热时刻过长而产生的变形及褶皱。
方法:将初步粘合的面料依次送入传动式粘合机,幸免重合,在输出口用手托住裁片随机器传送带的移动自然拿出,不要拉扯。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
女西装生产制造通知单
合同号款号款式数量交货期制表期
刀背女西装1000件2013-12-30 2013-6-14 规格尺寸(厘米)款式图
部位S M L 档差
衣长66 68 70 2
胸围92 96 100 4
腰围76 80 84 4
臀围100 104 108 4
肩宽38 39 40 1
领大35 36 37 1
袖长52.5 54 55.5 1.5
袖口13.5 14 14.5 0.5
腰节39 40 41 1
袋盖宽 5 5 5 0
颜色/尺码分配
颜色S M L 总数
白色60 340 600 1000
面辅料耗用
名称规格颜色数量使用部位备注
双面呢 1.44米(幅宽)白色 1.6米大身、袖子、领子、袋盖
舒美绸 1.44米(幅宽)白色 1.5米大身、袖子里布
有纺衬 1.44米(幅宽)白色1米前身,挂面,底边,袋盖面,袖口
无纺衬0.5米腰袋嵌线,领面里,开袋位
口袋布白色口袋
车缝线白色1500米全部车缝线
垫肩1副肩部
牵带2米
纽扣22mm 古铜色4个前门襟
袖山条1副袖山
主唛白底黑字1个车于后中距领边向下5厘米
洗唛连尺码白底黑字1个车于右袖窿里向下5cm
吊牌1个前中第一只纽眼上
胶袋1个一件入一胶袋
纸箱
制单:审核:。