开关成套生产工艺流程图
新生产工艺流程图
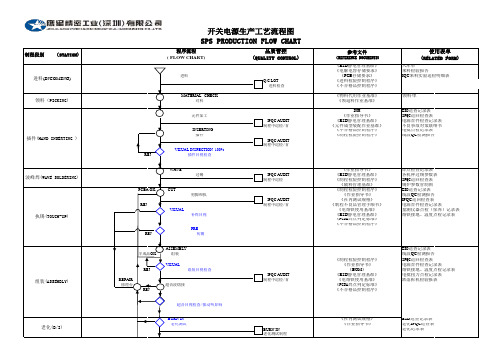
制程段别 (STATION)参考文件(REFERENCE DOCUMENTS)使用表单(RELATED FORM)《ESD 静电管理基准》入库单INCOMING《电解电容存储要求》来料检验报告进料《PCB 存储要求》IQC 来料实验送检明细表Q/C LOT ACCEPTANCE 《进料检验控制程序》进料检查《不合格品控制程序》MATERIAL CHECK《物料代用作业基准》领料单对料《领退料作业基准》 COMPONENT PREPARATIONBOMESD巡查记录表元件加工《作业指导书》IPQC巡回检查表IPQC AUDIT《ESD 静电管理基准》电源首件检查记录表制程中巡检/首件检查《元件成型装配作业基准》不良事故对策联络书《不合格品控制程序》电批点检记录表插件《制程检验控制程序》线段QC 检测报告IPQC AUDIT制程中巡检/首件检查VISUAL INSPECTION 100%REJ插件目视检查WAVE SOLDERING《作业指导书》焊点检查记录表过锡IPQC AUDIT 《ESD 静电管理基准》各机种过锡参数表制程中巡检《制程检验控制程序》IPQC巡回检查表《辅料管理基准》锡炉参数管制图 PCBA OK CUT LEADS AND TOUCH-UP《制程检验控制程序》ESD巡查记录表剪脚和执锡《作业指导书》线段QC 检测报告IPQC AUDIT《社内测试规格》IPQC 巡回检查表 REJ制程中巡检/首件检查《制程不良品管理手顺书》电源首件检查记录表VISUAL INSPECTION 100%《电烙铁使用基准》量测仪器点检(保养)记录表补焊目视检查《ESD 静电管理基准》烙铁接地、温度点检记录表《PCBA焊点判定标准》《不合格品控制程序》PRE-TEST100% REJ.初测ASSEMBLYESD巡查记录表 半成品OK 组装线段QC 检测报告《制程检验控制程序》IPQC巡回检查表VISUAL INSPECTION 100%《作业指导书》电源首件检查记录表REJ组装目视检查《BOM 》烙铁接地、温度点检记录表IPQC AUDIT《ESD 静电管理基准》电批扭力点检记录表REPAIR 制程中巡检/首件检查《电烙铁使用基准》跌落拆机检验报表修理台超音波熔接《PCBA焊点判定标准》REJ.《不合格品控制程序》INSPECTION 100%超音目视检查/振动听异响BURN-IN TEST 100%《社内测试规格》ESD 巡查记录表 老化测试《作业指导书》老化IPQC 巡查表BURN-IN IPQC AUDIT 老化记录表老化测试制程中巡检组装(ASSEMBLY)进料(INCOMING)插件(HAND INSERTING )波峰焊(WAVE SOLDERING)执锡(TOUCH-UP)程序流程( FLOW CHART)INSERTING开关电源生产工艺流程图领料(PICKING)老化(B/I)品质管控(QUALITY CONTROL)。
成套配电设备生产工艺流程图
成套配电设备生产工艺流程图首先是设计。
在进行成套配电设备的设计时,需要明确客户的需求和要求,包括电流负荷、用电环境等。
根据这些需求和要求,设计师会进行配电柜的设计,包括内部线路布局、开关元件选型等。
接下来是采购。
根据设计师提供的材料清单,采购人员需要购买所需要的原材料和零部件,包括钢板、开关元件、电缆等。
采购时需要注意品质和价格,选择合适的供应商进行采购。
然后是加工制作。
根据设计图纸,生产工人需要进行钢板切割、弯曲、冲孔等工艺,将钢板制作成所需的柜体结构。
同时,还需要进行内部零部件的加工,如开关底座的加工、电缆的剥皮和接线等。
接下来是装配。
在装配过程中,工人将制作好的柜体与各种开关元件、电缆等进行组装。
这个过程中需要确保每个零部件的正确安装,并且进行固定和连接。
之后是调试。
在装配完成后,需要进行设备的调试和检测,确保每个开关元件的正常工作和连接正确。
此外,还需要进行漏电流、绝缘电阻等性能测试,确保设备能够正常使用,并符合相关的安全标准。
最后是交付。
经过调试和检测后,设备可以正式交付给客户。
在交付前,需要对设备进行一次全面的检查和清洗,确保设备的外观和内部干净整洁。
同时,还需要提供合格证书和相关文件,确保设备的合规性和质量。
除了上述步骤之外,生产过程中还需要有品质控制环节。
在每个步骤中,需要对零部件和成品进行检查,确保其质量符合要求。
如果发现问题,需要立即进行修复或更换。
总之,成套配电设备(开关柜)的生产工艺流程是一个复杂的过程,需要涉及到设计、采购、加工制作、装配、调试和交付等多个环节。
每个步骤都需要认真进行,确保产品的质量和性能。
电气成套生产工艺流程

电气成套生产工艺流程1. 设计阶段
- 项目需求分析
- 电气系统设计
- 设备选型
- 电气图纸绘制
2. 采购阶段
- 材料和设备采购
- 质量检验
- 入库管理
3. 生产加工阶段
- 线缆加工
- 金属加工
- 电气柜制作
- 设备装配
4. 调试测试阶段
- 系统集成
- 功能测试
- 性能测试
- 可靠性测试
5. 出厂检验阶段
- 外观检查
- 电气安全检测
- 环境适应性测试
- 包装和发运
6. 现场安装调试阶段
- 设备安装
- 系统调试
- 人员培训
- 试运行
7. 验收交付阶段
- 现场验收
- 资料交付
- 质保服务
- 项目移交
在整个生产工艺流程中,质量控制、文档管理、安全生产和环境保护等工作贯穿始终,确保产品质量和生产效率,满足客户要求。
80开关组装工艺
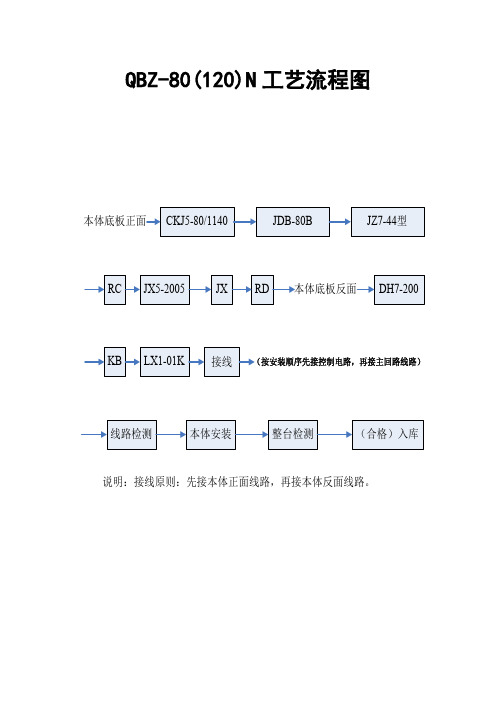
QBZ-80(120)N工艺流程图说明:接线原则:先接本体正面线路,再接本体反面线路。
真空可逆电磁起动器QBZ-80(120)N本体装在外壳的主腔内,所有元器件均装在一块电气安装板上。
本体正面本体反面1、安装顺序由本体底板正面:(1)C KJ-125/1140型真空接触器两台,分别用来正、反向接触和分断主电路,两台接触器所装的辅助开关位置相反,一只在左边,一只在右边,两台真空接触器之间还装有机械连锁结构,保证不能同时吸合。
(2)J DB-80B型电动机综合保护器,用来对电机和线路进行保护。
(3)J Z7-44型中间继电器,用于控制电路。
(4)R C阻容过压装置,用于吸收接触器分断电路时电动机产生的过电压。
(5)J X5-2005接线端子排和JX电压选择端子,RD熔断器座。
本体底板的反面装有:1、DH7-200型隔离开关,作为主电路隔离和接通用。
2、2、KB型控制变压器,提供控制电路电源。
3、LX1-01K停止按钮。
3、反转时:X1D1、X2D3、X3D2通,CKJ2吸合相序:X3、X1、X2控制线接线数据如下所示:【安装顺序】:从(1)……(32)步(1)X13……16(RD)450mm(2)16……25(JX)100mm(3)JX(1)……660V(KB)400mm(4)JX(2)……380V(KB)455mm(5)X11……KB(14)800mm(6)KB(9)……CKJ1(AC36V)605mm(7)CKJ1(AC36V)……CKJ2(AC36V)230mm(8)CKJ2(AC36V)……JDB(9#)752mm(9)9点接地出线到底板接线排:100mm(10)KB(4)……CKJ2-1 850mm(11)CKJ2-1……ZJ1-1 655mm(12)ZJ1-1……CKJ1(AC36V)690mm(13)CJK2-1……CJK1-1 380mm(14)CJK-1……ZJ2-1 445mm(15)ZJ2-1……CKJ2(AC36V)605mm(16)KB(4)……TA 1125mm(17)TA……8#底板接线排210mm(18)CJK-1……4(JDB综保)……695mm(19)3(JDB综保)……TA 810mm(20)TA……ZJ2-4 370mm(21)ZJ2-4……ZJ1(进线线圈)170mm(22)ZJ1(进线线圈)……1#(底板接线排)310mm(23)ZJ1(线圈出线)……CKJ1-3(常开触头)600mm(24)ZJ2-4(常闭触头)……ZJ1-4(常闭触头)105mm(25)ZJ1-4(常闭触头)……ZJ2线圈130mm(26)ZJ2(线圈)……2#(底板接线排)510mm(27)ZJ2(线圈)……CKJ2-3(常开触头)630mm(28)CKJ1(常开触头)……CKJ2(常开触头)630mm(29)CKJ1-3或(CKJ2-3)(常开触头)……5#(底板接线排)170mm (30)33(JDB综保)……ZJ1-2(常闭触头)470mm(31)ZJ1-2……ZJ2-2(常闭触头)105mm(32)ZJ2-2……D1 700mm主回路接线顺序:(全部使用25mm2多股塑料铜芯线,(36)除外)(33)CKJ1……CKJ2 300mm(34)CKJ1……CKJ2 215mm(35)CKJ1……CKJ2 150mm(36)CKJ1、CKJ2、……JDB铜编织带50 mm2、160 mm2三条(37)JDB……输出605mm(38)JDB……输出605mm(39)JDB……输出610mm(40)CKJ1……DH2-7-125(换向开关)490mm(41)CKJ1……CKJ2 240mm(42)CKJ1 DH2-7-125(换向开关)300mm(43)CKJ1……CKJ2 250mm(44)CKJ2……DH2-7-125(换向开关)300mm(45)CKJ2……DH2-7-125(换向开关)490mm(46)DH2-7-125……电源输入305mm(47)DH2-7-125……电源输入630mm(48)DH2-7-125……电源输入310mm说明:1、(1)~(32)全部用1.5或2.5多股软铜线;2、除(3)~(4)是一端裸线,一端为¢4线耳外,其余的线均为两端¢4线耳;3、接线原则:先接本体正面,再接本体反面。
开关柜生产的工艺流程PPT课件
中间继电器、 熔断器等
第10页/共23页
PC柜和MCC柜
第11页/共23页
五、导电及绝缘
a、导体:使大量电子能定向运动的物体; b、绝缘体:能阻碍大量电子定向运动的物体; c、常用导体及常用绝缘体 :
一般的说来,金属体基本上是导体,非金属体基本上是绝缘体,但也有例外的,如: 碳、石墨等。导体和绝缘体都有固态、液态和气态的,例如:银(Ag)、铜(Cu)、铝 (Al)等等都是导体,各种塑料、瓷器、橡胶等等都是绝缘体。
第21页/共23页
4、开关柜装配的工艺
A、适用范围 B、材料、工具及设备 C、准备工作 D、工艺过程及注意事项 E、符号牌的固定工艺
第22页/共23页
感谢您的观看。
第23页/共23页
第19页/共23页
2、抽屉组件的装配
(1)抽屉及抽屉架 (2)抽屉的规格 (3)装配后的清洁
第20页/共23页
3、元器件的装配
(1)元器件装配的顺序 (2)接地螺钉的安装 (3)刀开关的装配 (4)塑壳断路器的装配 (5)RTO、RL、NT系列熔断器的装配 (6)各种接触器、继电器、互感器的安装 (7)框架式断路器的安装 (8)装配后的清洁
由于电在日常生第活3页/和共23国页 民经济中有很重要的作
二、配电柜电压等级的分类
低压(660V及以下); 中压(660V以上至35KV以下); 高压(35KV至110KV); 超高压(110KV以上)。
第4页/共23页
三、电器成套设备中柜的分 类
PC柜 MCC柜 变压器柜 电容器柜 动力箱 照明箱及其他控制柜
中压柜、低压柜 (固定式、抽出式)
第5页/共23页
四、常用电器元器件简介