FA507A细纱机控制线路的改造
细纱三自动调整方法
细纱三自动调整方法各位朋友.在我们细纱的应用中经常有人提到关于落纱时尾纱过长或者是落纱后断头过多的问题.今天我就以经纬FA506的细纱机为例简要做一个说明:一般我们在使用细纱机时在车尾电气控制面板将三自动的工作方式设置为机械落纱.由于出厂年代的不同相对应的PLC代码也有所差异.所以具体在XX项目下修改我就不多说了.只要是采取的定长落纱就需要应用到三自动.按照该设备的出厂设置一般为定长落纱,也就是机械方式落纱;首先要知道行程开关和3只接近开关的作用.行程开关从里面开始: 始纺位置 .满纱位置纲领板下降到位停止位置接近开关: 第一个撞块的对应接近开关: 停车第二个撞块的对应接近开关: 下纲领板第三个撞块的对应接近开关: 主轴制动满纱信号发出----------发出停主机信号(停车)----------自由惯性----------滑到第二个接近开关---------下纲领板----------纲领板到位-------行程开关纲领板到位停止.-------------落纱后手动复位到始纺位置准备进入下个纺纱经常会有人提到落纱断头是什么原因呢?当满纱信号后首先主机会停,此时主轴并不停车靠自由惯性下纲领板如果因为一些原因使主轴过早停止肯定会造成断头的.解决的办法调整停车和下纲领板的机械撞块的间隙.也就是缩小角度.如果是主轴的轴承有损坏的首先要排除.因为更换品种造成的车速变低而引起的主轴惯性边变小可以采用这种办法.落纱后尾纱过长:一个是没有制动.再就是有制动但是没有发挥作用.有时候会因为某种原因使制动线圈损坏.一般也不可能马上就停下来修理\更换,但是要符合我们的需求怎么办?将下纲领板和停主机的撞块角度调大些,这个要根据实际情况进行调整.为防止出现上面所说的情况我们可以在每次落纱前小角度的进行调整.直到满意为止.这样就解决了没有刹车做造成的尾纱缠绕过多的问题.调细纱三自动应注意哪些问题?1、开车准备按下低压断路开关,关闭车头箱门开关使I1指示灯亮。
PLC改造细纱机
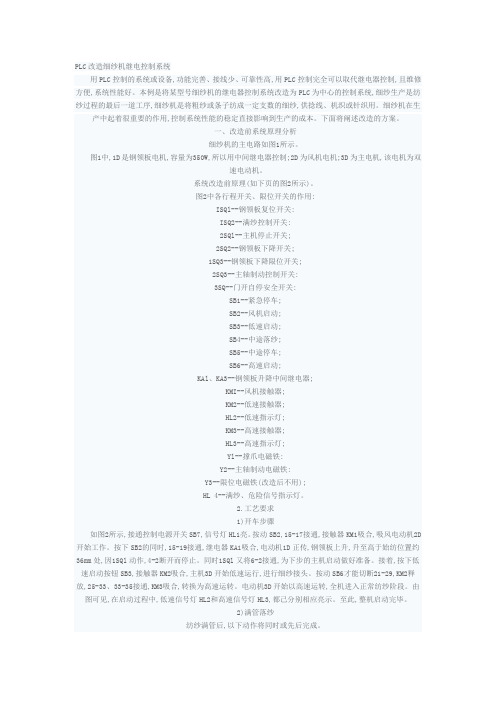
PLC改造细纱机继电控制系统用PLC控制的系统或设备,功能完善、接线少、可靠性高,用PLC控制完全可以取代继电器控制,且维修方便,系统性能好。
本例是将某型号细纱机的继电器控制系统改造为PLC为中心的控制系统,细纱生产是纺纱过程的最后一道工序,细纱机是将粗纱或条子纺成一定支数的细纱,供捻线、机织或针织用。
细纱机在生产中起着很重要的作用,控制系统性能的稳定直接影响到生产的成本。
下面将阐述改造的方案。
一、改造前系统原理分析细纱机的主电路如图1所示。
图1中,1D是钢领板电机,容量为350W,所以用中间继电器控制;2D为风机电机;3D为主电机,该电机为双速电动机。
系统改造前原理(如下页的图2所示)。
图2中各行程开关、限位开关的作用:ISQl--钢领板复位开关:ISQ2--满纱控制开关:2SQl--主机停止开关;2SQ2--钢领板下降开关;1SQ3--钢领板下降限位开关;2SQ3--主轴制动控制开关:3SQ--门开自停安全开关:SB1--紧急停车;SB2--风机启动;SB3--低速启动;SB4--中途落纱;SB5--中途停车;SB6--高速启动;KAl、KA3--钢领板升降中间继电器;KMI--风机接触器;KM2--低速接触器;HL2--低速指示灯;KM3--高速接触器;HL3--高速指示灯;Yl--撑爪电磁铁:Y2--主轴制动电磁铁:Y3--限位电磁铁(改造后不用);HL 4--满纱、危险信号指示灯。
2.工艺要求1)开车步骤如图2所示,接通控制电源开关SB7,信号灯HL1亮。
按动SB2,15-17接通,接触器KM1吸合,吸风电动机2D 开始工作。
按下SB2的同时,15-19接通,继电器KA1吸合,电动机1D正传,钢领板上升,升至高于始纺位置约36mm处,因1SQl动作,4-2断开而停止。
同时1SQl又将6-2接通,为下步的主机启动做好准备。
接着,按下低速启动按钮SB3,接触器KM2吸合,主机3D开始低速运行,进行细纱接头。
FA506型细纱机电气说明书(二)
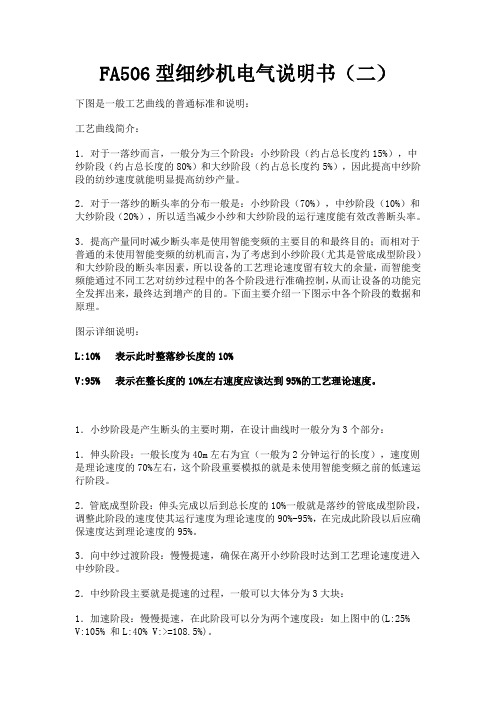
FA506型细纱机电气说明书(二)下图是一般工艺曲线的普通标准和说明:工艺曲线简介:1.对于一落纱而言,一般分为三个阶段:小纱阶段(约占总长度约15%),中纱阶段(约占总长度的80%)和大纱阶段(约占总长度约5%),因此提高中纱阶段的纺纱速度就能明显提高纺纱产量。
2.对于一落纱的断头率的分布一般是:小纱阶段(70%),中纱阶段(10%)和大纱阶段(20%),所以适当减少小纱和大纱阶段的运行速度能有效改善断头率。
3.提高产量同时减少断头率是使用智能变频的主要目的和最终目的;而相对于普通的未使用智能变频的纺机而言,为了考虑到小纱阶段(尤其是管底成型阶段)和大纱阶段的断头率因素,所以设备的工艺理论速度留有较大的余量,而智能变频能通过不同工艺对纺纱过程中的各个阶段进行准确控制,从而让设备的功能完全发挥出来,最终达到增产的目的。
下面主要介绍一下图示中各个阶段的数据和原理。
图示详细说明:L:10% 表示此时整落纱长度的10%V:95% 表示在整长度的10%左右速度应该达到95%的工艺理论速度。
1.小纱阶段是产生断头的主要时期,在设计曲线时一般分为3个部分:1.伸头阶段:一般长度为40m左右为宜(一般为2分钟运行的长度),速度则是理论速度的70%左右,这个阶段重要模拟的就是未使用智能变频之前的低速运行阶段。
2.管底成型阶段:伸头完成以后到总长度的10%一般就是落纱的管底成型阶段,调整此阶段的速度使其运行速度为理论速度的90%-95%,在完成此阶段以后应确保速度达到理论速度的95%。
3.向中纱过渡阶段:慢慢提速,确保在离开小纱阶段时达到工艺理论速度进入中纱阶段。
2.中纱阶段主要就是提速的过程,一般可以大体分为3大块:1.加速阶段:慢慢提速,在此阶段可以分为两个速度段:如上图中的(L:25% V:105% 和L:40% V:>=108.5%)。
2.最高速纺纱阶段:一般来说,纺纱速度达到最高是在整个长度的40%-50%出现,持续总长度的20%左右,此时的速度一定至少要达到108%的工艺理论速度,经过实测和多个厂家的反馈情况,最高速度一般能提高到110%以上。
细纱机智能变频改造方案

细纱机智能变频改造方案一、细纱机智能变频改造方案“智能变频器的优点纺织专用智能变频器是经纬股份有限公司在对纺织行业多年的深入了解,对纺织变频调速技术的深入研究,根据纺织企业的实际需求的基础上,通过对目前纺织行业所采用的通用变频器的深度开发,历时三年,研发出来的高新技术产品。
纺织专用智能变频器是为纺织企业量身定做的新产品。
它有以下优点:1)提高产量:安装变频器后的细纱机,虽然在小纱和大纱时降低了5%-8%的速度(目的是降低断头率),但在中纱时根据车况提高5%-15%的速度,而中纱的长度占整个细纱长度的80%,也就使纺纱的整体速度提高了近10%,大大提高了锭子的有效运转时间,提高了细纱机的生产效率和产量。
产量也就提高了近10%。
2)断头率降低:因断头的减少挡车工可以将节省的时间用来作清洁工作减少了许多突发的纱疵.提高了产品质量。
3)节约原料:断头减少后接头回花减少,皮辊花也相应减少,也就是节约了返工浪费的原料。
4)更改工艺方便:降低劳动强度更换品种或调节转速时,不需更换皮带盘,直接修改变频器参数就可以实现。
5)纺特殊品种效果好:对某些纺纱有一定难度的品种如强捻纱、包芯纱、麻棉纱及高档精梳产品,通过变速选择生产过程最佳点,可最大程度提高单产、减少断头。
6)全新的防棉防尘设计加宽加大的散热器散热增强了变频器的散热效果增加了变频器的可靠性。
7)设定参数方便快捷,上百台细纱机的工艺曲线和工作参数只需在办公室轻点鼠标即可轻松完成8)减少用工:细纱断头的减少为值车工扩大看台、减少万锭用工、节约生产成本提供了可能。
9)减少小线毛羽:通过变频降速对减少小线毛羽效果较好,有利于减小大、中、小纱毛羽值的极差具有潜在的商业价值。
10)可以联网监控。
自动统计产量:变频器与计算机局域网可连为一体。
在办公室可以自动记录每台细纱机的产量,并可以统计打印多台机器当日,当月产量, 另外还可以监控每台设备的电流,电压等参数,可以提前发现设备的故障,使故障得以及时处理减少停台时间降低维修费用.3.变频调速技术在细纱机的应用原理1、细纱机利用变频器调节锭子速度快慢,根据实际生产中的断头情况来设置相应的锭子速度,控制纱线张力的均匀平稳,达到提高细纱机的产量和减少断头的目的。
FA507型细纱机维修保养实践
FA507型细纱机维修保养实践FA507型细纱机维修保养实践一、引言FA507型细纱机是一种用于纺纱工艺的设备,常常用于细纱的生产。
然而,由于设备长期运行,不可避免地会遇到一些故障和问题。
为了保证设备的正常运行和生产效率,维护和保养工作非常重要。
本文将介绍FA507型细纱机的维修保养实践,以帮助读者更好地理解和掌握相关知识。
二、维修保养工作内容1. 清洁工作:定期对设备进行清洁,包括清除灰尘、纤维和杂质等,特别是设备的电子元件和传感器,以确保其正常工作。
2. 润滑工作:设备的各个部位都需要润滑剂的支持,以减少磨损和摩擦。
定期检查润滑情况,进行添加和更换。
3. 电气系统检查:定期检查设备的电气系统,包括电线连接情况、插头和插座的使用情况等,以确保电气系统的正常运行。
4. 传动系统维护:检查设备的传动系统,包括皮带、链条和齿轮的磨损情况,及时更换损坏的零件,防止传动系统故障。
5. 控制系统检修:检查设备的控制系统,包括主板、显示屏、控制面板等,确保设备能够正常工作。
6. 紧固件检查:检查设备的紧固螺栓、螺丝和螺母等紧固件的紧固情况,确保设备的稳定性和安全性。
7. 常规维护:定期对设备进行常规维护,包括检查设备的进给系统、冷却系统和冷却液的情况,及时清理和更换。
三、常见故障及解决方法1. 设备无法启动:首先检查设备的电源是否通畅,检查线路是否正常连接。
若电源正常且线路连接正常,则可能是设备的电子元件出现故障,需要联系维修人员进行修理。
2. 线路短路:若设备出现线路短路的情况,立即切断设备的电源,避免事故发生。
然后检查线路是否连接松动或线路上是否有损坏。
修复损坏的线路或更换松动的连接端,确保设备的安全使用。
3. 皮带断裂:设备的皮带经过长时间的使用,容易出现断裂。
当发现皮带断裂时,需要立即更换新的皮带,确保设备正常运行。
4. 机器噪音过大:当设备运行时出现过大的噪音,可能是设备的传动系统出现故障,需要检查传动系统的零件是否磨损或松动,及时更换或紧固。
细纱机变频改造技术及工艺

变频改造专家Inverter transformation expert细纱机专用变频器改造Inverter transformation of spinning machine’s说明书(The operating instruction Book)无锡市普莱特机电有限公司WuXi Pulaite electromechanical Co.,Ltd一、概述交流变频调速技术在棉纺织设备上的应用是必要的,对传统的棉纺织设备推广应用也是可行的。
随着社会的进步,技术的发展,必须提高我国现有棉纺织设备的装备水平,增加技术含量,提高企业效益,增加棉纱、布在国际市场上的竞争力。
因此,交流变频调速这一高新技术必将在棉纺织设备中得到广泛应用。
无锡普莱特纺电已经开发出纺织行业的细纱机专用变频器,为推动我国纺织行业的发展起到积极作用。
适用于:棉纺、麻纺、湿纺、绢纺、丝纺、化纤等行业的各种清棉机、梳棉(理)机、并粗纱机、细纱机、精纺等机型。
二、优势目前,国内外细纱机均已配备或可配备变频调速装置。
应用变频调速装置的主要优势在于能够根据一落纱的大、中、小纱张力变化规律实现自动无级变速,优化纺纱条件,以尽可能地保持纺纱各阶段的张力稳定。
对进一步降低断头,减少毛羽,实现优质高产,降低能耗和减轻值车工劳动强度都将起到积极作用。
安装变频器后的细纱机,虽然在小纱和大纱时降低了5%~8%的速度(目的是降低断头率),但在中纱时根据车况提高5%~15%的速度,而中纱的长度占整个细纱长度的80%,也就使纺纱的整体速度提高了近10%,大大提高了锭子的有效运转时间,提高了细纱机的生产效率和产量。
产量也就提高了近10%。
其次,对提高产品质量有作用。
千锭时断头率降低,因断头的减少挡车工可以将节省的时间用来做清洁工作减少了许多突发的纱疵,提高了产品质量。
对某些纺纱有一定难度的品种如强捻纱、包芯纱、麻棉纱及高档精梳产品,通过变速选择生产过程最佳点,可最大程度提高单产、减少断头。
FAa507细纱电路图504锭

12
~24V
11
0V
22
~100V 21
5
6
7
8
F6 1 F1 2 1 F2 2 1 F3 2
c 1\56
e 2/7F
e
A
7D
g 2D
X1 X2
37
26
1
H3
2
24
h 2\8F h 4/2D
B
d 4\2D d 1\6B
d 2\1E
7D
C
1 F4 2
m 2\9E
n 2\9E
D
L
e 7B
~220V
U5
N
吹吸风电机*
8
9
35
8
24
11
21
M5:W
9
10
36
9
25
12
15
M5:PE
10
11
37
10
27
8
31
S0:13
11
28
9
32
S0:14
控制电源开关
12
29
19
33
S0:23
D
34
S0:24
13
30
20
D
39
Y:A1
主轴刹车盘
40
Y:A2
14
31
13
15
32
14
车尾X2端子表
X2 To
TYPE
E
15 S8:4
TYPE
钢领板电机
油泵电机-油位下限
油泵压力 满纱灯 油位下限灯-吸风启动-主轴启动-中途停-中途落-停车程序-急停 门开关 三自动:纺纱 -落纱-满纱
细纱机改造

V/F控制不是必选的,可以选用矢量控制变频器,也可以选用直接转矩控制的变频器啊。
V/F控制的缺点,主要是由两个:第一,是开环控制方式;第二,是低频扭矩比较小,对于大惯量的负载,可能造成启动困难,甚至是启动不了。
现在风机水泵类负载,一般还是倾向于使用V/F变频器,这是一个不争的事实,这是因为,风机水泵类负载,对于变频器的要求是比较低:第一,风机水泵之类属于轻载,对低频扭矩不是很关心;第二,风机水泵的控制是比较简单,无非就是恒压、恒静压之类的控制,即使不用闭环控制,也能达到较好的节能效果;第三,相对于矢量控制、直接转矩控制的变频器来讲,V/F的变频器在价格上还是有优势的。
随着原材料、劳动力成本等要素价格的快速上涨,纺织企业对节能降耗的需求日益加强。
一些纺织企业的管理人员也常问我们有没有简单易行的降耗方法?本期一线交流专栏,我们聚焦细纱工序,从细纱机吸棉风机、细纱机节能锭带、细纱机水冷电机等角度出发,介绍山东聊城华润纺织有限公司、陕西风轮纺织股份有限公司、西北二棉责任有限公司、广西南宁锦虹纺织有限公司等一线企业的成功经验。
细纱机主传动目前仍沿用三角带传动,传动效率仅为0.96。
而改用高强度平皮带,传动效率可达0.98以上,节电2%以上,而且由於高强度平皮带厚薄均匀,噪声显着低於三角带传动。
以ABS塑料滚盘代替以镀锡薄钢板冲压而成的全属滚盘,重量节省达1/3以上,试验证明节电1%。
如采用更轻的工程塑料,还可节电,但还需考虑其耐磨性、冲击韧性,以提高塑料滚盘的使用寿命。
一般纺织厂对锭带张力的大小不太重视,为防止锭子打滑,锭带张力设置往往偏大,其实这是不经济的做法。
合理的锭带张力要根据卷装大小和所纺支数、锭速、锭子型式、锭盘直径、锭子油粘度等因素决定,选用合适的锭带张力,对降低能耗会起积极作用。
现有的环锭细纱机纺纱速度主要受细纱断头的约束,而细纱断头是细纱生产中的主要危害,也是细纱生产实现优质、高产、低耗的主要障碍,直接影响到细纱的质量、产量及生产效率。
细纱机的紧密纺技术改造(1)
一96.
“¨Ⅱ杯”2008年仝圆接管纺纱技术"发&川研讨eⅪi集
灏
潘j
“同和杯”2008年全国紧密纺纱技术开发应用研讨会论文集
大多相关的纺纱企业资金和厂房等硬件设施不足;国外紧密纺设备价格昂贵,该技术对清 洁工作和环境和络筒工序等生产条件要求高;投入成本、纺纱器材和能源消耗等费用较大, 适纺品种有限(纯棉精梳纱等)。诸上原因等限制了紧密纺技术在国内推广。我们的创新 紧密纺技术面向并且适合大多数中等企业(约占纱厂总数50%)的细纱机改造。 紧密纺纱设备的国产化创新是紧密纱纺纱技术在国内普及的关键一环,能够使紧密纱
“同和杯”2008年全国紧密纺纱技术开发应用研讨会论文集
细纱机的紧密纺技术改造
刘心雄韩琪王安民
华中科技大学机械科学与工程学院
摘要本文针对特定的市场,探讨适合此类型客户的细纱机紧密纺思路。从纺纱原理和机械功能角度对 国内外的紧密纺设备进行分析和反求,并进行了优化设计和验证。 关键词环锭纺紧密纺优化设计细纱机
具体内容是在原牵伸装置前加一组气动集聚装置在前罗拉前增加一个控制罗拉其上装有控制胶辊和中罗拉相似的皮圈套在胶辊和支架上组成一个类似方向相反的中罗拉的上胶圈其尖端即探入前罗拉和前胶辊间其下装有一异形截面吸聚管作为负压的吸聚管和一个异型机械集聚部件一集束块以托住上胶圈的尖端共同组成一套凝聚系统按照牵伸不集聚集聚不牵伸纺纱设计原则类似牵伸装置中下胶圈的下销棒并夹住前罗拉输出的须条以便于经牵伸后的须条立即被机械机构集束初步将纱线集聚然后在控制罗拉和控制皮辊的传动下通过负压的吸聚管对纱线进行附加集聚纱线横截面积减小加捻三角区大大减小
FA507A型细纱机中罗拉头改造措施

[ ] 徐 如 林 . 纺设 备 改纺 涤棉 包 芯 纱 的 生 产 实 践 [ ] 1 棉 J.
棉 纺 织 技 术 , 9 4,2( ):63 . 1 9 2 4 3 —8
害毛羽 的数量少 。纱线 的各项指 标 明显 好 于普 通
纱 线 , 别 是 千 锭 断 头 根 数 有 明 显 的 降 低 。 参 考 特 其 他 减 少 断 头 的 措 施 , 锭 差 速 纺 纱 已 经 达 到 了 动 比较 先 进 的水 平 。 本 文 测 试 毛 羽 指 数 所 使 用 的 仪 器 为 美 国 劳 森
套, 改造 后没有 损坏 1 。机 台运行平稳 , 套 中罗 拉 摇 臂轴 承损坏也 明显 降低 。这 种改造方 法简单 易
行 , 少 了 维 修 费 用 , 低 了 坏 车 率 , 高 了 生 产 减 降 提 效率 。
颈太小 。原使 用 1 3号 轴 承 , 0 罗拉 头 的轴 颈 只有
择 织 技
Cot xte Tec ol t Te i on l hn ogy
第 3 8卷
第 1 期
2 1 年 1月 00
用定气 圈原理 , 纱时 的断头 下降 明显 , 小 大纱 下降
不 如 小 纱 明 显 。 由 于 我 们 能 够 比较 容 易 的 改 变 机
一
亨 谱 希 尔 ( a sn H m hl 司 生 产 的 C F Lwo — e pi公 T
( o s n T ninTa sot纱线性 能测试 仪 。由 C nt t e s rnpr) a o 于公 认的棉纱 有 害毛羽 长度 为 3m l 本 文在利用 l, l
C T测 试 毛 羽 指 数 时 , 取 的 设 定 毛 羽 长 度 为 C 选
FA507A型细纱机产品说明书
FA507A型细纱机产品说明书FA507A型细纱机Model FA507A Ring Spinning Frame产品说明书Instruction Book马佐里(东台)纺机有限公司Marzoli (Dongtai) Textile Machinery Co.,Ltd锭D2 速D1136 148 176 180 200 210 220220 20057 18052 17192 210 19580 19145 17231 15665 200 18849 1823415629 14919 180 19958 167841477014068 13427 176 19515 16046 14442 13754 13129 148 1785913800 13493 12144 11566 11040 136150801268112399111591062810145工艺计算 8.1锭速当锭盘直径为 22mm 时锭速=1480×[D1×(D3+δ )]/[D2×(d1+δ )]=1480×[D1×(250+0.6)]/[D2×(22+0.6)]=16410×(D1/D2)(r/min) 注:上列皮带轮按所订机器规格供给 8.2捻度不计传动带滑溜及细纱捻缩:(罗拉直径为 25mm )捻度=(D5+δ )×Z2×Z4×Z7×Z9×100(d1+δ )×Z1×Z3×Z5×Z9×π d2 当锭盘直径 d 为 22mm 时,= ( 250+0.6 )× 43 ×58 ×24 ×100× Z4(d1+0.6)×18×24×26×π ×25×Z4纺纱工艺所需捻度范围本机提供捻度Z3 Z433.236~33.668 33.236 79 3333.668~34.554 34.100 77 3334.554~35.488 35.009 75 3335.488~36.475 35.968 73 3336.475~38.130 36.981 71 3338.130~39.789 39.279 79 3939.789~40.837 40.299 77 3940.837~41.941 41.374 75 3941.941~42.778 42.508 73 3942.778~43.374 43.044 61 3343.374~44.010 43.705 71 3944.010~44.891 44.315 79 4444.891~46.072 45.466 77 4446.072~47.318 46.678 75 4447.318~48.633 47.957 73 4448.633~49.901 49.308 71 4449.901~50.682 50.494 52 3350.682~51.821 50.870 61 3951.821~53.052 52.372 79 5253.052~54.449 53.733 77 5254.449~55.921 55.165 75 5255.921~57.034 56.677 73 5257.034~57.832 57.302 61 4457.832~58.974 58.273 71 5258.974~60.555 59.674 52 3960.555~62.235 61.437 79 6162.235~63.873 63.032 77 6163.873~65.600 64.713 75 61纺纱工艺所需捻度范围本机提供捻度Z3 Z465.600~66.905 66.486 73 6166.905~67.578 67.325 52 4467.578~68.093 67.826 61 5268.093~69.442 68.359 71 6169.442~71.010 70.524 44 397.010~72.437 71.508 78 7172.437~73.444 73.366 71 7173.444~74.422 73.523 79 7374.422~75.377 75.322 75 7175.377~75.485 75.432 77 7385.485~76.461 75.577 79 7576.461~77.415 77.386 78 7177.415~77.471 77.444 75 7377.471~77.525 77.499 77 7577.525~78.558 77.551 79 7778.558~80.599 79.566 61 6180.599~81.660 81.632 77 7981.660~81.716 81.687 75 7781.716~81.778 81.745 73 7581.778~82.808 81.807 71 7382.808~83.867 83.809 75 7983.867~83.987 83.925 73 7783.987~85.077 84.048 71 7585.077~86.197 86.105 73 7886.197~87.410 86.289 71 7787.410~89.148 88.531 71 7989.148~91.188 89.766 39 4491.188~92.973 92.809 61 7192.973~93.684 93.337 52 6193.684~94.625 94.032 44 52 纺纱工艺所需捻度范围本机提供捻度Z3 Z494.625~96.522 95.218 61 7396.522~99.131 97.826 61 7599.131~101.740 100.435 61 77101.740~104.566 103.044 61 79104.566~107.362 106.087 39 52107.362~109.472 108.638 52 71109.472~111.002 110.307 44 61111.002~113.228 111.698 52 73113.228~116.288 114.758 52 75116.288~119.348 117.818 52 77119.348~122.664 120.878 52 79122.664~124.912 124.449 39 61124.912~126.883 125.376 33 52126.883~130.198 128.390 44 71130.198~133.815 132.006 44 73133.815~137.431 135.623 44 75137.431~141.048 139.240 44 77141.048~143.853 142.856 44 79143.853~145.963 144.850 39 71145.963~148.003 147.076 33 61148.003~150.971 148.930 39 73150.971~155.051 153.011 39 75155.051~159.131 157.091 39 77 159.131~166.179 161.171 39 79 166.179~173.598 171.186 33 71 173.598~178.420 176.009 33 73 178.420~183.242 180.831 33 75 183.242~188.064 185.653 33 77钢领直径(mm)D(mm) D(mm) H1(mm) α /2 3529 13 45.3 。
FA507型细纱机维修保养实践
FA507型细纱机维修保养实践FA507型细纱机维修保养实践发布时间:20xx-08-20来源:中国纺织科技信息网毛高凡(福建长汀县轻纺服装产业办公室)摘要:为了改善成纱质量,提高设备完好率以及运转率,根据FA507型细纱机的性能特点,运行状态以及产品质量要求,对其周期维修保养计划进行了合理的调整,并对维修内容作了修改和补充,指出了维修保养应注意的问题。
通过采取周期计划维修保养和状态维修保养相结合的设备技术维修管理方式后,成纱质量得到良好的改善,减少了设备维修材料的消耗,降低了生产成本。
关键词:细纱机;周期计划维修;状态维修;成纱质量;成本FA507型细纱机原采用周期计划维修,在生产运行过程中存在运转效率低、断头高、成纱质量水平较低、设备维修停台时间长、用工多、费用高等问题。
为了解决生产中存在的这些问题,根据FA507型细纱机的性能特点、运行状态,围绕纺纱品种、织造质量的要求,我们不断改进设备周期计划维修,并与状态维修方式紧密结合,较好地解决了维修保养方式存在的问题,设备运行效率和产品质量都得到很好的改善。
1周期维修保养计划1.1设备维修保养机构的调整我们按现有2万锭FA507型细纱机的规模,结合劳动用工改革,尽量做到岗位明确、责任直观、任务量化、组织合理、操作规范、调整原有的平车队、揩车队和专件组的设置,由保全队全部承担平、揩车队和纺纱专件的平修保养工作任务,形成平车、揩车一体化的周期计划维修保养的作业体系。
1.2周期计划维修内容的调整因FA507型细纱机已经使用多年,设备某些部件本身的材质、加工精度和磨损周期年限等综合状态,完全取消周期计划维修保养,是不能保证设备的完好率和运转效率及细纱产品生产要求的,同时也会影响细纱机的使用寿命。
根据FA507型细纱机设备的传动系统已全部轴承化和润滑系统已实现了自动化等特性,我们改进了周期计划维修内容,取消了周期计划部分项目,建立以设备完好率为中心的设备维修保养工作内容,把长期沿用的“设备完好率、准期率、一等一级车绿、计划完成率、拆车合格率、保养一等车率和机械工艺上车率”等设备管理体系的7项考核指标改为以“设备运转率、完好率、机台产品质量合格率和设备技术性能合格率”4项技术指标内容,强化检查交接制度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FA507A细纱机控制线路的改造实践
本公司使用的40台FA507A细纱机(上海二纺机股份有限公司1995年3月设计生产),是1995年10月投产使用的,在生产过程中,曾多次发生下列故障:
一、JBK-350控制变压器烧毁。
经观察和分析,造成JBK-350控制变压器烧毁的原因主要在H1指示灯电源控制线上无设计保险,而H1指示灯在灯泡发生烧毁,一旦取下灯泡无及时补上的情况下,指示灯底座内的舌簧容易弹起造成24伏电源长时间短路,烧毁了控制变压器。
另外,灯泡在安装和拆卸过程中因舌簧较长易造成火、零线的短路,烧毁了控制变压器。
改进方法:在线路X1:52处加装2安培的瓷保险,杜绝了此故障的发生,经多年试用,效果良好。
二、牵引电磁铁断电后衔铁不能自动复位。
经观察和测试分析,造成此故障的原因主要为:
1、电磁铁衔铁(型号:MQ1-5101,额定吸力:15牛顿,额定行程:20毫米,吸引线圈电压:交流220伏)表面渗入机油,造成上下衔铁吸合时的自然粘合现象。
2、在可编程控制器(以下称A1)输出继电器处于常开状况下,电磁铁线圈(以下称Y1)内仍存有剩磁,衔铁不易凭借自身重力自然复位。
3、机械调节不灵,造成衔铁卡死。
改进方法:
1、针对电磁铁衔铁表面渗入机油现象,采用控制油泵加油次数和加油量,尽可能避免机油渗入电磁铁衔铁表面。
2、在YI断电的情况下(AI的29输出继电器常开状况下),因控制线路设计原因,控制变压器的交流220伏电压的一端仍流经电磁铁线圈内,造成其线圈内的电源分离不彻底,线圈内仍有一定量的剩磁存在,衔铁不易复位。
为了消除此现象,我公司采用改进线路的方法,在AI的29处和线路X1:39之间,加装一中间继电器(以下称ZJ1),由原来AI的输出继电器直接控制电磁铁线圈Y1,改为控制ZJ1线圈的电源通断,而由ZJ1常开触电控制Y1的电源通断(如下图),彻底将Y1在断电情况下与电源分离。
通过以上改进,解决了电磁铁在断电情况下仍有剩磁的状况,从而,做到了FA507A 细纱机电磁铁使用正常。
3、机械调节不灵,造成衔铁卡死现象,本公司通过加大机械调节力度和检查考核力度,避免此现象的发生。
经过近八年的实践运行证明效果明显,既减少了设备故障,又保证了40台细纱机三自动的正常运行。
沙涯富宏纺织有限公司
2008年8月15日。