PDT型喷补机的改造设计-大冶金
优化大气等离子喷涂工艺,降低TBC(热障涂层)生产成本

TBC coating cost reduction by optimization of the Atmospheric Plasma Spray process优化大气等离子喷涂工艺,降低TBC(热障涂层)生产成本S. Mihm, T. Duda, Birr / CH, G. Thomas, H. Gruner, Mägenwil / CH and B. Dzur, Ilmenau / DThe global economic growth has triggered a dramatic increase in the demand for resources over the last few years, resulting in steady price increases for energy and raw materials. In the gas turbine manufacturing sector, process optimizations of cost-intensive production steps involve a heightened savings potential and form the basis for securing future competitive advantages in the market economy.全球经济增长在过去的几年中引发了对资源需求急剧增加,导致能源和原材料价格稳步上涨。
在燃气轮机制造业,对成本密集的生产工艺优化具有成本节约的潜力并能为企业在将来市场经济的竞争中打下坚实的基础。
In this context, the atmospheric plasma spraying (APS) process for thermal barrier coatings (TBC) has been optimized. A constraint for the APS coating process optimization is the use of the existing coating equipment.在这样的大背景下,热障涂层(TBC)的大气等离子喷涂(APS)工艺得以改进优化。
应用等离子喷涂热障陶瓷工艺修复德士古烧嘴
熟的焊接和热处理的工艺方法 , 在苛刻的气 化 但 炉内工作环境中, 采用单一的焊接修复手段并不 能达到预期的延长烧嘴使用寿命的 目的。因此 ,
在 21 开始 着手 应 用等 离 子 喷 涂 热 障 陶 瓷 工 00年 3 艺技 术 修复德士 古烧 嘴的技术 开发项 目。
2 项 目的可行性 分析
手工氩弧焊。IC N L 0 材料本身 已是抗高温 N O E 60 氧化腐蚀 的高等级材料, 由于德士古烧嘴在气 但 化炉 中 的 工 作 环 境 非 常 恶 劣 , 内 温 度 高 达 炉
1.  ̄ 压力 90 P , 30C, 5 .M a在此 工 作环 境 中, 化 炉烧 气 嘴的破坏 往 往 始于 表 面 , 外烧 嘴头 表 面 的严重 龟
摘要 关键词
介绍等 离子 喷涂热障 陶瓷技 术在德 士古烧嘴修复 中的应用 , 理论和实践 中对此工艺方法的可 从 气化炉烧嘴 等离子喷涂 热 障陶瓷涂层 烧损 修复
行性进行论证 . 并提 出存在 问题和今后研究方 向。
1 项 目提 出
隔热 、 绝 缘 、 辐 射 、 电 防 减磨 等 诸 多 优 良的性 能 。 主要 用于 对部 件的修 复 、 保护 及新产 品的制造 , 预 可 喷涂 的材料 有金属 、 合金 、 料、 塑 陶瓷 、 属陶 瓷 金 及其 复合 物等 。在热 喷涂 的诸多 应用较 为广泛 的 工艺 方法 中, 离 子 喷涂 陶 瓷类 材 料 具 有独 特 的 等 优势 , 在钢 铁工 业 、 工业 锅炉 防腐 耐磨方 面 以及航 空航 天领 域都 有着成熟 的应 用 范例。用等 离子 喷 涂方 法在材 料 表 面制 备 多 功能 陶 瓷 涂层 的技 术 , 可直接 针对 许 多贵 重 零 件 的失 效原 因 , 实行 局部 表面 强 化 、 修复 、 保 护 , 预 以达到延 长设 备使 用 寿
P型喷补机出料机构改进

设 管 与 修 21Q 置 理 维 0 l 1Nl 团
8 C 4— 0 Z Y 5 3 0型 自动磁场压机 电气 改进
陈 明 陈竹 旺 邓 盛贤
摘要 关键词 磁场压机工作原理 ,Z Y 5 30型磁场压机存在的问题 、 S C 4—0 原因分析 、 改进措施及效果。 磁场 机
泥料 达到 补炉浓度 。然 后将 喷嘴对 准受 喷部 位 , 保 持一定 并
喷 射器 送 料胶 带
加 水 阀
补 炉枪 ( 粉枪 ) 碳
图 1 P型喷补机结构示 意图
2 在问题及分析 . 存
() 1 出料 口易阻塞 。喷粉罐出料是靠料上面的灌顶正压 、 料
罐低悬浮压与送料 阀低 的负压出料 ,罐底送料阀只为普通蝶 阀 且为被动送料 , 因此对各工作部位和物料要求高。 首先要 求镁砂 粉必须干燥 、 不结块 , 否则易于在管 内膨挤造成堵塞 ; 次供气 其
T2 P
电气
改进
B
中图 分 类 号
文献 标 识 码
目前 国内的 自动磁场压机 ,主要用 于钕铁 硼 ( d e ) N F B 和 钐一钴 (m o强磁体生产线 充磁取 向( s —c ) 磁粉 N —s极定 向) 及 制成型。 随着钕铁硼及钐—钴永磁体在各行各业的应用 , 产量 逐年增长 , 用户对磁能积的要求逐年递增 , 反过来对磁场压机充 磁取 向的可靠性提出 了更高 的要求 。
报 ,02 3 ( ) 20 ,3 6 W 1 .1 2 11 — O
取样, 只是通过本地触摸屏 , 便可 随时掌握烘焙机干燥终 端烟 叶
含水率变化情况 , 及时调整烘焙机控制参数 。同时车间工艺技术
人员还 可通过上位机对烘焙机 干燥终端烟叶含水率曲线进行实
喷丸设备节能减排改造

力 分选 机 分 离钢 丸 和棕 刚玉 混合 物 中的钢 丸 。其主 要
结构 由整机 外壳 、 2个 圆形 滚 筒 、 振 动版 、 支架 、电机 、
喷砂 磨料选 择棕 刚玉较 为适宜 , 这 是一 种用矾 土 、 碳 素和 铁 屑 3种原 料 在 电炉 中经 过 融化 还 原 而 制得 的 棕 褐 色人 造刚 玉 ,其主要 化学 成份 是 A1 : 0, ,另含 有少
的 抗疲 劳 性 。
主 要应 用 于供 料 中磁 性 杂质 的提 纯 、净 化 以 及 磁性 物 料 的精 选 ;另 一 类 是磁 流 体 分选 法 ,可 应 用 于 固体 废 物 中铝 、铁 、铜 、锌等金 属 的提 取 与回收 。
我厂 喷 丸 设 备改 进 主要 采 用传 统 磁 选法 ,利 用磁
求。
公 司原 有 1 台干 式 吸 入 式喷 丸 机 ,用 于去 除 金 属 工件 表面 氧化 皮 、残 渣 和污 垢 ,磨料 采 用直 径 1 . 2 m m
钢 丸 。为 了节 约 成 本 ,决定 将 该 设 备进 行 改 进 ,使 其 既 能进 行 喷 丸 ,也 能进 行 喷砂 毛 化 ,同时 解决 噪 声 和
Al 。 o, 含量 不 同有所 区别 。例 如 ,一级 棕 刚 玉 的 Al 。 0。
含 量可 以达 到 9 5 %,而 二级 棕刚 玉 的 Al : o 含 量 只能达 到8 5 %。
管 路 连 接 , 分 气 管 路 又 与 风 机 的 主 管 路 连 接 ,分
气 管 路 与 主管 路 的 风速 均 大 于时需要注 意 以下两点 。 ( I )棕 刚 玉磨 料 应 选 择 一 级 产 品 。 因 为棕 刚 玉
6 6
中国设备工程 2 0 1 5 . 0 5
设备喷涂修补方案

设备喷涂修补方案背景在设备日常使用、运输或维护过程中,设备表面很容易被刮花、磨损或击坑,这样会导致设备的美观度下降,也会直接影响到设备的使用寿命和性能。
因此,对设备表面进行修补和喷涂是保护设备重要的一组方法。
设备表面修补设备表面修补主要有以下三种方式:钣金修补钣金修补主要是将设备表面里的凹陷或碰撞损伤处进行修复,这种方法使用修补工具对设备表面进行打磨,把表面凹陷的部分弯直到和表面平衡,然后利用钣金件粘合在上面对其进行修复。
这种方法只适用于钣金部分损坏的情况,简单易行,但是无法修复大范围表面损伤。
喷涂修补喷涂修补主要是对设备表面进行喷涂,以遮盖和修补现有的表面凹陷、刮擦或是颜色退色问题。
喷涂修复的方法大多数情况下适用于小范围表面损坏情况,对于大范围损伤和缺损,效果不太理想。
制造新的钣金件或模具钣金的新构造或是新的模具设计,可以制造出设备原来的某些部分,当然,也可以对现有设备项目进行提升或修改。
这种方法比较适用于较大的表面损伤或设备内部零部件损伤,如果是进行表面修补,则使用这种方法太过昂贵,不建议使用。
设备表面喷涂设备表面喷涂分为以下几类:油漆喷涂油漆喷涂是修补到表面的颜色来遮盖和修复现有的表面问题。
它需要在工作环境比较干燥的前提下进行,所以实现中需要考虑环境温度和湿度等因素。
这种方法适用于许多金属和非金属物体的修复,需要仔细的喷涂操作,以达到预期的表面修补效果。
镀膜喷涂镀膜喷涂就是将设备喷涂剂直接涂刷到设备表面上。
对于一些负责重要工作的机器、夹具或器材,镀膜喷涂可以保护表面,增强表面质量和影响扩展性,达到最佳的表面修复效果。
粉末喷涂粉末喷涂通常会在电化学过程中进行表面修复。
这种方法可以产生耐用的绸纹效果,也可以提供橡胶种类的耐磨性,特别适合在关键机器、零部件和制造业方面使用。
结论设备表面的修复和喷涂方法可以提供高质量、稳定的表面修复效果。
我们可以根据具体的设备表面问题选择不同的修补方案。
不过,我们需要确认电气或机械部分的相关对象和关系,以帮助在表面维护和相关修复维护中找出修复后相应的工作线程。
涂层机电加热设备停电时自动提升机构的制作方法
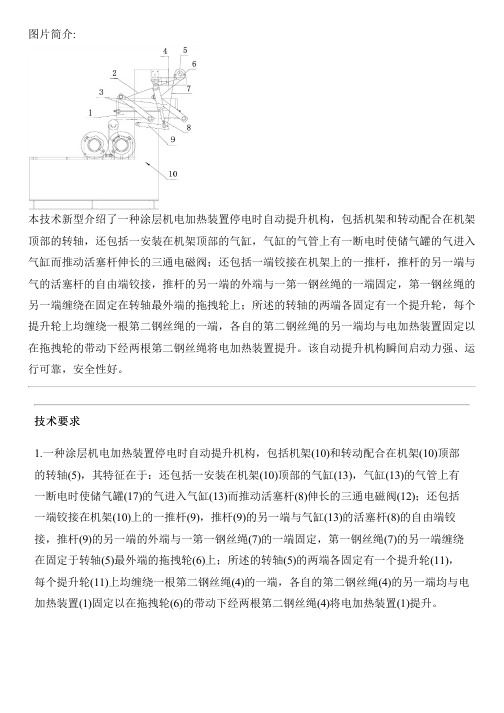
图片简介:本技术新型介绍了一种涂层机电加热装置停电时自动提升机构,包括机架和转动配合在机架顶部的转轴,还包括一安装在机架顶部的气缸,气缸的气管上有一断电时使储气罐的气进入气缸而推动活塞杆伸长的三通电磁阀;还包括一端铰接在机架上的一推杆,推杆的另一端与气的活塞杆的自由端铰接,推杆的另一端的外端与一第一钢丝绳的一端固定,第一钢丝绳的另一端缠绕在固定在转轴最外端的拖拽轮上;所述的转轴的两端各固定有一个提升轮,每个提升轮上均缠绕一根第二钢丝绳的一端,各自的第二钢丝绳的另一端均与电加热装置固定以在拖拽轮的带动下经两根第二钢丝绳将电加热装置提升。
该自动提升机构瞬间启动力强、运行可靠,安全性好。
技术要求1.一种涂层机电加热装置停电时自动提升机构,包括机架(10)和转动配合在机架(10)顶部的转轴(5),其特征在于:还包括一安装在机架(10)顶部的气缸(13),气缸(13)的气管上有一断电时使储气罐(17)的气进入气缸(13)而推动活塞杆(8)伸长的三通电磁阀(12);还包括一端铰接在机架(10)上的一推杆(9),推杆(9)的另一端与气缸(13)的活塞杆(8)的自由端铰接,推杆(9)的另一端的外端与一第一钢丝绳(7)的一端固定,第一钢丝绳(7)的另一端缠绕在固定于转轴(5)最外端的拖拽轮(6)上;所述的转轴(5)的两端各固定有一个提升轮(11),每个提升轮(11)上均缠绕一根第二钢丝绳(4)的一端,各自的第二钢丝绳(4)的另一端均与电加热装置(1)固定以在拖拽轮(6)的带动下经两根第二钢丝绳(4)将电加热装置(1)提升。
储气罐(17)的连接关系为:第一气管(16)的一端与储气罐(17)连通,第一气管(16)的另一端与三通电磁阀的A口(A)连通;第二气管(14)的一端与三通电磁阀的B口(B)连通,第二气管(14)的另一端与气缸(13)的无杆腔连通,以在停电时三通电磁阀的B口(B)开启、三通电磁阀的C口(C)关闭状态下,储气罐(17)的气经第一气管(16)、三通电磁阀的A口(A)、三通电磁阀的B口(B)、第二气管(14)进入气缸(13)的无杆腔而推动活塞并使活塞杆(8)伸长;第三气管(15)的一端与三通电磁阀的C口(C)连通,第三气管(15)的另一端与气缸(13)的有杆腔连通,以在通电时三通电磁阀的B口(B)关闭、三通电磁阀的C口(C)开启状态下,储气罐(17)的气经第一气管(16)、三通电磁阀的A口(A)、三通电磁阀的C口(C)、第三气管(15)进入气缸(13)的有杆腔而推活塞并使活塞杆(8)缩回。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图1
ቤተ መጻሕፍቲ ባይዱ
新 PDT 型喷补机结构
物料通过该送料器转子的连续转动, 进入送料
2009 年 10 月
山 东 冶 金
第 31 卷
二氧化碳硬化起模的造型方式, 会严重损坏模型甚 至造成模型报废。在此处采用 EPS 来代替木模, 可 成功解决这一问题。 EPS 强度较低, 在受到挤压后会有一定的内凹 变形, 在制作时, 应根据受力情况在外轮廓放补正 量, 此处补正量为+5 mm。EPS 与木模主体相接的地 方也用木制圆角进行定位。
第 31 卷 第 5 期 2009 年 10 月
������������ ������������������������������������������������������
山
东
冶
金
Shandong Metallurgy
Vol.31 No.5 October 2009
1 前 言
莱钢特殊钢厂炼钢车间 50 t 超高功率电炉炉内 炉墙耐火材料喷补和炉内增碳采用 P 型喷补机来完 成。原喷补机存在以下问题: 1) 出料阻塞。喷粉罐 出料是靠罐顶正压、 料罐底悬浮压及送料阀底的负 压, 罐底送料阀是普通蝶阀, 为被动送料, 因此对各 工作部位和物料要求高。除了要求供气压力必须保 证稳定外, 还要求物料均匀且不能太潮湿, 否则就会 堵塞。2) 不能定量送料。根据喷补罐的原理, 无法 做到定量送料, 罐底的蝶阀, 调节不当就会阻塞物 料。如外购技术成熟的喷补机, 投资较大。为了进 一步扩大生产规模, 稳定炼钢生产节奏, 降低生产成 本, 在现有喷补机基础上, 改造设计了 PDT 型定量 式喷补机 (P: 压力, D: 定量, T: 特钢) 。
转子
壳体 端盖 机械密封套
轴承 滑块连轴器 摆线减速器
图2
自动送料器结构
机构并输送出去, 不会受到送料压力和物料湿度的 影响, 保证了送料的连续性。 2.1 转子部分设计 1) 转子叶片采用锯齿形结构。采用此种结构, 可有效防止物料与送料器壳体粘连造成转子最终不 转的现象。2) 转子堆焊。由于转子连续转动反复受 物料颗粒冲刷, 易磨损, 因此转子叶片材料必须具有 良好的耐磨性。若采用锰钢等其他耐磨材料, 则焊 接工艺性能差, 焊在转子轴上, 易断裂。为此, 采用 低碳钢表面堆焊技术, 其焊接性能良好, 耐磨层硬度 可达 HRC 60~64。经试验, 转子叶片几乎无磨损现 象。3) 转子机械密封。由于喷补料或炭粉为粉末状 颗粒, 转子轴承处必须进行严格的密封; 因工作部位 转速高, 普通橡胶密封圈无法达到密封要求。通过 多方面研究考证, 采用机械密封技术可保证轴承的 正常运转。机械密封结构见图 3。
机械密封套
图3
机械密封结构
2.2 送料定量控制 根据实际生产要求, 选用带变频调速技术的西 门子 M440 变频器, 可通过摆线减速机控制转子的转 速, 从而控制物料的输出量, 实现定量控制。根据使 用要求, 将转子设计为 “格子” 结构, 共分为 6 格, 转 速范围 5~29 r/min, 炭粉每格 3 kg, (下转第 192 页)
经验交流
������������
PDT 型喷补机的改造设计
韩 政, 张洪英, 田盛林
(莱芜钢铁股份有限公司 特殊钢厂, 山东 莱芜 271105)
摘
要: 针对原喷补机出料阻塞及无法定量送料等问题, 在原有喷补机基础上, 通过自行改造设计转子部分和送料定量控
制, 解决了物料堵塞的问题, 实现了准确定量送料。 关键词: 喷补机; 自动送料器; 出料阻塞; 定量送料 中图分类号: TF341.2 文献标识码: B 文章编号: 1004-4620 (2009) 05-0190-01
料斗 加料阀 供气阀 罐体 自动送料器 (炭粉枪) 送料胶管 补炉枪 喷射器 加水阀
收稿日期: 2009-07-13 作者简介 : 韩政, 男, 1974 年生, 1999 年毕业于华东冶金学院热能 工程专业。现为莱钢特殊钢厂热能工程师, 从事设备管理工作。
190
������������������������������������������������������
2 改造设计
新型定量式喷补机结构如图 1 所示, 其中自动 送料器部分为设计增加的设备, 其余各部分均利用 原喷补机部件。自动送料器是设计 PDT 型定量式 喷补机的核心部分。原喷补机物料阻塞主要在下料 阀处, 要想顺利出料, 就必须变原来的被动出料为主 动送料。自动送料器为旋转式结构, 见图 2。
3 EPS 模型制作时的注意事项
1) 选择合适的 EPS 板材。用于砂型铸造的 EPS 不同于消失模铸造所用的 EPS, 不需要追求较低的 密度和良好的可燃性, 相反应具备较高的强度, 以保 证在造型过程中不变形, 由于造型后还要将 EPS 模 型取出, 不存在浇注过程的燃烧, 所以对其可燃性不 做要求。因此, 可采购普通的 EPS 板材, 既可保证供 货及时, 又可节省成本。 2) 采取适合的加工方法。较大规模和精度要求 高的铸件, EPS 模型的加工往往采用专用机床, 以此 来保证 EPS 加工面的光洁。但山东冶金机械厂产品 形式各异, 无定型, 所需的 EPS 模型相应的形状各 异, 不适合采用机床加工。针对不同的产品结构, 采 用了多种加工方式。对于尺寸较大、 形状简单的模 型, 在下料时可先用木工带锯进行切割, 每边留少许 余量 (5~10 mm) , 然后采用电阻丝切割法进行修 整, 使之最后达到尺寸要求; 对于尺寸较小的模型, 可用电阻丝一次切割成型; 对于形状复杂的模型, 尺 寸较小的, 制作样板后, 用电阻丝进行加工成型, 尺
进行粘接组合。在 EPS 的加工过程中, 电阻丝是最 常用的加工工具, 根据不同的加工要求, 应采用不同 的电阻丝和相应的电压值, 电阻丝直径在 0.4~0.8 mm, 工作电压必须低于安全电压, 由可调式直流变 压器供电。 3) EPS 模型与木模的结合方式要做到合理、 可 靠、 易行。由于 EPS 和木料材质不同, 其强度、 硬度 等均存在较大差异, 因此结合时可以充分利用结合 部的圆角进行定位、 固定, 也可以专门作出凸台或凹 槽, 来进行配合定位。因为 EPS 模型部分都是一次 性使用, 制作时只要考虑易于操作即可。 4) 造型时要根据 EPS 的特性采用合理的操作方 法。EPS 强度较低, 受到较大作用力时容易变形, 因 此, 在造型操作时要充分考虑到这一点, 填砂时动作 应轻巧, 板型结构的要做到两边同时填砂; 舂实时应 采用人工捣实, 避免使用风动捣固机, 以免受力过大 导致变形; EPS 模型部分填砂造型完毕, 可充少量二 氧化碳进行硬化, 使此处砂型强度提高, 以避免其他 部分舂实时波及此处。造型完毕, 砂型经硬化以后, 要将所有 EPS 模型取出, 否则易导致浇注过程产生 呛火, 铸件易产生气孔、 夹渣、 浇不足等铸造缺陷。