叠层模具
模具种类
模具的分类[用途上分]:A [塑胶模]Plastic mould :用于制造塑胶产品,如:3C类产品[3C:计算机(Computer),通讯(Communication), 消费类电子:(Consumer Electrics)]汽车摩托车结构件,内饰件,日用品,儿童玩具,建筑用PVC水管接头,各种工具的手柄,精密仪器零件等涉及生活的每一个角落。
B [冲压模]die ( Pressed tooling):用于制造金属钣金,片状材料的剪裁下料等。
如:电脑等各类机箱、机柜、不锈钢厨具、连接器端子、接插件铜片、电路板切孔,钣金成型,快餐盒成型等。
C [压铸模]Die casting (alloy mould):主要用于生产铝合金,锌合金,镁铝合金等铸件,如笔记本外壳,汽车摩托车发动机,音箱,阀体配件等。
D [压缩模] Compression mould:主要用于生产橡胶,硅橡胶制品,如各种防水圈,饰件,缓冲件,衬垫,手机按键等。
E [吹塑,吸塑模] blow mold:主要用于生产塑胶类中空容器类产品,如各种饮料瓶,塑料壶,化妆品盒,洗发水瓶,充气玩具,塑料包装等。
F [挤出模具]extrusion mould :主要是各种型材,如建筑用铝合金门窗,电线槽,G [半导体模具]semiconductor mold:主要是生产各种二级管,三级管等电子电气元件。
H 玻璃钢模具(SMC/BMC) Phenolic mould 电木模具属于热固性模具其中应用最广泛的就是塑胶模具,由于塑胶产品种类繁多,所以塑胶模具也有各种分类:[品质要求]:A. production mould量产模模具产量主要指的是:在模具使用寿命期间所能生产的最大的产品数按照美国[SPI-SPE]标准可以分为以下几类一、101类模。
(长期精密生产模具,产量在1,000,000shots或以上)二、102类模。
(不超过1,000,000shots,大量生产模具)三、103类模。
笔记本内壳叠层热流道注射模具设计

t h e
c l a m p i n gd i r e c t i o n , d u e t o t h e s t r u c t u r a l d e s i g n , f u n c t i o n a l r e q u i r e m e n t s a n d a s s e m b l y , p r o d u c t s h o l e s o l - e l n o T e u n e v e n , nd a
Ab s t r a c t : N o t e b o o k i n n e r s h e l l l a mi n a t e d i n j e c t i o n m o l d t e c h n o l o g y o v e r l a p p i n g a r r a n g e m e n t o f m u l t i p l e C t 2 1 3 i t y
un r n e r s y s t e m, d o u b l e - m o l d s t r u c t u r e , t o e n s u r e t h e q u a l i t y o f t h e p l st a i c p a r t s , a n d t o i m p r o v e p r o d u c t i o n e f ic f i e n c y .
na a l o g il f l , lo f w ,c o o l , p a c k nd a w a r p a g e na a l y s s,S i O t o ch a i e v e t h e t e c h n i c a l p e  ̄ o r m a  ̄e r e q u i r e me n t s . I t l l  ̄ e s h o t
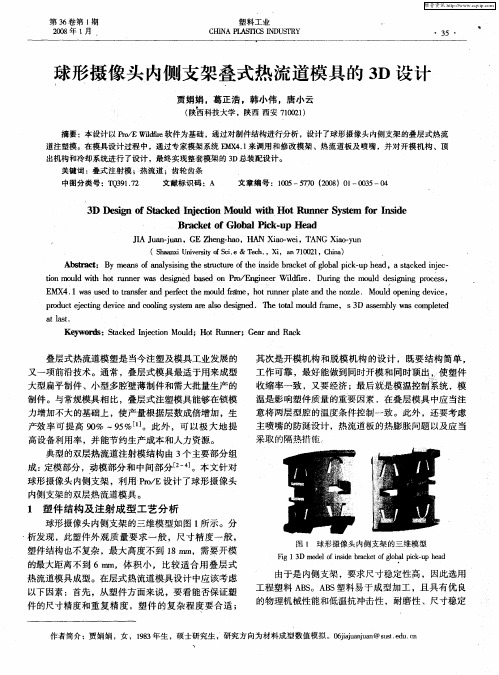
球形摄像头内侧支架叠式热流道模具的3D设计
如果 采用 拉杆 限位顺 序 开模 机构 ,虽 然成 本 可能
稍低一点 ,但是要明确保证开模时模具先从第一分型 面 ,即 A A处 打 开 ,比较 困 难 。所 以 采 用 齿 轮 齿 条 —
同时开模机 构 。这 里采用 的齿轮 齿条 制造 精度 等要求 不 会太高 ,所 以模 具成本 应该 不 会增 加太 多 。同 时叠 层模具 做 到两层 型 腔 的分 型 面 同时开启 ,可 以使 塑件 在各 型腔 中 的停 留 时间 ( 冷却 时 间)相 等 ,塑 件 收缩
了表 达清楚 ,图中 的开模 距离 比实 际放 大 了) 。
52 锁 模 力的 计算 .
叠 层式 热流 道模 具 的型腔 以 “ 背靠 背 ”设 置 ,理 论上 能 在锁模 力 不增加 的基 础上 将 产量 增加 一倍 。但 根据 经 验表 明 :叠层式 热 流道模 具 的锁 模力 仅需 比具
5 1 最大 注射 压 力估算 .
定 距离后 ,定 模 型腔 固定板 3 动 拉杆 挡 钉 3 驱 4带 5
动。 34 复位机 构 的设计 .
由于采用热流道技术 ,能很好传递注塑压力 ,故 所 需 的注 塑压力 要 比单层 冷 流道模 具 大 ,却 比叠层 式 冷 流道 模具 小 I 。
所 以 P ≥K・o 1 x 0 :1 P 一 e: . 0 4 Ma 4 1 0
模 温是 影响 塑件 质量 的重 要 因素 , 叠层 模具 中 在 应 当注意将 两层 型腔 的温 度条 件控 制一 致 。为 了解 决 热 流道板 热膨胀 后在 长度 方 向上带 来 的 问题 ,特 意在 喷嘴周 围 流出 空 隙 ,同时 ,隔 热 垫 快 2 能 在 动 定 2要 模型 腔固定板 上 自由滑移 6。最后 完成 的球形 摄像 头 内侧 支架 的双层 热流道 模 具总装 配 图如 图 6所示 ( 为
叠层模具热流道系统及同步开合模机构设计

叠层模具热流道系统及同步开合模机构设计李萍【摘要】目前在包装、家电及汽车模具领域,叠层模具的应用比较多.叠层模具可以实现立体成型、可以提升近一倍的注射生产效率,因其以上特点叠层模具在塑件结构相对简单、塑件需求数量大的模具开发领域应用空间非常大.【期刊名称】《模具制造》【年(卷),期】2013(013)004【总页数】3页(P48-50)【关键词】叠层模具;同步开模机构;热流道【作者】李萍【作者单位】东江模具(深圳)有限公司,广东深圳518000【正文语种】中文【中图分类】TQ320.661 引言叠层模具是在实践中不断进步的模具制造和注射生产的前沿技术,简单讲叠层模是类似将模具叠放在一起安装在一台注塑机上进行生产,等于两副模具同时工作,区别于常规模具的结构要点在于注射系统(热流道系统)、双向顶出系统、同步开合模机构、导向限位机构等。
2 模具基本结构本文以已投入生产的一副内置式同步开合模机构的两层叠模具为例,分析该模具与普通单层模具的区别,以及结构设计时应注意的事项。
2.1 塑件特点及浇注系统方案塑件基本信息如表1所示。
表1 塑件基本信息mm模具尺寸:X=950;Y=1,000;Z=1,178.2定板厚:153;动板厚:170模腔数:1×2塑件尺寸:直径591.5×62塑件类型:家电塑件平均壁厚:1.5胶料:PP缩水率:1.016此塑件属于家电塑件的通用结构件,产量要求大,以往采用多副相同模具实现高产量要求。
此塑件结构简单,塑件直径虽然达ϕ591.5mm,但塑件高度只有62mm,且塑件为环状结构。
根据该塑件特点及量产要求分析,模具比较适宜设计开发成叠层模具。
如成功开发叠层模具,则此塑件需要的模具数量会降低一半以上,在注塑机吨位不变、注射成型周期基本不变的情况下,叠层模具注射成型产能将提升80%,塑件注射成本也会明显降低。
这副叠层模具浇注系统设计阶段径充分论证,方案确定为4点针阀式热流道近胶,两层设计共8个进胶点,CAE分析结果如图1所示,塑件填充时间为1.89s。
叠层模具相关知识讲义
叠层模具相关知识讲义1. 简介叠层模具是一种常用于制造复杂形状产品的模具类型。
它具有多层叠加组成的结构,可以实现更高的复杂度和精度要求。
本讲义将介绍叠层模具的基本概念、设计原则、制造工艺以及优缺点等相关知识。
2. 叠层模具的基本概念叠层模具是由多个独立模块组成的模具系统,每个模块负责制造产品的一个部分。
这些模块可以在垂直方向上叠加,并通过定位装置进行精确定位。
叠层模具允许每个模块独立设计、制造和维修,提高了模具的灵活性和可维护性。
3. 叠层模具的设计原则3.1 模块化设计原则叠层模具的核心思想是模块化设计,即将模具划分为多个独立的模块,并遵循统一的接口规范。
这样,每个模块可以独立设计和制造,便于组装和维护。
同时,模块的尺寸和定位装置的设计也需要考虑到优化装配精度和稳定性。
3.2 兼容性设计原则叠层模具需要考虑多种产品的制造需求,因此在设计时应尽量保持兼容性。
这可以通过设计标准接口和通用组件来实现,使得同一套叠层模具可以适应不同产品的制造。
3.3 原材料选择原则叠层模具的制造材料应根据具体产品的要求进行选择。
通常情况下,模具的主体部分可以选择优质的工具钢或铝合金,并在需要加工复杂曲线的部位采用高硬度的刚性材料。
4. 叠层模具的制造工艺4.1 模块设计与加工叠层模具的模块设计需要考虑产品的几何形状、加工精度和装配要求等因素。
通常,模块的加工工艺包括数控加工、线切割、电火花加工等,以确保模块的精度和质量。
4.2 定位装置设计与制造叠层模具的定位装置非常重要,它决定了模块的组装精度和稳定性。
常用的定位装置包括销子定位、夹具定位、油压定位等,具体的选择应根据产品的要求和模块的特点来决定。
4.3 组装和调试叠层模具的组装需要严格按照设计要求进行,确保各个模块之间的精确配合。
同时,需要对模具进行调试和试模,以验证模具的性能和准确性。
5. 叠层模具的优缺点5.1 优点•灵活性高:叠层模具可以根据不同产品的需求进行组装和调整,实现批量生产和个性化定制。
基于叠层实体快速成型的电弧喷涂制模技术
3 电弧 喷 涂 制模 工 艺 过 程
电弧喷涂 制模 技术 的工 艺过 程大致 可分 为模 型预处 理、 喷涂 、 浇注背衬材料和脱模处理 4个部分 。
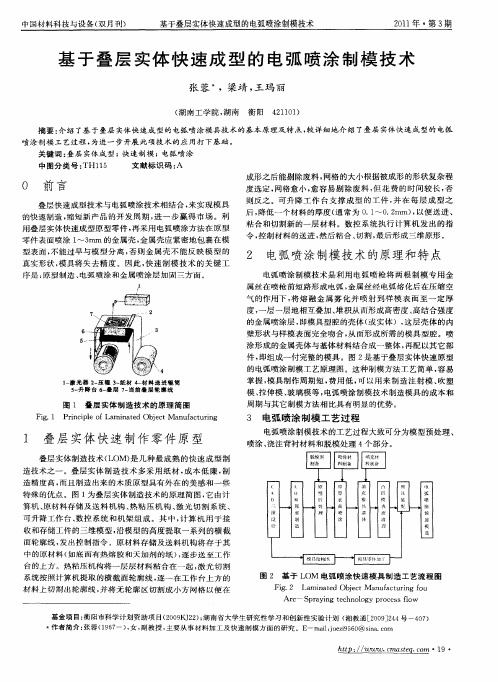
1 叠层 实体 快速 制作 零件 原 型
叠层实体制造技术 ( O 是 几种最成 熟的快速 成型制 L M)
造 技 术 之 一 。叠 层 实 体 制 造 技 术 多 采 用 纸 材 , 本 低 廉 , 成 制 造 精度 高 , 且 制 造 出 来 的 木 质 原 型 具 有 外 在 的 美 感 和 一 些 而 特殊 的优 点 。 图 1 叠 层 实 体 制 造 技 术 的原 理 简 图 , 由计 为 它 算机 、 材料存储及送料 机构 、 粘压 机构 、 光 切割 系统 、 原 热 激 可 升 降 工作 台 、 控 系统 和 机 架 组 成 。其 中 , 算 机 用 于 接 数 计
中国材料科技 与设 备( 双月刊)
基于叠层实体快速成型 的电弧喷涂制模技术
21 年 ・ 3 01 第 期
基 于 叠 层 实 体 快 速 成 型 的 电 弧 喷 涂 制 模 技 术
张 蓉 ,梁 靖 , 玛 丽 王
( 南工学院 , 南 湖 湖 衡阳 4 10 ) 2 1 1
摘 要 : 绍 了基 于叠 层 实体 快 速 成 型 的 电弧 喷 涂 模 具 技 术 的基 本 原 理 及 特 点 , 详 细 地 介 绍 了叠 层 实 体 快 速 成 型 的 电弧 介 较
采用 小 的功 率 , 止 金 属 沉 积 不 均 匀 ,导 致 翘 曲 、 裂 等 。 防 开 当涂 层 厚 度 达 到 0 5 . mm 时 , 加 喷 涂 功 率 。这 样 可 以 方 便 增 地 制 造 “ 合 金 ” 层 , 涂 层 与 基 体 结 合 强 度 可 达 伪 涂 喷
LCD高光面板叠层模创新技术

m od r d cin a v na e n rs a d dsu sstes c od d s n p it w i tei et n a d ls o u t d a tg sa dwo k, n i s h t km l ei on . m h j ci n p o c e a g n o
Gl s Fr nt Ca ne o s o bi t
W ANG u dn , AN eje L o igW W ni
( TCL u t e i c noo y Co, d En i e rn e t o o l c o y M l m da Te h l g i . , g n e i g D p . fM u d Fa t r , Lt
侧 边 修 饰 等 ( 图 I 。 总体 来 说 ,叠层 模 具 的运 用 见 )
已越来 越广 泛 。
叠
起 ,每 注塑 一次所 生产 的产 品数量是 普通 模
具 的两 倍 。除 了射 胶 、开合模 及人工 取件 时
间 比普通 模具稍 长外 ,其 余时 问均 相 同,但 是生产 出
的产 品却是普通模 具 的两 倍 ,其极 大的提 高了注塑机 的 日产 量 ,如果 减少人工取 件 的时间, 改为机 械手取
拓 宽 了叠 层模 具 的能 力 ,包 括 了 多材 料成 型 和 大 型 工 业零 部 件 ,如 电视机 外 壳 、汽 车总第 19 ) w ol c t 2 期 w wm u —r e 婪县工 d l n 程
8 9
t ie t o w c he pr duc f o di r o d.Thi ri l s rb s t tuc ur lc r c e itC fsa k m o d ,sa k t o r na y m l sa tc e de c i e he sr t a ha a t rsi S o t c ls tc
各种模具分类方法

有色金属与黑色金属压力铸造成形工艺
4
锻造成形模具
模锻和大型压力机用锻模,螺旋压力机用锻模,平锻机锻模,辊锻模等;各种紧固件冷镦模,挤压模具,拉丝模具,液态锻造用模具等
金属零件成形,采用锻压、挤压
5
铸造用金属模具
各种金属零件铸造时采用的金属模型
金属浇铸成形工艺
6
粉末冶金模具
成形模:
手动模:实体单向压制、实体双向压制手动模;实体浮动压模
机动模:大型截面实体浮动压模,极掌单向压模,套类单向、双向压模,套类浮动压全整形模,带球面件整形模等
机动模:无台阶实体件自动整形模,轴套拉杆式半自动整形馍,轴套通过式自动整形模轴套全整形自动模,带外台阶与带外球面轴套全整形自动模等
粉末制品压坯的压制成形黄岩艺。主模具电加工设备用于铜基、铁基粉末制品;机械零件,工具材料与制品易热零件等
7
玻璃制品模具
吹一吹法成形瓶罐模具,压一吹法成形瓶罐模具,玻璃器皿用模具等
玻璃制品成形工艺
8
橡胶成型模具
橡胶制品的压胶模、挤胶模、注射模。橡胶轮胎模,“O”形密封圈橡胶模等
橡胶压制成形工艺
9
陶瓷模具
各种陶瓷器皿等制品用的成形金属模具
陶瓷制品成形工艺
10
经济模具(简易模具)
低熔点合金成形模具,薄板冲模,叠层冲模,硅橡胶模,环氧树脂模,陶瓷型精铸模,叠层型腔塑料模,快速电铸成形模等
模具类别和分类方法:
以使用模具进行成形加工的工艺性质和使用对象为主的综合分类方法,将模具分为十大类,见表1。各大类模具,又可根据模具结构、材料、使用功能以及制模方法等分为若干小类或品种。
表1 模具类别和分类方法
模具结构

两板式模具也 叫单分型面模具, 叫单分型面模具,它 只有一个分型面, 只有一个分型面,是 注塑模中最简单也是 最常见的种类。 最常见的种类。两板 式注塑模的主流道设 在定模上, 在定模上,分流道设 在分型面上, 在分型面上,开模后 塑件连同浇注系统凝 料一起留在动模一侧。 料一起留在动模一侧。 动模上设有脱模机构, 动模上设有脱模机构, 用来推出塑件和浇注 系统凝料。 系统凝料。
直浇口模架 Direct Gate Mould Base
直浇口模架基本型分为( 12555-2006): 直浇口模架基本型分为(GB/T 12555-2006): 定模二模板,动模二模板; A型:定模二模板,动模二模板; 定模二模板,动模二模板,加装推件板; B型:定模二模板,动模二模板,加装推件板; 定模二模板,动模一模板; C型:定模二模板,动模一模板; 定模二模板,动模一模板,加装推件板。 D型:定模二模板,动模一模板,加装推件板。
高光面壳 Highlight shell
螺纹抽芯 Mould with unscrewing unit
分型面 Parting line
• • • • • • • •
保证塑件外观 有利于排气 尽量使塑件留在动模一侧 保证塑件精度 容易加工 考虑侧向分型面与主分型面的协调 分型面应与注射机的参数相适应 考虑脱模斜度的影响
高光无痕注塑模具 High light & weldless plastic injection mould
高光无痕塑件 High light & weldless part
传统塑件 Traditional part 熔接痕 Weldless line
近随形热冷介质通路
Approximately conformal heating & cooling channel
各种模具分类方法

2
塑料成型模具
压塑模具,挤塑模具,注射模具(立式、式、角式注射模具);热固性塑料注射模具,挤出成形模具(管材、簿膜扁平机头等)发泡成形模具,低刀具工具泡注射成形模具,吹塑成形模具等
塑料制品成形加黄岩工艺(热固性和热塑性模塑料)
3
压铸模
热室压铸机用压铸模,立式冷室压铸机用压铸模,臣式冷室压铸机用压铸模,全立式压铸机用压铸模,有色金属(锌、铝、铜、镁合金)压铸,黑色金属压铸模
模具类别和分类方法:
以使用模具进行成形加工的工艺性质和使用对象为主的综合分类方法,将模具分为十大类,见表1。各大类模具,又可根据模具结构、材料、使用功能以及制模方法等分为若干小类或品种。
表1 模具类别和分类方法
序号
模具类型
模具品种
成形加工工艺性质及使用对象
1
冲压模具(冲模)
冲裁模(无、少废料冲裁、整修、光洁冲裁、深孔冲裁精冲模等),弯曲模具,拉深模具,单工序模具(冲裁、弯曲、拉深、成形等),复合冲模,级进冲模;汽车覆盖件冲模,组合冲模,电机硅钢片冲模
适用多品种少批量工业产品用模具,有很高经济价值
有色金属与黑色金属压力铸造成形工艺
4
锻造成形模具
模锻和大型压力机用锻模,螺旋压力机用锻模,平锻机锻模,辊锻模等;各种紧固件冷镦模,挤压模具,拉丝模具,液态锻造用模具等
金属零件成形,采用锻压、挤压
5
铸造用金属模具
各种金属零件铸造时采用的金属模型
金属浇铸成形工艺
6
粉末冶金模具
成形模:
手动模:实体单向压制、实体双向压制手动模;实体浮动压模
7
玻璃制品模具
吹一吹法成形瓶罐模具,压一吹法成形瓶罐模具,玻璃器皿用模具等
第三章_叠层实体快速成型工艺

第二节 叠层实体快速成型的材料和设备
2. 叠层实体快速成型制造设备
图3-3 Helisys公司的LOM-2030机型
第二节 叠层实体快速成型的材料和设备
图3-4 Solidimension 公司开发的SD 300 叠层打印机
第三节 叠层实体快速成型的工艺过程
前 处 STL文件
理
切片处理
分
设置工艺参数
层
叠
激光 加热 切片 切碎 切割 辊温 软件 网格
加
速度 度 精度 尺寸
基底制作
原型制作
后 处 余料去除 理
表面质量处理
提高强硬度处理
第三章 叠层实体快速成型工艺
1 叠层实体制造工艺的基本原理和特点 2 叠层实体快速成型的材料与设备 3 叠层实体快速成型的工艺过程 4 提高叠层实体快速成型制作质量的措施 5 叠层实体制造工艺后置处理中的表面涂覆 6 新型叠层实体快速成型工艺方法
第三章 叠层实体快速成型工艺
1 叠层实体制造工艺的基本原理和特点 2 叠层实体快速成型的材料与设备 3 叠层实体快速成型的工艺过程 4 提高叠层实体快速成型制作质量的措施 5 叠层实体制造工艺后置处理中的表面涂覆 6 新型叠层实体快速成型工艺方法
第五节 叠层实体制造工艺后处理中的表面涂覆
1. 表面涂覆的必要性
3 模型的成型方向对工件品质(尺寸精度、表面粗糙度、强度等)、材料成本和制作时间产生很大 的影响。应该将精度要求较高的轮廓(例如,有较高配合精度要求的圆柱、圆孔),尽可能放置在 X-Y平面。
4 为提高成形效率,在保证易剥离废料的前提下,应尽可能减小网格线长度,可以根据不同的零件 形状来设定。当原型形状比较简单时,可以将网格尺寸设大一些,提高成型效率;当形状复杂或零件 内部有废料时,可以采用变网格尺寸的方法进行设定,即在零件外部采用大网格划分,零件内部采用 小网格划分。
模具的分类

模具分类方法很多,过去常使用的有:按模具结构形式分类,如单工序模,复式冲模等;按使用对象分类,如汽车覆盖件模具、电机模具等;按加工材料性质分类,如金属制品用模具,非金属制用模具等;按模具制造材料分类,如硬质合金模具等;按工艺性质分类,如拉深模、粉末冶金模、锻模等。
这些分类方法中,有些不能全面地反映各种模具的结构和成形加工工艺的特点,以及它们的使用功能。
为此,采用以使用模具进行成形加工的工艺性质和使用对象为主的综合分类方法,将模具分为十大类,见表1各大类模具,又可根据模具结构、材料、使用功能以及制模方法等分为若干小类或品种。
模具相关英语模具相关知识模具报价模具基地序号模具类型模具品种成形工艺性质及使用对象1冲压模具(冲模)冲裁模(无、少废料冲裁、整修、光洁冲裁、深孔冲裁精冲模等),弯曲模具,拉深模具,单工序模具(冲裁、弯曲、拉深、成形等),复合冲模,级进冲模;汽车覆盖件冲模,组合冲模,电机硅钢片冲模板材冲压成形2塑料成型模具压塑模具,挤塑模具,注射模具(立式、式、角式注射模具);热固性塑料注射模具,挤出成形模具(管材、簿膜扁平机头等)发泡成形模具,低刀具工具泡注射成形模具,吹塑成形模具等塑料制品成形加黄岩工艺(热固性和热塑性模塑料)3压铸模热室压铸机用压铸模,立式冷室压铸机用压铸模,臣式冷室压铸机用压铸模,全立式压铸机用压铸模,有色金属(锌、铝、铜、镁合金)压铸,黑色金属压铸模有色金属与黑色金属压力铸造成形工艺4锻造成形模具模锻和大型压力机用锻模,螺旋压力机用锻模,平锻机锻模,辊锻模等;各种紧固件冷镦模,挤压模具,拉丝模具,液态锻造用模具等金属零件成形,采用锻压、挤压5铸造用金属模具各种金属零件铸造时采用的金属模型金属浇铸成形工艺6粉末冶金模具成形模;手动模:实体单向压制、实体双向压制手动模;实体浮动压模;机动模:大型截面实体浮动压模,极掌单向压模,套类单向、双向压模,套类浮动压模;整形模;手动模;径向整形模,带外台阶套类全整形模,带球面件整形模等。
模具分类用语大全
模具分类用语blank through dies 漏件式落料模burnishing die 挤光模button die镶入式圆形凹模center-gated mold 中心浇口式模具chill mold冷硬用铸模clod hobbing冷挤压制模composite dies复合模具counterpunch 反凸模double stack mold 双层模具duplicated cavity plate 复板模electroformedmold 电铸成形模expander die扩径模extrusion die挤出模familymold 反套制品模具fantaildie 扇尾形模具fishtaildie鱼尾形模具flash mold溢料式模具gypsummold 石膏铸模hot-runnermold 热流道模具ingotmold 钢锭模lancingdie 切口模landed plungermold 有肩柱塞式模具landed positivemold有肩全压式模具loadingshoe mold料套式模具loosedetail mold 活零件模具loose mold活动式模具louvering die百叶窗冲切模manifold die 分歧管模具modular mold 组合式模具multi-cavity mold 多模穴模具multi-gate mold 复式浇口模具offswt bending die 双折冷弯模具palletizing die叠层模plaster mold 石膏模porous mold通气性模具positive mold全压式模具pressuredie 压紧模pro 轮廓模progressivedie顺序模protablemold手提式模具prototype mold 雏形试验模具punchingdie落料模raising(embossing)压花起伏成形re-entrantmold倒角式模具runlessinjection mold 无流道冷料模具sectional die 对合模具sectionaldie拼合模segmentmold 组合模semi-positive mold半全压式模具shaper 定型模套singlecavity mold单腔模具solid forging die 整体锻模splitforging die 拼合锻模split mold双并式模具sprueless mold 无注道残料模具squeezing die 挤压模stretch form die拉伸成形模sweeping mold平刮铸模swing die振动模具three plates mold三片式模具trimming die 切边模unit mold 单元式模具universal mold 通用模具unscrewing mold退扣式模具yoke typedie轭型模冲模加工关连用语barreling滚光加工belling压凸加工bending弯曲加工blanking下料加工bulging撑压加工burring 冲缘加工camdie bending 凸轮弯曲加工caulking ?合加工coining 压印加工compressing压缩加工compression bending 押弯曲加工crowning 凸面加工curl bending 卷边弯曲加工curling 卷曲加工cutting切削加工dinking 切断蕊骨double shearing 叠板裁断drawing with ironing抽引光滑加工drawing引伸加工embossing 浮花压制加工extrusion 挤制加工filing锉削加工fine blanking精密下料加工finish blanking 光制下料加工finishing 精整加工flanging 凸缘加工folding 折边弯曲加工forming 成形加工impactextrusion 冲击挤压加工indenting 压痕加工ironing 引缩加工knurling滚花lockseaming 固定接合louvering百叶窗板加工marking刻印加工necking颈缩加工notching冲口加工parting 分断加工piercing 冲孔加工progressive bending 连续弯曲加工progressive blanking 连续下料加工progressivedrawing连续引伸加工progressive forming连续成形加工restriking 二次精冲加工riveting ?接加工roll bending滚筒弯曲加工rollfinishing 滚压加工rolling压延加工roughing粗加工scrapless machining无废料加工seaming折弯重叠加工shaving缺口修整加工shearing切断加工sizing精压加工/矫正加工slitting 割缝加工spinning 卷边?接stamping锻压加工swaging 挤锻压加工trimming整缘加工wiring抽线加工机械加工词汇airheader 集气管airset空气中凝固,常温自硬自然硬化Alignment:对准,定位调整amplifier panel 放大器盘analyzer分析器anchor bolt 地脚螺栓anchor bolt锚定螺栓application drawing操作图, 应用图arc cutting电弧切割arc gouging电弧刨削arc welding 电弧焊assembly.装配audit审计automatic temperaturerecorder 温度自动记录器back-feed反馈base material基底材料bellow type 波纹管式bend.弯管弯头Bending:挠曲beveling 磨斜棱,磨斜边blindingplate盲板blind挡板blowhole气泡,气孔bolt 螺栓bondingwire 接合线, 焊线bothsides welding.双面焊接branch connection分支接续bridges.管式桥burn through 烧蚀bus duct母线槽buttweld 对接焊缝butt welding对接焊cable armor 电缆铠装cable fitting电缆配件cable gland 电缆衬垫cable glands:电缆衬垫cable routing电缆路由选择Cable sheath 电缆包皮层cable tray.电缆盘cabletrunk电缆管道calculation sheet计算书calorimeter热量计Capping ends顶盖末端cathodic protection system阴极保护系统caulking metal填隙合金(材料)cementlined piping 水泥衬里channel bases沟渠基底checkagainst 检查,核对check valve止回阀chipping修琢chronometer精密计时表Circuitbreaker断路开关circumferential joint周圈接缝civil engineer.土木工程师civilworks土建工程,建筑工程clamp.夹钳coaxial cable同轴电缆coloridentification彩色识别commencement.开始condensation冷凝conduit box 导管分线匣conduit entry导管引入装置conduit outlet电线引出口connector.接线器Console:控制台constructionwork施工工程controlcable控制电缆操纵索control console控制台control valveactuator 阀控传动机构control valve控制阀,control wiring控制线路control:控制器conveniencereceptacle.电源插座crate:柳条箱cubicle室,箱cutting opening切孔Cutting:切割design pressure设计压力dimensional inspection 尺寸检验disposition notice 处罚通知书distributionboard配电盘,配电屏drain 排水管dye penetrantexamination染料渗透试验法elbow.弯管接头electricheat tracing.电伴随加热electricalmaterial电气材料electrical panel.配电板,配电盘electrode电焊条erection架设examination试验exfoliation剥落expansion bolt 伸缩栓, 扩开螺栓expansion bolt伸缩栓,扩开螺栓expansion joint 伸缩接头fabrication drawing 制造图纸,制作图fabrication tolerance.制造容差fabrication 加工,制造fabrication.制造feeder馈电线ferritic.铁素体的field fabricated 工地制造的,现场装配的field installation 现场安装field instrument.携带式仪表filler metal 焊料,焊丝filler rod焊条fillet weld角焊,填角焊film density.影片密度film viewer底片观察用光源firebarriers防火间隔Fixing:固定flangeconnection.凸缘联接flange gasket法兰垫片flange joint凸缘接头flange.凸缘,flash plate闪熔镀层flexible conduit软管flowinstrument 流量计flow instrument流量计flow sheet 流程图flushing冲洗,填缝flux焊剂fusion 熔融gage glass 液位玻璃管gas cutting.气割gauge board样板,模板规准尺gauge board仪表板girth weld环形焊缝Goggles:护目镜gouging .刨削槽grindoff磨掉grinder. 磨床grounding conductor 接地导体grouting 灌浆guide wire 尺度索,准绳gusset plate角撑板,加固板hanger吊架Hardhat:安全帽Heatingboxes 加热室high frequencygenerator.高频发电机horizontal line 水平线hydrostatic pressure test静水压试验hydrostatic test .流体静力学试验,水压试验identification mark 识别标志imperfection 缺陷inclusion 杂质instrument air仪表气源instrument rack 计测器支架instrument rack 计测器支架,计测器框架insulatedsleeve绝缘套管intensifying screen增光屏,光增强屏jig.夹具job site 施工现场junction box分线箱junction box.接线盒land 纹间表面lateraltranslation侧向平移layoutdrawing 布置图lead foil 铅箔lead pipe铅管leak test漏泄试验level instrument位面计, 水平仪levelswitch(信号)电平开关,Leveling:校平lighting fixture照明器材limitation限度linecheck小检修line number行数lintel beam 水平横楣梁liquid penetrantexamination液体渗透探伤local heat treatment 局部热处理local panel 现场配电盘lock washer 锁紧垫圈logic diagram逻辑图longitudinal.纵向的looptest环路测试lump sum price 混合价格,统包价格machining 机械加工magnetic particle examination 磁粉检验mainpipe 主管道masterschedule主要图表,综合图表,设计任务书, 主要作业表material certificate.材料合格证metallicluster金属光泽motor lead电动机引出线nameplate名牌, 商标National Electrical Code全国电气规程nipple螺纹接头nondestructive examination.非破坏性检验,normal bend法向弯管NPT thread. 美国标准锥管螺纹nut螺母odometer历程标opening开口orifice plate.挡板packing list装箱单penetrameter透度计pilottube指示灯pipe arrangement 管配置pipestanchion管支柱piping system.管道系统Piping work:铺管工程piping.管道系统piping管道敷设plate thickness 筛板厚度plug.塞pneumatic pressure气压pneumaticsignal气动信号postweld heat treatment焊后热处理powercontrol 功率控制power distributionpanel 配电盘power drill机械钻power receptacle电力插座powerwiring电力布线pressure instrument压力仪表/压力计pressuretest.压力试验process pipe工艺管道purchased material list原材料进货单pushbutton station按钮式控制站qualification: 合格性raceway电缆管道radiographicexamination 射线照相检查Random Radiography随机射线照相检查recalibration.复校,重新校准receptacle插座reinforcementof weld加强焊缝reinforcing pad.补强垫,增强衬板residual stress残余应力restoration修理rigid conduits 刚性导管rigidsteelconduit钢制电线管ring joint环接,围缘接合roadcrossingduct bank平交道口管道组scaffolding脚手架scale废料schedulenumber表示管壁厚度系列的号码scrap material废料Screwthreadlubricant螺纹润滑剂Screwed Piping Joints螺丝状的管接头sealfitting 密封接头, 密封配件seal welding.密封焊接Seal: 绝缘层sealing compound电缆膏sequence test.联锁顺序试验shield gas保护气体shield jig保护夹具shim plate 垫板shopfabrication车间制造silicone paint硅树脂油漆sleeve 套筒socket weld承插焊接solenoid valve.螺线管阀,电磁阀solvent溶剂spool drawing 管路图,管路详图spot test 抽查, 当场测试sputter 喷溅stamping .冲压steam trace加热蒸汽管道Steam trace:加热蒸汽管道stencil.模绘片版,镂花模板stockpile贮存stop end封端structural attachment结构附件sub-header分联箱subcontractor转包商substation分站tachometer转速计tack welding 点焊tack welding平头焊接take-off valve输出阀tank gauge液面计tank gauge油箱液位计tapered allowance 削尖余量tee 三通管丁字钢T形梁tender documents提供证件tensile strength 抗张强度terminal block线弧,接头排接线盒,接线板, 线夹terminalbox接线盒test pump试验泵threaded pipe螺纹管Threading:车缧纹tie band捆扎用带材TIG: Tungsten-arc Inert-Gas welding 钨极电弧惰性气体保护焊torque wrench 转矩扳手tubing敷设管道tumble switch.翻转开关,拨动式开关undercut 底切valve 阀,闸门vent放气孔, 通风孔verticalpanel竖直面板vibration stopper:减震器weld bead 焊缝weld joint 焊缝,焊接接头weld reinforcement 焊缝补强weldedjoint焊接缝焊接节点weldingbead焊道welding rod 焊条Welding: 焊接wetdeveloper湿显像剂wire coil线盘, 线卷,wireconnector接线器wire terminal电线接头witnesstest订货人在场的试验witnessed inspections 现场检测WPSWorksProcess Specification典型工艺规程zinc plated.镀锌的机械部件词汇adapter转接器alum.adjesovetape 胶带bearing活动轴承bellows 橡胶防尘罩(风箱)bore 钻孔bracket支座by-passvalve旁通阀, 辅助阀,回流阀cardanshaft万向联轴节chain track guard护链槽clamping box夹紧盒clampingsocket夹紧插座clevis pin u形夹销clip压板clutch/coupling连轴带companionflange成对法兰结合法兰配对法兰compression spring 弹簧垫片connection set连接装置control blockhydraulicunit with control液压控制部件control box操纵台, 控制箱,操作箱controller electronic电子调节器,电控装置cored-wire焊丝crane龙头cyl.roller bearing 轴承diaph. Accumulator气串瓶diff.pressure gaue压力表direct.contr.valve直控阀directionalsign定向信号discspring盘簧distance piece隔板dowels销子einbaruventil 阀elbow弯头extension bar加长杆file 锉filter element 过滤芯flat iron扁铁flatpacking 密封floor plate地板flow control valvegas-valveinsert阀芯gasketset密封圈装置gasket密封geared pump齿轮泵grease润滑油hand pump 手动泵handle.spin type male square销式手柄heating cable耐热电缆hexagon bolt六角螺栓hexagon nut六角螺母hose assembly软组件hose clip软管卡hose管子hose胶皮管hydr.cyl.flat type液压缸(板型),水平水压气缸hydraulic hose水力管hydraulic液压的intermed. Piece中圆片l-section组装列表lateral wall单侧墙level control水平控制,水准控制level switch开关liftcheckvalve阀lineal线lining ring衬垫locating washer定位垫片lubricating equipment owge润滑用具measuring instrument计量工具monitoring transd.变送器nitrogen load.dev.负载氮气notchednail凹槽钉o-ring o形圈o-seal o形密封圈packing list装箱单pick-up传感器pin销子plug-in connector 插座接头press.reliefvalve安全阀pression hose压力软管pressure gauge压力表progr.Distributor分配器progr.distributor程序寄存器prop.contr.valve阀proximity switch inductive非接触式电感开关pulse generator脉冲发生器pump set泵机组pumping element 泵件rating plate标牌reraining washer固定垫片resist.thermometer oilleak-proof油封式变阻温度计resist.thermometer变阻温度计retaining plate固定板,支撑板rollerpress液压机rotaryseal回转密封rotational lock旋转锁定round steel圆钢rubberplate 橡胶板sandwichplate夹层板screw clamp 螺丝钳screw flat countersunk nib bolt螺旋平头垫头螺栓screw hexagon socket headcapscrew六角螺钉screw nipple螺纹连接管screw 螺丝钉screwingarmature螺纹电枢sensor传感器sets ofsuction抽水机,抽水泵setting tool安装工具shackle钩环shaft lip seal密封shim薄垫片shrink disc 缩紧盘sight glass量位计simpl.roller chain单缸棍子链sliderail滑轨slidingcaliper游标卡尺sliding plate 滑板socket wrench square drive套筒扳手speicherblase气串spheric. Pl. bearing 球面轴承spring lock washer 螺丝弹簧垫片spring lock washer弹簧锁架垫片sprocket wheel for roller chain链轮squarekey方键srppressor plug插座stick electrodecovered焊条studscrew柱螺栓螺钉support支座temperature sensor传感器thread cutt.Screw旋转螺纹threaded joint螺纹接合threaded rod螺纹杆thread穿线thrustroll. Bear.Spherical轴承thrustwasher止推拴片transm.Pressure压力表,压力传动器tube fitting管接头tubular cored ele.焊丝twinnipple双喷嘴tyre 轮带v-seal v-密封variab.displ.motor可旋转电机ventilating filter滤芯ventileinheit阀芯vice 抬物架wrench扳手金属材料词汇X线结晶分析法X – ray crystalanalyics method奥氏体Austenite奥氏体碳钢AusteniteCarbon Steel奥氏铁孻回火Austempering半静钢Semi-killed steel包晶反应PeritecticReaction包晶合金Peritectic Alloy包晶温度Peritectic Temperature薄卷片及薄片(0.3至2.9mm厚之片)机械性能Mechanical Propertiesof Thin Stainless Steel(Thickness from 0.3mm to2.9mm)– strip/sheet杯突测试(厚度: 0.4公厘至1.6公厘,准确至0.1公厘3个试片平均数)Erich sentest(Thickness:0.4mm to 1.6mm, figure round upto 0.1mm)贝氏体钢片Bainite SteelStrip比电阻Specific resistivity & specific resistance比较抗磁体、顺磁体及铁磁体Comparison ofDiamagnetism, Paramagnetic & Ferromagnetism比热Specific Heat比重Specificgravity &specific density边缘处理EdgeFinish扁线、半圆线及异形线Flat Wire,Half RoundWire,Shaped Wire a nd Precision Shaped FineWire扁线公差Flat Wire Tolerance变态点Transformation Point表面保护胶纸Surfaceprotectionfilm表面处理Surfacefinish表面处理SurfaceTreatment不破坏检验Non–destructiveinspections不锈钢Stainless Steel不锈钢–种类,工业标准,化学成份,特点及主要用途Stainless Steel – Type, IndustrialStandard,Chemical Composition,Characteristic & endusage of the mostcommonly used Stainless Steel不锈钢薄片用途例End Usage of ThinnerGauge不锈钢扁线及半圆线常用材料Commonlyused materials forStainless Flat Wire & HalfRound Wire不锈钢箔、卷片、片及板之厚度分类Classification of Foil,Strip,Sheet & Plate byThickness不锈钢材及耐热钢材标准对照表Stainless and Heat-Resisting Steels不锈钢的磁性Magnetic Property & StainlessSteel不锈钢的定义Definition of Stainless Steel不锈钢基层金属Stainless Steel asBase Metal不锈钢片、板用途例Examples ofEnd Usages ofStrip, Sheet &Pla te不锈钢片材常用代号Designation ofSUSSteel SpecialUse Stainles s不锈钢片机械性能(301, 304, 631,CSP)Mechanical Properties of Spring use Stainless Steel不锈钢应力退火卷片常用规格名词图解General Specificationof TensionAnnealed StainlessSteel Strips不锈钢之分类,耐腐蚀性及耐热性Classification,Corrosion Resistant & HeatResistance of Stainless Steel材料的加工性能Drawing abillity插入型固熔体Interstitalsolidsolution常用尺寸Commonly Used Size常用的弹簧不锈钢线-编号,特性,表面处理及化学成份StainlessSpring Wire –National Standardnumber,Charateristic,Surfacefinish &Chemicalcomposition常用的镀锌钢片(电解片)的基层金属、用途、日工标准、美材标准及一般厚度Base metal,application,JIS & ASTM standard,and Normal thickness of galvanized steel sheet长度公差Length Tolerance超耐热钢Special Heat Resistance Steel超声波探伤法Ultrasonic inspection冲击测试ImpactTest冲剪Drawing &stamping初释纯铁体Pro-entectoid ferrite处理及表面状况Finish & Surface纯铁体Ferrite磁场Magnetic Field磁畴Magneticdomain磁粉探伤法Magnetic particleinspection磁化率MagneticSusceptibility(Xm)磁矩magnetic moment磁力Magnetic磁力MagneticForce磁偶极子Dipole磁性Magnetisum磁性变态Magnetic Transformation磁性变态点Magnetic Transformation磁性感应MagneticInduction粗珠光体Coarse pearlite淬火Quenching淬火及回火状态Hardened& Tempered Strip/Precision–Quenched SteelStrip淬火剂Quenching Media单相金属Single Phase Metal单相轧压镀锡薄铁片(白铁皮/马口铁)Single-Reduced Tinplate弹簧不锈钢线,线径及拉力列表Stainless Spring Steel,Wire diameter and Tensile strength ofSpring Wire弹簧用碳钢片CarbonSteelStrip For Spring Use弹簧用碳钢片材之边缘处理Edge Finished弹性限度、阳氏弹性系数及屈服点elasticlimit, Yeung's module of elasticityto yieldpoint倒后擦发条Pull Back Power Spring导热度Heat conductivity低碳钢或铁基层金属Iron & Low Carbon as Base Metal低碳马氏体不锈钢Low Carbon MartensiteStainlessSteel低温脆性Coldbrittleness低温退火Low Temperature Annealing第二潜变期Secondary Creep第三潜变期Tertiary Creep第壹潜变期Primary Creep点焊Spot welding电镀金属钢片PlateMetal Strip电镀金属捆片的优点Advantage ofUsing Plate MetalStrip电镀锌(电解)钢片Electro-galvanized SteelSheet电镀锌钢片的焊接Welding of Electro-galvanized steel sheet电镀锌钢片或电解钢片Electro-galvanized SteelSheet/Electrolytic ZincCoated Steel Sheet电解/电镀锌大大增强钢片的防锈能力GalvanicActionimprovingWeather& Corrosion Resistance ofthe BaseSteel Sheet电解冷轧钢片厚度公差Thickness ToleranceofElectrolytic Cold-rolled sheet电炉Electricfurnace电器及家电外壳用镀层冷辘钢片Coated (Low Carbon) SteelSheets for C asing,Electricals &Home Appliances电器用的硅钢片之分类Classification of SiliconSteel Sheet for ElectricalUse电器用钢片的绝缘涂层Performance of SurfaceInsulation of Electrical Steel Sheets电器用钢片用家需自行应力退火原因Annealingofthe Electrical Steel Sheet电器用硅钢片ElectricalSteelSheet电阻焊ResistanceWelding定型发条Constant Torque Spring定型发条的形状及翻动过程ShapeandSpring Back ofConstantTorque Spring定型发条及上炼发条的驱动力Spring Force of Constant TorqueSpring and Wing-up Spring定型发条驱动力公式及代号The Formula and Symbol ofConstant Torque Spring镀层质量标记Markings & Designations of DifferentialCoatings镀铬ChromePlated镀黄铜Brass Plated镀铝(硅)钢片–美材试标准(ASTM A-463-77)35.7JISG3314镀热浸铝片的机械性能MechanicalPropertiesofJISG 3314 Hot-Dip Aluminum-coatedSheetsand Coils镀铝(硅)钢片–日工标准(JIS G3314)Hot-aluminum-coated sheets and coilsto JISG3314镀铝(硅)钢片及其它种类钢片的抗腐蚀性能比较Comparsionof various resistance ofaluminizedsteel & otherkinds ofsteel镀铝(硅)钢片生产流程Aluminum Steel Sheet, Production FlowChart镀铝硅钢片Aluminized Silicon Alloy SteelSheet镀铝硅合金钢片的特色Feature of Aluminized Silicon Alloy SteelSheet镀镍Nickel Plated镀锡薄钢片(白铁皮/马日铁)制造过程Production Process ofElectrolyt ic Tinplate镀锡薄铁片(白铁皮/马口铁) (日工标准JIS G3303)镀锡薄铁片的构造Construction ofElectrolytic Tinplate锻造Fogging断面缩率Reduction of area发条的分类及材料Power SpringStrip Classificationand Materials发条片Power Spring Strip反铁磁体Antiferromagnetism方线公差Square WireTolerance防止生锈Rust Protection放射线探伤法Radiographic inspection非晶粒取向电力用钢片的电力、磁力、机械性能及夹层系数LaminationFactors ofElectrical,Magnetic&MechanicalNon-Grain Ori ented Electrical沸腾钢(未净钢)Rimmed steel分类Classification负磁力效应Negative effect钢板SteelPlate钢板订货需知Ordering of Steel Plate钢板生产流程Production FlowChart钢板用途分类及各国钢板的工业标准包括日工标准及美材试标准Type of steelPlate & Related JIS,ASTM and OtherMajor Industrial Standards 钢材的熔铸、锻造、挤压及延轧The Casting, Fogging,Extrusion, Rol ling& Steel钢的脆性Brittleness ofSteel钢的种类TypeofSteel钢铁的名称Name of steel钢铁的制造ManufacturingofSteel钢铁的主要成份The major element ofsteel钢铁生产流程Steel ProductionFlow Chart钢铁用“碳”之含量来分类Classification ofSteelaccording to Carbon contents高锰钢铸–日工标准High manganesesteel toJIS standard高碳钢化学成份及用途High Carbon Tool Steel,Chemical Composi tionand Usage高碳钢片High Carbon Steel Strip高碳钢片用途End Usage of High Carbon SteelStrip高碳钢线枝HighCarbon Steel Wire Rod (to JISG3506)高温回火High Temperature Tempering格子常数Lattice constant铬钢–日工标准JIS G4104 Chrome steel toJIS G4104铬镍不锈钢及抗热钢弹簧线材–美国材验学会ASTM A313 –1987Chromium– Nickel Stainlessand Heat-resisting Steel Spring Wire – ASTM A313– 1987铬系耐热钢ChromeHeat ResistanceSteel铬钼钢钢材–日工标准G410562 Chrome Molybdenum steel to JISG4105各种不锈钢线在不同处理拉力比较表Tensile Strengthof various kindsof StainlessSteelWire underDifferentFinish工业标准及规格–铁及非铁金属Industrial Standard – Ferrous &Non–ferrousMetal公差Size Tolerance共晶Eutectic共释变态EutectoidTransformation固熔体Solidsolution光辉退火Bright Annealing光线(低碳钢线),火线(退火低碳钢线),铅水线(镀锌低碳钢线)及制造钉用低碳钢线之代号、公差及备注Ordinary Low Carbon SteelWire,Annealed Low Carbon SteelWire,Galvanized lowCarbon Steel Wire & Low CarbonSteel Wire for nailmanufacturing - classification,Symbol of Grade,Tolerance and Remarks.硅含量对电器用的低碳钢片的最大好处The Advantage ofUsing Silicon low CarbonSteel滚焊Seam welding过共晶体Hyper-ectecticAlloy过共释钢Hype-eutectoid含硫易车钢Sulphuric Free Cutting Steel含铅易车钢LeadedFree Cutting Steel含铁体不锈钢Ferrite Stainless Steel焊接Welding焊接合金Soldering and Brazing Alloy焊接能力Weldability 镀铝钢片的焊接状态(比较冷辘钢片)Tips on weldingof Aluminizedsheetin comparasion with cold rolled steel strip合金平衡状态Thermal Equilibrium厚度及阔度公差ToleranceonThickness& Width滑动面Slip Plan化学成份Chemical Composition化学结合Chemical bond化学性能Chemical Properties化学元素Chemical element黄铜基层金属BrassasBase Metal回复柔软Crystal Recovery回火脆性Temper brittleness回火有低温回火及高温回火Low &HighTemperatureTempering回火状态Annealed Strip基层金属BaseMetal ofPlatedMetal Strip机械性能MechanicalProperites机械性能Mechanical properties畸变Distortion级别、电镀方法、镀层质量及常用称号Grade,Plating type,Designation of CoatingMass& CommonCoatingMass级别,代号,扭曲特性及可用之线材直径Classes, symbols,twisting char acteristic and applied WireDiameters级别,代号及化学成份Classification,Symbol ofGrade andChemicalComposition挤压Extrusion加工方法Manufacturing Method加工性能Machinability简介General交换能量Positiveenergy exchange矫顽磁力Coercive Force金属变态Transformation金属材料的试验方法TheMethod of Metalinspection金属材料的性能及试验Properties &testingof metal金属的特性Featuresof Metal金属的相融、相融温度、晶体反应及合金在共晶合金、固熔孻共晶合金及偏晶反应的比较EquilibriumComparision金属间化物Intermetallic compound金属结晶格子Metal space lattice金属捆片电镀层Plated Layer of Plated MetalStrip金属塑性Plastic Deformation金属特性Special metallic features金属与合金Metal and Alloy金相及相律MetalPhase and PhaseRule晶粒取向(Grain-Oriented)及非晶粒取向(Non-Oriented)晶粒取向,定取向芯钢片及高硼定取向芯钢片之磁力性能及夹层系数(日工标准及美材标准)Magnetic Propertiesand LaminationFactorof SI-ORIENT-CO。
叠模

.叠模技术(Stack Turning Technology )旋转型模具技术主要有两种:转盘型模具技术和内置旋转机构的模具技术。
它的特点是两种组分可以同时注射,大大缩短了制品的生产周期。
叠模又称叠式模,有模具不旋转和模具旋转两种方式。
(1)两层叠式模具方式此工艺由一台双物料注塑机,一套两层叠式模具及机械手组成。
当注塑机进行第一次注塑,经冷却后开模,机械手从第一层模芯上取出塑件,移放至第二层模芯内,合模后再进行第二次注射,在第二层模内得到最终产品,方式的第一次及第二次注射是同步进行的这种方法的优点是毋须使用转盘等装置便可进行共塑成型,采用这种方法,可用较少锁模力的机器生产较大的注塑件。
缺点是需把塑机的容模厚度增加以便能容纳较厚的叠层模,并需要配备较纵向行程较长的机械手,另外因工序需要较长的塑件取放时间,导致整个周期的延长。
此外利用双层叠模技术也可以同时生两种不同的产品,例如第一层模具生产一种产品,而第二层模具内则生产另一种产品,这些产品可以是材料相同或不同,颜色相同或不同等多种组合。
例如利用叠式模可以实现第一层注塑容器面盖;第二层模具注塑容器主体。
(2)两层叠式模+中间模板旋转式(旋转叠式模)此工艺是由一台双物料注塑机、一套两层叠式模具,以及可作180°往复旋转的中间模板组成。
注塑机完成第一注塑,经冷却后开模,中间模板会按设计要求作180°转动,把附着在模芯上的第一次注塑件转向第二层模腔,再合模进行注射。
这种方式的第一次注射和第二次注射也是同步进行的,从第二次注射开始,每次开模在第二层模内成型一次共塑制品。
旋转叠式模技术是当今共注塑技术的高难技术,技术难度大,它高度融合了机器、模具的制造技术及系统控制技术。
它既有叠式模共塑和旋转模板式共塑的优点:小的锁模力,即可用较小锁模力的的注塑机生产较大规格的塑件,另外,比机械手放件的方式更为准确,周期短、生产效率更高,十分适合大产量或生产周期长的共塑件的生产用途。
叠层实体快速成型工艺
叠层实体快速成型工艺叠层实体快速成型技术(Layered Solid Rapid Prototyping,LSRP)是一种先进的制造方法,可用于快速实现复杂的三维零件或模型的制造。
与传统的加工方法相比,叠层实体快速成型技术具有更高的精度、更快的速度和更低的成本。
叠层实体快速成型技术的工艺过程可以简单概括为以下几个步骤:首先,根据所需的三维模型或零件的设计图纸,使用计算机辅助设计(CAD)软件将其建模成一个虚拟的三维模型。
然后,将建模好的三维模型导入到叠层实体快速成型机中。
快速成型机会根据模型的数据利用激光束或喷墨等方式逐层制造出实体模型。
在制造过程中,每一层的材料会根据事先设定的参数和路径进行逐层堆积和固化。
常用的材料包括塑料、金属、陶瓷等。
制造完成后,可以通过去除支撑结构、进行表面处理和修整等操作,使得最终成品与设计模型一致。
叠层实体快速成型技术的优势在于其制造过程简单快捷,无需特殊的模具或工具。
这不仅大幅缩短了制造周期,还节省了成本和资源。
同时,叠层实体快速成型技术还可以实现复杂形状的制造,无论是内部空洞还是细节部分都可以精确再现。
这使得该技术在产品开发、原型制作、医学领域等方面有着广泛的应用。
总之,叠层实体快速成型技术作为一种高效、精准和经济的制造方法,已经成为许多行业的重要工具。
随着材料和工艺的不断创新,相信叠层实体快速成型技术将会在未来有更加广泛的应用前景。
叠层实体快速成型(Layered Solid Rapid Prototyping,LSRP)技术是一种基于计算机辅助设计(CAD)的先进制造方法,通过逐层堆积和固化材料,快速制造出复杂的三维实体模型。
LSRP技术不仅可以用于原型制作,还可以直接应用于批量生产。
其工艺流程简单快捷,制造周期短,能够满足各类复杂形状和功能的需求,因此在众多领域得到了广泛的应用。
叠层实体快速成型技术最初由美国麻省理工学院在1980年代提出并发展起来。
随着计算机技术的不断进步和材料科学的发展,LSRP技术得以快速发展。
注塑车间提升效率建议

注塑生产经济效率分析注塑生产达到“优质、高效、低耗”是每个企业追求的目标。
如果注塑生产中控制/管理工作不到位,就会出现生产效率低、不良率高、机位人手多、料耗大、批量退货、人为损伤模具、压模、断螺杆头、延误交期、修机/修模频繁、不良率高、废品多、原料浪费大甚至发生安全意外等问题,给企业造成巨大的经济损失,企业的利润就会大大减少,甚至出现亏损。
“注塑开机不等于赚钱”,我们每一位注塑工作者都要提升自己的工作质量和工作效率,努力提升注塑技术/管理水平,增强成本意识,严格控制“料、工、费”。
注塑成本是指生产过程中的全部耗费,包括:人工、电费、模具、原料、色粉、维修费、设备耗损、工具、包装材料及辅料等。
影响注塑经济效益的因素主要有:注塑模具/注塑机保养意识低、水口料控制不好、修模/修机次数多、机位人手多、各岗位人员职业技能低、工作质量差、生产效率低、调机时间长、分析问题/处理问题能力低、仅凭经验做事、观念落后、注塑技术/管理水平低、跟着问题后面跑、预防工作不到位、工作方法欠佳、原料混杂、废品多、生产周期长、模腔堵塞、排机不当、欠单/超单生产、退货返工、修模/改模次数多及培训工作不到位等。
一、周期时间与生产成本的关系注塑周期时间在保证产品质量的前提下越短越好,注塑周期越短,生产数量越多,单位产品的制造成本就越低。
注塑周期时间包括:射胶时间、保压时间、冷却时间(熔胶时间)、开模时间、顶出时间(含停留时间)、开门时间、取货时间、关门时间及锁模时间等(特殊情况还包括射台前进/后退时间和喷脱模剂时间)。
缩短注塑周期时间最主要的方法有:减小塑件壁厚/流道尺寸(以缩短冷却时间)、减少开合模距离/顶针行程、快速取出产品、机械手操作、加快开/关安全门的速度、减少胶件粘模现象、正确选择冷却时间、合理设定开/合模速度及顶针速度/次数等。
实例分析某胶件(一出四)的标准注塑周期时间为24秒,如果实际注塑周期时间延长到28秒,以一天生产时间为23小时计算,其经济效益分析的结果如下:标准日产量为:23×4×(3600÷24)=13800 pcs。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
导滑安装方式1
导滑安装方式2
2层叠模设计总结---顶出驱动方式
曲肘连杆驱动顶出机构 油缸驱动顶出 拉杆、拉板驱动顶出
模具主要结构介绍---冷却系统---下模镶件
下模镶件
散热铜
炮孔,隔水片
炮孔,隔水片
模具主要结构介绍---冷却系统---行位
胶位面
行位
运水通道
模具零件加工工艺控制
所有模肉、镶件和行位在NC、EDM以及铜公加工时使用夹具; 机加工完成所有胶位零件; 编制详细合理的加工工艺并严格执行; 每道工序完成后对零件实施全检,确保零件尺寸在公差范围内;
模具加工工艺
模具加工工艺
1.前后模肉分型面由NC精加工,且非胶位的直角位都加R,避免钢料应力集中而爆裂 2.产品是用Half行位两边封胶,后模镶件和推板 设计避空,以避免生产周期短而易擦伤 3.行位先NC精加工完镶件槽后,配行位镶件, 最后装一起EDM
R角
4.行位和后模肉镶件之间是弧面碰穿,加大
FIT模难度,NC和EDM加工时都调整好火花 位 5. Half行位两边单独完成EDM后,需装夹在一 起EDM以保证行位夹口段差不大 6.此模具是多型腔模,工件加工量大且数量 多,开粗时适当的加大切削深度和增大电蚀量, 确保安全、高效。
叠层模具设计考虑要点
Biblioteka 模具开模后主灌咀不能脱出导套之外,应注意主灌咀长度和 模具开模行程的合理设置; 需校核注塑机最大开模行程和最大塑化量; 注射装置的预塑效率要高; 注射速率适当增加; 热流道熔体的压力释放; 型腔布置与主灌咀的关系处理。
2层叠模设计总结---浇注系统
整体开放式热流道 针阀式开闭热流道 冷流道溢料式热流道
整体开放式热流道
针阀式开闭热流道
冷流道溢料式热流道
2层叠模设计总结---同步开模机构
曲轴连杆开模机构 齿轮齿条开模机构 丝杆螺母开模机构
曲肘连杆同步开模机构
齿轮齿条同步开模机构
丝杆螺母同步开模机构
2层叠模设计总结---支撑导滑机构
第七步:校正导滑块位置
第八步:安装同步开合模机构
第九步:接通水路、电子线路
注塑工艺
炮筒温度:230/245/240/235/220 摄氏度 射胶压力:85/95 kgf/cm2 保压:35% 注射时间:2.68s,保压时间:6S,冷却时间:9s 周期时间:29s 锁模力:350T 前模温度:35º C 后模温度: 35º C
R角
行位镶件
模具装配工艺
此模具是双层叠模,先装配完上下两层的模肉和行位后,把下层的前模倒转, 装上热流道板,再合上上层的前模,接着分别两边都合上后模部分。
第一步:安装热流道系统部分
2014-4-6
第二步:安装动定模部分
第三步:安装中间型腔部分
第四步:安装中间整体部分
第五步:合模
第六步:上机、码模