10KV高压电缆中间热缩接头制作详细过程
10KV高压电缆中间接头制作详细过程教程文件
特写,该填充物虽粘但韧度很好, 比防爆胶泥还要软;
使用black filler tape在图中四个位置 进行包缠;
在图中位置使用black bitumen cloth tape包缠,并 在电缆连接头最大直径处涂抹润滑脂;
此处省略两步骤图片: 1.接上图,将开始就套入的1根joint sleeve移
10KV高压电缆中间接头制 作详细过程
切除钢丝铠装后,将armour support ring放在铠装 和内护套之间(图中armour clamp此时仅为切除铠
装方便而用);
控制stress control tubing距芯线绝 缘层末端5毫米;
芯线连接
套入红色的绝缘热缩管(注意两端包缠红色密封胶),按相序连接各芯 线后,在连接管上包缠stress control mastic,填充连接区域并延伸至
stress control tubing,搭接长度不超过5毫米;
特写,注意包缠后的直径只能超过 芯线或连接管直径少许;
进程1/2处全景,两端包缠两层红色 的密封胶带
将core separator profile放入三相芯 线之间,下方为black filler profile;
将black filler profile填充入芯线之间的空 隙,使连接头在直径上变得平滑;
在armour clamps上包缠black mastic sealant,避免任何尖锐边角;
使用热风枪对outer joint sealing sleeve进行加热;源自进程百分百,竣工电缆头全景
示意图
此课件下载可自行编辑修改,仅供参考! 感谢您的支持,我们努力做得更好! 谢谢!
至连接头进行热缩;
2.使用screening mesh包缠电缆连接头;
简述10KV交联电缆热缩式制作户内终端头的过程

简述10KV交联电缆室内终端头的热缩制作工艺
答;(1)准备阶段:检查热缩电缆附件是否齐全,型号是否相配,检查并确认电缆有无潮气后,检查电缆。
(2)切除多余电缆,根据现场条件确定电缆长度。
(3)剥去保护层。
(4)焊接接地线,将接地线焊接在钢带上。
(5)填充三叉戟并包裹密封剂。
(6)安装三芯分支护套,将护套套入根部,从中部开始收缩,先
往根部,再往指部。
(7)剥铜带和外半导电层,剥切三芯分支插座20mm以上的铜带,严禁损伤主绝缘,清除干净半导电层。
(8)安装应力管,接管端支管套对接后热收缩。
(9)安装接线板。
(10)安装绝缘管。
(11)安装密封管。
(12)核相后安装相色管。
10kV三芯交联电缆热缩型终端头制作教程
10kV三芯交联电缆热缩型终端头制作教程10kV三芯交联电缆热缩型终端头制作教程一、剥外护套及钢铠1、用电缆夹将电缆垂直固定。
2、量取650 mm(当采用绝缘管长度为800或1000时相应的增加电缆的开剥长度)。
,用胶带绑定。
剥电缆外护套。
3、留钢铠30mm,绑扎线,剥除其余钢铠。
二、剥除内垫层、分开芯线在钢铠断口处保留20mm内垫层,其余剥除,摘去填充物,分开线芯。
三、焊接地线1、用胶带临时扎紧电缆分支端头,分开电缆。
2、用扁锉打磨钢铠。
3、焊接地线。
将地线分别焊在铜屏蔽和钢铠上。
4、将另一根接地铜带分成三股,用铜扎线绑至断口30mm处。
5、用铜扎线扎紧至内护套20mm处焊锡。
6、将一根编织带放在下边绑好,然后将另一根编织带翻下,绑好(两根成180度)。
7、压入钢三叉,注意两根编织带分开绝缘。
四、收缩分支手套1、将三叉分支手套至根部并向下压紧。
在三相分叉处和根部包绕填充胶,使其形状似橄榄状,直径大于电缆直径约15mm。
钢铠焊接地线区要包在填充胶内。
2、由三相分叉根部加热热缩套管。
五、剥除铜屏蔽层、外半导电层1、至三叉分支手套上端口保留20mm铜屏蔽层,其余剥除。
2、保留20mm外半导电层,其余剥除。
六、剥线芯绝缘1、比接线耳长5mm剥线芯绝缘。
2、将半导电层保留处处理成小斜坡。
清理绝缘表面。
七、固定应力控制管、压接端子1、用清洁巾清除线芯绝缘表面。
2、用电吹风吹干。
3、至绝缘根部涂抹110mm硅脂胶。
4、将应力控制管套入绝缘线芯(搭接200mm铜屏蔽层)加热固定。
八、压接线端子1、在芯线端部剥除长度为接线端子深加5mm的绝缘层,压接端子。
2、临时用绑带保护芯线绝缘。
3、打磨压痕。
4、去掉临时绑带。
5、用清洁巾清除线芯绝缘表面。
6、用电吹风吹干。
7、在接线耳与线芯断口处包绕填充胶。
用密封填充胶填平金属端子处和绝缘连接处,搭接端子和线芯绝缘各10mm。
九、固定外绝缘管1、将绝缘管套装三叉根部(管上端超出填充胶10mm),确保套入根部。
10kV电缆热缩中间接头制作作业标准
10kV电缆热缩中心接头制作作业标准一、前言电力系统中的电缆热缩中心接头是连接电缆在敷设、维护过程中中心的一道紧要工艺环节,是保证电力传输质量稳定的关键。
本文将基于国家标准以及实际操作阅历,对10kV电缆热缩中心接头制作进行标准化和规范化的描述,以保证电力系统中电缆热缩中心接头制作的质量和牢靠性。
二、材料准备1. 10kV 中压电缆2. 热缩管3. 热缩绝缘套管4. 硅橡胶套5. 导体绞合管6. 导体连接管7. 护套管8. 清洁毛刷(尺寸与电缆相符合)三、器材准备1.切割工具:①电线切割刀②剥线钳③管子切割刀2.热风枪3.电火花轮盘4.绝缘电阻测试仪5.压接钳6.热缩臂型套和热缩管吹风枪7.电焊机8.电气测试仪器四、操作步骤1. 在进行接头制作之前,需要对电缆进行检查,包括外观外壳、铠装、绝缘层、电缆芯线等的检查,确保处于正常状态。
假如发觉电缆有问题,需要进行维护和修理或更换。
2. 对于本次接头制作所使用的材料及器材进行检查,确保从质量和牢靠性两方面都不显现问题。
3. 依据电缆规格,选取合适的热缩管进行切割。
将切割好的热缩管长度,保证与电缆的绝缘部分长度相同。
4. 依据电缆连接的要求将电缆绞合,绞合的长度有效长度应当大于接头的长度,约为80cm。
5. 对电缆进行剥皮,将绝缘层暴露出来,通常剥去10-20cm的绝缘层。
6. 在击穿面及其相近进行清理,使用清洁毛刷清洗电缆芯线,确保电缆芯线的表面干净、干燥、平滑,否则将影响导体的导通。
7. 将热缩管套在已绞合好的电缆接头上,并在电缆中心部位套上导体绞合管,并将导体连接管接在绞合管两侧。
为确保导体间的间距,使用导体间距模板进行确认,将导体间距保持在规定的范围内。
8. 使用压接钳,对导体连接管进行压接,确保连接实现了低阻和紧固。
使用电气测试仪对压接质量进行测试。
测试电阻应符合要求,且连接处不应显现松动和不良接触。
9. 将热缩绝缘套管套在连接处进行加热缩,确保连接处企业固定和密封。
10KV高压电缆中间头制作过程

10KV高压电缆中间头制作过程制作10KV高压电缆中间头的过程包括以下几个步骤:1.材料准备:准备主要材料,包括绝缘套管、电缆接头、接头套管、绝缘子、半导体材料、绝缘接地支架等。
确保材料的质量和完整性。
2.高压电缆准备:首先需要将两根高压电缆的外绝缘层、绝缘层和半导体层剥离,露出裸露的金属导体。
然后根据电缆接头尺寸,截取合适长度的电缆。
3.清洁处理:清洁电缆的裸露导体和绝缘层,确保其表面无杂质、油污和水分。
使用清洁剂或洗涤剂擦拭电缆表面,以提高接头的粘接性能。
4.安装电缆接头:将电缆接头插入电缆末端,将导体与接头的导体连接器相连接。
通过拧紧螺母,确保导体与接头的良好接触。
然后将半导体材料缠绕在导体和接头之间,提高电缆的绝缘性能。
5.安装绝缘子和接头套管:将绝缘子插入接头的绝缘子插槽中,使其与电缆的绝缘层完全贴合。
然后将接头套管套在接头上方,保护绝缘子和接头不受机械损伤。
6.安装绝缘接地支架:将绝缘接地支架安装在电缆的绝缘层上方。
绝缘接地支架可以提供绝缘子的电气接地保护,减少电缆绝缘层外部的电磁干扰。
7.绝缘填充:在接头套管内填充绝缘填充物,以提高电缆连接处的绝缘性能。
绝缘填充物可以填充空隙,防止水分和气体进入电缆接头。
8.密封防护:用绝缘套管将整个接头密封起来,以保护接头免受机械和环境的损害。
绝缘套管可以使用热缩管或绝缘胶带等材料。
9.检测和测试:对制作好的10KV高压电缆中间头进行检测和测试。
通过高压测试、绝缘电阻测试和局部放电测试等方式,确保电缆连接处的安全性和可靠性。
10.安装完成:经过检测和测试合格后,将制作好的10KV高压电缆中间头安装在需要连接的两根电缆的连接处。
通过紧固螺母,确保连接牢固。
以上就是10KV高压电缆中间头的制作过程。
制作过程需要严格遵循工艺要求和操作规程,以确保制作出质量可靠的电缆中间头。
制作时还需要采取相应的安全措施,确保人身安全。
10kV电缆热缩中间接头制作作业标准
10kV电缆热缩中间接头制作作业标准1. 范围该文档旨在为电力行业从业人员提供关于10kV电缆热缩中间接头制作的标准操作步骤和注意事项,以确保该过程的安全、可靠和高效。
2. 规范2.1 设备准备在进行10kV电缆热缩中间接头制作作业前,应进行以下设备准备:•热缩套管;•剪刀或剥线钳;•手电笔;•玻璃纸;•打火机或热风枪;•电缆半导体切割机;•桥夹和绝缘薄膜;•清洁纸巾;•手套和眼镜。
2.2 操作步骤2.2.1 清洁使用清洁纸巾将要使用的电缆表面和连接件表面清洁干净,并确保操作者自己的手部也要干净。
2.2.2 切割和剥皮使用电缆半导体切割机将电缆半导体层切割至所需长度,然后使用剪刀或剥线钳将绝缘层和半导体切割开。
确保绝缘层不能被剪断或折叠,需要比切缘长2-3毫米。
2.2.3 套管将热缩套管沿纵向切开,并套在电缆上,确保其覆盖到绝缘层外缘。
2.2.4 热缩使用打火机或热风枪加热热缩套管,直到它完全缩合,并覆盖整个连接件。
注意不要过度加热,以免造成损坏。
2.2.5 包装使用玻璃纸包裹连接件和电缆的接口,并固定其位置以防万一。
2.2.6 绝缘在接口附近使用桥夹和绝缘薄膜进行绝缘。
2.2.7 检查检查电缆接头的完整性和良好的绝缘。
检查没有缺陷和漏洞,并确保连接紧固和无松动。
3. 注意事项在执行10kV电缆热缩中间接头制作时,需要注意以下事项:•遵守操作顺序;•确保设备和工具无损坏和正常;•确保电缆和连接件完全清洁;•对不同尺寸的电缆使用不同的热缩套管;•加热时保持一定的距离,以免过度加热;•定期检查电缆接头,确保其良好的绝缘和连接紧固。
4. 结论通过严格遵守10kV电缆热缩中间接头制作标准操作步骤和注意事项,可以确保该工作过程的安全、可靠和高效。
务必认真执行,以预防电力行业电缆连接件的损坏和人员伤亡。
10KV交联聚乙烯电力电缆热缩型终端头制作工艺
10KV交联聚乙烯电力电缆热缩型终端头制作工艺施工准备2. 工机具3. 材料操作程序1.工序流程图图1 10KV交联聚乙烯电力电缆户内终端头制作工序流程图图2 10KV交联聚乙烯电力电缆户外终端头制作工序流程图2.户内热缩型电缆终端头操作要领(1)电缆测试:制作前用2500V兆欧表测量绝缘电阻,一般应大于5000MK(2)剥切外护套:用电缆夹将电缆垂直固定,按图3所示尺寸,户内头由末端量取550mm户外头由末端量取750mm剥去外护套。
图3电缆终端头剥切示意图①PVC护套②铠装带③内垫层④铜屏蔽层(3)剥铠装:从外护套断口处量取30mn铠装保留,用铜扎线绑扎3道,其余剥除(4)剥内垫层:在铠装断口处向末端保留20mm内垫层,其余剥除。
(5)分芯线:割弃线芯间填充物,把线芯小心分开。
(6)焊接地线:用砂布打光铠装上的接地线焊区。
取铜纺织地线,用砂布将两端打光,一端牢固的焊在铠装上,另一端分成三股,分别焊在三根芯线的铜屏蔽带上,焊接处表面应平整光滑无虚焊。
(7)包绕热熔胶带:在三叉根部从内垫层外缘至外护套10mn处用半迭法包缠热熔胶带长约65mm形似橄榄状最大处直径大于电缆外径约15mm(8)固定三叉手套:将三叉手套套入三叉根部,由手指根部依次向两端加热固定。
(9)剥半导体层铜屏蔽层:由手套手指根部量取55mm同屏蔽层,其余剥除。
保留20mm半导体层,其余剥除。
清理绝缘表面。
(10)固定应力管:按图4套入应力管,应力管搭接半导体层20mm加热固定。
①PVC护套;②热收缩三叉手套;③铜屏蔽层;④半导体层;⑤热收缩应力管;⑥芯线绝缘层。
(11)压接端子:按端子孔深加5mn剥去芯线绝缘,端部削成“铅笔头”状,压接端子。
压坑一般为两个,压坑深度为端子管壁厚度的4/5,两坑间的距离为15-20mm距端子管边缘不得小于10mm压坑用铝箔带填平。
“铅笔头”处包绕热熔胶带,并搭接端子和绝缘层各10mm(12)固定绝缘管:在电缆手指根部包绕一层热熔胶带套入热收缩绝缘管至三叉根部,管上端超出热熔胶带10mm由根部起加热固定。
10KV电缆中间接头制作步骤
作业指导书————10KV电缆中间接头制作流程★中间接头制作前注意事项:1.中间接头制作之前必须先用绝缘电阻表对两边电缆进行绝缘测试,以确保制作电缆中间接头的电缆完好,绝缘正常2.制作电缆中间接头之前要效验相位,确保接头完成后相位正确。
3.中间接头两端电缆要有富裕的余量,确保中间接头制作完成后不承受两边拉力.4.每种电缆中间接头附件要求不同技术要求也不同,开工前要仔细阅读电缆附件的说明书,以及各种技术要求,严格按照附件的要求对电缆每层的余量长度,应力锥要求,热缩管长度(冷缩管)进行制作中间接头制作过程1,切割电缆。
将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度的中心线并作记号,同时将黑色填充保留后翻,不要割断。
2,芯线处理将套件中外护套,内护套,绝缘层,应力管等所有热缩管分别套入两段电缆,然后处理线芯。
3,铅笔头特写(有特殊要求的可以不做铅笔头)铅笔头处理用来分散电场分布应力。
4,清洁半导层用附带的清洗剂清洁芯线(注意整个过程操作者要保持手的干净)5,包缠应力疏散胶并套入应力控制管(图中黑色短管)6,烘烤应力控制管右侧为烘好的应力管7,在长端尾部套入屏蔽铜网。
8,在长端依次套入绝缘材料,短端套入内半导电管;在长端按图所示,依次套入(1,内层红色内绝缘管)、(2,中间红色外绝缘管)、(3,外层黑色外半导电管);在短端套入黑色内半导电管9,压接芯线;注意压接质量10,打磨压接头(打磨为了消除尖端放电)11,在接头上包绕黑色半导电带,在铅笔头上用应力胶填充。
在接头上包绕黑色半导电带,包缠后接头处外径与主绝缘大小一致;在铅笔头上用红色应力胶填充,将铅笔头填瞒。
12,烘烤内半导电管;将短端已经套入的黑色内半导电管移至接头上烘烤收缩,用配套清洁剂清洁整个芯线的绝缘层(白)和半导电管(黑)及应力管(黑)13,烘烤内绝缘;将套入长端最内层的红色内绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
10kv电缆中间接头热缩制作工艺标准
10kv电缆中间接头热缩制作工艺标准摘要:1.10kv电缆中间接头热缩制作的意义和重要性2.10kv电缆中间接头热缩制作的工艺流程3.10kv电缆中间接头热缩制作的关键步骤和注意事项4.10kv电缆中间接头热缩制作的实用性和应用价值正文:在我们国家的电力系统中,10kv电缆线路起着至关重要的作用。
然而,电缆线路在长期运行过程中,由于外部环境和内部因素的影响,可能会出现故障。
为了保证电力系统的稳定运行,我们需要对电缆线路进行定期维护和修复。
其中,10kv电缆中间接头热缩制作是一项关键的技术环节。
10kv电缆中间接头热缩制作的意义和重要性不言而喻。
首先,它能有效提高电缆线路的可靠性和安全性。
通过接头热缩制作,可以减小电缆接头的电阻,降低电缆线路的损耗,延长电缆的使用寿命。
其次,接头热缩制作有助于降低故障率。
在接头处采用热缩技术,可以提高接头的密封性能,防止水分、灰尘和其他有害物质侵入,从而降低故障发生的可能性。
接下来,我们来了解一下10kv电缆中间接头热缩制作的工艺流程。
首先,准备工作。
清理接头部位的油污、氧化层和毛刺,确保接头部位的干净。
然后,安装接头附件。
根据设计图纸,将接头附件按照要求安装在电缆上。
接着,进行热缩处理。
将热缩套管套在接头部位,通过加热使热缩套管收缩,形成紧密的密封保护。
最后,进行检查和试验。
完成热缩制作后,对电缆接头进行电气性能和密封性能的检查,确保接头的质量达到要求。
在10kv电缆中间接头热缩制作过程中,关键步骤和注意事项如下:1.严格遵循设计图纸和施工标准,确保接头制作的规范性。
2.选用优质的热缩材料,以保证接头的密封性能和使用寿命。
3.在热缩处理过程中,注意控制加热温度和时间,避免过度收缩或损坏电缆绝缘层。
4.做好接头的防护措施,防止在施工过程中发生意外损伤。
5.检查和试验是确保接头质量的关键环节,不能马虎对待。
总之,10kv电缆中间接头热缩制作是一项重要的维护工作,它关系到电缆线路的安全、稳定运行。
10kV电缆热缩中间接头制作作业标准

10kV电缆热缩中间接头制作作业标准热缩中间接头是一种用于电缆终端和电缆连接的重要组件,用于保护电缆连接点的密封和绝缘。
下面是一般的10kV电缆热缩中间接头制作作业标准:
1. 物料准备:
- 10kV电缆
- 10kV电缆热缩套
- 接头套
- 密封套管
- 密封液
- 密封胶
2. 安装前准备:
- 检查电缆外皮和绝缘层是否完好,如有损坏应修复或更换- 清洁电缆表面,确保无尘、油污和水分
- 将热缩套和其他物料准备好
3. 制作作业步骤:
a. 根据电缆规格和接头套的尺寸,确定热缩套的长度,并采用适当的工具切割热缩套。
b. 用绝缘胶带将热缩套的两端固定在电缆外皮上,确保套口对齐并与电缆外径相吻合。
c. 将接头套插入热缩套内,确保接头套能够完全覆盖电缆绝缘层。
d. 在接头套的两端分别安装密封套管,确保与接头套和电缆外皮紧密贴合。
e. 在接头套的两端涂抹适量的密封液,以增加密封性能。
f. 用热风枪或火焰加热热缩套,使其收缩并与接头套和电缆外皮紧密贴合。
g. 在接头套两端涂抹一层密封胶,以提供额外的保护和防水性能。
4. 完工检验:
- 检查热缩套与电缆外皮、接头套和密封套管的连接是否牢固、紧密贴合。
- 检查接头套和密封套管的密封性能和涂覆情况。
- 检查密封胶的覆盖情况和充实度。
- 测量接头套的长度和直径是否符合要求。
这些步骤仅为参考,实际制作作业应根据具体的设备规格和作业要求进行。
在制作过程中,应遵守安全操作规程,并确保操作人员具备相关的训练和经验。
同时,应遵循电缆和接头制造商提供的具体制作指导和要求。
10KV高压电缆中间热缩接头制作详细过程整理版
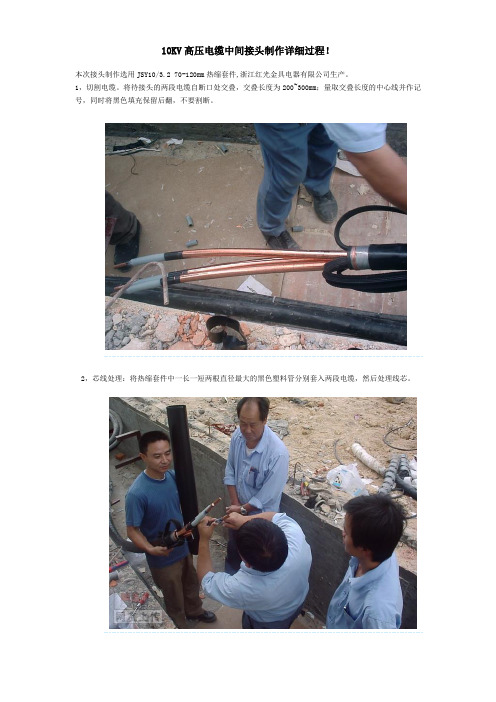
10KV高压电缆中间接头制作详细过程!本次接头制作选用JSY10/3.2 70-120mm热缩套件,浙江红光金具电器有限公司生产。
1,切割电缆。
将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度的中心线并作记号,同时将黑色填充保留后翻,不要割断。
2,芯线处理:将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段电缆,然后处理线芯。
3,铅笔头特写铅笔头处理用来分散电场分布应力。
4,清洁半导层用附带的清洗剂清洁芯线(注意整个过程操作者要保持手的干净)5,包缠应力疏散胶并套入应力控制管(图中黑色短管)6,烘烤应力控制管7,在长端尾部套入屏蔽铜网。
8,在长端依次套入绝缘材料,短端套入内半导电管;在长端按图所示,依次套入(1,内层红色内绝缘管)、(2,中间红色外绝缘管)、(3,外层黑色外半导电管);在短端套入黑色内半导电管9,压接芯线;注意压接质量(该压接钳为德国进口,全自动)10,打磨压接头(打磨为了消除尖端放电)11,在接头上包绕黑色半导电带,在铅笔头上用应力胶填充。
在接头上包绕黑色半导电带,包缠后接头处外径与主绝缘大小一致;在铅笔头上用红色应力胶填充,将铅笔头填瞒。
12,烘烤内半导电管;将短端已经套入的黑色内半导电管移至接头上烘烤收缩,用配套清洁剂清洁整个芯线的绝缘层(白)和半导电管(黑)及应力管(黑)13,烘烤内绝缘;将套入长端最内层的红色内绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
14,烘烤外绝缘管;将套入长端第二层的红色外绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩,完成后在两端包绕高压防水胶布密封。
15,烘烤外半导电层;将套入长端最外层的黑色外半导电层移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
16,各相分别套入铜网屏蔽;将套入长端同屏蔽网移至接头上,用手将屏蔽网在各相上整平,同时注意将铜网两端压在电缆原来的屏蔽层上,用锡焊焊接。
10kV电缆热缩中间接头制作作业(三篇)
10kV电缆热缩中间接头制作作业一、引言10kV电缆热缩中间接头是将两根或多根电缆在一定长度内剥去绝缘层,通过热缩套管的热收缩作用将电缆连接,实现信号传输和电力传输的重要组件。
本文将介绍10kV电缆热缩中间接头的制作作业标准。
二、设备和工具1. 电缆切割工具:电缆切割刀、剥线钳;2. 电缆绝缘剥离工具:电缆剥离刀、刮刀;3. 热缩套管工具:热风枪、热缩套管;4. 绝缘材料:绝缘胶带、绝缘涂料。
三、制作步骤1. 确保工作环境安全,戴好防护用品;2. 对待连接的电缆进行切割,切口应平整、整齐,无毛刺、裂纹等缺陷;3. 使用电缆剥离刀,将电缆的绝缘层剥离,注意不要损伤导体,剥离的长度应符合热缩套管的要求;4. 对剥离后的导体进行清洗,保证表面干净无污垢;5. 将热缩套管套在导体上,确保套管完全覆盖导体,不得有错位、滑脱等现象;6. 使用热风枪,对热缩套管进行加热,热缩套管会收缩,将导体和套管完全固定在一起;7. 使用绝缘胶带对接头进行绝缘,粘贴时应压实均匀,确保胶带牢固不松动;8. 使用绝缘涂料对接头进行第二次绝缘,确保绝缘层的完整性和导电的防护;9. 对制作好的接头进行检查,确保无漏电、短路等故障;10. 记录接头的制作情况和质量检查结果。
四、注意事项1. 制作过程中应严格按照操作规程进行,确保操作准确、安全;2. 使用的工具和设备应符合安全标准,并经常进行维护和保养;3. 切割电缆时要小心操作,避免出现安全事故;4. 操作人员应熟悉电缆的内部结构和工作原理,确保操作的准确性;5. 制作好的接头应进行质量检查,确保符合使用要求;6. 在操作过程中,应注意防止接头接触污垢和湿气,以防止接触不良或绝缘性能下降。
五、总结制作10kV电缆热缩中间接头需要经过一系列的步骤,包括切割电缆、剥离绝缘层、热缩套管与导体连接、绝缘胶带和绝缘涂料的应用等。
正确的操作和严格的质量检查是保证制作质量的关键。
只有符合标准的制作,才能确保10kV电缆热缩中间接头在使用过程中的稳定性和安全性。
10KV高压电缆中间头制作过程

1,切割电缆。
将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度的中心线并作记号,同时将黑色填充保留后翻,不要割断。
2,芯线处理(本次制作选用热缩套件为红光金具电器的JSY10/3.2 70-120mm)将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段电缆,然后处理线芯。
3,铅笔头特写铅笔头处理用来分散电场分布应力。
4,清洁半导层用附带的清洗剂清洁芯线(注意整个过程操作者要保持手的干净)5,包缠应力疏散胶并套入应力控制管(图中黑色短管)6,烘烤应力控制管右侧为烘好的应力管7,在长端尾部套入屏蔽铜网。
8,在长端依次套入绝缘材料,短端套入半导电管;在长端按图所示,依次套入(1,层红色绝缘管)、(2,中间红色外绝缘管)、(3,外层黑色外半导电管);在短端套入黑色半导电管9,压接芯线;注意压接质量(该压接钳为德国进口,全自动)10,打磨压接头(打磨为了消除尖端放电)11,在接头上包绕黑色半导电带,在铅笔头上用应力胶填充。
在接头上包绕黑色半导电带,包缠后接头处外径与主绝缘大小一致;在铅笔头上用红色应力胶填充,将铅笔头填瞒。
12,烘烤半导电管;将短端已经套入的黑色半导电管移至接头上烘烤收缩,用配套清洁剂清洁整个芯线的绝缘层(白)和半导电管(黑)及应力管(黑)13,烘烤绝缘;将套入长端最层的红色绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
14,烘烤外绝缘管;将套入长端第二层的红色外绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩,完成后在两端包绕高压防水胶布密封。
15,烘烤外半导电层;将套入长端最外层的黑色外半导电层移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
16,各相分别套入铜网屏蔽;将套入长端同屏蔽网移至接头上,用手将屏蔽网在各相上整平,同时注意将铜网两端压在电缆原来的屏蔽层上,用锡焊焊接。
17,绑扎,整形;将原来切割电缆时翻起的填充物(见图1)从新翻回,然后用白纱带将三相芯线绑扎在一起,注意:接头是否圆润平整,全在这里了。
10KV高压电缆中间头制作,值得收藏!!
10KV高压电缆中间头制作,值得收藏!!
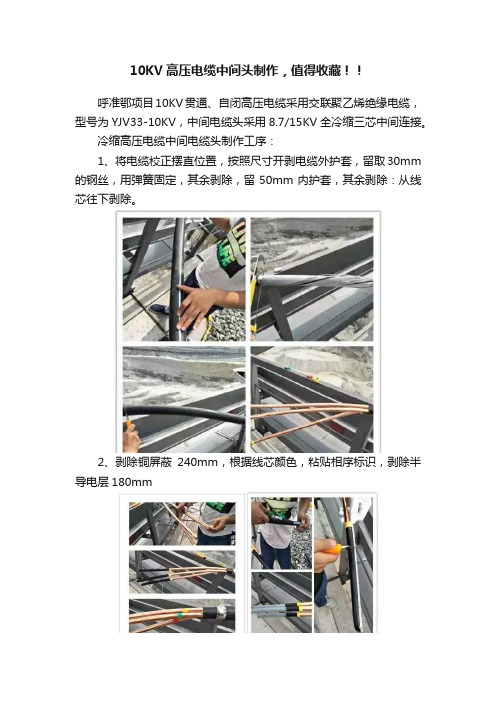
呼准鄂项目10KV贯通、自闭高压电缆采用交联聚乙烯绝缘电缆,型号为YJV33-10KV,中间电缆头采用8.7/15KV全冷缩三芯中间连接。
冷缩高压电缆中间电缆头制作工序:
1、将电缆校正摆直位置,按照尺寸开剥电缆外护套,留取30mm 的钢丝,用弹簧固定,其余剥除,留50mm内护套,其余剥除:从线芯往下剥除。
2、剥除铜屏蔽240mm,根据线芯颜色,粘贴相序标识,剥除半导电层180mm
3、用细砂纸打磨线芯主绝缘,在半导电层断口用刀片倒角30°,然后缠绕半导电带,按照连接管长度的一半切除电缆主绝缘层,断口倒角45°。
4、从开剥较长的一端套入冷缩接头主体,较短的一端套入铜网,压接连接管,在连接管处缠绕半导电带,尽量与主绝缘平齐。
5、单向清洁绝缘表面,涂抹硅脂,将中间接头移至中间,沿逆时针抽掉支撑条,在中间接头两端缠绕密封胶,然后在密封胶上缠绕半
导电带。
6、拉开铜网,用恒力弹簧将铜网、地线固定好,缠绕PVC透明带和防水带恢复内护套。
7、用恒力弹簧将地线固定在钢丝上,再次缠绕PVC透明带和防水带。
8、安装铠装带
9、喷涂标识。
10KV高压电缆中间接头制作-图案详解

电缆头为JSY10/3.2 70-120mm热缩套件。
1,切割电缆。
将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度的中心线并作记号,同时将黑色填充保留后翻,不要割断。
2,芯线处理将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段电缆,然后处理线芯。
3,铅笔头处理;清洁半导层——用附带的清洗剂清洁芯线(注意整个过程操作者要保持手的干净);包缠应力疏散胶并套入应力控制管(图中黑色短管)4,烘烤应力控制管。
右侧为烘好的应力管5,在长端尾部套入屏蔽铜网。
6,在长端依次套入绝缘材料,短端套入内半导电管;在长端按图所示,依次套入(1,内层红色内绝缘管)、(2,中间红色外绝缘管)、(3,外层黑色外半导电管);在短端套入黑色内半导电管7,压接芯线;注意压接质量8,打磨压接头。
打磨为了消除尖端放电9,在接头上包绕黑色半导电带,在铅笔头上用应力胶填充。
在接头上包绕黑色半导电带,包缠后接头处外径与主绝缘大小一致;在铅笔头上用红色应力胶填充,将铅笔头填瞒。
10,烘烤内半导电管;将短端已经套入的黑色内半导电管移至接头上烘烤收缩,用配套清洁剂清洁整个芯线的绝缘层(白)和半导电管(黑)及应力管(黑)11,烘烤内绝缘;将套入长端最内层的红色内绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
12,烘烤外绝缘管;将套入长端第二层的红色外绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩,完成后在两端包绕高压防水胶布密封。
13,烘烤外半导电层;将套入长端最外层的黑色外半导电层移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
14,各相分别套入铜网屏蔽;将套入长端同屏蔽网移至接头上,用手将屏蔽网在各相上整平,同时注意将铜网两端压在电缆原来的屏蔽层上,用锡焊焊接。
15,绑扎,整形;将原来切割电缆时翻起的填充物(24楼图)从新翻回,然后用白纱带将三相芯线绑扎在一起,注意:接头是否圆润平整,全在这里了。
10kV电缆热缩中间接头制作作业标准

10kV电缆热缩中间接头制作作业标准一、引言10kV电缆热缩中间接头是将两根或多根电缆在一定长度内剥去绝缘层,通过热缩套管的热收缩作用将电缆连接,实现信号传输和电力传输的重要组件。
本文将介绍10kV电缆热缩中间接头的制作作业标准。
二、设备和工具1. 电缆切割工具:电缆切割刀、剥线钳;2. 电缆绝缘剥离工具:电缆剥离刀、刮刀;3. 热缩套管工具:热风枪、热缩套管;4. 绝缘材料:绝缘胶带、绝缘涂料。
三、制作步骤1. 确保工作环境安全,戴好防护用品;2. 对待连接的电缆进行切割,切口应平整、整齐,无毛刺、裂纹等缺陷;3. 使用电缆剥离刀,将电缆的绝缘层剥离,注意不要损伤导体,剥离的长度应符合热缩套管的要求;4. 对剥离后的导体进行清洗,保证表面干净无污垢;5. 将热缩套管套在导体上,确保套管完全覆盖导体,不得有错位、滑脱等现象;6. 使用热风枪,对热缩套管进行加热,热缩套管会收缩,将导体和套管完全固定在一起;7. 使用绝缘胶带对接头进行绝缘,粘贴时应压实均匀,确保胶带牢固不松动;8. 使用绝缘涂料对接头进行第二次绝缘,确保绝缘层的完整性和导电的防护;9. 对制作好的接头进行检查,确保无漏电、短路等故障;10. 记录接头的制作情况和质量检查结果。
四、注意事项1. 制作过程中应严格按照操作规程进行,确保操作准确、安全;2. 使用的工具和设备应符合安全标准,并经常进行维护和保养;3. 切割电缆时要小心操作,避免出现安全事故;4. 操作人员应熟悉电缆的内部结构和工作原理,确保操作的准确性;5. 制作好的接头应进行质量检查,确保符合使用要求;6. 在操作过程中,应注意防止接头接触污垢和湿气,以防止接触不良或绝缘性能下降。
五、总结制作10kV电缆热缩中间接头需要经过一系列的步骤,包括切割电缆、剥离绝缘层、热缩套管与导体连接、绝缘胶带和绝缘涂料的应用等。
正确的操作和严格的质量检查是保证制作质量的关键。
只有符合标准的制作,才能确保10kV电缆热缩中间接头在使用过程中的稳定性和安全性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
10KV高压电缆中间接头制作详细过程!
本次接头制作选用JSY10/3.2 70-120mm热缩套件,浙江红光金具电器有限公司生产。
1,切割电缆。
将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度的中心线并作记号,同时将黑色填充保留后翻,不要割断。
附件1141546154954.JPG (94.82 KB) 2006-3-5 16:09
2,芯线处理:将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段电缆,然后处理线芯。
附件1141546262557.JPG (105.98 KB) 2006-3-5 16:11
3,铅笔头特写
铅笔头处理用来分散电场分布应力。
附件1141546342312.JPG(100.29 KB)2006-3-5 16:12
4,清洁半导层
用附带的清洗剂清洁芯线(注意整个过程操作者要保持手的干净)附件1141546410512.JPG(99.17 KB)2006-3-5 16:13
5,包缠应力疏散胶并套入应力控制管(图中黑色短管)
附件1141546491351.JPG(98.96 KB)2006-3-5 16:14
6,烘烤应力控制管
右侧为烘好的应力管附件1141546659300.JPG(107.69 KB)2006-3-5 16:17
7,在长端尾部套入屏蔽铜网。
附件1141546723921.JPG(101.16 KB)2006-3-5 16:18
8,在长端依次套入绝缘材料,短端套入内半导电管;
在长端按图所示,依次套入(1,内层红色内绝缘管)、(2,中间红色外绝缘管)、(3,外层黑色外半导电管);在短端套入黑色内半导电管
附件1141546798606.JPG(103.77 KB)2006-3-5 16:20
9,压接芯线;
注意压接质量(该压接钳为德国进口,全自动)
附件1141546841718.JPG(106.29 KB)2006-3-5 16:20
10,打磨压接头(打磨为了消除尖端放电)
附件1141546960330.JPG(103.53 KB)2006-3-5 16:22
11,在接头上包绕黑色半导电带,在铅笔头上用应力胶填充。
在接头上包绕黑色半导电带,包缠后接头处外径与主绝缘大小一致;在铅笔头上用红色应力胶填充,将铅笔头填瞒。
附件1141547019496.JPG(105.03 KB)2006-3-5 16:23
12,烘烤内半导电管;
将短端已经套入的黑色内半导电管移至接头上烘烤收缩,用配套清洁剂清洁整个芯线的绝缘层(白)和半导电管(黑)及应力管(黑)
附件1141547079196.JPG(105.12 KB)2006-3-5 16:24
13,烘烤内绝缘;
将套入长端最内层的红色内绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
附件1141547131776.JPG(103.04 KB)2006-3-5 16:25
14,烘烤外绝缘管;
将套入长端第二层的红色外绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩,完成后在两端包绕高压防水胶布密封。
附件1141547199608.JPG(93.24 KB)2006-3-5 16:26
15,烘烤外半导电层;
将套入长端最外层的黑色外半导电层移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
附件1141547257943.JPG(95.21 KB)2006-3-5 16:27
16,各相分别套入铜网屏蔽;
将套入长端同屏蔽网移至接头上,用手将屏蔽网在各相上整平,同时注意将铜网两端压在电缆原来的屏蔽层上,用锡焊焊接。
附件1141547314530.JPG(95.54 KB)2006-3-5 16:28
17,绑扎,整形;
将原来切割电缆时翻起的填充物(见图1)从新翻回,然后用白纱带将三相芯线绑扎在一起,注意:接头是否圆润平整,全在这里了。
附件1141547514337.JPG(85.96 KB)2006-3-5 16:30
18,绑扎,整形2
有条件可在白纱带外再包绕一层高压热缩带,增加密封绝缘度,无条件不包也可。
附件1141547585978.JPG(99.21 KB)2006-3-5 16:33
19,焊接地线;
用附带的编织铜线将接头两端的保护钢铠联结(焊接)起来。
附件1141547631565.JPG(104.41 KB)2006-3-5 16:33
20,烘烤外护层;
将一端电缆中早已套入的长外护套管移到超过压接管位置时开始热缩。
附件1141547696980.JPG(100.01 KB)2006-3-5 16:35
21,烘烤外护层2;
将另一端电缆中早已套入的短外护套管移到超过压接管位置,套住先收缩的长外护套管100mm时开始热缩。
附件1141547746314.JPG(91.16 KB)2006-3-5 16:35
22,完成;
用黑胶布在外护套交叠处做包缠封口处理,至此,电缆中间头制作结束!。