背板基础知识
PCB基础知识(一)

PCB基础知识(⼀)在电⼦⾏业有⼀个关键的部件叫做(printed circuit board,印刷电路板)。
这是⼀个太基础的部件,导致很多⼈都很难解释到底什么是PCB。
这篇⽂章将会详细解释PCB的构成,以及在PCB的领域⾥⾯常⽤的⼀些术语。
在接下来的⼏页⾥⾯,我们将讨论PCB的组成,包括⼀些术语,简要的组装⽅法,以及简介PCB的设计过程。
What's a PCB?PCB(Printed circuit board)是⼀个最普遍的叫法,也可以叫做“printed wiring boards” 或者 “printed wiring cards”。
在PCB出现之前,电路是通过点到点的接线组成的。
这种⽅法的可靠性很低,因为随着电路的⽼化,线路的破裂会导致线路节点的断路或者短路。
绕线技术是电路技术的⼀个重⼤进步,这种⽅法通过将⼩⼝径线材绕在连接点的柱⼦上,提升了线路的耐久性以及可更换性。
(1977年Z80计算机的绕线背板)当电⼦⾏业从真空管、继电器发展到硅半导体以及的时候,电⼦元器件的尺⼨和价格也在下降。
电⼦产品越来越频繁的出现在了消费领域,促使⼚商去寻找更⼩以及性价⽐更⾼的⽅案。
于是,PCB诞⽣了。
Composition(组成)PCB看上去像多层蛋糕或者千层⾯--制作中将不同的材料的层,通过热量和粘合剂压制到⼀起。
从中间层开始吧。
FR4PCB的基材⼀般都是玻璃纤维。
⼤多数情况下,PCB的玻璃纤维基材⼀般就指"FR4"这种材料。
"FR4"这种固体材料给予了PCB硬度和厚度。
除了FR4这种基材外,还有柔性⾼温塑料(聚酰亚胺或类似)上⽣产的柔性电路板等等。
你可能会发现有不同厚度的PCB;然⽽ SparkFun的产品的厚度⼤部分都是1.6mm(0.063'')。
有⼀些产品也采⽤了其它厚度,⽐如LilyPad、Arudino Pro Micro boards采⽤了0.8mm的板厚。
橱柜基础产品知识
客户利益不变色绝对环保、无毒、无辐射,可与食物直接接触对水、油、污责、细菌有很强的抵抗力,容易清洗手感温润,耐冷热,耐冲击,坚固耐用,柔韧性好不变形!橱柜基础产品知识:一、橱柜的组成:1、柜体(地柜、吊柜、地脚、吊码)2、门板(膜压、烤漆、双饰面、高分子)3、台面(垫条、石英石、亚克力、防火板)4、五金(拉手、铰链、气撑、抽屉、拉篮、米箱、调味篮)5、电器(烟机、灶具、烤箱、消毒柜)6、其他(水槽、龙头、顶线、下托线、罗马柱)二、柜体材料实木颗粒板密度板(造型门板) 大芯板(木工板)指接板(杉木打柜子)实木颗粒板:新型、高档环保的基材、木材按规格切割成碎片、两边细密,中间长质、高温,高压胶合而成(进口松木树心材料而非树皮杂质)欧派的是泰国进口橡胶木因为是橡胶木本身含胶用胶量少糖分含量高生虫并且里面的胶并不适合加工板材实木颗粒板优点:握钉力高(交差错落结构的颗粒状)、翘曲度不易变形(翘曲变形小、尺寸稳定性好、强度高、挺度好)、胶少,环保系数高(E0级板材,用胶量少,达到欧洲标准)、加工性能良好(1、密度一样寻常大于实木,最接近实木又优于天然木材;2、由于错落的布局,纵向抗弯强度比横向大得多可进行锯、砂、刨、钻、钉、锉等加工)、装饰性能比较强(板面宽、外貌平整腻滑、没有节子、虫眼等缺点、不翘曲、不开裂、物理力学强度高、纵向和横向强度同等、隔声、防霉、经济、保温等)。
实木颗粒板缺点:1、内部颗粒不易铣型2、设备要求高容易造成暴齿现象用途:欧美国家家具广泛采用国内高档板式家具密度板:把木材粉碎成粉末状,木质纤维或植物纤维为原料,施加脲醛树脂或其他适用的胶剂高温高压胶合而成,按照密度的不同,可分为高密度板(大于等于600公斤每立方米)、中密度板(450—600公斤每立方米)、低密度板。
密度板优点:1、容易涂饰加工(表面光滑平整,材质细密,方便造型与铣型)2、韧性好,在厚度较小(6mm—3mm)的情况下不易发生断裂密度板缺点:1、握钉力差(内部为粉末状结构螺钉旋紧后很容易发生松动)2、防潮性能差(吸收水分后膨胀系数较大)3、强度不高(做家具的高度不能过高,绝大部分为2100mm) 用途:有造型的门板大芯板(木工板):1、原材料(实木板芯的胶合板2、工艺(原木切割成条,拼接成芯外贴面材加工而成)大芯板优点:1、握螺钉力好,强度高,具有质坚、吸声、绝热等特点2、含水率不高:在10%—13%之间,加工简便,用途广泛。
《PCB基础知识》课件

PCB的材料
PCB的常用材料
常用的PCB材料包括FR4、铝基板、陶瓷基板等。
PCB材料的特性与适用场景
不同的PCB材料具有不同的导电性、热传导性、阻燃性等特性,适用于不同的场景。
PCB制造的基本工艺
PCB制造的基本工艺包括图形化、光刻、蚀刻、钻孔、电镀等。
PCB的案例分析
PCB的行业应用案例分析
通过分析行业应用案例,了解PCB在不同领域的具体应用。
PCB的创新技术案例分析
探讨PCB领域的创新技术与应用,展示未来的发展趋势。
PCB的以人为本设计案例分析
从用户体验角度,分析以人为本的PCB设计案例,提升产品的易用性和可靠性。
结束语
PCB基础知识的总结
PCB的设计基础
PCB设计流程
PCB设计流程包括需求分析、电路设计、布局设计、走线设计和最终验证等阶段。
PCB设计软件介绍
常用的PCB设计软件包括Altium Designer、Cadence Allegro等。
PCB设计规范
PCB设计应遵循一定的规范,包括电路布局、引脚分布、走线规则等。
PCB的制造工艺
PCB广泛应用于电子设备、通信设备、汽车电子、医疗设备等领域。
PCB的种类
常见的PCB种类包括单面板、双面板、多层板、刚性板和柔性板等。
PCB的结构
PCB的组成部分
PCB由电路层、基底材料、连接线路、元件焊盘等组成。
PCB的层次结构
PCB的层次结构包括背板、内层、外层和覆盖层等。
PCB的布局设计原则
《PCB基础知识》PPT课 件
本PPT课件将介绍PCB的基础知识,包括PCB的定义、应用场景、结构、材 料、设计基础、制造工艺、质量控制、应用与发展等内容。
PCB板基础知识
PCB板基础知识、布局原则、布线技巧、设计规则PCB 板基础知识一、PCB 板的元素 1、工作层面对于印制电路板来说,工作层面可以分为 6 大类,信号层(signal layer))内部电源/接地层内部电源接地层(internal plane layer))机械层(主要用来放置物理边界和放置尺寸标注等信息,起到相应机械层(mechanical layer))的提示作用。
EDA 软件可以提供 16 层的机械层。
防护层(包括锡膏层和阻焊层两大类。
锡膏层主要用于将表面贴防护层(mask layer))元器件粘贴在 PCB 上,阻焊层用于防止焊锡镀在不应该焊接的地方。
印层(在 PCB 板的 TOP 和 BOTTOM 层表面绘制元器件的外观丝印层(silkscreen layer))轮廓和放置字符串等。
例如元器件的标识、标称值等以及放置厂家标志,生产日期等。
同时也是印制电路板上用来焊接元器件位置的依据,作用是使 PCB 板具有可读性,便于电路的安装和维修。
其他工作层(禁止布线层 Keep Out Layer 其他工作层(other layer))钻孔导引层 drill guide layer 钻孔图层 drill drawing layer 复合层 multi-layer2、元器件封装是实际元器件焊接到 PCB 板时的焊接位置与焊接形状,包括了实际元器件的外形尺寸,所占空间位置,各管脚之间的间距等。
元器件封装是一个空间的功能,对于不同的元器件可以有相同的封装,同样相同功能的元器件可以有不同的封装。
因此在制作 PCB 板时必须同时知道元器件的名称和封装形式。
(1)元器件封装分类通孔式元器件封装(THT,through hole technology)表面贴元件封装(SMT Surface mounted technology )另一种常用的分类方法是从封装外形分类: SIP 单列直插封装 DIP 双列直插封装 PLCC 塑料引线芯片载体封装 PQFP 塑料四方扁平封装 SOP 小尺寸封装TSOP 薄型小尺寸封装 PPGA 塑料针状栅格阵列封装 PBGA 塑料球栅阵列封装 CSP 芯片级封装 (2) 元器件封装编号编号原则:元器件类型+引脚距离(或引脚数)+元器件外形尺寸例如 AXIAL-0.3 DIP14 (3)常见元器件封装RAD0.1RB7.6-15 等。
NGFF、M.2、mSATA、miniPCI-e基础知识入门
NGFF M.2(以下下简称M2)和SATA Express(以下下简称SATAe)是用以替代当前Mini PCI-Express(以下下简称MIni PCIe)/mSATA和SATA的新一代接口。
M2接口和SATAe接口已经可以在部分新款笔记本电脑和Intel 9系列主板上见到了,因为易与现有的接口相混淆,在这里做一个简单介绍。
一、M2M2是目前常见于无线网卡、3G网卡和部分小型SSD的Mini PCIe/mSATA的替代升级版,具备小尺寸、低高度、集成度更高的优势。
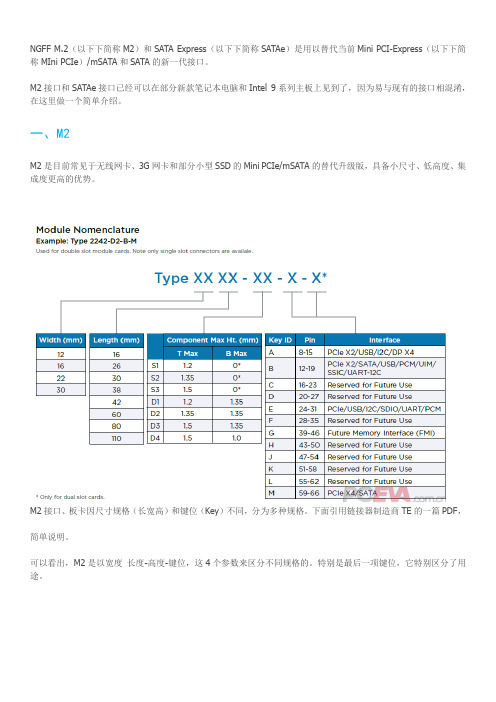
M2接口、板卡因尺寸规格(长宽高)和键位(Key)不同,分为多种规格。
下面引用链接器制造商TE的一篇PDF,简单说明。
可以看出,M2是以宽度长度-高度-键位,这4个参数来区分不同规格的。
特别是最后一项键位,它特别区分了用途。
比如举例中的2242-D2-B-M,是一个宽度22mm 长度42mm 双面各高1.35mm B+M键位的M2插卡,这块插卡应当是一块SSD,具备PCIe x2及SATA接口(当然任何M2设备只能用其中一种接口,具体使用哪个接口由主控决定)。
(上图分别是mSATA规格和M2 2280-D2-B-M规格的Intel 530 SSD)(上图是2280-D2-M规格的三星XP941 SSD)(上图分别是Mini PCIe半高规格和M2 2230-S3-A-E规格的Intel 7260无线网卡)(上图是华硕Z97杜蕾斯,可以看到PCH散热器下方靠近SATAe端口旁边有一个M2 M键插槽,可以支持M2 2260通过上面的例子可以看出M2插卡、插槽的用途可以通过键位来区分。
同时,每种规格中也包含多组数据/信号通道,供不同用途使用。
跟Mini PCIe/mSATA一样,M2接口的金手指也是两面交错排列的。
这里为了说明,给几种常见规格的针脚定义。
(上图M2-B,键位在pin12-pin19。
具备SIM卡、音频、PCIe 2.0、SATA及USB 3.0通道复用通道等)(上图M2-E,键位在pin24-pin31。
EVA基础知识

太阳能EVA胶膜基础知识——以下为举例数值一:拉伸强度单位MPa(兆帕)18所谓拉伸强度,通俗的将就是拉伸所用的力度,当拉伸力到18兆帕的时候会断裂,可以承受18兆帕以内的拉力检测方法:专门的拉伸检测仪器,电脑数据显示二:延伸率单位% (百分比)600延伸率是在拉伸的同时,所可以拉伸出至断裂(承受拉伸强度内的)的长度和原始长度的一个对比数值,举例说明:取一段5cm的EV A胶膜,做延伸测试,当它在断裂之前可以拉伸的长度达到30cm,也就是原来长度和拉伸后长度对比为1:6,为原来长度的600%检测方法:三:体积抗阻单位Ω/cm³(欧姆/立方厘米) 6.0×1014此标明每单位立方厘米,它的电阻数值可以达到6.0×1014欧姆检测方法:电阻仪器检测四:透光率单位% (百分比) 92透光率的强弱决定可利用资源的多少,透光率数值越大越好,检测方法: 电脑检测仪器五:紫外截止波长单位nm(纳米)305可以有效吸收,并防止紫外线数值305纳米以内的紫外线,穿透照射到电池板或是背板上面,起到保护电池板和背板的作用光的区分,400-700纳米之间为可见光,200-400纳米之间为紫外线光束(灼伤力强),200以下放射性的,射线的六:折射率单位% (百分比) 1.482光束通过介质(玻璃)过程中,由于介质的密度不够均匀,会产生光的反射或是方向的改变,折射率越低越好,说明有更多的能量检测方法:折射仪器检测七:收缩率单位% (使用后与使用前的伸缩比例)MD<4 TD<2 EV A经过层压之后,变为透明状,那么经过压缩他的长和宽的变化值,与未使用前的数值的对比就是伸缩率,MD==纵向,TD==横向,举例:一块长20,宽20的胶膜,经过层压工艺3分钟后,长度应大于19.2,宽度小于20.4 检测方法:层压机压过之后,测量数值八:交联度单位% (百分比)70-90检测方法:DSC仪器检测和二甲苯萃取检测,萃取后与萃取前的比值九:剥离强度与玻璃单位N/cm(牛每平方厘米) >60我们刚做好的可达180-200,外报都是110,1000小时候也可以达到130扭力的接触面积在平方厘米,在层压后经过双八五1000小时测试,把EV A胶膜剥离玻璃所需要的力度在60牛检测方式: 双85湿热加速老化检测,1000小时十:剥离强度与板材>40Ncm²注:检测方法同九十一:黄变指数小于2有两种,一个是湿热老化,一个是紫外老化测试湿热老化试验是双85测试,经过3000小时紫外老化测试是紫外线280纳米-800纳米,每平方米500W,测试3000小时。
调音台基础知识和应用『5』——调音台背面板输入输出接口和连接接头介绍

调音台基础知识和应用『5』——调音台背面板输入输出接口和连接接头介绍一、调音台背面板和输入输出接口最后我们看看调音台的背板。
我们结合了解的知识,把这些接口和输入输出通道的旋钮、推子、开关一并理解。
1)话筒输入接口2)线路输入接口3)输入通道的Insert接口4)幻像电源开关5)立体声输入接口6)混音部分输出接口7)M1-M4的Insert接口8)辅助返回接口9)立体声输出端口110)立体声输出端口211)矩阵输出接口12)立体声输出Insert接口13)控制室监听输出14)磁带返回15)磁带输出二、接口的连接调音台上的输入输出,主要分为平衡的连接和不平衡连接平衡连接有XLR卡侬接口和TRS大三芯接口这些卡侬接口上都有标记1、2、3,按照上图1、信号地,2、信号热端,3、信号冷端Tip头:信号热端,Ring环:信号冷端,Sleeve套管:信号地有些人总喜欢把TRS接口说成所谓立体声插头,这恐怕是因为我们常见的耳机使用它。
但是在这里它是用于声音信号的平衡连接。
不平衡连接TS大两芯接口和RCA莲花接口RCA莲花接口我们最常见,因为他被用于“民用设备”,一般的卡式录音机都使用RCA接口。
专业设备上至少也是不平衡连接TS大两芯接口。
最好的联结方式肯定是平衡卡侬接口,十分牢固!可惜体积大成本高。
耳机插孔:Tip头:左声道,Ring环:右声道,Sleeve套管:公共的信号地这个我们最常见了,用一个TRS接头传输一对立体声信号INSERT插口INSERT插口是对TRS接头的另外一种应用。
INSERT插口使我们对于插入式效果器应用得心应手!INSERT插口是调音台使用插入效果器的最好方式。
经过调音台话放放大的信号进入到TRS 接口的TIP,这个TIP连接到效果器的输入端,而效果器的输出端连接到TRS接口的RING 上,再返回到调音台中。
这样做的好处是系统连接非常间接,可以快速地设置需要处理的通道!。
品牌培训资料-Nike基础产品知识

UPPER 鞋面
LEATHER (真皮) SYNTHETIC LEATHER(人造鞣皮) MESH(网眼布)
真皮
人造鞣皮 网眼布
技 术
耐磨
比
透气
较
轻质
不易变形
MIDSOLE 中底
➢ EVA(泡沫材料) ➢ PHYLON(轻质材料) ➢ PU(聚氨酯) ➢ PHYLITE(60%PHYLON+40%橡胶)
➢TOOLING 底台 ➢DYNAMIC SUPPORT GREAT STABILITY AND SMOOTH RIDE 极佳稳定,顺滑跑感
➢LONGER FLEX GROOVES MORE FLEXIBLE FOREFOOT 更
➢HEEL COUNTER后跟保护 ➢FLEXIBLE HEEL CLIP SMOOTHER CRASH / MORE STABLE / BETTER FIT
外部:坚韧的聚氨酯材料构成气囊壁,此种
结
气垫没在气室内放置弹性功能佳
的尼龙立体织物。
特
轻质,灵活,极佳的贴地性及快速反应
点
气垫的分类
MAX AIR(大 气 垫 ): 提供最大程度的冲击保护,长时间的走路、 锻炼,足部都不容易感觉到疲惫。
ZOOM AIR(冲 击 气 垫) : 低座、快速、灵敏的缓震保护
flywireflywire大幅度降低了鞋子本身的重量大幅度降低了鞋子本身的重量降低鞋子内部缝线增加鞋子的舒适性和贴脚性降低鞋子内部缝线增加鞋子的舒适性和贴脚性鞋子的透气性更强鞋子的透气性更强鞋类产品最新的科技创新鞋类产品最新的科技创新lunarlonfoam之前使用在nikefree中底phylitephylonlunarliteexperience一种由美国宇航局研制的泡绵材料轻质弹性lunar比phylon轻30updatingfranchisedynamicsupport动态支撑improvedfit改善贴合度improvedride改善跑感gsrmb759toolingdynamicsupportgreatstabilitysmoothride极佳稳定顺滑跑感longerflexgroovesmoreflexibleforefoot更灵活的前掌longitudinalflexgroovesmoothertransition更顺滑的跑heelcounter后跟保护flexibleheelclipsmoothercrashmorestablebetterfit灵活的后跟固定夹更顺滑的缓冲更多的稳定更好的贴合upper鞋面midfootfitsystemsnuggermorepersonalfit中足贴合系统更个性化的贴合脚面outsole外底naturalmotionflexgroovesalongwidthmidsoleoutsole自然移动的灵活凹槽比纵横贯穿中底和外底enhancedflexibility加强灵活度providingsmooth顺滑过渡efficientstride有效跨步nikenike类别区分类别区分面料科技面料科技nike运动系列
ATCA 基础知识

AdvancedTCA PICMG 3.0 规范涵盖多种数据传输:提供系统管理、控制层面、数据层面的连接。
各自的电气联结和数据传输的拓扑结构因基于特定传输的需求而不尽相同。
ATCA的所有传输模式都是构架在高可靠度的系统之上,故不会因为单点故障而导致传输的瘫痪。
多传输模式的选择使得控制和数据传输分离, 而每种传输类型又可被区分为单个独立的传输。
ATCA系统的集成使用者需要对背板、节点板(Node)、交换板(Fabric)的传输能力进行足够的了解。
系统管理管理系统的信息传输和IPMI(智能平台管理接口)指令集被用作对ATCA 框架的管理,包括对电源的管理、电子钥匙和机架内温度的监控。
系统管理是通过机框管理控制器(ShMC)执行的。
机框管理控制器(ShMC)负责完成对ACTA系统中的现场置换单元(Field Replaceable Units, FRU) 如单板,电源、风扇、温度传感器的管理。
ShMC能够读取当前FRU的状态也可以命令FRU进入不同的电源状态。
举个例子,如果ShMC观测到机框内温度发生跃升,它就可能控制风扇提高转速;ShMC同样负责对ATCA机架内电源的管理,如果电源开始对ACTA 单板进行供电,单板唯一可以运行的部分是系统管理,ShMC决定单板那些可以全部启动以及何时启动。
系统管理架构的实体承载是基于I2C 接口的IPMB(智能平台管理总线)。
I2C是一条具备数据和时钟的双串行信号线, I2C总线使用100Khz 时钟和3.3V信号。
ATCA规范制定要求2个IPMB总线,分别冠以IPMB-A和IPMB-B,两条总线合一称之为IPMB-0。
IPMB可以以双总线或双星型配置方式实现。
之所以要求双IPMB总线是为了保证系统管理子系统的可靠性。
IPMB总线被用作联接ShMC与ATCA单板和ATCA机架中FRUs的桥梁。
双IPMB总线可同时被使用以加倍传输频宽,但设计者必须考虑万一其中一条IPMB总线失灵所带来的冲击。
活动常用物料及基础知识

木制踏步、台阶,3.6M*30CM*20cm ,两级3步台阶,含地毯、封边 260元/个 1.2M*30CM*20cm ,两级3步台阶,含地毯、封边 100元/个 长*台阶的宽*每阶台阶的高 注意:地毯的封边、踏步的上下顺序不要颠倒。
饰面
舞台
租赁
酒店舞台
制作
地毯表面
发光表面
木质表面
皮革表面
上车地台
踏步
特殊
伸缩舞台
升降舞台
旋转舞台
舞台:规格:1.22m*2.44m 1.83m*2.44m(常用) 高0.41-.061-0.81m(可调)
酒店舞台
钢架龙骨+舞台板/大芯板+地毯表面 规格:舞台1m*2m(常用) 地毯宽2m 3m 4m 长85m 价格: 60元/ ㎡ (一般高40cm) 注意:地毯的拼接(舞台前面的地毯压住舞台后面的地毯、这样舞台的高度加上观众的身高视觉上感觉是一块整的地毯 很美观)如果舞台的表面和侧面都用地毯包住, 这样一定要三角铝条包边(起美观 警示作用)、地毯表面的舞 台一般用侧裙包边。 备注:普通的发布会常用地毯表面的舞台
喷塑
规格:厚1mm 价格:30元/延米(高50cm以内) 优点:价格便宜修改快 缺点:没有质感 常用于人多高度低的地方
即时贴字
组成:KT板+即时贴 规格:厚5mm 价格:70元/延米(高50cm以内) 优点:价格适中 缺点:字体太小不能制作 质感粗糙容易出问 题 不建议使用 常在小面积使用。
面板
写真 规格:宽1.5m 长50m 价格:20元/ ㎡, 160元/ ㎡( 写真饰面防火板木质背板) 优点:可以使背板更直观的表达客户的要求 设计师能更好发挥自己的想象 让整个活动更完美。 缺点:制作时一定要注意画面的尺寸 粘贴时对美工的技术要求高 贴不好容易起泡、画面歪斜。 备注:写真不能直接贴在面板上 因为写真 太薄直接贴会不平、还会显示钉眼 所以必须打磨刷清漆。
光伏组件培训资料
光伏组件培训资料第一章:光伏组件基础知识光伏组件是光伏电站的核心组成部分,负责将太阳能转化为电能。
本章将介绍光伏组件的基础知识,包括构成、工作原理和分类等内容。
1.1 光伏组件的构成光伏组件主要由光伏电池、外壳、背板、接线盒和钢化玻璃等部分构成。
光伏电池是将太阳能转化为电能的核心元件,外壳和背板起到保护和支撑作用,接线盒则用于连接电池和输入输出电路,而钢化玻璃作为光伏组件的表面保护层。
1.2 光伏组件的工作原理光伏组件的工作原理基于光伏效应,通过将光能转换为电能实现电力的发电。
当光线照射到光伏组件上时,光伏电池中的半导体材料将光能吸收并将其转换为电能。
这些电能经过电池的排列和连接后,可以输出稳定的直流电。
1.3 光伏组件的分类根据材料和工艺的不同,光伏组件可以分为单晶硅、多晶硅和非晶硅三种类型。
其中,单晶硅光伏组件具有高转换效率和较好的温度特性,多晶硅光伏组件相对便宜但效率略低,非晶硅光伏组件则具有柔性和轻薄特点。
第二章:光伏组件性能测试与评估光伏组件的性能测试与评估是确保光伏电站正常运行的重要环节。
本章将介绍光伏组件的性能测试方法和评估标准,并介绍光伏组件的常见问题及解决方法。
2.1 光伏组件性能测试方法光伏组件的性能测试主要包括输出功率测试、开路电压测试、短路电流测试和填充因子测试等。
这些测试方法可以帮助评估光伏组件的实际发电能力、工作稳定性和电气参数。
2.2 光伏组件性能评估标准光伏组件的性能评估标准主要包括转换效率、温度系数、光电流和漏电流等多个指标。
这些指标能够全面评估光伏组件的能量转换效率、抗压能力和安全性能。
2.3 光伏组件常见问题及解决方法光伏组件在使用过程中可能会出现一些常见问题,如灰尘覆盖、组件老化和线路损耗等。
本节将介绍这些问题的原因分析和解决方法,以确保光伏组件的正常发电效果。
第三章:光伏组件安装与维护光伏组件的安装和维护对于保证光伏电站的正常运行至关重要。
本章将介绍光伏组件的安装要点和维护注意事项,帮助培训人员掌握光伏组件的安装和维护技能。
定制家具基础知识

定制家具知识(一)概念继整体厨柜后,从2000年起全国家装市场又出现了一种新的时尚潮流—--定制家具(又称为整体家具、整体家居、整体衣柜、入墙衣柜、壁柜等等)。
定制家具以其可量身定做,价格上清楚明细的特点逐渐受到人们的喜爱。
在传统的家庭装修中,人们选择家具的方式一般有两种,一种是购买成品家具:在成品家具店购买成品很难与现场空间环境匹配,在款式、颜色不能随自己喜好及装修风格而改变,更重要的,由于现在房价越来越高,小户型越来越多,房间越来越紧凑,这样来讲,空间的利用对于消费者来说就尤显重要。
二是木工现场制作:优点是可量身做,但现施工环境差,现场管理混乱,品质不易控制,在结构的设计上显得不够专业化,并且材料参差不齐,现场油漆,容易留下有害气体(比如现场装修后几个月味道不能消除,要通风很长一段时间才能入住),在环保上也很难达标。
而定制家具以其既能量身定制,充分满足消费者的个性化需求,能合理的规划利用空间,又可以实现工厂化生产,流水线作业,再加上专业的定制家具厂商在材料上更为考研,五金配件上又多采用国内外顶极五金品牌,在确保了产品的品质的基础之上,又功能性及舒适性上做了大幅提升,充分融合了成品家具和木工现场家具的优点,又克服了它们的不足,真正实现了工业化生产,又可以量身订做,并且更环保、更时尚。
定制家具正渐渐的改变着人们的家具消费理念。
业内人士认为,定制家具如同十年前整体厨柜一样在现场由装修公司现场打制,过渡到到如今消费者都选择并接受专业的定制橱柜品牌一样,随着家装市场的细分,定制家具以其专业定制为特色,必将成为一种流行趋势,选择定制家具也将会成为一种必然。
定制家具知识(二)定制家具行业的发展史1、2000年,法国索菲亚以入墙壁柜及移动门进入中国,开创了定制家具行业在中国市场的先河。
2、2001年以加拿大科曼多,史丹利,德国富禄为代表的移门品牌在中国陆续出现,拉开了定制移动门在中国的发展序幕。
3、2002年,随着移动门的不断推广及普及,带动了入墙衣柜及衣帽间在国内的消费理念。
背板基础知识

背板基础知识
背板是指用来支撑和固定其他构件的平面或曲面。
它通常由一块坚固的材料制成,如金属、木材、塑料等,用于增强结构的刚性和稳定性。
背板常见于各种家具、机械设备、电子产品等的结构中。
背板的主要作用包括:
1. 强化结构:背板能够增加物体的刚度和稳定性,使其能够承受外部力的作用。
2. 提供支撑:背板可以作为其他构件的支撑面,使其能够保持固定的位置和形状。
3. 组装和固定:背板常常用于组织和固定其他构件,如螺钉、螺栓、嵌入式连接件等。
背板的基础知识包括:
1. 材料选择:根据具体应用和要求,选择合适的背板材料,考虑材料的强度、耐用性、防潮性等因素。
2. 尺寸和形状:根据具体需求,确定背板的尺寸和形状,包括长度、宽度、厚度、曲率等。
3. 加工工艺:根据背板的形状和材料,选择合适的加工工艺,如切割、钻孔、折弯等。
总之,背板是一种常见的结构元件,用于支撑和固定其他构件。
了解背板的基础知识对于设计、制造和使用物体都很重要。
PCB板基本知识,布置原则,布线技能,设计规则

PCB板基础知识一、PCB板的元素1.工作层面对于印制电路板来说,工作层面可以分为6大类,信号层(signal layer)内部电源/接地层(internal plane layer)机械层(mechanical layer)主要用来放置物理边界和放置尺寸标注等信息,起到相应的提示作用。
EDA软件可以提供16层的机械层。
防护层(mask layer)包括锡膏层和阻焊层两大类。
锡膏层主要用于将表面贴元器件粘贴在PCB上,阻焊层用于防止焊锡镀在不应该焊接的地方。
丝印层(silkscreen layer)在PCB板的TOP和BOTTOM层表面绘制元器件的外观轮廓和放置字符串等。
例如元器件的标识、标称值等以及放置厂家标志,生产日期等。
同时也是印制电路板上用来焊接元器件位置的依据,作用是使PCB板具有可读性,便于电路的安装和维修。
其他工作层(other layer)禁止布线层Keep Out Layer钻孔导引层drill guide layer钻孔图层drill drawing layer复合层multi-layer2.元器件封装是实际元器件焊接到PCB板时的焊接位置与焊接形状,包括了实际元器件的外形尺寸,所占空间位置,各管脚之间的间距等。
元器件封装是一个空间的功能,对于不同的元器件可以有相同的封装,同样相同功能的元器件可以有不同的封装。
因此在制作PCB板时必须同时知道元器件的名称和封装形式。
(1)元器件封装分类通孔式元器件封装(THT,through hole technology)表面贴元件封装(SMT Surface mounted technology )另一种常用的分类方法是从封装外形分类:SIP单列直插封装DIP双列直插封装PLCC塑料引线芯片载体封装PQFP塑料四方扁平封装SOP 小尺寸封装TSOP薄型小尺寸封装PPGA 塑料针状栅格阵列封装PBGA 塑料球栅阵列封装CSP 芯片级封装(2) 元器件封装编号编号原则:元器件类型+引脚距离(或引脚数)+元器件外形尺寸例如AXIAL-0.3 DIP14 RAD0.1 RB7.6-15 等。
BOM基础知识培训教材
通过自学或参加产品数据中心举办的 BOM培训,参 加BOM上岗考试,取得BOM上岗资格
研发人员必备BOM工作技能
a.确定清单结构 在硬件总体方案确定后,项目组要召集会议,向数据、计划、成套、 报价等相关人员介绍产品总体方案、硬件结构、产品配置等情况, 并参考相关成熟产品的结构,共同确定面向商务成套、市场报价、 生产及计划的一体化的产品清单结构。 b.确定产品BOM命名细则 与市场产品部一道,对照数据中心的《项目编码分类与描述操作指 导书》,对产品整机、功能模块的型号、描述进行命名。 c.确定产品BOM结构树 硬件总体方案确定后,新产品有了基本的结构框架,研发项目组就 可以拟制新产品的结构树。待结构树制作完成后,研发项目组要召 集数据、商务成套、报价、生产人员对结构树的合理性进行评审。
BOM结构树
• 结构树的拟制与归档
– 在产品总体方案阶段,即要确定产品的BOM结构。
由于这时还未进行详细设计,许多关键的编码还未 申请,详细设计过程中层次还会调整等,所以这时 候的结构树还是个粗略的框架 – 在详细设计完成后,硬件人员要拟制出正式的结构 树,并召集评审(目前尚没有评审电子流) – 结构树目前走文档归档流程归档
项目模板
供应项目(Supply Item)—— SI
• 类似采购项目,但生产车间不须按单领料,以大量 领料方式领用 • 举例:20060030 塑胶件-可拆式自锁线扣-长度 151mm-黑色 • 说明:对一些明显是大量领料的项目,例如线扣、 螺钉、螺母、热缩套管、标签等,项目模板应该采 用供应项目
项目模板
虚拟项目(Phantom Item)—— PH
BOM结构树
•
结构树的用途
– 确定产品的BOM结构
– 规划产品所包含的主要的BOM及关键物料、软件
昆虫学基础知识2 有翅膀详细介绍
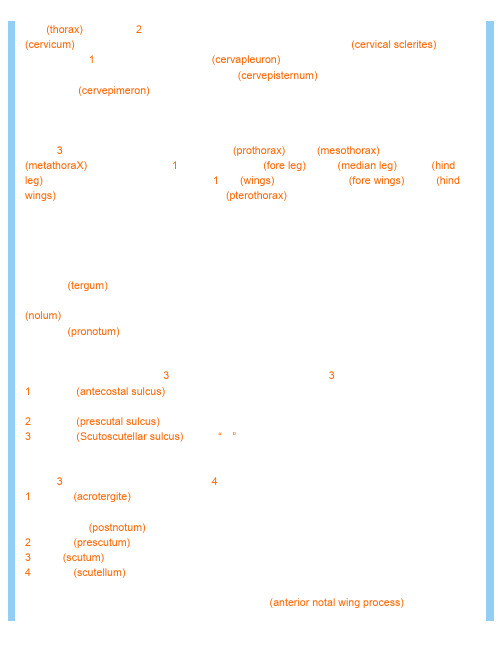
胸部(thorax)是昆虫的第2体段,位于头部之后。
在胸部和头部之间有一膜质环,称为颈(cervicum),颈通常缩入前胸内。
在颈膜上具有一些小骨片,称为颈片(cervical sclerites),背、腹、侧区各有1对,其中以两侧的侧颈片(cervapleuron)最为多见和重要。
侧颈片由两片组成,互相顶接并呈一夹角。
侧颈片前端称为前侧颈片(cervepisternum),其前方与后头突支接;后端称为后侧颈片(cervepimeron),其后方与前胸的前侧片形成关节。
侧颈片上着生有起源于头部和胸部的肌肉,这些肌肉以及背腹纵肌的伸缩活动,可使头部前伸或后缩,及上下倾斜和左右活动。
第一节:胸节的构造胸部由3节组成,由前向后依次分别称为前胸(prothorax)、中胸(mesothorax)和后胸(metathoraX)。
每一胸节各具足1对,分别称为前足(fore leg)、中足(median leg)和后足 (hind leg)。
大多数昆虫在中、后胸上还各具有1对翅(wings),分别称为前翅(fore wings)和后翅(hind wings)。
中、后胸具翅,故又称为具翅胸节(pterothorax)。
无翅昆虫和全变态类的幼虫,胸部各节比较简单,各节大小、形状和构造都很相似。
在有翅昆虫中,胸部因要承受足和翅的强大肌肉的牵引力,所以各胸节常常高度骨化,形成发达的背板、腹板和侧板。
各胸节发达程度,与其上着生的翅和足的发达程度有关。
一、背板(tergum)大部分幼虫和较原始种类的成虫,其背板为一块完整的骨板,不再分片,因而称为原背板(nolum)。
前胸背板(pronotum)在各类昆虫中变异很大。
如蝗虫类的前胸背板呈马鞍形,两侧向下扩展,几乎盖住整个侧板。
但前胸不发达的昆虫,前胸背板通常仅仅是一狭条骨片。
具翅胸节的背板结构相似,由3条次生沟将背板分为几块骨片。
这3条次生沟是:1、前脊沟(antecostal sulcus) 由初生分节的节间褶发展而来,其内的前内脊发达,形成悬骨,是背纵肌着生的地方。
光伏组件基础知识
一:材料类1.1基本物料:1.钢化玻璃,2.封装胶膜,3.电池片,4.焊带,5.背板,6.铝边框,7.密封剂,8.接线盒1.2次要物料:1.高温胶布,2.条形码,3.助焊剂1.3材料厂家:钢化玻璃:信义,嘉福,南玻,彩虹电池片:比亚迪焊带:斯维克封装胶膜:瑞阳,BYD中研院,普利司通,Toppon,海优威,福斯特背板:台虹(TPT),SFC(TPE),Toppon(TPT/TPE)铝边框:锡夏,盛通,广越,海达,爱索乐接线盒:人和,泰克,中环,博能,BYD端子:MC3,MC4,泰克,仿MC4密封剂:天山,道康宁,回天高温胶带:3M1.4材料作用钢化玻璃:透光率高,内面压花增加光的折射,较强的机械载荷封装胶膜:EV A,乙烯-醋酸乙烯脂,封装电池片,融化后具有粘结好,吸收紫外线,高透光率等特点电池片:由于光电效应,电池片P-N结接受光照(P型结为掺杂三价硼的硅,N型结为掺杂五价磷的硅,两者结合处为P-N结,硅为四价半导体)会形成电势差,因而产生电流,电池片主副栅线都是银浆,背面为铝场焊带:以铜为基材,表面镀的铅锡合金,起到收集电流的作用背板:主要为TPT,Tedlar(pvf)-Pet-Tedlar(pvf),耐老化,耐腐蚀,绝缘,TPE最里一层是EV A铝边框:表面为阳极氧化镀的一层氧化膜,具有绝缘性,耐腐蚀,保护组件,增加承重能力,便于安装密封剂:密封组件和铝边框,背板和接线盒,具有防水,耐紫外,耐候性等特点接线盒:导出电流,散热,防止热斑效应,密封抗老化,机械性能优异二:工艺流程备料(裁切EV A,TPT,分选电池片)——焊接(单,串焊)——铺设——外观检验——隐裂测试——层压——隐裂测试——组框——固化——清洗——测试分档——包装——出货三:其他资料1 BOM:物料清单,完成一块组件所需要的每种材料的数量2 TUV:德国技术监督协会,TUV是组件进入欧洲市场必须获得的证书,有南德,北德,莱茵的认证3 UL:Underwriter Laboratory(保险商实验室),组件进入美国市场必须的证书4 组件封装损失=(理论值-实测值)/理论值理论值=单个电池片的有效面积*电池片转换效率*电池片个数*1000例如:16.9%的电池片,P6-30系列理论值=0.156*0.156*16.9%*60*1000=246.767W,而实测239W则封装损失=(246.767-239)/246.767=3.1%,正常为1.5%--3.5%5 1MW=1*10^6W ,1GW=1*10^9W。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工艺参数的主要控制点
5.熟化控制 ●选择方式 ●过程的控制 ●温度、湿度
分切、裁边
裁边去废:卷材/片材
由于涂布生产产品两边具有无胶部分, 外观较差,且各个客户所需要的产品幅宽不一 (正信995mm、海润995mm、尚德985mm、天合 987mm、阿特斯973mm、英利990mm等等幅宽), 所以分切时需要按照客户订单将产品分切成指 定幅宽,以便组件厂(客户端)层压时与EVA 胶膜更好的粘
10-80μm
胶水粘度8—12pa.s、车速1-40m/min、涂布厚度10μm
涂布设备选择
涂布方式的对比:
上胶方式
优点
缺点
光棍式上胶(两棍转移
上胶)
1.采用高精度光辊上胶,涂布 效果较好,精度高;
2.不同幅宽原材料的涂布制成 切换方便
1.胶槽两侧使用挡胶板,生产中磨损严 重,边缘容易溢胶,造成残胶不良;
含氟薄膜层 PET层 PE、PO、EVA层
原材料·氟膜
含氟薄膜的特点: 优异的的抗老化性能
氟膜
PVF
聚氟乙烯
PVDF
聚偏氟乙烯
ETFE
四氟乙烯与乙
烯共聚物
原材料·PE
PO: 优异的粘结性能(只考虑抗AU性能,其他性
能可忽略不计、价格便宜)
PE
聚乙烯
PE
EVA
醋酸烯聚合物
PEVA
聚乙烯-醋酸烯的聚合物
涂布设备选择
涂布方式的选择:
★物料的类型 ★涂层的厚度 ★涂胶的精密度
涂布设备选择
涂布方式的对比:
上胶方式
适用粘度
速度范围 涂布厚度
示意图
光棍上胶
100-50000cp
1-50m/min
15-100μm
网纹辊上胶
50-1000cp
40-150m/min
5-30μm
挤出式上胶
50-20000cp
1-150m/min
(1)粘合剂的类型:
★ 聚氨酯类 ★ 丙烯酸类 ★ 热塑类
双组份聚氨酯胶水
(2)双组份聚氨酯粘合剂成分
★ 主剂:聚酯型聚氨酯(—OH) ★ 固化剂:异氰酸根(—NCO) ★ 溶剂:酯类、酮类等 ★ 助剂:提高抗水解、抗UV性能等
粘合剂控制点
影响粘合剂的主要因素:
比例:有效的基团配比率 溶剂:根据涂布的要求 配制:搅拌、添加、水份 粘度:固含量,根据涂布要求 粘接的原理是粘合剂作用于两层膜材料的表 面,因此除了粘合剂体系要稳定外,膜材料性 能也直接影响粘接效果
2.涂胶厚度随原料的厚度公差影响较大, 尤其涂胶厚度较薄时容易造成无胶、胶 厚不足等不良
网纹棍上胶
1.涂布均匀,且涂布量比较准 确,胶水粘度大时易转移, 涂布外观较好;
2.全幅宽涂布,原料利用率高 高
1.涂布量很难调节,且随机器的使用磨 损使得涂布厚度越来越小;
2. 胶水太稀时容易流淌造成横向或纵向 的流水纹;
辅助设备的要求
1.供液系统 物料的搅拌釜
搅拌叶角度 搅拌转速 物料泵的选型
2.过滤系统 过滤方式 过滤的精度 排泡装置 过滤网的的更换周期
辅助设备的要求
3.舒展棍 弯棍 鼓棍 伸展棍
4.纠偏装置 纠偏点 基准线
纠偏距离
5.复合胶辊 加工精度 胶层的硬度 胶辊的表观 胶皮的均匀性
工艺参数的主要控制点
电晕处理
首先是膜表面处理的因素,目前主流均为电晕处理,甚至需要特 定的等离子处理方式,通过高频电火花对膜表面冲击,一方面形成 微小凹坑增加粘接的表面积,另一方面将薄膜表面分子的化学键打 断,形成与粘合剂中活性链的交联反应,但电晕处理不能过度,否 则造成膜表面损坏,同样也会造成粘接性能的下降。故此膜复合前 的表面处理极为关键,要求其处理设备(电晕或等离子)运行稳定 ,放电均匀一致,并达到相应的瓦特密度性,甚至合适的处理深度 (可以从电晕电极的材质,电晕辊的材质,放电均匀程度,运行的 可靠性等进行对比,并做出相应的设备选型 )
1.组件封装 2.保护支撑 3.隔绝
1 复合型背板
2 涂料类型背板 3 交联反应型背板 4 其它类背板
复合型 背板
复合型背板分类
含氟
双层氟膜 单层腹膜
不含氟
双层PET改性型 单层PET改性型
含氟薄膜复合型背板
1
•双面含氟型背板 TPT、 KPK、FPF
含氟薄膜层 PET层 含氟薄膜层
2
•单面含氟型背板 TPE、 KPE、FPE
缺陷的分析
刷
刮
道
伤
褶
涂布
气
皱
过程
泡
杂
压
质
印
麻 点
褶 皱
原材料
晶 点
杂 质
拉丝
定义:复合膜表面沿MD向(纵向)线状无胶或少胶的现象
原因分析:杂质或异物(大于过胶间隙)卡在涂布头上胶位置,导致涂布基 材在该位置上无法上胶,形成间断或连续的拉丝
异物来源:
内部来源
现场环境中的异物 胶水中杂质或异物 胶水固化产生的凝胶 薄膜(PET/PVDF)撕裂碎片
3.两侧极易溢胶造成残胶不良
挤出式上胶
1.涂布速度快,适合大批量生 产;
2.涂布幅宽固定,不存在溢胶 现象,涂布外观较好
1.涂布幅宽调节困难,每次制成切换需 大量时间;
2.涂胶厚度随原料的厚度公差影响较大, 尤其涂胶厚度较薄时容易造成无胶、胶 厚不足等不良
烘箱及送风系统的重要性
干燥过程控制是涂布生产的关键,否则溶剂残留过 多,会引起背板双85老化测试中起泡,分层,从而 影响使用寿命,其重点是由涂布生产中各项工艺参 数综合平衡来控制的
外部来源 涂布基材洁净度差,原材料带入杂质
褶皱
定义:复合膜表面不规则的收缩隆起现象
原因分析:
复合辊处两侧的张力和压力不均匀
内部原因
涂布机主机速度和F膜放卷速度不匹配
涂布机辊轮水平性差导致松紧边
外部原因
薄膜厚度公差太大以及膜发生变形造成原材 料褶皱或两侧张力不均
定义:复合膜表面的鼓包现象
气泡
原因分析:
美国杜邦公司·PVF薄膜
PVF薄膜,学名聚氟乙烯(polyvinyl fluoride ),由氟和氟碳 分子的共聚体挤压而成。为含氟或氟碳的共聚物,比其它任 何聚合物具有更大的化学结合力和结构稳定性,对日照、化 学溶剂、酸碱腐蚀、湿气和氧化作用的抵抗力和耐久性效果 显著。做PVF薄膜最为出名的为美国杜邦公司,杜邦公司的 注册商标TEDLAR就是现光伏行业做背板用的最多PVF薄膜, TPT或TPE等背板中的T层指的就是这里所说的TEDLAR ,其 有第一代和第二代之分,从实际使用情况而言第一代产品质 量更好一些,其厚度在30um左右,目前较多供应欧美市场。 第二代产品成本低一些,厚度为25um,表面有肉眼可见的针 孔,供应亚洲市场较多。第一代含氟膜用的是挤出吹塑法, 第二代用的是流延法。
备注:PO(Polyolefin)指各类聚烯烃,包括聚乙烯PE、聚丙烯PP及其共聚物
原材料·PO
PE
LLDPE+抗老化助剂
HDPE或MDPE+抗老化助剂
纯LLDPE
上面一层选用LLDPE+抗老化助剂,用 于与组件EVA膜粘接,添加助剂的目的 是提高其抗UV与抗氧化性能以达到几项 老化测试标准
中间层选用HDPE或MDPE,并添加抗 老化助剂,做为PE膜提高阻隔及耐热性 的支撑体
复合辊处两侧的张力和压力不均匀,压合不 实所致 原材料表面有鼓包导致压合时不实
上胶好的基材在烘道内溶剂挥发不够导致复合 后内部溶剂挥发所致
复合处两层薄膜错位后的纠偏导致气泡的产 生
杂质
定义:复合膜内部含有异物的现象
异物来源:
现场环境中的异物
内部来源
胶水中杂质或异物
胶水固化产生的凝胶
外部来源 涂布基材洁净度差,原材料带入杂质
麻点
定义:复合膜表面针眼状的小凹坑,少而大叫麻点,多而小的通常叫橘皮
原因分析: 基材上胶后进入涂布机烘道烘干过程中,由于起始温度过高 或风速过大导致胶水中的溶剂迅速挥发形成针眼小孔,这些 小孔经复合后表观在PVDF面上
★ ★ ★ 不是所有的缺陷都必须得裁剪掉,我 们需要根据客户的要求,在保证客户要求的 前提下提高成品率,减少浪费
下面一层应选用纯LLDPE,不填加任何 助剂用于与背板生产中与PET粘接,以 减慢助剂小分子向表面迁移,延缓对粘 合性能造成衰减
原材料·PET
PET: 绝缘性能优异,阻水性能好,(不耐AU,耐候性能差,在湿
热的环境中容易水解)
白色 半透 黑 色能
PET
四川东材 常州裕兴 广东多能 美国杜邦
原材料·粘合剂
干燥分区 温度设定
风量 风嘴 送风方式
预热区、烘干区、缓冲区 由低到高高至低
由大至小,烘箱整体保持微负压状态 条缝式风嘴
导热油锅炉加温,下压式吹风
复合设备的要求
1.设备安装基本要求 基准线 水平度 平行度 动平衡
阻尼系数
2.设备运行基本条件 速度基准 张力分区
检测数据反馈 闭环原理
速度与张力的精度控制
1.张力分区与设定 ●如何区分 ●精度的要求 ●数据检测及控制方法 ●数据的设定
工艺参数的主要控制点
2.涂层的控制与厚度的均匀性 ●厚度的选择 ●控制方式 ●检测与反馈 ●对产品性能的影响
工艺参数的主要控制点
3.干燥效果 ●干燥方式 ●分段原理 ●风量与温度的梯度 ●检测指标
工艺参数的主要控制点ຫໍສະໝຸດ 法国阿科玛公司·PVDF薄膜
PVDF聚偏氟乙烯,除具有良好的耐化学腐蚀性、耐高温性、 耐氧化性、耐候性、耐射线辐射性能外,还具有压电性、介 电性、热电性等特殊性能,是目前含氟材料中产量名列第二 位的大产品。做PVDF薄膜最为出名的为法国阿科玛公司,阿 科玛公司的注册商标KYNAR就是现光伏行业做背板用的最多 PVDF薄膜,KPK或KPE等背板中的K层指的就是这里所说的 KYNAR 。 由于PVDF的密度是PVF的1.3-1.4倍,在分子结构上多一个氟 原子,所以比PVF更致密、更耐候、阻隔性更好。纯PVDF薄 膜的透水率只有同等厚度的PVF薄膜的1/5左右,所以通常情 况下使用PVDF薄膜的厚度可以比PVF薄,但是PVDF成型较 困难,一般需要添加丙烯酸类材料,此材料会造成局部老化。