外文翻译-冲压模具设计成型方面
模具外文翻译(冲压)
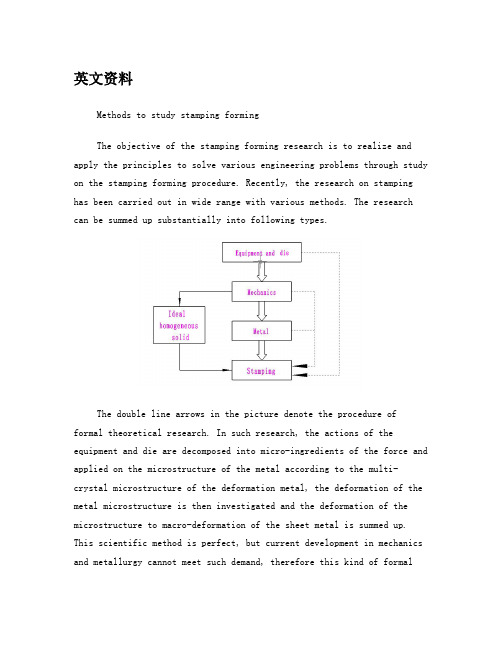
英文资料Methods to study stamping formingThe objective of the stamping forming research is to realize and apply the principles to solve various engineering problems through study on the stamping forming procedure. Recently, the research on stamping has been carried out in wide range with various methods. The research can be summed up substantially into following types.The double line arrows in the picture denote the procedure of formal theoretical research. In such research, the actions of the equipment and die are decomposed into micro-ingredients of the force and applied on the microstructure of the metal according to the multi-crystal microstructure of the deformation metal, the deformation of the metal microstructure is then investigated and the deformation of the microstructure to macro-deformation of the sheet metal is summed up. This scientific method is perfect, but current development in mechanics and metallurgy cannot meet such demand, therefore this kind of formaltheoretical research is still in burgeoning, and is not applicable in practice.Since the formal theoretical research method encounters formidable difficulty, a kind of simplified theoretical method appears in the research field of the stamping forming. The characteristic of this kind of research method is denoted by continuous line in the picture, whichis the main trend of the recent research. This research assumes metal as the ideal homogeneous solid and simplifies the property parameters, the boundary conditions and the blank geometrical parameters of the metal, the stamping process and principle are analyzed and described by mathematical method. Naturally, the assumptions adopted in the analysis would induce some deviation between the real stamping process and its simulation. The result is certainly approximate and does not reflect the real stamping process completely. Especially in analyzing complex stamping forming, this theory is not so valid. In recent years, due to the development of the finite element method and computer technology, this kind of theoretical method has greatly progressed, it shows applicable prospect even in analyzing complex stamping forming. The application of this kind of theoretical method mainly focuses on some special stamping deformation investigation, and it is expected that more achievements can be obtained in the fundamental principle of stamping forming. On the other hand, due to the simplification and assumptions, experiments are indispensable to test the validity of this theory.The third method to study stamping forming is shown by dashed dotted line in the picture. The characteristic of this method is that ignoring the deformation process of the blank under the action of the load during stamping forming conditions (including the structure of thedie, the geometrical parameters of the die working portion and the properties of the stamping equipment) with the final results of the stamping forming. It is a rational empirical method, and widely used in stamping technology filed in recent years. This method is intuitional, simple and easy to be adopted by engineers, but it cannot be used to reveal the real procedure of the stamping deformation, so it is not the radical method to investigate the principles of the stamping forming more thoroughly and its usage is strictly limited.The fourth method to study stamping forming is denoted by dashed line in the picture. Based on the fundamental knowledge of the mechanics and metallurgy, the essential characteristics and principle of the stamping forming are investigated to solve the practical problems in stamping process. In comparison with other plastic processes, the characteristics of the stamping forming, the principles of the sheet metal deformation are unique. So this method has definitely aim and the analysis results can be used directly to solve different problems in stamping forming. The characteristics and effects of this research of this research of this research method are illustrated by following examples.(1)The sequence of the stamping process can be decided by the trend rule of the stamping deformation.(2)According to the rule of uniform velocity distribution in the outer flange of the deformation zone during multi-pass deep drawing for the box parts, the shape and dimension of the blank during process sequence can be calculated. Therefore the calculation the for deep boxparts of the multi-pass deep drawing technology is based on scientific foundation to improve the technique level of stamping forming.(3)According to the research on the wrinkle during the sheet metal forming caused by non-uniform tensile and shearing force, a new research field is developed beyond the traditional compressive instability theory. The results obtained offer an effective measure to cope directly with wrinkle during stamping forming.(4)The theory of sorting stamping forming based on the characteristics of the stamping deformation and mechanics and mechanics is an easy approach to systematize of the stamping forming, and can be used to deepen the investigation on stamping forming limit, to point out a clear and definite direction for improve the stamping forming limit.Above examples indicate that this method is closely relevant to the real stamping forming process. It can be used to analyze and solve the stamping forming problems effectively. Although this method is in the junior stage, mainly focusing on the qualitative analysis for stamping forming now . With the constant progress of this method and combined with modern mechanics, the breakthrough of this method is expected to further enhance stamping forming technology.。
冲压模具成型外文翻译参考文献
冲压模具成型外文翻译参考文献(文档含中英文对照即英文原文和中文翻译)4 Sheet metal forming and blanking4.1 Principles of die manufacture4.1.1 Classification of diesIn metalforming,the geometry of the workpiece is established entirely or partially by the geometry of the die.In contrast to machining processes,ignificantly greater forces are necessary in forming.Due to the complexity of the parts,forming is often not carried out in a single operation.Depending on the geometry of the part,production is carried out in several operational steps via one or several production processes such as forming or blanking.One operation can also include several processes simultaneously(cf.Sect.2.1.4).During the design phase,the necessary manufacturing methods as well as the sequence and number of production steps are established in a processing plan(Fig.4.1.1).In this plan,theavailability of machines,the planned production volumes of the part and other boundary conditions are taken into account.The aim is to minimize the number of dies to be used while keeping up a high level of operational reliability.The parts are greatly simplified right from their design stage by close collaboration between the Part Design and Production Departments in order to enable several forming and related blanking processes to be carried out in one forming station.Obviously,the more operations which are integrated into a single die,the more complex the structure of the die becomes.The consequences are higher costs,a decrease in output and a lower reliability.Fig.4.1.1 Production steps for the manufacture of an oil sumpTypes of diesThe type of die and the closely related transportation of the part between dies is determined in accordance with the forming procedure,the size of the part in question and the production volume of parts to be produced.The production of large sheet metal parts is carried out almost exclusively using single sets of dies.Typical parts can be found in automotive manufacture,the domestic appliance industry and radiator production.Suitable transfer systems,for example vacuum suction systems,allow the installation of double-action dies in a sufficiently large mounting area.In this way,for example,the right and left doors of a car can be formed jointly in one working stroke(cf.Fig.4.4.34).Large size single dies are installed in large presses.The transportation of the parts from oneforming station to another is carried out mechanically.In a press line with single presses installed one behind the other,feeders or robots can be used(cf.Fig.4.4.20 to 4.4.22),whilst in large-panel transfer presses,systems equipped with gripper rails(cf.Fig.4.4.29)or crossbar suction systems(cf.Fig.4.4.34)are used to transfer the parts.Transfer dies are used for the production of high volumes of smaller and medium size parts(Fig.4.1.2).They consist of several single dies,which are mounted on a common base plate.The sheet metal is fed through mostly in blank form and also transported individually from die to die.If this part transportation is automated,the press is called a transfer press.The largest transfer dies are used together with single dies in large-panel transfer presses(cf.Fig.4.4.32).In progressive dies,also known as progressive blanking dies,sheet metal parts are blanked in several stages;generally speaking no actual forming operation takes place.The sheet metal is fed from a coil or in the form of metal ing an appropriate arrangement of the blanks within the available width of the sheet metal,an optimal material usage is ensured(cf.Fig.4.5.2 to 4.5.5). The workpiece remains fixed to the strip skeleton up until the laFig.4.1.2 Transfer die set for the production of an automatic transmission for an automotive application-st operation.The parts are transferred when the entire strip is shifted further in the work flow direction after the blanking operation.The length of the shift is equal to the center line spacing of the dies and it is also called the step width.Side shears,very precise feeding devices or pilot pins ensure feed-related part accuracy.In the final production operation,the finished part,i.e.the last part in the sequence,is disconnected from the skeleton.A field of application for progressive blanking tools is,for example,in the production of metal rotors or stator blanks for electric motors(cf.Fig.4.6.11 and 4.6.20).In progressive compound dies smaller formed parts are produced in several sequential operations.In contrast to progressive dies,not only blanking but also forming operations areperformed.However, the workpiece also remains in the skeleton up to the last operation(Fig.4.1.3 and cf.Fig.4.7.2).Due to the height of the parts,the metal strip must be raised up,generally using lifting edges or similar lifting devices in order to allow the strip metal to be transported mechanically.Pressed metal parts which cannot be produced within a metal strip because of their geometrical dimensions are alternatively produced on transfer sets.Fig.4.1.3 Reinforcing part of a car produced in a strip by a compound die setNext to the dies already mentioned,a series of special dies are available for special individual applications.These dies are,as a rule,used separately.Special operations make it possible,however,for special dies to be integrated into an operational Sequence.Thus,for example,in flanging dies several metal parts can be joined together positively through the bending of certain metal sections(Fig.4.1.4and cf.Fig.2.1.34).During this operation reinforcing parts,glue or other components can be introduced.Other special dies locate special connecting elements directly into the press.Sorting and positioning elements,for example,bring stamping nuts synchronised with the press cycles into the correct position so that the punch heads can join them with the sheet metal part(Fig.4.1.5).If there is sufficient space available,forming and blanking operations can be carried out on the same die.Further examples include bending,collar-forming,stamping,fine blanking,wobble blanking and welding operations(cf.Fig.4.7.14 and4.7.15).Fig.4.1.4 A hemming dieFig.4.1.5 A pressed part with an integrated punched nut4.1.2 Die developmentTraditionally the business of die engineering has been influenced by the automotive industry.The following observations about the die development are mostly related to body panel die construction.Essential statements are,however,made in a fundamental context,so that they are applicable to all areas involved with the production of sheet-metal forming and blanking dies.Timing cycle for a mass produced car body panelUntil the end of the 1980s some car models were still being produced for six to eight years more or less unchanged or in slightly modified form.Today,however,production time cycles are set for only five years or less(Fig.4.1.6).Following the new different model policy,the demands ondie makers have also changed prehensive contracts of much greater scope such as Simultaneous Engineering(SE)contracts are becoming increasingly common.As a result,the die maker is often involved at the initial development phase of the metal part as well as in the planning phase for the production process.Therefore,a muchbroader involvement is established well before the actual die development is initiated.Fig.4.1.6 Time schedule for a mass produced car body panelThe timetable of an SE projectWithin the context of the production process for car body panels,only a minimal amount of time is allocated to allow for the manufacture of the dies.With large scale dies there is a run-up period of about 10 months in which design and die try-out are included.In complex SE projects,which have to be completed in 1.5 to 2 years,parallel tasks must be carried out.Furthermore,additional resources must be provided before and after delivery of the dies.These short periods call for pre-cise planning,specific know-how,available capacity and the use of the latest technological and communications systems.The timetable shows the individual activities during the manufacturing of the dies for the production of the sheet metal parts(Fig.4.1.7).The time phases for large scale dies are more or less similar so that this timetable can be considered to be valid in general.Data record and part drawingThe data record and the part drawing serve as the basis for all subsequent processing steps.They describe all the details of the parts to be produced. The information given in theFig.4.1.7 Timetable for an SE projectpart drawing includes: part identification,part numbering,sheet metal thickness,sheet metal quality,tolerances of the finished part etc.(cf.Fig.4.7.17).To avoid the production of physical models(master patterns),the CAD data should describe the geometry of the part completely by means of line,surface or volume models.As a general rule,high quality surface data with a completely filleted and closed surface geometry must be made available to all the participants in a project as early as possible.Process plan and draw developmentThe process plan,which means the operational sequence to be followed in the production of the sheet metal component,is developed from the data record of the finished part(cf.Fig.4.1.1).Already at this point in time,various boundary conditions must be taken into account:the sheet metal material,the press to be used,transfer of the parts into the press,the transportation of scrap materials,the undercuts as well as thesliding pin installations and their adjustment.The draw development,i.e.the computer aided design and layout of the blank holder area of the part in the first forming stage–if need bealso the second stage–,requires a process planner with considerable experience(Fig.4.1.8).In order to recognize and avoid problems in areas which are difficult to draw,it is necessary to manufacture a physical analysis model of the draw development.With this model,theforming conditions of the drawn part can be reviewed and final modifications introduced,which are eventually incorporated into the data record(Fig.4.1.9).This process is being replaced to some extent by intelligent simulation methods,through which the potential defects of the formed component can be predicted and analysed interactively on the computer display.Die designAfter release of the process plan and draw development and the press,the design of the die can be started.As a rule,at this stage,the standards and manufacturing specifications required by the client must be considered.Thus,it is possible to obtain a unified die design and to consider the particular requests of the customer related to warehousing of standard,replacement and wear parts.Many dies need to be designed so that they can be installed in different types of presses.Dies are frequently installed both in a production press as well as in two different separate back-up presses.In this context,the layout of the die clamping elements,pressure pins and scrap disposal channels on different presses must be taken into account.Furthermore,it must be noted that drawing dies working in a single-action press may be installed in a double-action press(cf.Sect.3.1.3 and Fig.4.1.16).Fig.4.1.8 CAD data record for a draw developmentIn the design and sizing of the die,it is particularly important to consider the freedom of movement of the gripper rail and the crossbar transfer elements(cf.Sect.4.1.6).These describe the relative movements between the components of the press transfer system and the die components during a complete press working stroke.The lifting movement of the press slide,the opening and closing movements of the gripper rails and the lengthwise movement of the whole transfer are all superimposed.The dies are designed so that collisions are avoided and a minimum clearance of about 20 mm is set between all the moving parts.4 金属板料的成形及冲裁4. 模具制造原理4.1.1模具的分类在金属成形的过程中,工件的几何形状完全或部分建立在模具几何形状的基础上的。
模具设计与制造专业外文翻译--冲压成形与板材冲压

模具设计与制造专业外文翻译--冲压成形与板材冲压外文原文Characteristics and Sheet Metal Forming1.The article overviewStamping is a kind of plastic forming process in which a part is produced by means of the plastic forming the material under the action of a die. Stamping is usually carried out under cold state, so it is also called stamping. Heat stamping is used only when the blank thickness is greater than 8-100mm. The blank material for stamping is usually in the form of sheet or strip, and therefore it is also called sheet metal forming. Some non-metal sheets (such as plywood, mica sheet, asbestos, leather)can also be formed by stamping.Stamping is widely used in various fields of the metalworking industry, and it plays a crucial role in the industries for manufacturing automobiles, instruments, military parts and household electrical appliances, etc.The process, equipment and die are the three foundational problems that needed to be studied in stamping.The characteristics of the sheet metal forming are as follows:(1) High material utilization(2) Capacity to produce thin-walled parts of complex shape.(3) Good interchangeability between stamping parts due to precision in shape and dimension.(4) Parts with lightweight, high-strength and fine rigidity can be obtained. (5) High productivity, easy to operate and to realize mechanization and automatization.The manufacture of the stamping die is costly, and therefore it only fits to mass production. For the manufacture of products in small batch and rich variety, the simple stamping die and the new equipment such as a stamping machining center, are usually adopted to meet the market demands.The materials for sheet metal stamping include mild steel, copper, aluminum, magnesium alloy and high-plasticity alloy-steel, etc.Stamping equipment includes plate shear punching press. The former shears plate into strips with a definite width, which would be pressed later. The later can be used both in shearing and forming.2(Characteristics of stamping formingThere are various processes of stamping forming with different working patterns and names. But these processes are similar to each other in plastic deformation. There are following conspicuous characteristics in stamping:,1,(The force per unit area perpendicular to the blank surface isnot large but is enough to cause the material plastic deformation. It is much less than the inner stresses on the plate plane directions. In most cases stamping forming can be treated approximately as that of the plane stress state to simplify vastly the theoretical analysis and the calculation of the process parameters.,2,(Due to the small relative thickness, the anti-instability capability of the blank is weak under compressive stress. As a result, the stamping process is difficult to proceed successfully without using the anti-instability device (such as blank holder). Therefore the varieties of the stamping processes dominated by tensile stress are more than dominated by compressive stress.,3,(During stamping forming, the inner stress of the blank is equal to or sometimes less than the yield stress of the material. In this point, the stamping is different from the bulk forming. During stamping forming, the influence of the hydrostatic pressure of the stress statein the deformation zone to the forming limit and the deformation resistance is not so important as to the bulk forming. In some circumstances, such influence may be neglected. Even in the case when this influence should be considered, the treating method is also different from that of bulk forming. ,4,(In stamping forming, the restrain action of the die to the blank is not severs as in the case of the bulk forming (such as die forging). In bulk forming, the constraint forming is proceeded by the die with exactly the same shape of the part. Whereas in stamping, in most cases, the blank has a certain degree of freedom, only one surface of the blank contacts with the die. In some extra cases, such as the forming of the blank on the deforming zone contact with the die. The deformation in these regions are caused and controlled by the die applying an external force to its adjacent area. Due to the characteristics of stamping deformation and mechanicsmentioned above, the stamping technique is different form the bulk metal forming:,1,(The importance or the strength and rigidity of the die in stamping forming is less than that in bulk forming because the blank can be formed without applying large pressure per unit area on its surface. Instead, the techniques of the simple die and the pneumatic and hydraulic forming are developed.2,2,(Due to the plane stress or simple strain state in comparisonwith bulk forming, more research on deformation or force and power parameters has been done. Stamping forming can be performed by more reasonable scientific methods. Based on the real time measurement and analysis on the sheet metal properties and stamping parameters, by means of computer and some modern testing apparatus, research on the intellectualized control of stamping process is also inproceeding. ,3,(It is shown that there is a close relationship between stamping forming and raw material. The research on the properties of the stamping forming, that is, forming ability and shape stability, has become a key point in stamping technology development, but also enhances the manufacturing technique of iron and steel industry, and provides a reliable foundation for increasing sheet metal quality. 3(Categories of stamping formingMany deformation processes can be done by stamping, the basic processes of the stamping can be divided into two kinds: cutting and forming.Cutting is a shearing process that one part of the blank is cut from the other. It mainly includes blanking, punching, trimming, parting and shaving, where punching and blanking are the most widely used. Forming is a process that one part of the blank has some displacement from the other. It mainly includes deep drawing, bending, local forming, bulging, flanging, necking, sizing and spinning.In substance, stamping forming is such that the plastic deformation occurs in the deformation zone of the stamping blank caused by the external force. The stress state and deformation characteristic of the deformation zone are the basic factors to decide the properties of the stamping forming. Based on the stress state and deformation characteristics of the deformation zone, the forming methods can be divided into several categories with the same forming properties and be studied systematically. The deformation zone in almost all types of stamping forming is in the plane stress state. Usually there is no force or only small force applied on the blank surface. When is assumed that the stress perpendicular to the blank surface equals to zero, two principal stresses perpendicular to each other and act on the blank surface produce the plastic deformation of the material. Due to the small thickness of the blank, it is assumed approximately the two principal stresses distribute uniformly along the thickness direction.Based on this analysis, the stress state and the deformation characteristics of the deformation zone in all kinds of stamping forming can bedenoted by the points in the coordinates of the plane principal stresses and the coordinates of the corresponding plane principal strains.4(Raw materials for stamping formingThere are a lot of raw materials used in stamping forming, and the properties of these materials may have large difference. The stamping forming can be succeeded only by determining the stamping method, the forming parameters and the die structures according to the properties and characteristics of the raw materials. The deformation of the blank during stamping forming has been investigated quite thoroughly. The relationships between the material properties decided by the chemistry component and structure of the material and the stamping forming has been established clearly. Not only the proper material can be selected based on the working condition and usage demand, but also the new material can be developed according to the demands of the blank properties during processing the stamping part. This is an important domain in stamping forming research. The research on the material properties for stamping forming is as follows:efinition of the stamping property of the material. ,1,(D,2,(Method to judge the stamping property of the material, find parameters to express the definitely material property of the stampingforming, establish the relationship between the property parameters and the practical stamping forming, and investigate the testing methods of the property parameters.,3,(Establish the relationship among the chemical component, structure, manufacturing process and stamping property.The raw materials for stamping forming mainly include various metals and nonmetal plate. Sheet metal includes both ferrous and nonferrous metals. Although a lot of sheet metals are used in stamping forming, the most widely used materials are steel, stainless steel, aluminum alloy and various composite metal plates. 5(Stamping forming property of sheet metal and its assessing method The stamping forming property of the sheet metal is the adaptation capability of the sheet metal to stamping forming. It has crucial meaning to the investigation of the stamping forming property of the sheet metal. In order to produce stamping forming parts with most scientific, economic and rational stamping forming process and forming parameters, it is necessary to understand clearly the properties of the sheet metal, so as to utilize thepotential of the sheet metal fully in the production. On the other hand, to select plate material accurately and rationally in accordance with the 4characteristics of the shape and dimension of the stamping forming part and its forming technique is also necessary so that a scientific understanding and accurate judgment to the stamping forming propertiesof the sheet metal may be achieved. There are direct and indirecttesting methods to assess the stamping property of the sheet metal.Practicality stamping test is the most direct method to assess stamping forming property of the sheet metal. This test is done exactly in the same condition as actual production by using the practical equipment and dies. Surely, this test result is most reliable. But this kind of assessing method is not comprehensively applicable, and cannotbe shared as a commonly used standard between factories.The simulation test is a kind of assessing method that after simplifying and summing up actual stamping forming methods, as well as eliminating many trivial factors, the stamping properties of the sheet metal are assessed, based on simplified axial-symmetric forming method under the same deformation and stress states between the testing plate and the actual forming states. In order to guarantee the reliability and generality of simulation results, a lot of factors are regulated in detail, such as the shape and dimension of tools for test, blank dimension and testing conditions(stamping velocity, lubrication method and blank holding force, etc). Indirect testing method is also called basic testing method its characteristic is to connect analysis and research on fundamental property and principle of the sheet metal during plastic deformation, and with the plastic deformation parameters of the sheet metal in actual stamping forming, and then to establish the relationship between the indirect testing results(indirect testing value) and the actual stamping forming property (forming parameters). Becausethe shape and dimension of the specimen and the loading pattern of the indirect testing are different from the actual stamping forming, the deformation characteristics and stress states of the indirect test are different from those of the actual one. So, the results obtained form the indirect test are not the stamping forming parameters, but are the fundamental parameters that can be used to represent the stamping forming property of the sheet metal.rdHans Gastrow Molds 130 Proven Designs . 3 edition . Munich : Hanser Publisher ,2002 .300-307 .中文译文冲压成形与板材冲压1(概述通过模具使板材产生塑性变形而获得成品零件的一次成形工艺方法叫做冲压。
冲压模具外文英语文献翻译
外文翻译Heat Treatment of Die and Mould Oriented Concurrent Design LI Xiong,ZHANG Hong-bing,RUAN Xue —yu,LUO Zhong —hua,ZHANG YanTraditional die and mould design,mainly by experience or semi —experience ,is isolated from manufacturing process.Before the design is finalized ,the scheme of die and mould is usually modified time and again ,thus some disadvantages come into being,such as long development period,high cost and uncertain practical effect.Due to strong desires for precision,service life,development period and cost,modern die and mould should be designed and manufactured perfectly.Therefore more and more advanced technologies and innovations have been applied,for example,concurrent engineering,agile manufacturing virtual manufacturing,collaborative design,etc.Heat treatment of die and mould is as important as design,manufacture and assembly because it has a vital effect on manufacture ,assembly and service life .Design and manufacture of die and mould have progressed rapidly ,but heat treatment lagged seriously behind them .As die and mould industry develops ,heat treatment must ensure die and mould there are good state of manufacture ,assembly and wear —resistant properties by request. Impertinent heat treatment can influence die and mould manufacturing such as over —hard and —soft and assembly .Traditionally the heat treatment process was made out according to the methods and properties brought forward Abstract:Many disadvantages exist in the traditional die design method which belongsto serial pattern. It is well known that heat treatment is highly important to thedies. A new idea of concurrent design for heat treatment process of die andmould was developed in order to overcome the existent shortcomings of heattreatment process. Heat treatment CAD/CAE was integrated with concurrentcircumstance and the relevant model was built. These investigations canremarkably improve efficiency, reduce cost and ensure quality of R and D forproducts.Key words:die design; heat treatment; mouldby designer.This could make the designers of die and mould and heat treatment diverge from each other,for the designers of die and mould could not fully realize heat treatment process and materials properties,and contrarily the designers rarely understood the service environment and designing thought. These divergences will impact the progress of die and mould to a great extent. Accordingly,if the process design of heat treatment is considered in the early designing stage,the aims of shortening development period,reducing cost and stabilizing quality will be achieved and the sublimation of development pattern from serial to concurrent will be realized.Concurrent engineering takes computer integration system as a carrier,at the very start subsequent each stage and factors have been considered such as manufacturing,heat treating,properties and so forth in order to avoid the error.The concurrent pattern has dismissed the defect of serial pattern,which bring about a revolution against serial pattern.In the present work.the heat treatment was integrated into the concurrent circumstance of the die and mould development,and the systemic and profound research was performed.1 Heat Treatment Under Concurrent CircumstanceThe concurrent pattern differs ultimately from the serial pattern(see Fig.1).With regard to serial pattern,the designers mostly consider the structure and function of die and mould,yet hardly consider the consequent process,so that the former mistakes are easily spread backwards.Meanwhile,the design department rarely communicates with the assembling,cost accounting and sales departments.These problems certainly will influence the development progress of die and mould and the market foreground.Whereas in the concurrent pattern,the relations among departments are close,the related departments all take part in the development progress of die and mould and have close intercommunion with purchasers.This is propitious to elimination of the conflicts between departments,increase the efficiency and reduce the cost.Heat treatment process in the concurrent circumstance is made out not after blueprint and workpiece taken but during die and mould designing.In this way,it is favorable to optimizing the heat treatment process and making full use of the potential of the materials.2 Integration of Heat Treatment CAD/CAE for Die and MouldIt can be seen from Fig.2 that the process design and simulation of heat treatment are the core of integration frame.After information input via product design module and heat treatment process generated via heat treatment CAD and heat treatment CAE module will automatically divide the mesh for parts drawing,simulation temperature field microstructure analysis after heat—treatment and the defect of possible emerging (such as overheat,over burning),and then the heat treatment process is judged if the optimization is made according to the result reappeared by stereoscopic vision technology.Moreover tool and clamping apparatus CAD and CAM are integrated into this system.The concurrent engineering based integration frame can share information with other branch.That makes for optimizing the heat treatment process and ensuring the process sound.2.1 3-D model and stereoscopic vision technology for heat treatmentThe problems about materials,structure and size for die and mould can be discovered as soon as possible by 3-D model for heat treatment based on the shape of die and mould.Modeling heating condition and phase transformation condition for die and mould during heat treatment are workable,because it has been broken through for the calculation of phase transformation thermodynamics,phase transformation kinetics,phase stress,thermal stress,heat transfer,hydrokinetics etc.For example,3-D heat—conducting algorithm models for local heating complicated impression and asymmetric die and mould,and M ARC software models for microstructure transformation was used.Computer can present the informations of temperature,microstructure and stress at arbitrary time and display the entire transformation procedure in the form of 3-D by coupling temperature field,microstructure field and stress field.If the property can be coupled,various partial properties can be predicted by computer.2.2 Heat treatment process designDue to the special requests for strength,hardness,surface roughness and distortion during heat treatment for die and mould,the parameters including quenching medium type,quenching temperature and tempering temperature and time,must be properlyselected,and whether using surface quenching or chemical heat treatment the parameters must be rightly determined.It is difficult to determine the parameters by computer fully.Since computer technology develops quickly in recent decades,the difficulty with large—scale calculation has been overcome.By simulating and weighing the property,the cost and the required period after heat treatment.it is not difficult to optimize the heat treatment process.2.3 Data base for heat treatmentA heat treatment database is described in Fig.3.The database is the foundation of making out heat treatment process.Generally,heat treatment database is divided into materials database and process database.It is an inexorable trend to predict the property by materials and process.Although it is difficult to establish a property database,it is necessary to establish the database by a series of tests.The materials database includes steel grades,chemical compositions,properties and home and abroad grades parallel tables.The process database includes heat treatment criterions,classes,heat preservation time and cooling velocity.Based on the database,heat treatment process can be created by inferring from rules.2.4 Tool and equipment for heat treatmentAfter heat treatment process is determined,tool and equipment CAD/CAE systemtransfers the information about design and manufacture to the numerical control device.Through rapid tooling prototype,the reliability of tool and the clamping apparatus can be judged.The whole procedure is transferred by network,in which there is no man—made interference.3 Key Technique3.1 Coupling of temperature,microstructure,stress and propertyHeat treatment procedure is a procedure of temperature-microstructure—stress interaction.The three factors can all influence the property (see Fig.4).During heating and cooling,hot stress and transformation will come into being when microstructure changes.Transformation temperature-microstructure and temperature—microstructure—and stress-property interact on each other.Research on the interaction of the four factors has been greatly developed,but the universal mathematic model has not been built.Many models fit the test nicely,but they cannot be put into practice.Difficulties with most of models are solved in analytic solution,and numerical method is employed so that the inaccuracy of calculation exists.Even so,comparing experience method with qualitative analysis,heat treatment simulation by computer makes great progress.3.2 Establishment and integration of modelsThe development procedure for die and mould involves design,manufacture,heat treatment,assembly,maintenance and so on.They should have own database and mode1.They are in series with each other by the entity—relation model.Through establishing and employing dynamic inference mechanism,the aim of optimizing design can be achieved.The relation between product model and other models was built.The product model will change in case the cell model changes.In fact,it belongs to the relation of data with die and mould.After heat treatment model is integrated into the system,it is no more an isolated unit but a member which is close to other models in the system.After searching,calculating and reasoning from the heat treatment database,procedure for heat treatment,which is restricted by geometric model,manufacture model for die and mould and by cost and property,is obtained.If the restriction is disobeyed,the system will send out the interpretative warning.All design cells are connected by communication network.3.3 Management and harmony among membersThe complexity of die and mould requires closely cooperating among item groups.Because each member is short of global consideration for die and mould development,they need to be managed and harmonized.Firstly,each item group should define its own control condition and resource requested,and learn of the request of up- and-down working procedure in order to avoid conflict.Secondly,development plan should be made out and monitor mechanism should be established.The obstruction can be duly excluded in case the development is hindered.Agile management and harmony redound to communicating information,increasing efficiency,and reducing redundancy.Meanwhile it is beneficial for exciting creativity,clearing conflict and making the best of resource.4 Conclusions(1) Heat treatment CAD/CAE has been integrated into concurrent design for die and mould and heat treatment is graphed,which can increase efficiency,easily discover problems and clear conflicts.(2)Die and mould development is performed on the same platform.When the heat treatment process is made out,designers can obtain correlative information and transfer self-information to other design departments on the platform.(3)Making out correct development schedule and adjusting it in time can enormously shorten the development period and reduce cost.References:[1] ZHOU Xiong-hui,PENG Ying-hong.The Theory and Technique of Modern Die and Mould Design and Manufacture[M].Shanghai:Shanghai Jiaotong University Press 2000(in Chinese).[2] Kang M,Park& Computer Integrated Mold Manufacturing[J].Int J Computer Integrated Manufacturing,1995,5:229-239.[3] Yau H T,Meno C H.Concurrent Process Planning for Finishing Milling and Dimensional Inspection of Sculptured Surface in Die and Mould Manufacturing[J].Int J Product Research,1993,31(11):2709—2725.[4] LI Xiang,ZHOU Xiong-hui,RUAN Xue-yu.Application of Injection Mold Collaborative Manufacturing System [J].JournaI of Shanghai Jiaotong University,2000,35(4):1391-1394.[5] Kuzman K,Nardin B,Kovae M ,et a1.The Integration of Rapid Prototyping and CAE in Mould Manufacturing[J].J Materials Processing Technology,2001,111:279—285.[6] LI Xiong,ZHANG Hong—bing,RUAN Xue-yu,et a1.Heat Treatment Process Design Oriented Based on Concurrent Engineering[J].Journal of Iron and Steel Research,2002,14(4):26—29.文献出处:LI Xiong,ZHANG Hong-bing,RUAN Xue—yu,LUO Zhong—hua,ZHANG Yan.Heat Treatment of Die and Mould Oriented Concurrent Design[J].Journal of Iron and Steel Research,2006,13(1):40- 43,74模具热处理及其导向平行设计李雄,张鸿冰,阮雪榆,罗中华,张艳摘要:在一系列方式中,传统模具设计方法存在许多缺点。
(完整版)冲压类外文翻译、中英文翻译冲压模具设计

"sheet-metal forming". Sheet-metal forming ( also called stamping or pressing )is
is hard to imagine the scope and cost of these facilities without visiting an
Minimum bend radii vary for different metals, generally, different annealed metals
be bent to a radius equal to the thickness of the metal without cracking or
modes can be illustrated by considering the deformation of small sheet elements
Sheet forming a simple cup
the blank flange as it is being drawn horizontally through
Minimum bend radius for various materials at room temperature
Condition
Hard
0 6T
0 4T
0 2T
5T 13T
0.5T 6T
0.5T 4T
0.7T 3T
2.6T 4T
——thickness of material
one punch to prevent its buckling under pressure from the ram of the press.
冲压变形模具外文文献翻译、中英文翻译、外文翻译

附录1Categories of stamping formingMany deformation processes can be done by stamping, the basic processes of the stamping can be divided into two kinds: cutting and forming.Cutting is a shearing process that one part of the blank is cut form the other .It mainly includes blanking, punching, trimming, parting and shaving, where punching and blanking are the most widely used. Forming is a process that one part of the blank has some displacement form the other. It mainly includes deep drawing, bending, local forming, bulging, flanging, necking, sizing and spinning.In substance, stamping forming is such that the plastic deformation occurs in the deformation zone of the stamping blank caused by the external force. The stress state and deformation characteristic of the deformation zone are the basic factors to decide the properties of the stamping forming. Based on the stress state and deformation characteristics of the deformation zone, the forming methods can be divided into several categories with the same forming properties and to be studied systematically.The deformation zone in almost all types of stamping forming is in the plane stress state. Usually there is no force or only small force applied on the blank surface. When it is assumed that the stress perpendicular to the blank surface equal to zero, two principal stresses perpendicular to each other and act on the blank surface produce the plastic deformation of the material. Due to the small thickness of the blank, it is assumed approximately that the two principal stresses distribute uniformly along the thickness direction. Based on this analysis, the stress state and the deformation characteristics of the deformation zone in all kind of stamping forming can be denoted by the point in the coordinates of the plane principal stress(diagram of the stamping stress) and the coordinates of the corresponding plane principal stains (diagram of the stamping strain). The different points in the figures of the stamping stress and strain possess different stress state and deformation characteristics.When the deformation zone of the stamping blank is subjected toplanetensile stresses, it can be divided into two cases, that is σγ>σθ>0,σt=0andσθ>σγ>0,σt=0.Inboth cases, the stress with the maximum absolute value is always a tensile stress. These two cases are analyzed respectively as follows.2)In the case that σγ>σθ>0andσt=0, according to the integral theory, the relationships between stresses and strains are:εγ/(σγ-σm)=εθ/(σθ-σm)=εt/(σt -σm)=k (1.1)where, εγ,εθ,εt are the principal strains of the radial, tangential and thickness directions of the axial symmetrical stamping forming; σγ,σθand σt are the principal stresses of the radial, tangential and thickness directions of the axial symmetrical stamp ing forming;σm is the average stress,σm=(σγ+σθ+σt)/3; k is a constant.In plane stress state, Equation 1.13εγ/(2σγ-σθ)=3εθ/(2σθ-σt)=3εt/[-(σt+σθ)]=k (1.2)Since σγ>σθ>0,so 2σγ-σθ>0 and εθ>0.It indicates that in plane stress state with two axial tensile stresses, if the tensile stress with the maximum absolute value is σγ, the principal strain in this direction must be positive, that is, the deformation belongs to tensile forming.In addition, because σγ>σθ>0,therefore -(σt+σθ)<0 and εt<0. The strain in the thickness direction of the blankεt is negative, that is, the deformation belongs to compressive forming, and the thickness decreases.The deformation condition in the tangential direction depends on the values ofσγand σθ. When σγ=2σθ,εθ=0;when σγ>2σθ,εθ<0;and when σγ<2σθ,εθ>0.The range of σθis σγ>=σθ>=0 . In the equibiaxial tensile stress state σγ=σθ,according to Equation 1.2,εγ=εθ>0 and εt <0 . In the uniaxial tensile stress stateσθ=0,according to Equation 1.2 εθ=-εγ/2.According to above analysis, it is known that this kind of deformation condition is in the region AON of the diagram of the diagram of the stamping strain (see Fig .1.1), and in the region GOH of the diagram of the stamping stress (see Fig.1.2).2)When σθ>σγ >0 and σt=0, according to Equation 1.2 , 2σθ>σγ>0 and εθ>0,This result shows that for the plane stress state with two tensile stresses, when the absoluste value of σθ is the strain in this direction must be positive, that is, it must be in the state of tensile forming.Also becauseσγ>σθ>0,therefore -(σt+σθ)<0 and εt<0. The strain in the thickness direction of the blankεt is negative, or in the state of compressive forming, and the thickness decreases.The deformation condition in the radial direction depends on t he values ofσγ and σθ. When σθ=2σγ,εγ0;when σθ>σγ,εγ<0;and when σθ<2σγ,εγ>0.The range of σγis σθ>= σγ>=0 .When σγ=σθ,εγ=εθ>0, that is, in equibiaxial tensile stress state, the tensile deformation with the same values occurs in the two tensile stress dire ctions; when σγ=0, εγ=-εθ/2, that is, in uniaxial tensile stress state, the deformation characteristic in this case is the same as that of the ordinary uniaxial tensile.This kind of deformation is in the region AON of the diagram of the stamping strain (see Fig.1.1), and in the region GOH of the diagram of the stamping stress (see Fig.1.2).Between above two cases of stamping deformation, the properties ofσθandσγ, and the deformation caused by them are the same, only the direction of the maximum stress is different. These two deformations are same for isotropic homogeneous material.(1)When the deformation zone of stamping blank is subjected to two compressive stressesσγandσθ(σt=0), it can also be divided into two cases, which are σγ<σθ<0,σt=0 and σθ<σγ<0,σt=0.1)When σγ<σθ<0 and σt=0, according to Equation 1.2, 2σγ-σθ<0与εγ=0.This result shows that in the plane stress state with two compressive stresses, if the stress with the maximum absolute value is σγ<0, the strain in this direction must be negative, that is, in the state of compressive forming.Also because σγ<σθ<0, therefore -(σt+σθ)>0 and εt>0.The strain in the thickness direction of the blankεt is positive, and the thickness increases.The deformation condition in the tangential direction depen ds on the values ofσγand σθ.When σγ=2σθ,εθ=0;when σγ>2σθ,εθ<0;and when σγ<2σθ,εθ>0.The range of σθis σγ<σθ<0.When σγ=σθ,it is in equibiaxial tensile stress state, henceεγ=εθ<0; when σθ=0,it is in uniaxial tensile stress state, hence εθ=-εγ/2.This kindof deformation condition is in the region EOG of the diagram of the stamping strain (see Fig.1.1), and in the region COD of the diagram of the stamping stress (see Fig.1.2).2)When σθ<σγ<0and σt=0, according to Equation 1.2,2σθ-σγ<0 and εθ<0. This result shows that in the plane stress state with two compressive stresses, if the stress with the maximum absolute value is σθ, the strain in this direction must be negative, that is, in the state of compressive forming.Also becauseσθ<σγ<0 , therefore -(σt+σθ)>0 and εt>0.The strain in the thickness direction of the blankεt is positive, and the thickness increases.The deformation condition in the radial direction depends on the values ofσγ and σθ. When σθ=2σγ, εγ=0; when σθ>2σγ,εγ<0; and when σθ<2σγ,εγ>0.The range of σγis σθ<= σγ<=0 . When σγ=σθ , it is in equibiaxial tensile stress state, hence εγ=εθ<0; when σγ=0, it is in uniaxial tensile stress state, hence εγ=-εθ/2>0.This kind of deformation is in the region GOL of the diagram of the stamping strain (see Fig.1.1), and in the region DOE of the diagram of the stamping stress (see Fig.1.2).The deformation zone of the stamping blank is subjected to two stresses with opposite signs, and the absolute value of the tensile stress is larger than that of the compressive stress. There exist two cases to be analyzed as follow:1)When σγ>0, σθ<0 and |σγ|>|σθ|, according to Equation 1.2, 2σγ-σθ>0 and εγ>0.This result shows that in the plane stress state with opposite signs, if the stress with the maximum absolute value is tensile, the strain in the maximum stress direction is positive, that is, in the state of tensile forming.Also because σγ>0, σθ<0 and |σγ|>|σθ|, therefore εθ<0. The strain in the compressive stress direction is negative, that is, in the state of compressive forming.The range of σθis 0>=σθ>=-σγ. When σθ=-σγ, then εγ>0,εθ<0 , and |εγ|=|εθ|;when σθ=0, then εγ>0,εθ<0, and εθ=-εγ/2, it is the uniaxial tensile stress state. This kind of deformation condition is in the region MON of the diagram of the stamping strain (see Fig.1.1), and in the region FOG of the diagram of the stamping stress (see Fig.1.2).2)When σθ>0, σγ<0,σt=0 and |σθ|>|σγ|, according to Equation 1.2, bymeans of the same analysis mentioned above, εθ>0, that is, the deformation zone is in the plane stress state with opposite signs. If the stress with the maximum absolute value is tensile stress σθ, the strain in this direction is positive, that is, in the state of tensile forming. The strain in the radial direction is negative (εγ<=0), that is, in the state of compressive forming.The range of σγis 0>=σγ>=-σθ. When σγ=-σθ, then εθ>0,εγ<0 and |εγ|=|εθ|; when σγ=0, then εθ>0,εγ<0, andεγ=-εθ /2. This kind of deformation condition is in the region COD of the diagram of the stamping strain (see Fig.1.1), and in the region AOB of the diagram of the stamping stress (see Fig.1.2).Although the expressions of these two cases are different, their deformation essences are the same.The deformation zone of the stamping blank is subjected to two stresses with opposite signs, and the absolute value of the compressive stress is larger than that of the tensile stress. There exist two cases to be analyzed as follows:1)When σγ>0,σθ<0 and |σθ|>|σγ|, according to Equation 1.2, 2σθ- σγ<0 and εθ<0.This result shows that in plane stress state with opposite signs, if the stress with the maximum absolute value is compressive stress σθ, the strain in this direction is negative, or in the state of compressive forming.Also because σγ>0 and σθ<0, therefore 2σγ- σθ<0 and εγ>0. The strain in the tensile stress direction is positive, or in the state of tensile forming.The range of σγis 0>=σγ>=-σθ.When σγ=-σθ, then εγ>0,εθ<0, and εγ=-εθ;when σγ=0, then εγ>0,εθ<0, and εγ=-εθ/2. This kind of deformation is in the region LOM of the diagram of the stamping strain (see Fig.1.1), and in the region EOF of the diagram of the stamping stress (see Fig.1.2).2)When σθ>0, σγ<0 and |σγ|>|σθ|, according to Equation 1.2 and by means of the same analysis mentioned above,εγ< 0.This result shows that in plane stress state with opposite signs, if the stress with the maximum absolute value is compressive stress σγ,the strain in this direction is negative, or in the state of compressive forming, The strain in the tensile stress direction is positive, or in the state of tensile forming.The range of σθis 0>=σθ>=-σγ.When σθ=-σγ, then εθ>0,εγ<0, and εθ=-εγ;whenσθ=0, then εθ>0,εγ<0, and εθ=-εγ/2. Such deformation is in the region DOF of the diagram of the stamping strain (see Fig.1.1), and in the region BOC of the diagram of the stamping stress (see Fig.1.2).The four deformation conditions are related to the corresponding stamping forming methods. Their relationships are labeled with letters in Fig.1.1 and Fig.1.2.The four deformation conditions analyzed above are applicable to all kinds of plane stress states, that is, the four deformation conditions can sum up all kinds of stamping forming in to two types, tensile and compressive. When the stress with the maximum absolute value in the deformation zone of the stamping blank is tensile, the deformation along this stress direction must be tensile. Such stamping deformation is called tensile forming. Based on above analysis, the tensile forming occupies five regions MON, AON, AOB, BOC and COD in the diagram of the stamping stain; and four regions FOG, GOH, AOH and AOB in the diagram of the stamping stress.When the stress with the maximum absolute value in the deformation zone of the stamping blank is compressive, the deformation along this stress direction must be compressive. Such stamping deformation is called compressive forming. Based on above analysis, the compressive forming occupies five regions LOM, HOL, GOH, FOG and DOF in the diagram of the stamping strain; and four regions EOF, DOE, COD and BOC in the diagram of the stamping stress.MD and FB are the boundaries of the two types of forming in the diagrams of the stamping strain and stress respectively. The tensile forming is located in the top right of the boundary, and the compressive forming is located in the bottom left of the boundary.analysis mentioned above,εγ< 0.This result shows that in plane stress state with opposite signs, if the stress with the maximum absolute value is compressive stress σγ,the strain in this direction is negative, or in the state of compressive forming, The strain in the tensile stress direction is positive, or in the state of tensile forming.The range of σθis 0>=σθ>=-σγ.When σθ=-σγ, then εθ>0,εγ<0, and εθ=-εγ;when σθ=0, then εθ>0,εγ<0, and εθ=-εγ/2. Such deformation is in the region DOF of the diagram of the stamping strain (see Fig.1.1), and in the region BOC of the diagram ofthe stamping stress (see Fig.1.2).The four deformation conditions are related to the corresponding stamping forming methods. Their relationships are labeled with letters in Fig.1.1 and Fig.1.2.The four deformation conditions analyzed above are applicable to all kinds of plane stress states, that is, the four deformation conditions can sum up all kinds of stamping forming in to two types, tensile and compressive. When the stress with the maximum absolute value in the deformation zone of the stamping blank is tensile, the deformation along this stress direction must be tensile. Such stamping deformation is called tensile forming. Based on above analysis, the tensile forming occupies five regions MON, AON, AOB, BOC and COD in the diagram of the stamping stain; and four regions FOG, GOH, AOH and AOB in the diagram of the stamping stress.When the stress with the maximum absolute value in the deformation zone of the stamping blank is compressive, the deformation along this stress direction must be compressive. Such stamping deformation is called compressive forming. Based on above analysis, the compressive forming occupies five regions LOM, HOL, GOH, FOG and DOF in the diagram of the stamping strain; and four regions EOF, DOE, COD and BOC in the diagram of the stamping stress.MD and FB are the boundaries of the two types of forming in the diagrams of the stamping strain and stress respectively. The tensile forming is located in the top right of the boundary, and the compressive forming is located in the bottom left of the boundary.Because the stress produced by the plastic deformation of the material is related to the strain caused by the stress, there also exist certain relationships between the diagrams of the stamping stress and strain. There are corresponding locations in the diagrams of the stamping stress and strain for every stamping deformation. According to the state of stress or strain in the deformation zone of the forming blank, and using the boundary line in the diagram of the stamping stress MD or the boundary line in the diagram of the stamping strain FB, it is easy to know the properties and characteristics of the stamping forming.The locations in the diagrams of the stamping stress and strain for various stressstates and the corresponding relationships of the two diagrams are listed in Table 1.1.It shows that the geometrical location for every region are different in the diagrams of the stamping stress and strain, but their sequences in the two diagrams are the same. One key point is that the boundary line between the tensile and the compressive forming is an inclined line at 45°to the coordinate axis. The characteristics of the stamping technique for tensile and compressive forming are listed in Table 1.2.Table 1.2 clearly shows that in the deformation zone of the blank, the characteristics of the force and deformation, and the patterns relevant to the deformation for each stamping method are the same. Therefore, in addition to the research on the detail stamping method, it is feasible to study stamping systematically and comprehensively. The characteristic of the systematic research is to study the common principle of all different types of stamping methods. The results of the systematic research are applicable to all stamping methods. The research on the properties and limit of the sheet metal stamping has been carried out in certain extent. The contents of the research on the stamping forming limit by using systematic method are shown in Fig.1.附录2冲压变形冲压变形工艺可完成多种工序,其基本工序可分为分离工序和变形工序两大类。
外文翻译原文-国内外轿车覆盖件冲压模具设计概况
Domestic and foreign car coverage Die Design OverviewA.S. Pouzada, E.C. Ferreira and A.J. PontesAbstract : In introducing the current domestic car stamping die design and manufacture of the foundation, expounded foreign auto company cars panel particular panel of the stamping process and die design status application of new technologies .Key words : mechanical manufacturing; Car panel; Stamping technology; Mold Design1 IntroductionIn recent years, China's car market has developed very rapidly in 2002 in car sales more than one million on the basis of in 2003 to 2 million people relations forward, reaching 1.97 million. However, in the car heat rapidly warming, had to face the embarrassment of this reality-market best-selling vehicle for the majority of people must be directly imported from abroad. As domestic car cover mold design and manufacturing capability on the whole is relatively weak, in order to produce these models, each company had to spend hundreds of millions or hundreds of billion of overseas procurement die. People with foreign automobile companies, because the relatively small scale of production, This has resulted in motorcycle smoothing wood into the mold much higher than foreign cars, This is also produced cars along with high wood manufacturing into one of the main reasons.2 Domestic car coverage Die development capabilityMajor car manufacturers to Die : Die Manufacturing Co. Ltd. of FAW, Dongfeng Motor Die Works, Tianjin Automobile Die Company, CAC Integration Technology Co., Ltd Nanjing mold equipment, Shanghai Auto Body 1000 margin Die Company. Most people as a domestic car production and sales of commercial-vehicle population of Shanghai Limited, also has its own mold design and manufacturing departments ((TMM Division). Currently, Although domestic Die in Car cover the mold design and manufacturing has a small capacity, auto plants can undertake some development projects die, but for a very high surface accuracy and surface quality requirements of the outside panel. It is especially the high-grade cars outside panel, auto plants rarely die by the will of such domestic development.Shanghai Public Motors Limited in order to reduce vehicle production costs, but also to increase the company's core technical competencies, Since the beginning of 2001, set foot in the car stamping die design and manufacturing fields. 2001 -2002 completed POLO cars manually presses the production line 10 Die simple parts , the company's quality assurance department as well and put into production. Beginning in 2002, the type of people to the complex, automation, 6000kN the design and manufacture of automatic production line POLO cars tyres. Die Block (dimensions of the parts, deep drawing deep, complex shape) in 2003, in order to further enhance the design and manufacture of mold ability and level We get involved in the Multi-Position 20000kN Press and 10000kN automatic production line of die design. Shanghai over the past number of people in many public spaces 20000kN Press on the use of the mold, all u need to progress, Die domestic business still lacks the ability to design and manufacture the mold. To this end, we chose POLO Car column plate mold design. 20000kN Multi-Position Press is the world's most advanced presses, integration, a very high degree of automation. Of course, this right mold design requirements also increased accordingly. Parts Feeding height, distance, location manipulator strict requirements ensure that the manipulator in the course of the campaign and die without interference, so the mold design for space on a small lot. In considering many factors, we finally completed the whole mold design, CAD state assembly as shown in figure 1. In addition, we have completed the POLO cars 10000kN automatic production line of the rear wheel cover mold design, In last year's build on that. These successful completion of the Shanghai marks the number of people die design capability has reached advanced domestic level. thus for the future of Shanghai people die Domestic car lay a solid foundation. Nevertheless, with the international advanced level, the more people there are still gaps, For example, in the car outside cover mold design or from the air.Die in Car, the most difficult of the outer covering die design, mainly in the following two aspects :(1)Overcome by the resilience of parts surface deviationsBreakdown, wrinkling, Rebound car is stamping process of forming the main shortcomings, as car outside panel dimensions. deep drawing shallow, plastic deformation low level generally will not crack, Resilience as a result of such parts on the manufacturing process and the main problems, it will seriously affect the parts with the mutual relations. Finite element simulation software in the stamping die design universal application, has been able to accurately predict rupture and wrinkle-free. thus contribute to the design of appropriate auxiliary surfaces to improve the process of drawing materials flow, improve parts forming ft. However, to date) unknown. Most of the finite element software can not be accurately forecast Stamping Die them removed from the rebound after deformation. Therefore, the external panel dealing with the resilience of the major changes to rely on the experience of the die face, stamping parts are forming over, to offset rebound led to the deformation.(2)Stamping the pick-upAs foreign coverage (eg front cover plate, the roof and fender panels) are subject to complex flanging plastic or anticipated beading crafts, This makes the design of the mold structure, we must consider the ram after forming the pick-up, the current people are relying on more complex Wedge institutional linkages to achieve some of the work to mold parts his resignation to achieve to enable them to pieces. The resulting mold of the entire structure is very complicated.3 Foreign coverage Die DesignCurrently, foreigners Motors Corporation in order to reduce mold development and manufacturing costs, shorten production cycles, In addition to cars outside panel of people out of the car Stamping Die Mold were left to professional companies (such as Fontana epple.Schuler Cartec.Ogi-ha la-Fuji Techniaca etc.) to design and manufacture, these companies have strong development capabilities, and in some parts of the manufacturing mold with unique advantages. But as auto plants, taking into account the development of new models in the process of confidentiality, such as the right-wing boards, suitcase covers,doors, side-Wai, the roof front cover and other sensitive parts of the die, die by their own manufacturing sector to design and manufacture.3.1 Software EnvironmentStamping die design, in addition to the need for CAD software, also large-scale application of the finite element simulation software If AutoForm.PamStamp. DynaForm. Indeed, aided design stamping process. Below, AutoForm as an example to show how the use of CAE software design process of drawing surfaces. AutoForm is supplied by the Swiss Development professional rapid simulation of sheet metal forming software can be used in sheet, welded plate stamping, such as Hydroforming process simulation, with different functional modules, can also be used for single-step stamping parts and the simulation of forming processes of drawing surfaces ((Addendum) Design . Car stampings, About two-thirds of the use of AutoForm Diedesigner Module Module Design A ddendum the module under specified by the designer or by the software automatically generate pressure-ring face and and the process of multi-added section of the line (Profile), to produce rapid-added process, Drawing for the simulation process, as shown in Figure 2. V-ring face and Profile parameter can be the adjustment. This rapid design is based on surface Addendum Construction of the rough, curved surface film itself, and between the curved surface of the film is not very continuous fairing, Despite this surface is not used directly to the mold surface machining. But the simulation accuracy is not affected people. According to the simulation results. designers can easily add-on technology adjustment until simulation results meet design requirements. Finally, will Blankholder circle Profile Addendum to surface and neutral data format output IGS or VDA, CAD software for surface reconstruction and digital-analog integrated products, will be able to be machined can use the drawing process a few Die Mold.Stamping Process traditional design methods : First, on the basis of experience, the use of CAD technology to add noodles. Secondly, CAD will be transmitted to the model number of AutoForm software such as CAE deep drawing process simulation; According to the simulation results. in CAD add-on process adjustments and a few new CAD - CAE pass to start new simulation, Until meet the requirements for competition. This is one from CAD to CAE to return to the CAD kept in the process. Because each of the CAD surface structure than in AutoForm are complex, therefore, The whole process will have to spend much more time. And the new method of stamping process in the design stage, Diedesigner Module used in AutoForm software design and adjust the deep drawing process surfaces with the traditional design methods, we will be able to greatly improve the efficiency of design.A AutoForm is due to the rapid simulation software in a relatively short time stamping parts of the complicated process of forming the evaluation of membrane modules used to model discrete geometry, bound to reduce the simulation accuracy, therefore, Some car companies prior to the start of mold design will use high-precision simulation of the CAE software, Germany on the number of people using the software Indeed, Drawing on procedures for the simulation again ((Indeed calculation software is based on the thickness of the shell element. to be more accurate results, However, the calculation of time spent AutoForm is usually several times that of the 10, The software is applicable to the ultimate test), Drawing all must pass Indeed Process simulation and validation to be feasible, in order for mold design.Mold design complete, the combination of drawings through the bubble acceptance model (Figure 3) different procedures with different colors of the lines marking the bubble model, the so intuitive and clear. Technology should also be organized, including designers, project planning, mold testing, Die operators and other stakeholders to discuss acceptance. For the stamping process difficult to solve the problem of forming, product development should also be invited to discuss personnel, look for changes in product design possibilities.3.2 Rebound amendment responseThe former is known, the rebound was cars outside panel forming process of the main questions are covered plate before example, conduct detailed analysis.①Usually panel of the rebound following two categories :Large flat surface caused by the elastic response of buckling or collapse, as illustrated in figure 4, Part C Click below, dotted said parts removed from the mold and rebound occurred after the position. In such cases, the design process is not normally be considered. Technology products in a few die-face with some of the data from the product development departments of consistent data, and for die manufacturing. To tryout, and the specimens were seized compared with measurements, according to the deviation of drawing surface model amendment. If designers to control such problems have very rich experience, can be estimated in advance surface elastic recovery and the direction of offset, and will reverse its superposition of several product-development, Rebound consider seeking deformation of the surface of deep drawing process, the calculation process requires specialized computer software to accomplish, In Germany public, using the ICEM.②Flanging plastic part by bending the rebound fold angle changes, as illustrated in figure 4 B Click below. For this kind of problem, in addition to the Department of Drawing and cutting edge, but also includingflanging and Wedge plastic, plastic take-off process is forming 2 -3, to offset the springback. The process design work completed and reflected in the number of program modules.3.3 Wedge new outer body mold coverage on the applicationCurrently, many of the new models outside panel, fender panels (Figure 5) front cover plate, the roof flanging plastic processes, used as a "revolving Wedge," new technology. The working principle see figure 6, rotating Wedge part of the cavity is required plastic stamping parts of the region, when the plastic process is complete, Cylinder - driven carriers to promote Wedge around rotating drum rotation, so as to achieve the purpose of the yield components, After the convenience of plastic parts, removed from the mold. Rotating Wedge's advantages are : plastic parts for stamping parts and materials entrusted part of the mosaic is very fairing, Therefore, there is no obvious parts indentation; Die simple structure; maintenance is simple and low cost.4 Concluding remarksIn recent years, through the tireless efforts and the car stamping die design and manufacturing capabilities made significant progress. However, the car is especially luxury cars outside the coverage of mold development, the international level and there are still more people gap. However, this gap is not narrowing, So long as we strengthen international exchanges and learn from their foreign counterparts in designing and manufacturing experience, car will be able to accelerate the coverage Die domestic process.References[1] C. Burke and R. Malloy, An experimental study of the ejection forces encountered during injection molding, SPE ANTEC Tech. Pap.37 (1991).[2] R. Balsamo, D. Hayward and R. Malloy, An experimental evaluation of ejection forces: frictional effects, SPE ANTEC Tech. Pap.39 (1993).[3] A.J. Pontes and A.S. Pouzada, Ejection force in tubular injection moldings. Part I: Effect of processing conditions, Polym. Eng. Sci.44 (2004), p. 891.[4] G. Menges and H. Bangert, Measurement of coefficients of static friction as a means of determinating opening and demoulding forces in injection moulds, Kunstst. Ger. Plast.71 (1981), p. 552.[5] B.J. Araújo and A.S. Pouzada, Design of ejection systems for injection moulds, O Molde54 (2002), p. 36.[6] A.J. Pontes, A.M. Pinho, A.S. Miranda and A.S. Pouzada, Effect of processing conditions on ejection forces in injection moulds, O Molde34 (1997), p. 25.[7] P. Collins, E.M.A. Harkin-Jones and P.J. Martin, The role of tool/sheet contact in plug-assisted thermoforming, Intern. Polym. Process.17 (2002), p. 361.[8] P. Blau (Ed.), Friction, Lubrication and Wear Technology, ASM Handbook, vol. 18, ASM International, Ohio, 1992, p. 8.[9] N.A. Waterman and M.F. Ashby, The Materials Selector vol. 3, Chapman & Hall (1997).[10] D.I. James and W.G. Newell, A new concept in friction testing, Polym. Test.1 (1980), p. 9.[11] M. Vaziri, F.H. Stott and R.T. Spurr, Studies of the friction of polymeric materials, Wear122 (1988), p. 313.[12] R. Malloy and P. Majeski, Design of pin ejector systems for injection molds, SPE ANTEC Tech. Pap. 47 (1989).[13] P.A. Dearnley, Low friction surfaces for plastic injection moulding dies—an experimental case study, Wear229 (1999), p. 1109.[14] T. Sasaki, N. Koga, K. Shirai, Y. Kobayashi and A. Toyoshima, An experimental study on ejection force of injection molding, J. Precis. Eng.24 (2000), p. 270.[15] A.J. Pontes, R. Pantani, G. Titomanlio and A.S. Pouzada, Ejection force in tubular injection moldings. Part II: A prediction model, Polym. Eng. Sci.45 (2005), p. 325.[16] Friction and Wear Testing Source Book, ASM International, Ohio, 1997.[17] ISO 8295, Plastics—Film and Sheeting—Determination of the Coefficients of Friction, 1995.。
【毕业设计】冲压模具毕业设计外文翻译

【关键字】毕业设计冲压模具毕业设计外文翻译篇一:模具外文文献及翻译The mold designing and manufacturingThe mold is the manufacturing industry important craft foundation, in our country,the mold manufacture belongs to the special purpose equipment manufacturingindustry. China although very already starts to make the mold and the use mold, but long-term has not formed the industry. Straight stabs 0 centuries 80's later periods, the Chinese mold industry only then drives into the development speedway. Recent years, not only the state-owned mold enterprise had the very big development, the threeinvestments enterprise, the villages and towns (individual) the mold enterprise'sdevelopment also rapid quietly.Although the Chinese mold industrial development rapid, but compares with thedemand, obviously falls short of demand, its main gap concentrates precisely to,large-scale, is complex, the long life mold domain. As a result of in aspect and so on mold precision, life, manufacture cycle and productivity, China and the international average horizontal and the developed country still had a bigger disparity, therefore, needed massively to import the mold every year .The Chinese mold industry must continue to sharpen the productivity, from now on will have emphatically to the profession internal structure adjustment and thestate-of-art enhancement. The structure adjustment aspect, mainly is the enterprise structure to the specialized adjustment, the product structure to center the upscale mold development, to the import and export structure improvement, center theupscale automobile cover mold forming analysis and the structure improvement, the multi-purpose compound mold and the compound processing and the laser technology in the mold design manufacture application, the high-speed cutting, the superfinishing and polished the technology, the information direction develops .The recent years, the mold profession structure adjustment and the organizationalreform step enlarges, mainly displayed in, large-scale, precise, was complex, the long life, center the upscale mold and the mold standard letter development speed is higher than the common mold product; The plastic mold and the compression casting mold proportion increases; Specialized mold factory quantity and its productivity increase;"The three investments" and the private enterprise develops rapidly; The joint stock system transformation step speeds up and so on. Distributes from the area looked,take Zhejiang Delta and Yangtze River delta as central southeast coastal areadevelopment quickly to mid-west area, south development quickly to north. Atpresent develops quickest, the mold produces the most centralized province isGuangdong and Zhejiang, places such as Jiangsu, Shanghai, Anhui and Shandong also has a bigger development in recent years.Although our country mold total quantity had at present achieved the suitable scale, the mold level also has the very big enhancement, after but design manufacture horizontal overall rise and fall industry developed country and so on Yu De, America, date, France, Italy many. The current existence question and the disparity mainly display in following several aspects:(1) The total quantity falls short of demandDomestic mold assembling one rate only, about 70%. Low-grade mold, centerupscale mold assembling oneself rate only has 50% about.(2) the enterprise organizational structure, the product structure, the technical structure and the import and export structure does not gatherin our country mold production factory to be most is from the labor mold workshop which produces assembles oneself (branch factory), from produces assembles oneself the proportion to reach as high as about 60%, but the overseas mold ultra 70% is the commodity mold. The specialized mold factory mostly is "large and complete","small and entire" organization form, but overseas mostly is "small but", "is specially small and fine". Domestic large-scale, precise, complex, the long life mold accountsfor the total quantity proportion to be insufficient 30%, but overseas in 50% aboveXX years, ratio of the mold import and export is 3.7:1, the import and exportbalances the after net import volume to amount to 1.32 billion US dollars, is world mold net import quantity biggest country .(3) The mold product level greatly is lower than the international standardThe production cycle actually is higher than the international water broad productlevel low mainly to display in the mold precision, cavity aspect and so on surface roughness, life and structure.(4) Develops the ability badly, economic efficiency unsatisfactory our countrymold enterprise technical personnel proportion lowThe level is lower, also does not take the product development, and is frequent inthe passive position in the market. Our country each mold staff average year creation output value approximately, ten thousand US dollars, overseas mold industry developed country mostly 15 to10, 000 US dollars, some reach as high as 25 to10,000 US dollars, relative is our country quite part of molds enterprises also continuesto use the workshop type management with it, truly realizes the enterprise which the modernized enterprise manages fewTo create the above disparity the reason to be very many, the mold long-term hasnot obtained the value besides the history in as the product which should have, as well as the most state-owned enterprises mechanism cannot adapt the market economy, butalso has the following several reasons: .(1) Country to mold industry policy support dynamics also insufficientlyAlthough the country already was clear about has promulgated the mold profession industrial policy, but necessary policy few, carried out dynamics to be weak. Atpresent enjoyed the mold product increment duty enterprise nation 185; the majority enterprise still the tax burden is only overweight. The mold enterprise carries on the technological transformations introduction equipment to have to pay the considerable amount the tax money, affects the technology advancement, moreover privately operated enterprise loan extremely difficult.(2) Talented person serious insufficient, the scientific research development and the technical attack investment too urinemold profession is the technology, the fund, the work crowded industry, along withthe time progress and the technical development, grasps the talented person which and skilled utilizes the new technology exceptionally short, the high-quality mold fitterand the enterprise management talent extremely is also anxious. Because the mold enterprise benefit unsatisfactory and takes insufficiently the scientific research development and the technical attack, the scientific research unit and the universities, colleges and institutes eye stares at is creating income, causes the mold profession invests too few in the scientific research development and the technical attack aspect, causes the mold technological development step doe not to be big, progresses does not be quick.(3) The craft equipment level is low, also is not good, the using factor is low.Recent years ,our country engine bed profession progressed quickly, has been able to provide the quite complete precision work equipment, but compared with the overseas equipment, still had a bigger disparity. Although the domestic many enterprises have introduced many overseas advanced equipment, but the overall equipment level low are very more than the overseas many enterprises. As a result of aspect the and so on system and fund reason, introduces the equipment not necessary, the equipment and the appendix not necessary phenomenon are extremely common, the equipment utilization rate low question cannot obtain the comparatively properly solution for a long time .(4) Specialization, standardization, commercialized degree low, the cooperationabilityBecause receives "large and complete" "small and entire" the influence since long ago, mold specialization level low, the specialized labor division is not careful, the commercialized degree is low. At present domestic every year produces mold, commodity mold minister 40% about, other for from produce uses for oneself. Between the molds enterprise cooperates impeded, completes the comparativelylarge-scale mold complete task with difficulty. Mold standardization level low, mold standard letter use cave rare is low also to the mold quality, the cost has a more tremendous influence, specially has very tremendous influence.(5) To the mold manufacture cycle) the mold material and the mold correlationtechnology fallThe mold material performance, the quality and the variety question often canaffect the mold quality, the life and the cost, the domestically produced molding toolsteel and overseas imports the steel products to compare has a bigger disparity. Plastic, plate, equipment energy balance, also direct influence mold level enhancement.At present, our country economy still was at the high speed development phase, onthe international economical globalization development tendency is day by dayobvious, this has provided the good condition and the opportunity for the our countrymold industry high speed development. On the one hand, the domestic mold marketwill continue high speed to develop, on the other hand, the mold manufacture also gradually will shift as well as the transnational group to our country carries on themold purchase trend to our country extremely to be also obvious. Therefore, will takea broad view the future, international, the domestic mold market overall development tendency prospect will favor, estimated the Chinese mold will obtain the high speed development under the good market environment, our country not only can becomethe mold great nation, moreover certainly gradually will make the powerful nation tothe mold the ranks to make great strides forward. "15" period, the Chinese moldindustry level not only has the very big enhancement in the quantity and the archerytarget aspect, moreover the profession structure, the product level, the development innovation ability, enterprise's system and the mechanism as well as the technology advancement aspect also can obtain a bigger development .The mold technology has gathered the machinery, the electron, chemistry, optics,the material, the computer, the precise monitor and the information network and so on many disciplines, is a comprehensive nature multi-disciplinary systems engineering.The mold technology development tendency mainly is the mold product tolarger-scale, precise, more complex and a more economical direction develops, themold product technical content unceasingly enhances, the mold manufacture cycle unceasingly reduces, the mold production faces the information, is not having thechart, is fine, the automated direction develops, the mold enterprise to the technical integration, the equipment excellent, is producing approves the brand, themanagement information, the management internationalization direction develops.Mold profession in "十15" period needs to solve the key essential technologyshould be the mold information, the digitized technology and precise, ultra fine, high speed, the highly effective manufacture technology aspect breakthroughAlong with thenational economy total quantity and the industry product technologyunceasing development, all the various trades and occupations to the mold demandquantity more and more big, the specification more and more is also high.Although mold type many, but its development should be with emphasis both canmeet the massive needs, and has the comparatively high-tech content, specially atpresent domestic still could not be self-sufficient, needs the massive imports the moldand can represent the development direction large-scale, precise, is complex, the long篇二:冲压模具设计毕业设计开题报告题目:院系:专业:学生:学号:指导老师:毕业设计开题报告冲压工艺分析与弯曲冲孔模具的设计三峡大学机械与材料学院机械设计制造及其自动化三峡大学机械与材料学院冲压工艺分析与弯曲冲孔模具的设计开题报告一、课题的来源课题来源于生产实际,探讨冲压加工中较常见零件的工艺方法和结构设计。
冲压模具英文翻译原文

j o u r n a l o f m a t e r i a l s p r o c e s s i n g t e c h n o l o g y209(2009)3532–3541j o u r n a l h o m e p a g e:w w w.e l s e v i e r.c o m/l o c a t e/j m a t p r o t ecContact pressure evolution at the die radius in sheet metal stampingMichael P.Pereira a,∗,John L.Duncan b,Wenyi Yan c,Bernard F.Rolfe da Centre for Material and Fibre Innovation,Deakin University,Pigdons Road,Geelong,VIC3217,Australiab Professor Emeritus,The University of Auckland,284Glenmore Road,RD3,Albany0793,New Zealandc Department of Mechanical and Aerospace Engineering,Monash University,Clayton,VIC3800,Australiad School of Engineering and IT,Deakin University,Geelong,VIC3217,Australiaa r t i c l e i n f oArticle history:Received27March2008 Received in revised form 18July2008Accepted17August2008Keywords:Contact pressureSheet metal stamping Tool wearBending-under-tension a b s t r a c tThe contact conditions at the die radius are of primary importance to the wear response for many sheet metal forming processes.In particular,a detailed understanding of the con-tact pressure at the wearing interface is essential for the application of representative wear tests,the use of wear resistant materials and coatings,the development of suitable wear models,and for the ultimate goal of predicting tool life.However,there is a lack of infor-mation concerning the time-dependant nature of the contact pressure response in sheet metal stamping.This work provides a qualitative description of the evolution and distribu-tion of contact pressure at the die radius for a typical channel forming process.Through an analysis of the deformation conditions,contact phenomena and underlying mechanics, it was identified that three distinct phases exist.Significantly,the initial and intermediate stages resulted in severe and localised contact conditions,with contact pressures signif-icantly greater than the blank material yield strength.Thefinal phase corresponds to a larger contact area,with steady and smaller contact pressures.The proposed contact pres-sure behaviour was compared to other results available in the literature and also discussed with respect to tool wear.©2008Elsevier B.V.All rights reserved.1.IntroductionIn recent years,there has been an increase in wear-related problems associated with the die radius of automotive sheet metal forming tools(Sandberg et al.,2004).These problems have mainly been a consequence of the implementation of higher strength steels to meet crash requirements,and the reduced use of lubricants owing to environmental concerns. As a result,forming tools,and the die radii in particular, are required to withstand higher forming forces and more severe tribological stresses.This can result in high costs due∗Corresponding author.Tel.:+61352273353;fax:+61352271103.E-mail address:michael.pereira@.au(M.P.Pereira).to unscheduled stoppages and maintenance,and lead to poor part quality in terms of surfacefinish,geometric accuracy and possible part failure.If the side-wall of a part is examined after forming,a demarcation known as the‘die impact line’is easily visible (Karima,1994).This line separates the burnished material that has travelled over the die radius and the free surface that has not contacted the tooling,clearly indicating that severe sur-face effects exist at the die radius.It is therefore important to understand the contact phenomena at this location of the tooling.0924-0136/$–see front matter©2008Elsevier B.V.All rights reserved. doi:10.1016/j.jmatprotec.2008.08.010j o u r n a l o f m a t e r i a l s p r o c e s s i n g t e c h n o l o g y 209(2009)3532–354135331.1.Bending-under-tension testThe bending-under-tension test –in which a strip is bent over a cylindrical tool surface and pulled against a speci-fied back tension –has been used in the laboratory for many years to simulate conditions at the die radius (Ranta-Eskola et al.,1982).The literature contains numerous experimental investigations that examine surface degradation over the die radius after repeated or continuous bending-under-tension operations.For example,in independent studies with differ-ing test conditions and materials,Mortensen et al.(1994),Hortig and Schmoeckel (2001)and Attaf et al.(2002),each visu-ally observed wear in two localised regions on the die radius.More detailed examination of the worn die radius surface,through measurement of surface roughness (Christiansen and De Chiffre,1997),determination of wear depth (Eriksen,1997)and scanning electron microscope imaging (Boher et al.,2005),has also confirmed the existence of similar localised wear regions.In addition to the experimental analyses,Mortensen et al.(1994),Hortig and Schmoeckel (2001)and Attaf et al.(2002),each conducted finite element analyses of the bending-under-tension process.In all cases,the finite ele-ment models predicted the existence of distinct contact pressure peaks on the die radius surface,correlating well with the regions of localised ing in situ sensors Hanaki and Kato (1984)and more recently Coubrough et al.(2002)experimentally demonstrated that similar contact pressure peaks exist at locations on the die radius near the entry and exit of the strip during the bending-under-tension test.It is evident that despite covering a wide range of die materials (both coated and un-coated),lubrication,surface roughness,bend ratio and work-piece materials,each of thestudies discussed in the preceding paragraphs were found to exhibit similar characteristic two-peak contact pressure distributions and localised regions of wear over the die radius.These results,and the documented power law rela-tion between wear and normal load for sliding contacts (Rhee,1970),indicate that contact pressure is of primary significance to the wear response.1.2.Sheet metal stampingThe contact conditions occurring during sheet metal stamping operations have not been studied as extensively as those of the bending-under-tension process.Through finite element anal-yses of axisymmetric cup-drawing processes,Mortensen et al.(1994)and Jensen et al.(1998)identified that time-dependant contact conditions occur at the die radius,as opposed to the ‘stationary’conditions of the bending-under-tension test (Hortig and Schmoeckel,2001).In recent numerical studies on a plane strain channel forming process,Pereira et al.(2007,2008)also reported time-dependant plex contact conditions over the die radius were found to occur,with regions of highly localised and severe contact pressure.Selected results of the finite element analysis by Pereira et al.(2008)are given in Fig.1,where the dynamic nature of the con-tact pressure distribution can be seen.Additionally,the Mises stress contours show the corresponding deformation of the blank and provide an indication of where yielding occurs.Although each of the above investigations report time-dependant contact conditions for sheet metal stamping processes,the authors in each case provide little explanation into the reasons for the identified contact behaviour.Further analysis of this phenomenon has not been found in the liter-ature.Fig.1–Mises stress contours and normalised contact pressure distributions predicted by finite element analysis at the three distinct stages during a channel forming process (see Section 4.1for more details).The regions in white in the Mises contours indicate values of stress below the blank material initial yield strength.3534j o u r n a l o f m a t e r i a l s p r o c e s s i n g t e c h n o l o g y209(2009)3532–3541 1.3.MotivationIn order to understand tool wear in sheet metal stamp-ing,or to use representative tests(bending-under-tension,slider-on-sheet,etc.)to characterise the wear response of toolmaterials and coatings,knowledge of the local contact condi-tions that occur during the stamping operation is essential.Asdiscussed,the contact pressure is of particular significance.However,a description of the evolution and distribution ofcontact stresses experienced by sheet metal forming tool-ing,including an explanation for this behaviour,has not beenfound in the literature.In this work,a qualitative description of the contact pres-sure evolution at the die radius and the associated stressdistributions in the blank during a channel forming processis given.The description is based on experimental observa-tions and the results offinite element analyses.Through ananalysis of the deformation conditions,contact phenomenaand underlying mechanics,it will be shown that three dis-tinct phases exist.Due to the unique deformation and contactconditions that are found to occur,the initial and intermedi-ate stages exhibit localised regions of severe contact pressure,with peak contact stresses that are significantly greater thanthe blank material yield strength.Thefinal stage,which canbe considered as steady state with regards to the conditions atthe die radius,corresponds to a larger contact area with stableand smaller contact pressures.It is noted that the magnitude of the contact stress peakswill depend on variables such as back tension on the sheet,thedie radius to sheet thickness ratio,and the clearance betweenthe punch and die.These effects are not investigated in thiswork.The objective of this work is to provide an understandingof an important aspect of sheet metal forming,rather thana quantitative analysis of a specific case.This should assistin understanding die wear,which is an increasing problemwith the implementation of higher strength sheet in stampedautomotive components.2.The sheet metal stamping processThe stamping or draw die process is shown schematically inFig.2.Sheet metal is clamped between the die and blank-holder and stretched over the punch.The sheet slides overthe die radius surface with high velocity in the presence ofcontact pressure and friction,as it undergoes complex bend-ing,thinning and straightening deformation(Fig.2c).In themost rudimentary analysis of sheet metal forming,bending isneglected and the deformation is studied under the action ofprincipal tensions(Marciniak et al.,2002).The tension is theforce per unit width transmitted in the sheet and is a prod-uct of stress and thickness.For two-dimensional plane straindeformation around the die radius,the well-known analysisindicates that the contact pressure p isp=TR=1R/t(1)where 1is the longitudinal principal stress,T is the longitu-dinal tension,R is the die radius,t is the sheet thickness,and Fig.2–(a)The beginning of a typical sheet metal stamping process.(b)The motion and forces exerted by the tools cause the blank to be formed into a channel shape during the stamping process.(c)Forces acting on the sheet at the die radius region.R/t the bend ratio.Due to the effect of friction,the longitudinal tension in the sheet varies along the die radius.If the tension at one point,j,on the die radius is known,then the tension at some other point,k,further along the radius can be found according to:T k=T j exp( Âjk)(2)whereÂjk is the angle turned through between the two points, and is the coefficient of friction between the tool and sheet surfaces.j o u r n a l o f m a t e r i a l s p r o c e s s i n g t e c h n o l o g y209(2009)3532–35413535Eq.(1)provides a useful relationship that shows the contactpressure is inversely proportional to the bend ratio.Given thatthe tension is usually close to the yield tension and that thebend ratio in typical tooling is often less than10,Eq.(1)indi-cates that the contact stress is an appreciable fraction of theyield stress.This implies that the assumption of plane stressin the strip may not be valid.Additionally,a numerical studyof a bending-under-tension process with a bend ratio of3.3revealed that the restraint forces attributed to bending(andunbending)were almost50%of the total restraint forces onthe sheet(Groche and Nitzsche,2006).Although Eqs.(1)and(2)can be modified to include the work done in bending andstraightening,these simple models are unlikely to adequatelydescribe the contact pressure distribution.Furthermore,such an analysis assumes that the sheetslides continuously over the die radius under steady-state-type conditions analogous to a bending-under-tensionprocess.However,as discussed in Section1,several studies inthe literature have shown that the contact conditions are notsteady during typical sheet metal stamping.For these reasons,it is evident that a more detailed analysis,including examina-tion of the stress states and yielding in the sheet,is required inorder to understand the complex and time-dependant contactconditions at the die radius.3.Contact pressure at the die radiusIn this work,a qualitative description of the developmentof peak contact pressures at the die radius for the channelforming process shown in Fig.2is given.For simplicity,thedeformation of the sheet is considered as a two-dimensional,plane strain process.A linear-elastic,perfectly plastic sheetmaterial model,obeying a Tresca yield criterion is used.Thematerial curve is shown in Fig.3,where theflow stress is S,with zero Bauschinger effect on reverse loading.It is assumedthat if there is a draw-bead,it is at some distance from the dieradius so that the sheet entering the die radius is undeformedbut has some tension applied.In this study,the deformation and contact conditions at thedie radius for a typical sheet metal forming process are dividedinto three distinct phases(Fig.4).A material element on theblank,Point A,is initially located at the beginning of the dieradius,as shown in Fig.4a.At this instant,contact islimitedFig.3–Simplified plane strain material response with reverseloading.Fig.4–Three distinct phases of deformation and contact, which occur during the channel forming process:(a)initial deformation,(b)intermediate conditions,and(c)steady-state conditions at die radius.to a line across the die radius.During the next stage,Point A has travelled around the die radius,but has not yet reached the exit or tangent point(Fig.4b).At this instant,the material in the side-wall(between the die radius and punch radius) remains straight and has not previously contacted the tools.A state of approximately steady conditions at the die radius is reached in Fig.4c,where Point A is now in the side-wall region.3.1.Initial deformationAt the start of the forming stroke,contact between the blank and die occurs near the start of the die radius at an angle of Â=˛,as shown in Fig.5a.The Mohr circle of stress at the con-tacting inner surface and the stress distribution through the thickness of the sheet are given schematically in this diagram. The regions of plastic deformation in the sheet are indicated by shading.The sheet is bent by the transverse force F shown,so that a compressive bending stress 1exists on the upper surface.Due to the initial lack of conformance of the blank to the radius, contact occurs almost along a line,resulting in a contact pres-sure P˛that can be very high.As a result,the normal stress 3, which is equal to−P˛,is greatest at the surface and diminishes to zero at the outer,free surface.At this location,approx-3536j o u r n a l o f m a t e r i a l s p r o c e s s i n g t e c h n o l o g y 209(2009)3532–3541Fig.5–(a)Schematic of the blank to die radius interface during the initial deformation stage—the stress distribution through the thickness and the Mohr’s circle at the surface of the contact zone are shown.Corresponding distributions around the die radius of (b)contact pressure and (c)bending moment in the sheet.imately plane stress conditions exist and the sheet yields under tension at the plane strain yield stress S .The transverse stress 2at the inner surface will have an intermediate value,since the process is plane strain.In the plastic case,this is the mean of the other principal stresses.In the elastic case,this is only approximately so.The bending stress and contact pressure at the inner sur-face generate a high compressive hydrostatic stress,such that yielding can be suppressed (the diameter of the Mohr circle is <S ).This phenomenon is supported by the finite element simulation results of the case study shown in Fig.1a.The bending moment m is greatest at the contact line,as shown in Fig.5c;yet plastic bending only takes place either side of thisregion,where the inhibiting compressive hydrostatic stress is lower.The result is that a very high-pressure peak occurs at the contact line,greater in magnitude than the sheet yield stress (Fig.5b).This initial line contact,causing a localised peak contact pressure,is a momentary event.3.2.Intermediate conditionsAs the punch draws the sheet to slide into the die cavity,Point A moves away from the start of the radius,as shown in Fig.6a.Due to the plastic bending of the sheet that occurs near the beginning of the die radius,in the vicinity of Â=0◦,the mate-rial entering the die radius has greater conformance with thej o u r n a l o f m a t e r i a l s p r o c e s s i n g t e c h n o l o g y209(2009)3532–35413537Fig.6–(a)Schematic of the blank to die radius interface during the intermediate conditions—the stress distribution through the thickness and the Mohr’s circle at the surface of the contact zones are shown.Corresponding distributions around the die radius of(b)contact pressure and(c)bending moment in the sheet.die radius surface.This causes a reduction in contact pressure, due to the change from line contact in Fig.5to a broader con-tact area in Fig.6.Consequently,the compressive hydrostatic stress is reduced and plastic deformation at the blank surface occurs(the diameter of the Mohr circle is S).The bending moment on the sheet is greatest near the Point A,as shown in Fig.6c,such that the strip may be over-bent at this point,causing a loss of contact between the sheet and the die radius.A similar effect can exist over the nose of the punch in vee-die bending(Marciniak et al.,2002).As such,a second contact point with the die occurs further along the radius,at Â=ˇ.Point A,which began at the start of the radius,has not yet reached the tangent point atˇ.Hence,the material currently atˇis largely undeformed,despite the fact that the angle of wrap of the blank over the die radius is relatively large.With similar contact conditions to the initial deformation stage,line contact occurs atˇ.As seen previously,these conditions result in high contact pressure,large compressive hydrostatic stress, and can suppress plastic deformation at the blank surface as supported by the case study in Fig.1b.Fig.6b shows the contact pressure distribution for the inter-mediate stage.The magnitude of the contact pressure at the start of the radius is less than the yield stress,where con-tact is distributed over a wider area.Conversely,a sharp peak exists at the tangent point atˇ,where the sheet is still being bent and the contact area is small.In many punch and die3538j o u r n a l o f m a t e r i a l s p r o c e s s i n g t e c h n o l o g y209(2009)3532–3541configurations,the punch displacement needed to draw the material from the beginning of the die radius(Point A in this case)around to the tangent point is significant.Therefore,the intermediate phase may be long and the maximum contact angle,ˇmax,quite large.3.3.Steady-state conditions at the die radiusSteady-state conditions at the die radius are reached when Point A,which began at the start of the die radius,has moved around and become part of the side-wall,as shown in Fig.7a. New material is plastically bent as it enters the die radius from the blank-holder region.Here,the contact pressure and stress distributions are similar to those of the intermediate stage, due to the bending and conformance of the blank to the die radius.Beyond this region,the sheet remains in contact with the die without further plastic deformation,and the resulting contact pressure is small.Further along the radius,under the action of an increasing opposite moment,the sheet is partially straightened,whereFig.7–(a)Schematic of the blank to die radius interface during the steady-state deformation stage—the stress distribution through the thickness and the Mohr’s circle at the surface of the contact zones are shown.The stress distribution through the thickness at two locations in the side-wall region is also shown.Corresponding distributions around the die radius of (b)contact pressure and(c)bending moment in the sheet.j o u r n a l o f m a t e r i a l s p r o c e s s i n g t e c h n o l o g y209(2009)3532–35413539it loses contact with the die radius.A second,smaller con-tact pressure peak occurs at the locationÂ= .This peak can be explained,at least in part,by examining the sim-plified analysis presented in Section2.According to Eq.(1), the contact pressure is proportional to the tension in the sheet—which itself increases with increasing angleÂalong the radius,according to Eq.(2).Therefore,the contact pressure increases with angle along the radius,causing a peak pressure near the sheet exit point,indicated by P in Fig.7b.Here,the sheet unloads elastically and the stress distribution is shown (the diameter of the Mohr circle is<S).Beyond the contact pressure peak,the bending moment on the sheet becomes reversed,as shown in Fig.7c,and straightening begins at the tangent point.The straightening process continues beyond the contact point;the extent of which depends on the tooling conditions and the tension gen-erated by the blank-holder.‘Side-wall curl’is a well-known phenomenon in channel forming and is greatest with smaller blank-holder tension.As a result of the curl in the side-wall,the angle of contact is less than in the intermediate stage,where the entire side-wall was approximately straight. This indicates that there is a region on the die radius that only makes contact with the blank during the intermediate stage—i.e.an intermediate-only contact region.It is worth emphasizing that,despite the approximately steady contact conditions that occur at the die radius during this stage,the forming process itself does not reach a true steady state.This is because the blank continues to experi-ence significant deformation and displacement as it is drawn over the die radius by the action of the moving punch.As a result,there will be a continual reduction in theflange length and a subsequent changing of contact conditions in the blank-holder region.4.DiscussionIn Section3,a qualitative description of the deformation and contact pressure response at the die radius of a sheet metal stamping process was given.This section will discuss the identified response,with particular reference to results from other analyses in the literature,comparison to the bending-under-tension process,and wear at the die radius.4.1.Correlation withfinite element model predictionsIn recent studies,Pereira et al.(2007,2008)usedfinite element analysis to examine the contact pressure at the die radius for a channel forming process.A2mm thick high strength steel blank was formed over an R5mm die radius(R/t=2.5), with a punch stroke of50mm.The contact pressure response predicted by Pereira et al.(2008)was re-plotted at three dis-tinct instances in Fig.1.In thisfigure,the contact pressure is normalised by the constant Y,which can be considered as theflow stress of the blank material if a perfectly plas-tic approximation of the material stress–strain response was adopted(see Marciniak et al.(2002)for an explanation of the approximation method and calculation of Y).As such,the use of the normalised contact pressure allows better comparison between the analysis employing a blank material with con-siderable strain hardening(Fig.1)to that which assumes the blank material has zero strain hardening(Figs.5–7).The normalised contact pressure distributions in Fig.1 clearly demonstrate the existence of the three phases iden-tified in Section3.Notably,thefirst two stages in Section3 correspond to the single transient phase reported in the pre-vious numerical study(Pereira et al.,2008).The discrepancy is caused by the fact that the initial contact stage,which is a momentary event,is easily overlooked without a detailed analysis of the deformation and contact conditions occurring at the die radius.The results by Pereira et al.(2007,2008)verify that the ini-tial and intermediate phases of the process result in the most severe and localised contact loads.Fig.1shows that at the regions of line contact,identified in Sections3.1and3.2,the peak contact pressures are well in excess of Y.In fact,the maximum contact pressure for the entire process was found to occur during the intermediate stage,with a magnitude of approximately3times the material’s initial yield strength (Pereira et al.,2008).Examination of the Mises stress plots in Fig.1at the regions of line contact also confirm the hypothesis of suppressed plasticity due the localised zones of large con-tact pressure,and hence large compressive hydrostatic stress.The results in Fig.1c confirm that the contact pressure is significantly reduced during the steady phase,with the mag-nitude of pressure less than Y due to the increased contact area.Thefinite element results also show that the maximum angles of contact between the blank and die radius during the intermediate and steady phases are approximately80◦and 45◦,respectively(Pereira et al.,2008).This confirms the exis-tence of an intermediate-only contact region,corresponding to the region of45◦<Â≤80◦for the case examined.parison to the bending-under-tension testThe identified steady-state behaviour at the die radius during the stamping process shows numerous similarities to a typical bending-under-tension test.For example,the stress distribu-tions through the thickness of the sheet shown in Fig.7a, compare well to those proposed by Swift(1948),in his analysis of a plastic bending-under-tension process for a rigid,per-fectly plastic strip.Additionally,the angle of contact and shape of contact pressure distributions presented in Figs.7b and1c, show good correlation with the results recorded by Hanaki and Kato(1984)for experimental bending-under-tension tests.The separatefinite element studies of bending-under-tension processes by Hortig and Schmoeckel(2001)and by Boher et al.(2005)also show similarly shaped two-peak contact pressure distributions.The distributions are char-acterised by large and relatively localised pressure peaks at the beginning of the contact zone,with smaller and more distributed secondary peaks at the end of the con-tact zone.Additionally,these investigations each show that the angle of contact is significantly less than the geomet-ric angle of wrap,confirming the existence of the unbending of the blank and curl that occurs in the side-wall region. These attributes of the bending-under-tension test have direct similarities to the contact pressure response predicted by Pereira et al.(2008)and described previously in Section 3.3,despite the obvious differences in materials,processes,3540j o u r n a l o f m a t e r i a l s p r o c e s s i n g t e c h n o l o g y209(2009)3532–3541bend ratios and back tensions considered.Although there are numerous similarities,direct quantitative comparison between the bending-under-tension test and the steady-state phase of the channel forming process cannot be made,due to the differences in the application of the back and forward tensions.4.3.Contradictions withfinite element model predictionsAs stated in Section1,there are a limited number of other investigations in the literature that examine the time-dependant contact pressure response of sheet metal stamping processes.Finite element analyses by Mortensen et al.(1994) and Jensen et al.(1998)predicted that time-dependant contact conditions do occur.However,these results do not show the same trends as presented in this study and shown by Pereira et al.(2007,2008)in previousfinite element investigations. This section will briefly discuss the possible reasons for such discrepancies.Firstly,considering thefinite element analysis of a cup-drawing process by Mortensen et al.(1994),the predicted contact pressure over the die radius was presented at only three distinct intervals during the process.By comparison, Pereira et al.(2008)recorded the contact pressure at approx-imately140intervals throughout thefinite element results history,in order to completely characterise the complex pressure evolution.Therefore,it is likely that the transient effects,which are reported in this study,were not captured by Mortensen et al.(1994)due to the limited number of instances at which the contact pressure was recorded.Thefinite element investigation by Jensen et al.(1998) examined the contact conditions at approximately100inter-vals during a cup-drawing process,but also did not observe a severe and localised transient response,as seen in this study. (Significantly varied and localised contact conditions were observed at the end of the process,but these were identi-fied to be due to the blank-rim effect,and are not relevant to this study.)Close examination of the results by Jensen et al. (1998)show that some localised contact conditions do occur at the beginning of the process—however,these appear rela-tively mild and were not discussed in the text.This reduced severity of the transient response,compared to that predicted by Pereira et al.(2008),can be partly explained by the fact that the actual contact pressure at the die radius was not shown by Jensen et al.(1998).Instead,Z xt,which was defined to be a function of contact pressure and sliding velocity,was used to characterise the contact conditions.This could have effec-tively reduced the appearance of the initial localised contact conditions,due to the slower sliding velocity shown to exist during the initial stage.Additionally,Jensen et al.(1998)used 20finite elements to describe the die radius surface,compared to240elements used by Pereira et al.(2008).The reduced num-ber of elements at the die radius surface can have the effect of averaging the extremely localised contact loads over a larger area,thus reducing the magnitude of the observed contact pressure peaks.Finally,the different processes examined(cup drawing vs.channel forming)may also result in a different transient response.4.4.Relevance to tool wearWear is related to contact pressure through a power law rela-tionship(Rhee,1970).Therefore,the regions of severe contact pressure during the initial and intermediate stages may be particularly relevant to tool wear at the die radius.Thefinite element investigations by Pereira et al.(2007,2008)showed that the maximum contact pressure for the entire process occurs in the intermediate-only contact region,at approximately Â=59◦,indicating that the intermediate stage is likely to be of primary significance to the wear response.This result was val-idated by laboratory-based channel forming wear tests,for the particular case examined(Pereira et al.,2008).However,for each stamping operation,it can be seen that the relative sliding distance between the blank and die radius associated with the initial and intermediate stages is small—i.e.no greater than the arc length of the die radius surface.In comparison,the steady contact pressure phase cor-responds to a much larger sliding distance—i.e.the sliding distance will be approximately in the same order of magnitude as the punch travel.Therefore,despite the smaller contact pressures,it is possible that the steady phase may also influ-ence the tool life;depending on the process conditions used (e.g.materials,surface conditions,sliding speed,lubrication) and the resulting wear mechanisms that occur.The existence of an intermediate-only contact zone(i.e.the region <Â≤ˇmax),is convenient for future wear analyses.Due to the lack of sliding contact in this region during the steady-state phase,any surface degradation of the die radius at angles ofÂ> must be attributed to the intermediate stage of the sheet metal stamping process.Therefore,it is recommended that future wear analysis examine this region to assess the importance of the intermediate contact conditions on the overall tool wear response of the sheet metal stamping pro-cess.The existence of the initial and intermediate stages high-light that the bending-under-tension test,due to its inherently steady nature,is unable to capture the complete contact con-ditions that exists during a typical sheet metal stamping process.Therefore,the applicability of the bending-under-tension test for sheet metal stamping wear simulation may be questionable.5.SummaryIn this work,a qualitative description of the development of peak contact pressures at the die radius for a sheet metal stamping process was given.It was shown that three distinct phases exist:(i)At the start of the process,the blank is bent by the actionof the punch and a high contact pressure peak exists at the start of the die radius.(ii)During the intermediate stage,the region of the sheet that was deformed at the start of the die radius has not reached the side-wall.Therefore,the side-wall remains straight and the arc of contact is a maximum.The largest pressure,which is significantly greater than the sheet materialflow stress,exists towards the end of the die。
毕业设计外文翻译-冲压模具设计成型方面

英文翻译4 Sheet metal forming and blanking4。
1 Principles of die manufacture4.1.1 Classification of diesIn metalforming,the geometry of the workpiece is established entirely or partially by the geometry of the die.In contrast to machining processes,ignificantly greater forces are necessary in forming。
Due to the complexity of the parts,forming is often not carried out in a single operation。
Depending on the geometry of the part,production is carried out in several operational steps via one or several production processes such as forming or blanking。
One operation can also include several processes simultaneously(cf。
Sect。
2.1.4)。
During the design phase,the necessary manufacturing methods as well as the sequence and number of production steps are established in a processing plan(Fig.4。
1。
1).In this plan,the availability of machines,the planned production volumes of the part and other boundary conditions are taken into account。
模具外文翻译--冲压成形的研究方法-其他专业

英文资料Methods to study stamping formingThe objective of the stamping forming research is to realize and apply the principles to solve various engineering problems through study on the stamping forming procedure. Recently, the research on stamping has been carried out in wide range with various methods. The research can be summed up substantially into following types.The double line arrows in the picture denote the procedure of formal theoretical research. In such research, the actions of the equipment and die are decomposed into micro-ingredients of the force and applied on the microstructure of the metal according to the multi-crystal microstructure of the deformation metal, the deformation of the metal microstructure is then investigated and the deformation of the microstructure to macro-deformation of the sheet metal is summed up. This scientific method is perfect, but current development in mechanics and metallurgy cannot meet such demand, therefore this kind of formal theoretical research is still in burgeoning, and is not applicable in practice.Since the formal theoretical research method encounters formidable difficulty, a kind of simplified theoretical method appears in the research field of the stamping forming. The characteristic of this kind of research method is denoted by continuous line in the picture, which is the main trend of the recent research. This research assumes metal as the ideal homogeneous solid and simplifies the property parameters, the boundary conditions and the blank geometrical parameters of the metal, the stamping process and principle are analyzed and described by mathematical method. Naturally, the assumptions adopted in the analysis would induce some deviation between the real stamping process and its simulation. The result is certainly approximate and does not reflect the real stamping process completely. Especially in analyzing complex stamping forming, this theory is not so valid. In recent years, due to the development of the finite element method and computer technology, this kind of theoretical method has greatly progressed, it shows applicable prospect even in analyzing complex stamping forming. The application of this kind of theoretical method mainly focuses on some special stamping deformation investigation, and it is expected that more achievements can be obtained in the fundamental principle of stamping forming. On the other hand, due to the simplification and assumptions, experiments are indispensable to test the validity of this theory.The third method to study stamping forming is shown by dashed dotted line in the picture. The characteristic of this method is that ignoring the deformation process of the blank under the action of the load during stamping forming conditions (including the structure of the die, the geometrical parameters of the die working portion and the properties of the stamping equipment) with the final results of the stamping forming. It is a rational empirical method, and widely used in stamping technology filed in recent years. This method is intuitional, simple and easy to be adopted by engineers, but it cannot be used to reveal the real procedure of the stamping deformation, so it is not the radical method to investigate the principles of the stamping forming more thoroughly and its usage is strictly limited.The fourth method to study stamping forming is denoted by dashed line in thepicture. Based on the fundamental knowledge of the mechanics and metallurgy, the essential characteristics and principle of the stamping forming are investigated to solve the practical problems in stamping process. In comparison with other plastic processes, the characteristics of the stamping forming, the principles of the sheet metal deformation are unique. So this method has definitely aim and the analysis results can be used directly to solve different problems in stamping forming. The characteristics and effects of this research of this research of this research method are illustrated by following examples.(1)The sequence of the stamping process can be decided by the trend rule of the stamping deformation.(2)According to the rule of uniform velocity distribution in the outer flange of the deformation zone during multi-pass deep drawing for the box parts, the shape and dimension of the blank during process sequence can be calculated. Therefore the calculation the for deep box parts of the multi-pass deep drawing technology is based on scientific foundation to improve the technique level of stamping forming.(3)According to the research on the wrinkle during the sheet metal forming caused by non-uniform tensile and shearing force, a new research field is developed beyond the traditional compressive instability theory. The results obtained offer an effective measure to cope directly with wrinkle during stamping forming.(4)The theory of sorting stamping forming based on the characteristics of the stamping deformation and mechanics and mechanics is an easy approach to systematize of the stamping forming, and can be used to deepen the investigation on stamping forming limit, to point out a clear and definite direction for improve the stamping forming limit.Above examples indicate that this method is closely relevant to the real stamping forming process. It can be used to analyze and solve the stamping forming problems effectively. Although this method is in the junior stage, mainly focusing on the qualitative analysis for stamping forming now . With the constant progress of this method and combined with modern mechanics, the breakthrough of this method isexpected to further enhance stamping forming technology.Structural design of blanking diel. Principle and general procedure of die designingThe steps of die designing include collecting necessary data, determining the structure scheme based on sufficient analysis and investigation, drawing the working principle diagram, the final assembly diagram, and then drawing the part diagram of the die according to the final assembly diagram.The necessary data to be collected include: the parts drawing of the product, the productive batch of the product, the process chart, the process specification and the die design program. The manufacture datum of each operation, the types of the die structural (simple die, progressive die or compound die) , the capacity of the press, the quality of the blanking work piece and other necessary items should be record in the process chart and the process specification.The detailed structure and dimension of the die are determined according to the production batch and work piece demand, etc. For the small batch production, the structure of die should be simple, the manufacture period should be short, and the cost should be as low as possible. For the large batch, the perfect structure, high productivity and long working life should be pursued.Furthermore, the structure measures to adjust, utilize, maintain, transport and deposit the dies should be taken into account.2. Determination of the pressure center of dieThe acting point of the resultant force in blanking is called the pressure center of die. In order to guarantee the die to work smoothly, the pressure center of die should align with the axes of shank and the center line of the slide block of press, to prevent the deflection of die during working, which would result in non-uniform clearance and wearing. Usually, the pressure center of die is laid on its symmetrical center point. The determination of the pressure center of die is mainly for the complex, multi-punch punching and progressive dies.For the work piece with complex shape, it can be divided into straight-linesection (the pressure center of die is situated at the middle of the straight) and arc section, and then to calculate its pressure center.The method to find the resultant force of the parallel force system is usually adopted to obtain the pressure center of die. The procedure to obtain the pressure center of die for multi-punch blanking by analytic method is showns chematically in .(1) Draw the outline of the working portion of punch proportionally.(2) Select the co-ordinate X-Y. The selection of the co-ordinate should simplify the calculation.(3)calculate the perimeter of each graphic outline (or linear section)L1,L2,L3,L4,..., L n(representing the blanking force), and the distance of gravity center in each graphic outline to the coordinate axes x1, x2, x3, x4, ...,x n and y1,y2,y3,y4,...,y n.(4) According to the mechanic principle that "the moment of the resultant force to a certain axis is equal to the sum of the moment of each component to the same axis", the calculation equation of the distance from the die pressure center to the axes of X and Y can be obtained:x0=L1x1+L2x2+L3x3+⋯+L n x n(3-20)L1+L2+L3+⋯+L n(3-21) y0=L1y1+L2y2+L3y3+⋯+L n y nL1+L2+L3+⋯+L nThe determination of the pressure center of die can also be obtained graphically by the linear polygon method.3. Determination of the shut height of dieThe outline dimension of die should fit with the selected example,the lower die of the blanking should be able to install in the working table of the press,the dimension of the shank should be consistent with that of the hole in the slide block,the ejecting pin of the ejecting device in the lower die should be able to penetrate through the bolster hole of press. The shut height of die should be consistent with that of the press.The shut height of die refers to the distance H between the top surface of the upper bolster and bottom surface of the lower bolster when the die is in the lowest working position. The shut height of press refers to the distance between the lower surface of the slide block and the upper surface of the bolster installed in the working bable when the slide block is in the lower dead point. The height when the length of the connecting rod is adjusted to the shortest, is called the maximum shut height H max; the height when the length of the connecting rod is adjusted to the longest, is called the minimum shut height H min, as shown schematically in . The shut height of die is between the maximum and minimum shut height of press, usually:If the shut height of die is larger than the maximum height of press, the die cannot be used in this press; oppositely, if the shut height of die is less than the minimum height, the die can be used by adding a bolster.中文翻译冲压成形的研究方法冲压成形的研究工作,就是在正确而深入地了解冲压成形过程的基础上,认识冲压成形过程中的各种规律性的内容,并把它运用于解决冲压生产中出现的各种实际问题。
冲压模具中英文对照

冲压模具中英文对照Stamping die is a key component in the stamping process, and it plays a crucial role in shaping metal sheets into desired forms. 冲压模具是冲压工艺中的关键组件,它在将金属板材成形为所需形状中发挥着至关重要的作用。
Stamping die is commonly used in various industries such as automotive, aerospace, electronics, and construction. 冲压模具通常被广泛应用于汽车、航空航天、电子和建筑等各个行业。
The design and manufacturing of stamping die require high precisionand expertise. 冲压模具的设计和制造需要高度的精密度和专业知识。
The quality of stamping die directly affects the quality and efficiency of the stamping process. 冲压模具的质量直接影响了冲压过程的质量和效率。
Therefore, it is important to understand the characteristics and functions of stamping die in order to produce high-quality products. 因此,了解冲压模具的特点和功能对于生产高质量产品是非常重要的。
Stamping die can be classified into various types based on their functions, such as blanking die, piercing die, bending die, and progressive die. 根据其功能,冲压模具可以被分类为各种类型,如剪床模、冲孔模、弯曲模和级进模。
冲压模具技术外文文献翻译中英文
外文文献翻译(含:英文原文及中文译文)英文原文Stamping technologyIntroductionIn the current fierce market competition, the product to market sooner or later is often the key to the success or failure. Mould is a product of high quality, high efficiency production tool, mold development cycle of the main part of the product development cycle. So the customer requirements for mold development cycle shorter, many customers put the mould delivery date in the first place, and then the quality and price. Therefore, how to ensure the quality, control the cost under the premise of processing mould is a problem worthy of serious consideration. Mold processing technology is an advanced manufacturing technology, has become an important development direction, in the aerospace, automotive, machinery and other industries widely used. Mold processing technology, can improve the comprehensive benefit and competitiveness of manufacturing industry. Research and establish mold process database, provide production enterprises urgently need to high speed cutting processing data, to the promotion of high-speed machining technology has very important significance. This article's main goal is to build a stamping die processing, mold manufacturing enterprises in theactual production combined cutting tool, workpiece and machine tool with the actual situation of enterprise itself accumulate to high speed cutting processing instance, process parameters and experience of high speed cutting database selectively to store data, not only can save a lot of manpower and material resources, financial resources, but also can guide the high speed machining production practice, to improve processing efficiency, reduce the tooling cost and obtain higher economic benefits.1. The concept, characteristics and application of stampingStamping is a pressure processing method that uses a mold installed on a press machine (mainly a press) to apply pressure to a material to cause it to separate or plastically deform, thereby obtaining a desired part (commonly referred to as a stamped or stamped part). Stamping is usually cold deformation processing of the material at room temperature, and the main use of sheet metal to form the required parts, it is also called cold stamping or sheet metal stamping. Stamping is one of the main methods of material pressure processing or plastic processing, and is affiliated with material forming engineering.The stamping die is called stamping die, or die. Dies are special tools for the batch processing of materials (metal or non-metallic) into the required stampings. Stamping is critical in stamping. There is no die that meets the requirements. Batch stamping production is difficult. Without advanced stamping, advanced stamping processes cannot be achieved.Stamping processes and dies, stamping equipment, and stamping materials constitute the three elements of stamping. Only when they are combined can stampings be obtained.Compared with other methods of mechanical processing and plastic processing, stamping processing has many unique advantages in both technical and economic aspects, and its main performance is as follows;(1) The stamping process has high production efficiency, easy operation, and easy realization of mechanization and automation. This is because stamping is accomplished by means of die and punching equipment. The number of strokes for ordinary presses can reach several tens of times per minute, and the high-speed pressure can reach hundreds or even thousands of times per minute, and each press stroke is Y ou may get a punch.(2) Since the die ensures the dimensional and shape accuracy of the stamping part during stamping, and generally does not destroy the surface quality of the stamping part, the life of the die is generally longer, so the stamping quality is stable, the interc hangeability is good, and it has “the same” Characteristics.(3) Stamping can process parts with a wide range of sizes and shapes, such as stopwatches as small as clocks, as large as automobile longitudinal beams, coverings, etc., plus the cold deformation hardening effect of materials during stamping, the strength of stamping and Thestiffness is high.(4) Stamping generally does not generate scraps, material consumption is less, and no other heating equipment is required. Therefore, it is a material-saving and energy-saving processing method, and the cost of stamping parts is low.However, the molds used for stamping are generally specialized, and sometimes a complex part requires several sets of molds for forming, and the precision of the mold manufacturing is high and the technical requirements are high. It is a technology-intensive product. Therefore, the advantages of stamping can only be fully realized in the case of large production volume of stamping parts, so as to obtain better economic benefits.Stamping is widely used in modern industrial production, especially in mass production. A considerable number of industrial sectors are increasingly using punching to process product components such as automobiles, agricultural machinery, instruments, meters, electronics, aerospace, aerospace, home appliances, and light industry. In these industrial sectors, the proportion of stamped parts is quite large, at least 60% or more, and more than 90%. Many of the parts that were manufactured in the past using forging = casting and cutting processes are now mostly replaced by light-weight, rigid stampings. Therefore, it can be said that if the stamping process cannot be adopted in production, it isdifficult for many industrial departments to increase the production efficiency and product quality, reduce the production cost, and quickly replace the product.2. Basic process and mould for stampingDue to the wide variety of stamped parts and the different shapes, sizes, and precision requirements of various parts, the stamping process used in production is also varied. Summarized, can be divided into two major categories of separation processes and forming processes; Separation process is to make the blank along a certain contour line to obtain a certain shape, size and section quality stamping (commonly referred to as blanking parts) of the process; forming process refers to The process of producing a stamped part of a certain shape and size by plastic deformation of the blank without breaking.The above two types of processes can be divided into four basic processes: blanking, bending, deep drawing and forming according to different basic deformation modes. Each basic process also includes multiple single processes.In actual production, when the production volume of the stamped part is large, the size is small and the tolerance requirement is small, it is not economical or even difficult to achieve the requirement if the stamping is performed in a single process. At this time, a centralized scheme is mostly used in the process, that is, two or more singleprocesses are concentrated in a single mold. Different methods are called combinations, and they can be divided into compound-graded and compound- Progressive three combinations.Composite stamping - A combination of two or more different single steps at the same station on the die in one press stroke.Progressive stamping - a combination of two or more different single steps on a single work station in the same mold at a single working stroke on the press.Composite - Progressive - On a die combination process consisting of composite and progressive two ways.There are many types of die structure. According to the process nature, it can be divided into blanking die, bending die, drawing die and forming die, etc.; the combination of processes can be divided into single-step die, compound die and progressive die. However, regardless of the type of die, it can be regarded as consisting of two parts: the upper die and the lower die. The upper die is fixed on the press table or the backing plate and is a fixed part of the die. During work, the blanks are positioned on the lower die surface by positioning parts, and the press sliders push the upper die downwards. The blanks are separated or plastically deformed under the action of the die working parts (ie, punch and die) to obtain the required Shape and size of punching pieces. When the upper mold is lifted, the unloading and ejecting device of the moldremoves or pushes and ejects the punching or scrap from the male and female molds for the next punching cycle.3. Current status and development direction of stamping technologyWith the continuous advancement of science and technology and the rapid development of industrial production, many new technologies, new processes, new equipment, and new materials continue to emerge, thus contributing to the constant innovation and development of stamping technology. Its main performance and development direction are as follows:(1) The theory of stamping and the stamping process The study of stamping forming theory is the basis for improving stamping technology. At present, the research on the stamping forming theory at home and abroad attaches great importance, and significant progress has been made in the study of material stamping performance, stress and strain analysis in the stamping process, study of the sheet deformation law, and the interaction between the blank and the mold. . In particular, with the rapid development of computer technology and the further improvement of plastic deformation theory, computer simulation techniques for the plastic forming process have been applied at home and abroad in recent years, namely the use of finite element (FEM) and other valuable analytical methods to simulate the plastic forming process of metals. According to the analysis results, the designer can predict the feasibility and possiblequality problems of a certain process scheme. By selecting and modifying the relevant parameters on the computer, the process and mold design can be optimized. This saves the cost of expensive trials and shortens the cycle time.Research and promotion of various pressing technologies that can increase productivity and product quality, reduce costs, and expand the range of application of stamping processes are also one of the development directions of stamping technology. At present, new precision, high-efficiency, and economical stamping processes, such as precision stamping, soft mold forming, high energy high speed forming, and dieless multi-point forming, have emerged at home and abroad. Among them, precision blanking is an effective method for improving the quality of blanking parts. It expands the scope of stamping processing. The thickness of precision blanking parts can reach 25mm at present, and the precision can reach IT16~17; use liquid, rubber, polyurethane, etc. Flexible die or die soft die forming process can process materials that are difficult to process with ordinary processing methods and parts with complex shapes, have obvious economic effects under specific production conditions, and adopt energy-efficient forming methods such as explosion for processing. This kind of sheet metal parts with complex dimensions, complex shapes, small batches, high strength and high precision has important practical significance; Superplastic forming of metal materialscan be used to replace multiple common stampings with one forming. Forming process, which has outstanding advantages for machining complex shapes and large sheet metal parts; moldless multi-point forming process is an advanced technology for forming sheet metal surfaces by replacing the traditional mold with a group of height adjustable punches. Independently designed and manufactured an international leading-edge moldless multi-point forming equipment, which solves the multi-point press forming method and can therefore be Changing the state of stress and deformation path, improving the forming limit of the material, while repeatedly using the forming technology may eliminate the residual stress within the material, the rebound-free molding. The dieless multi-point forming system takes CAD/CAM/CAE technology as the main means to quickly and economically realize the automated forming of three-dimensional surfaces.(2) Dies are the basic conditions for achieving stamping production. In the design and manufacture of stampings, they are currently developing in the following two aspects: On the one hand, in order to meet the needs of high-volume, automatic, precision, safety and other large-volume modern production, stamping is To develop high-efficiency, high-precision, high-life, multi-station, and multi-function, compared with new mold materials and heat treatment technologies, various high-efficiency, precision, CNC automatic mold processing machine toolsand testing equipment and molds CAD/CAM technology is also rapidly developing; On the other hand, in order to meet the needs of product replacement and trial production or small-batch production, zinc-based alloy die, polyurethane rubber die, sheet die, steel die, combination die and other simple die And its manufacturing technology has also been rapidly developed.Precision, high-efficiency multi-station and multi-function progressive die and large-scale complex automotive panel die represent the technical level of modern die. At present, the precision of the progressive die above 50 stations can reach 2 microns. The multifunctional progressive die can not only complete the stamping process, but also complete welding, assembly and other processes. Our country has been able to design and manufacture its own precision up to the international level of 2 to 5 microns, precision 2 to 3 microns into the distance, the total life of 100 million. China's major automotive mold enterprises have been able to produce complete sets of car cover molds, and have basically reached the international level in terms of design and manufacturing methods and means. However, the manufacturing methods and methods have basically reached the international level. The mold structure and function are also close to international Level, but there is still a certain gap compared with foreign countries in terms of manufacturing quality, accuracy, manufacturing cycle and cost.4. Stamping standardization and professional productionThe standardization and professional production of molds has been widely recognized by the mold industry. Because the die is a single-piece, small-volume production, the die parts have both certain complexity and precision, as well as a certain structural typicality. Therefore, only the standardization of the die can be achieved, so that the production of the die and the die parts can be professionalized and commercialized, thereby reducing the cost of the die, improving the quality of the die and shortening the manufacturing cycle. At present, the standard production of molds in foreign advanced industrial countries has reached 70% to 80%. Mould factories only need to design and manufacture working parts, and most of the mold parts are purchased from standard parts factories, which greatly increases productivity. The more irregular the degree of specialization of the mold manufacturing plant, the more and more detailed division of labor, such as the current mold factory, mandrel factory, heat treatment plant, and even some mold factories only specialize in the manufacture of a certain type of product or die The bending die is more conducive to the improvement of the manufacturing level and the shortening of the manufacturing cycle. China's stamp standardization and specialized production have also witnessed considerable development in recent years. In addition to the increase in the number of standard parts specialized manufacturers, the number ofstandard parts has also expanded, and the accuracy has also improved. However, the overall situation can not meet the requirements of the development of the mold industry, mainly reflected in the standardization level is not high (usually below 40%), the standard parts of the species and specifications are less, most standard parts manufacturers did not form a large-scale production, standard parts There are still many problems with quality. In addition, the sales, supply, and service of standard parts production have yet to be further improved.中文译文冲压模具技术前言在目前激烈的市场竞争中, 产品投入市场的迟早往往是成败的关键。
模具设计与制造专业外文翻译--冲压成形与板材冲压

外文原文Characteristics and Sheet Metal Forming1.The article overviewStamping is a kind of plastic forming process in which a part is produced by means of the plastic forming the material under the action of a die. Stamping is usually carried out under cold state, so it is also called stamping. Heat stamping is used only when the blank thickness is greater than 8-100mm. The blank material for stamping is usually in the form of sheet or strip, and therefore it is also called sheet metal forming. Some non-metal sheets (such as plywood, mica sheet, asbestos, leather)can also be formed by stamping.Stamping is widely used in various fields of the metalworking industry, and it plays a crucial role in the industries for manufacturing automobiles, instruments, military parts and household electrical appliances, etc.The process, equipment and die are the three foundational problems that needed to be studied in stamping.The characteristics of the sheet metal forming are as follows:(1) High material utilization(2) Capacity to produce thin-walled parts of complex shape.(3) Good interchangeability between stamping parts due to precision in shape and dimension.(4) Parts with lightweight, high-strength and fine rigidity can be obtained.(5) High productivity, easy to operate and to realize mechanization and automatization.The manufacture of the stamping die is costly, and therefore it only fits to mass production. For the manufacture of products in small batch and rich variety, the simple stamping die and the new equipment such as a stamping machining center, are usually adopted to meet the market demands.The materials for sheet metal stamping include mild steel, copper, aluminum, magnesium alloy and high-plasticity alloy-steel, etc.Stamping equipment includes plate shear punching press. The former shears plate into strips with a definite width, which would be pressed later. The later can be used both in shearing and forming.2.Characteristics of stamping formingThere are various processes of stamping forming with different working patterns and names. But these processes are similar to each other in plastic deformation. There are following conspicuous characteristics in stamping:(1).The force per unit area perpendicular to the blank surface is not large but is enough to cause the material plastic deformation. It is much less than the inner stresses on the plate plane directions. In most cases stamping forming can be treated approximately as that of the plane stress state to simplify vastly the theoretical analysis and the calculation of the process parameters.(2).Due to the small relative thickness, the anti-instability capability of the blank is weak under compressive stress. As a result, the stamping process is difficult to proceed successfully without using the anti-instability device (such as blank holder). Therefore the varieties of the stamping processes dominated by tensile stress are more than dominated by compressive stress.(3).During stamping forming, the inner stress of the blank is equal to or sometimes less than the yield stress of the material. In this point, the stamping is different from the bulk forming. During stamping forming, the influence of the hydrostatic pressure of the stress state in the deformation zone to the forming limit and the deformation resistance is not so important as to the bulk forming. In some circumstances, such influence may be neglected. Even in the case when this influence should be considered, the treating method is also different from that of bulk forming. (4).In stamping forming, the restrain action of the die to the blank is not severs as in the case of the bulk forming (such as die forging). In bulk forming, the constraint forming is proceeded by the die with exactly the same shape of the part. Whereas in stamping, in most cases, the blank has a certain degree of freedom, only one surface of the blank contacts with the die. In some extra cases, such as the forming of the blank on the deforming zone contact with the die. The deformation in these regions are caused and controlled by the die applying an external force to its adjacent area. Due to the characteristics of stamping deformation and mechanics mentioned above, the stamping technique is different form the bulk metal forming:(1).The importance or the strength and rigidity of the die in stamping forming is less than that in bulk forming because the blank can be formed without applying large pressure per unit area on its surface. Instead, the techniques of the simple die and the pneumatic and hydraulic forming are developed.2(2).Due to the plane stress or simple strain state in comparison with bulk forming, more research on deformation or force and power parameters has been done. Stamping forming can be performed by more reasonable scientific methods. Based on the real time measurement and analysis on the sheet metal properties and stamping parameters, by means of computer and some modern testing apparatus, research on the intellectualized control of stamping process is also in proceeding.(3).It is shown that there is a close relationship between stamping forming and raw material. The research on the properties of the stamping forming, that is, forming ability and shape stability, has become a key point in stamping technology development, but also enhances the manufacturing technique of iron and steel industry, and provides a reliable foundation for increasing sheet metal quality. 3.Categories of stamping formingMany deformation processes can be done by stamping, the basic processes of the stamping can be divided into two kinds: cutting and forming.Cutting is a shearing process that one part of the blank is cut from the other. It mainly includes blanking, punching, trimming, parting and shaving, where punching and blanking are the most widely used. Forming is a process that one part of the blank has some displacement from the other. It mainly includes deep drawing, bending, local forming, bulging, flanging, necking, sizing and spinning.In substance, stamping forming is such that the plastic deformation occurs in the deformation zone of the stamping blank caused by the external force. The stress state and deformation characteristic of the deformation zone are the basic factors to decide the properties of the stamping forming. Based on the stress state and deformation characteristics of the deformation zone, the forming methods can be divided into several categories with the same forming properties and be studied systematically. The deformation zone in almost all types of stamping forming is in the plane stress state. Usually there is no force or only small force applied on the blank surface. When is assumed that the stress perpendicular to the blank surface equals to zero, two principal stresses perpendicular to each other and act on the blank surface produce the plastic deformation of the material. Due to the small thickness of the blank, it is assumed approximately the two principal stresses distribute uniformly along the thickness direction. Based on this analysis, the stress state and the deformation characteristics of the deformation zone in all kinds of stamping forming can bedenoted by the points in the coordinates of the plane principal stresses and the coordinates of the corresponding plane principal strains.4.Raw materials for stamping formingThere are a lot of raw materials used in stamping forming, and the properties of these materials may have large difference. The stamping forming can be succeeded only by determining the stamping method, the forming parameters and the die structures according to the properties and characteristics of the raw materials. The deformation of the blank during stamping forming has been investigated quite thoroughly. The relationships between the material properties decided by the chemistry component and structure of the material and the stamping forming has been established clearly. Not only the proper material can be selected based on the working condition and usage demand, but also the new material can be developed according to the demands of the blank properties during processing the stamping part. This is an important domain in stamping forming research. The research on the material properties for stamping forming is as follows:(1).Definition of the stamping property of the material.(2).Method to judge the stamping property of the material, find parameters to express the definitely material property of the stamping forming, establish the relationship between the property parameters and the practical stamping forming, and investigate the testing methods of the property parameters.(3).Establish the relationship among the chemical component, structure, manufacturing process and stamping property.The raw materials for stamping forming mainly include various metals and nonmetal plate. Sheet metal includes both ferrous and nonferrous metals. Although a lot of sheet metals are used in stamping forming, the most widely used materials are steel, stainless steel, aluminum alloy and various composite metal plates.5.Stamping forming property of sheet metal and its assessing methodThe stamping forming property of the sheet metal is the adaptation capability of the sheet metal to stamping forming. It has crucial meaning to the investigation of the stamping forming property of the sheet metal. In order to produce stamping forming parts with most scientific, economic and rational stamping forming process and forming parameters, it is necessary to understand clearly the properties of the sheet metal, so as to utilize the potential of the sheet metal fully in the production. On the other hand, to select plate material accurately and rationally in accordance with the 4characteristics of the shape and dimension of the stamping forming part and its forming technique is also necessary so that a scientific understanding and accurate judgment to the stamping forming properties of the sheet metal may be achieved. There are direct and indirect testing methods to assess the stamping property of the sheet metal.Practicality stamping test is the most direct method to assess stamping forming property of the sheet metal. This test is done exactly in the same condition as actual production by using the practical equipment and dies. Surely, this test result is most reliable. But this kind of assessing method is not comprehensively applicable, and cannot be shared as a commonly used standard between factories.The simulation test is a kind of assessing method that after simplifying and summing up actual stamping forming methods, as well as eliminating many trivial factors, the stamping properties of the sheet metal are assessed, based on simplified axial-symmetric forming method under the same deformation and stress states between the testing plate and the actual forming states. In order to guarantee the reliability and generality of simulation results, a lot of factors are regulated in detail, such as the shape and dimension of tools for test, blank dimension and testing conditions(stamping velocity, lubrication method and blank holding force, etc). Indirect testing method is also called basic testing method its characteristic is to connect analysis and research on fundamental property and principle of the sheet metal during plastic deformation, and with the plastic deformation parameters of the sheet metal in actual stamping forming, and then to establish the relationship between the indirect testing results(indirect testing value) and the actual stamping forming property (forming parameters). Because the shape and dimension of the specimen and the loading pattern of the indirect testing are different from the actual stamping forming, the deformation characteristics and stress states of the indirect test are different from those of the actual one. So, the results obtained form the indirect test are not the stamping forming parameters, but are the fundamental parameters that can be used to represent the stamping forming property of the sheet metal.Hans Gastrow Molds 130 Proven Designs . 3rd edition . Munich : Hanser Publisher , 2002 .300-307 .中文译文冲压成形与板材冲压1.概述通过模具使板材产生塑性变形而获得成品零件的一次成形工艺方法叫做冲压。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
英文翻译4 Sheet metal forming and blanking4.1 Principles of die manufacture4.1.1 Classification of diesIn metalforming,the geometry of the workpiece is established entirely or partially by the geometry of the die.In contrast to machining processes,ignificantly greater forces are necessary in forming.Due to the complexity of the parts,forming is often not carried out in a single operation.Depending on the geometry of the part,production is carried out in several operational steps via one or several production processes such as forming or blanking.One operation can also include several processes simultaneously(cf.Sect.2.1.4).During the design phase,the necessary manufacturing methods as well as the sequence and number of production steps are established in a processing plan(Fig.4.1.1).In this plan,the availability of machines,the planned production volumes of the part and other boundary conditions are taken into account.The aim is to minimize the number of dies to be used while keeping up a high level of operational reliability.The parts are greatly simplified right from their design stage by close collaboration between the Part Design and Production Departments in order to enable several forming and related blanking processes to be carried out in one forming station.Obviously,the more operations which are integrated into a single die,the more complex the structure of the die becomes.The consequences are higher costs,a decrease in output and a lower reliability.Fig.4.1.1 Production steps for the manufacture of an oil sumpTypes of diesThe type of die and the closely related transportation of the part between dies is determined in accordance with the forming procedure,the size of the part in question and the production volume of parts to be produced.The production of large sheet metal parts is carried out almost exclusively using single sets of dies.Typical parts can be found in automotive manufacture,the domestic appliance industry and radiator production.Suitable transfer systems,for example vacuum suction systems,allow the installation of double-action dies in a sufficiently large mounting area.In this way,for example,the right and left doors of a car can be formed jointly in one working stroke(cf.Fig.4.4.34).Large size single dies are installed in large presses.The transportation of the parts from one forming station to another is carried out mechanically.In a press line with single presses installed one behind the other,feeders or robots can be used(cf.Fig.4.4.20 to 4.4.22),whilst in large-panel transfer presses,systems equipped with gripper rails(cf.Fig.4.4.29)or crossbar suction systems(cf.Fig.4.4.34)are used to transfer the parts.Transfer dies are used for the production of high volumes of smaller and medium size parts(Fig.4.1.2).They consist of several single dies,which are mounted on a common base plate.The sheet metal is fed through mostly in blank form and also transported individually from die to die.If this part transportation is automated,the press is called a transfer press.The largest transfer dies are used together with single dies in large-panel transferpresses(cf.Fig.4.4.32).In progressive dies,also known as progressive blanking dies,sheet metal parts are blanked in several stages;generally speaking no actual forming operation takes place.The sheet metal is fed from a coil or in the form of metal ing an appropriate arrangement of the blanks within the available width of the sheet metal,an optimal material usage is ensured(cf.Fig.4.5.2 to 4.5.5). The workpiece remains fixed to the strip skeleton up until the laFig.4.1.2 Transfer die set for the production of an automatic transmission for an automotive application-st operation.The parts are transferred when the entire strip is shifted further in the work flow direction after the blanking operation.The length of the shift is equal to the center line spacing of the dies and it is also called the step width.Side shears,very precise feeding devices or pilot pins ensure feed-related part accuracy.In the final production operation,the finished part,i.e.the last part in the sequence,is disconnected from the skeleton.A field of application for progressive blanking tools is,for example,in the production of metal rotors or stator blanks for electric motors(cf.Fig.4.6.11 and 4.6.20).In progressive compound dies smaller formed parts are produced in several sequential operations.In contrast to progressive dies,not only blanking but also forming operations are performed.However, the workpiece also remains in the skeleton up to the last operation(Fig.4.1.3 and cf.Fig.4.7.2).Due to the height of the parts,the metal strip must be raised up,generally using lifting edges or similar lifting devices in order to allow the strip metal to be transported mechanically.Pressed metal parts which cannot be produced within a metal strip because of their geometrical dimensions are alternatively produced on transfer sets.Fig.4.1.3 Reinforcing part of a car produced in a strip by a compound die setNext to the dies already mentioned,a series of special dies are available for special individual applications.These dies are,as a rule,used separately.Special operations make it possible,however,for special dies to be integrated into an operational Sequence.Thus,for example,in flanging dies several metal parts can be joined together positively through the bending of certain metal sections(Fig.4.1.4and cf.Fig.2.1.34).During this operation reinforcing parts,glue or other components can be introduced.Other special dies locate special connecting elements directly into the press.Sorting and positioning elements,for example,bring stamping nuts synchronised with the press cycles into the correct position so that the punch heads can join them with the sheet metal part(Fig.4.1.5).If there is sufficient space available,forming and blanking operations can be carried out on the same die.Further examples include bending,collar-forming,stamping,fine blanking,wobble blanking and welding operations(cf.Fig.4.7.14 and4.7.15).Fig.4.1.4 A hemming dieFig.4.1.5 A pressed part with an integrated punched nut4.1.2 Die developmentTraditionally the business of die engineering has been influenced by the automotive industry.The following observations about the die development are mostly related to body panel die construction.Essential statements are,however,made in a fundamental context,so that they are applicable to all areas involved with the production of sheet-metal forming and blanking dies.Timing cycle for a mass produced car body panelUntil the end of the 1980s some car models were still being produced for six to eight years more or less unchanged or in slightly modified form.Today,however,production time cycles are set for only five years or less(Fig.4.1.6).Following the new different model policy,the demands ondie makers have also changed prehensive contracts of much greater scope such as Simultaneous Engineering(SE)contracts are becoming increasingly common.As a result,the die maker is often involved at the initial development phase of the metal part as well as in the planning phase for the production process.Therefore,a much broader involvement is established well before the actual die development is initiated.Fig.4.1.6 Time schedule for a mass produced car body panelThe timetable of an SE projectWithin the context of the production process for car body panels,only a minimal amount of time is allocated to allow for the manufacture of the dies.With large scale dies there is a run-up period of about 10 months in which design and die try-out are included.In complex SE projects,which have to be completed in 1.5 to 2 years,parallel tasks must be carried out.Furthermore,additional resources must be provided before and after delivery of the dies.These short periods call for pre-cise planning,specific know-how,available capacity and the use of the latest technological and communications systems.The timetable shows the individual activities during the manufacturing of the dies for the production of the sheet metal parts(Fig.4.1.7).The time phases for large scale dies are more or less similar so that this timetable can be considered to be valid in general.Data record and part drawingThe data record and the part drawing serve as the basis for all subsequent processing steps.They describe all the details of the parts to be produced. The information given in theFig.4.1.7 Timetable for an SE projectpart drawing includes: part identification,part numbering,sheet metal thickness,sheet metal quality,tolerances of the finished part etc.(cf.Fig.4.7.17).To avoid the production of physical models(master patterns),the CAD data should describe the geometry of the part completely by means of line,surface or volume models.As a general rule,high quality surface data with a completely filleted and closed surface geometry must be made available to all the participants in a project as early as possible.Process plan and draw developmentThe process plan,which means the operational sequence to be followed in the production of the sheet metal component,is developed from the data record of the finished part(cf.Fig.4.1.1).Already at this point in time,various boundary conditions must be taken into account:the sheet metal material,the press to be used,transfer of the parts into the press,the transportation of scrap materials,the undercuts as well as thesliding pin installations and their adjustment.The draw development,i.e.the computer aided design and layout of the blank holder area of the part in the first forming stage–if need bealso the second stage–,requires a process planner with considerable experience(Fig.4.1.8).In order to recognize and avoid problems in areas which are difficult to draw,it is necessary to manufacture a physical analysis model of the draw development.With this model,theforming conditions of the drawn part can be reviewed and final modifications introduced,which are eventually incorporated into the data record(Fig.4.1.9).This process is being replaced to some extent by intelligent simulation methods,throughwhich the potential defects of the formed component can be predicted and analysed interactively on the computer display.Die designAfter release of the process plan and draw development and the press,the design of the die can be started.As a rule,at this stage,the standards and manufacturing specifications required by the client must be considered.Thus,it is possible to obtain a unified die design and to consider the particular requests of the customer related to warehousing of standard,replacement and wear parts.Many dies need to be designed so that they can be installed in different types of presses.Dies are frequently installed both in a production press as well as in two different separate back-up presses.In this context,the layout of the die clamping elements,pressure pins and scrap disposal channels on different presses must be taken into account.Furthermore,it must be noted that drawing dies working in a single-action press may be installed in a double-action press(cf.Sect.3.1.3 and Fig.4.1.16).Fig.4.1.8 CAD data record for a draw developmentIn the design and sizing of the die,it is particularly important to consider the freedom of movement of the gripper rail and the crossbar transfer elements(cf.Sect.4.1.6).These describe the relative movements between the components of the press transfer system and the die components during a complete press working stroke.The lifting movement of the press slide,the opening and closing movements of the gripper rails and the lengthwise movement of the whole transfer are all superimposed.The dies are designed so that collisions are avoided and a minimum clearance of about 20 mm is set between all the moving parts.4 金属板料的成形及冲裁4. 模具制造原理4.1.1模具的分类在金属成形的过程中,工件的几何形状完全或部分建立在模具几何形状的基础上的。