防错清单
IATF16949-2016质量管理体系防错清单及定期验证计划
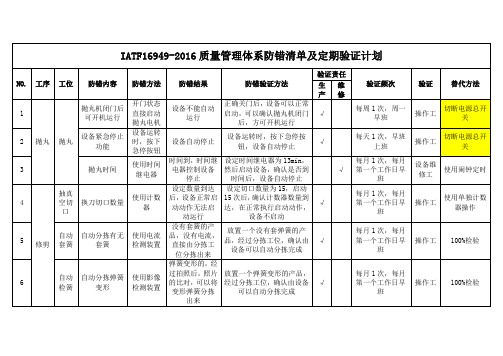
切断电源总开关
2
设备紧急停止功能
设备运转时,按下急停按钮
设备自动停止
设备运转时,按下急停按钮,设备自动停止
√
每天1次,早班上班
操作工
切断电源总开关
3
抛丸时间
使用时间继电器
时间到,时间继电器控制设备停止
设定时间继电器为13min,然后启动设备,确认是否到时间后,设备自动停止
√
每月1次,每月第一个工作日早班
IATF16949-2016质量管理体系防错清单及定期验证计划
NO.
工序
工位
防错内容
防错方法防错结果防来自验证方法验证责任验证频次
验证
替代方法
生产
维修
1
抛丸
抛丸
抛丸机闭门后可开机运行
开门状态直接启动抛丸电机
设备不能自动运行
正确关门后,设备可以正常启动,可以确认抛丸机闭门后,方可开机运行
√
每周1次,周一早班
操作工
手持配方配料表,100%核对称量的重量符合要求
10
全自动配料
全自动配料设备
输入配方后,设备在开启后,按照要求自动配制配方种类,重量,批次都符合要求的橡胶配方
正常运行时,称量重量不合格的料,确认设备可以在配制后,将不合格的分拣出来
√
每年1次,每月第一个工作日早班
操作工
手持配方配料表,100%核对配方中的种类和重量符合要求
操作工
100%检验
7
检测产品内有没有硫化弹簧
使用金属探测器对弹簧进行检测
没有弹簧的产品,放置在检测工装上以后,报警提示
放置一个没有弹簧的产品,确认设备报警
√
每月1次,每月第一个工作日早班
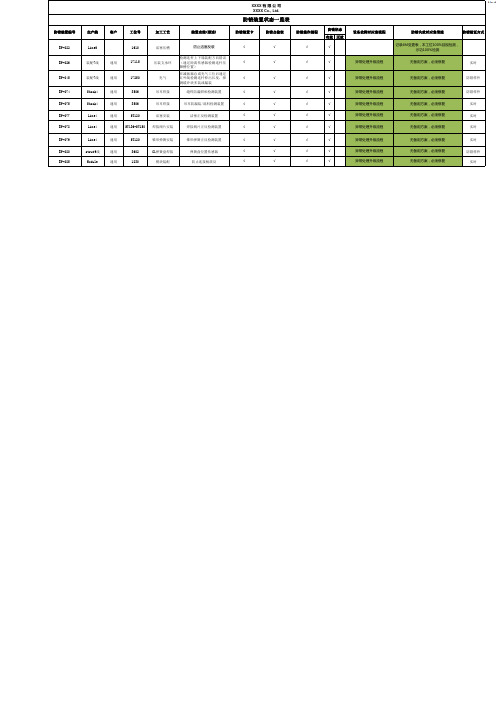
QSB防错装置清单

送料长度定位防错 挡板上设置感应器,送料长度不足时,设备不能运转,防止成型长度不够 侧面与正面安全护 防止安全事故,手无法进入设备运转区域 送料长度定位防错 挡板上设置感应器,送料长度不足时,设备不能运转,防止成型长度不够 侧面与正面安全护 防止安全事故,手无法进入设备运转区域 送料长度定位防错 挡板上设置感应器,送料长度不足时,设备不能运转,防止成型长度不够 侧面与正面安全护 防止安全事故,手无法进入设备运转区域 送料长度定位防错 挡板上设置感应器,送料长度不足时,设备不能运转,防止成型长度不够
送料长度定位防错 挡板上设置感应器,送料长度不足时,设备不能运转,防止切料长度不够
正面安全护板 防止安全事故,手无法进入设备运转区域 挡板撞伤产品防错 防止产品未取出挡板回位撞伤产品 送料长度定位防错 挡板上设置感应器,送料长度不足时,设备不能运转,防止成型长度不够
应急计划 有备件,10分钟内更 换 有备件,10分钟内更 有备件,10分钟内更 有备件,10分钟内更 有备件,10分钟内更 有备件,10分钟内更 换 有备件,10分钟内更 有备件,10分钟内更 有备件,10分钟内更 有备件,10分钟内更 有备件,10分钟内更 换 有备件,10分钟内更 有备件,10分钟内更 有备件,10分钟内更 有备件,10分钟内更 换 有备件,10分钟内更 有备件,10分钟内更 有备件,10分钟内更 有备件,10分钟内更 有备件,10分钟内更 有备件,10分钟内更 有备件,10分钟内更 有备件,10分钟内更 换 有备件,10分钟内更 有备件,10分钟内更 有备件,10分钟内更 有备件,10分钟内更 有备件,10分钟内更 有备件,10分钟内更 有备件,10分钟内更 换 有备件,10分钟内更 有备件,10分钟内更 有备件,10分钟内更 有备件,10分钟内更 有备件,10分钟内更 有备件,10分钟内更 有备件,11分钟内更 有备件,10分钟内更
防错清单

防止实轴(空心轴)错装 防止固定节齿圈漏装 防止不同型号的钢球混装 防止固定节钢球漏装 防止固定节配合过松或过紧
防错装置清单
(G391019-1)
序号
防错装置名称
编号 单个号 设立日期
使用场合
所属车间
1 Tulip1#漏割槽防错装置
1
2 搓齿工序来料预车外圆大小防错
1
3 搓齿工序来料预车外圆大小防错
1
4 外星轮2#线漏磨外圆
1
5 搓齿工序来料预车Байду номын сангаас圆大小防错
1
6 卡簧漏装防错
1
7 固定节压入位移防错
1
8 固定节齿圈漏装防错
装配工段cell 1-4 装配生产线
装配工段cell 1-4 装配生产线
装配工段cell 1-4 装配生产线
装配工段cell 1-4 装配生产线
装配工段cell 1-4 装配生产线
清单
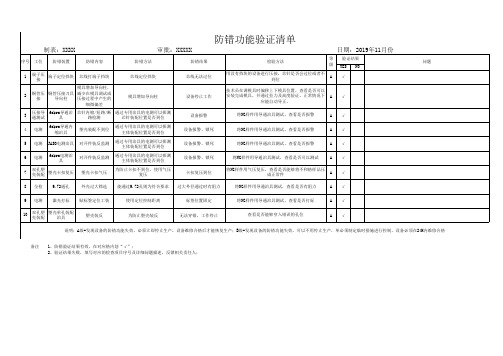
防错功能
标准作业指导书编号 最新日期
防止漏割槽外圆
防止来料外圆尺寸不合格现象 防止来料外圆尺寸不合格现象 防止漏磨外圆
1
9 固定节钢球大小混装防错
1
10 固定节漏装钢球防错
1
11 固定节扭力大小防错
1
三销轴叉工段cell 三销轴叉工段cell 实轴工段cell 1
1 1-2
移动节生产 线移动节生产 线实轴生产线
外星轮cell 2 外星轮cell 1-2
固定节生产 线固定节生产 线
装配工段cell 1-4 装配生产线
防错防呆清单

No . 12 34注塑/S3Y831-1-4机器人设计注塑/S3Y831-1-4机器人设计注塑/S3Y831-1-4机器人设计生产时,模块和端子可以正常放到航模,光电感应器常亮,反之光电感应器灯不亮且机械手停止动作生产单位N/A 光电感应器防止端子和模块无法放入裁切模OK位置每班生产生产单位设备感应、紧急停止线第1:设计阶段N/A第1:设计阶段N/A 设备数据显示气压检测设备防止程序无法启动、机械手抓不到航模每班生产生产单位自动化集成保养表生产单位N/A生产预备点检,设备可正常工作气压>5kgf/c㎡没有放入到位的话,光电感应器红色灯会亮起,且机械手停止动作,如果放入到位,光电感应器不会亮生产时,端子能正常被裁切OK,光电感应器红色灯常亮,如果裁切异常,光电感应器红灯不亮且机械手停止动作N/AN/A 024项目编号024-04492581-1第1:设计阶段N/A模具编号防呆防错清单工序记录表单产品料号点检频率点检部门防呆防错基本工具类别应用装置/过程(模具/设备/过程...)防呆防错的目的或用途防呆防错方法与措施(可图文说明)备注产品类型客户024-044点检方法点检阶段使用样件点检时有效期注塑/S3Y831-1-4机器人设计设备感应、紧急停止线光电感应器防止端子无法被裁断第1:设计阶段每班生产设备感应、紧急停止线光电感应器防止裁切好的端子无法精确放入到航模每班生产气压检测设备光电感应器光电感应器光电感应器A1汽车件电子件No .024项目编号024-04492581-1模具编号防呆防错清单工序记录表单产品料号点检频率点检部门防呆防错基本工具类别应用装置/过程(模具/设备/过程...)防呆防错的目的或用途防呆防错方法与措施(可图文说明)备注产品类型客户024-044点检方法点检阶段使用样件点检时有效期汽车件电子件567注Re vA0A1HYWI-R045-2016.7.26内部变更修正记录表单熊少波罗雅周孙伟2015.08.06新制作新制作夏斌注塑/S3Y831-1-4机器人设计第1:设计阶段不良品测试试作OK设备感应、紧急停止线检测等高棒报警器光电感应器防止产品端子高低PIN无法测试通过每班生产核准审核制定注塑/S3Y831-1-4机器人设计修改原因修改内容.生产单位制/修订日期生产单位92581-1电测样品点检记录表生产时,电流导通测试OK,测试机显示PASS且绿灯亮起,测试NG的话,测试机显示FAIL且红灯亮起同时报警器红灯报警生产时,产品高底PIN测试OK,产品会正常流向工作台,测试NG的话,产品会分流到不良品盒同时报警器会红色灯亮起设备感应、紧急停止线检测探针报警器测试仪防止产品电流导通测试无法通过生产单位92581-1电测样品点检记录表每班生产注塑/S3Y831-1-4机器人设计设备感应、紧急停止线检测镶块报警器光电感应器防止产品端子位置度测试无法通过第1:设计阶段每班生产不良品测试试作OK92581-1电测样品点检记录表第1:设计阶段不良品测试试作OK生产时,产品端子位置度测试OK,灯不亮状态,测试NG,光电感应器红色灯会亮起(静止状态感应器灯也是亮的)且报警器红灯报警光电感应器光电感应器不良品箱A1A1A1。
防错装置清单及记录表--技术部

精加工作业指导书 精加工作业指导书
在锯浇口工装上增加两个定位销,当销 子孔缺损或折弯时产品无法放入夹具内
压铸作业指导书
2014.7.25 产品外形
精加工
根据产品外形装防错销,避免装错 精加工作业指导书
2014.9.10 铜套压力机 精加工 铜套压力机上安装销子防止有压铸隔皮 精加工作业指导书
精加工作业指导书
增加防错销(改善)
精加工作业指导书
增加防错销(改善)
精加工作业指导书
备注
编制人:
2014.9.20
2015.8.10 数控车床
精加工
数控车床大平面内孔夹具
精加工作业指导书
2015.5.15 数控车床 2015.9.30 四轴加工中心 2015.5.10 加工中心 2016.7.12 加工中心
精加工 精加工 精加工 精加工
数控车床小平面内孔夹具
精加工作业指导书
四轴加工中心有快换功能,外形防错, 内腔防错
车间名称:
工序
所属车间
防错功能
作业指导书
锯浇口 压力机 压力机 锯浇口
压铸 精加工 精加工 压铸
在锯浇口工装上增加两个定位销,当销 子孔缺损或折弯时产品无法放入夹具内
压铸作业指导书
在压力机上装圆环尺寸控制为φ 68.98,超差件无法放入设备内。
在压力机上装两只防错销,在生 产过程中对有隔皮的产品无法装
序号 1 2 3
ห้องสมุดไป่ตู้
防错装置名称 定位销 圆环尺寸 防错销
4
定位销
5
防错销
6
销子
7
红外线
8
防错销
9
防错销
10
06_防错装置清单
防错失效时应急措施
防错验证方式
记录4M变更表,本工位100%目视检测, 示功100%检测
无备用方案,必须修复
实时
无备用方案,必须修复 无备用方案,必须修复 无备用方案,必须修复 无备用方案,必须修复 无备用方案,必须修复
防错样件 防错样件
实时 实时 实时EP-079Fra bibliotekLine4
通用
ST120
锥形弹簧安装
防错状态 有效 无效
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
通用
3506
吊耳焊接
吊耳防漏装/混料检测装置
√
√
√
√
通用
ST120
活塞安装
活塞正反检测装置
√
√
√
√
通用 ST136-ST150 焊接阀片安装
焊接阀片正反检测装置
√
√
√
√
设备故障时应急流程
异常处理升级流程 异常处理升级流程 异常处理升级流程 异常处理升级流程 异常处理升级流程 异常处理升级流程
锥形弹簧正反检测装置
√
√
EP-080
strut9线
通用
3602
C1弹簧盘焊接
弹簧盘位置传感器
√
√
EP-085
Module
通用
1830
模块装配
防止连接板放反
√
√
√
√
√
√
√
√
异常处理升级流程 异常处理升级流程 异常处理升级流程
无备用方案,必须修复 无备用方案,必须修复 无备用方案,必须修复
防错装置清单

生产部
1.立即停机; 操作工 2.报告班组工序 防错装置名称
1
SC028—1
剥护套 线外皮
剥线定位防错装 置
2
SC028—2
剥护套 线外皮
剥线定位防错装 置
防错装置清单
防错装置照片
防错功能 防止剥线尺寸过长
失效模式
失效验证方法
验证频次 责任部门
定位块滑 动无法定 位
用工具推动定位块,确定其稳固无滑动
使用前确 认
生产部
责任人
反应计划
1次/周
生产部
班组长
1.停止生产,报告上级; 2.如是公司机修能解决的问题,须在8 小时内维修合格;如果需要设备厂家维 修,必须在26小时内维修合格。
5
SC022—1
端子压 接
端子压接防错装 置
防止端子压接出现不良
端子压接 不良
1.检查定位装置是否松动
使用前确
2.验证压接出的端子是否符合产品要求 认
1.立即停机; 操作工 2.报告班组长;
防止剥线尺寸过长
定位块滑 动无法定
位
用工具推动定位块,确定其稳固无滑动
使用前确 认
生产部
1.立即停机; 操作工 2.报告班组长;
3
SC030—1
剥护内 心线外
皮
剥线定位防错装 置
防止剥线尺寸过长
定位块滑 动无法定
位
用工具推动定位块,确定其稳固无滑动
使用前确 认
生产部
1.立即停机; 操作工 2.报告班组长;
4 SC011—1 烘烤 超温防错装置
实际温度
超温防护 调节器
设定温度
当设备在超温防护温度 范围内报警装置不报 报警器无 警;当超出超温防护温 法判断检 度范围蜂鸣器发出报警 测结果 声。
防错清单
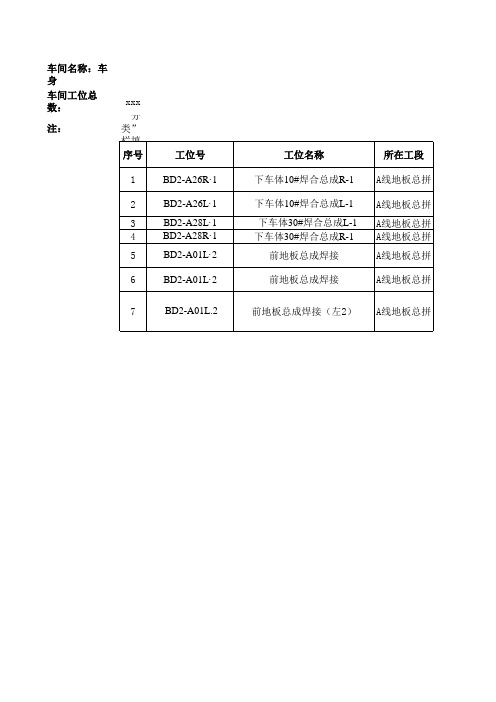
防错编号 EP-001-BD2 EP-002-BD2 EP-003-BD2 EP-004-BD2 EP-005-BD2 EP-006-BD2 EP-008-BD2
防错内容 在前车体与前地板处加一防错装置,防止前车体与前地板总成搭接处在焊接 时出现边缘焊点和焊穿现象。 在前车体与前地板处加一防错装置,防止前车体与前地板总成搭接处在焊接 时出现边缘焊点和焊穿现象。 在安装前地板左侧板处加装一磁铁,防止拼台关夹时左侧板掉落。 在安装前地板右侧板处加装一磁铁,防止拼台关夹时右侧板掉落。 在安装后纵梁拼台器具的后面定位销两边加焊两个凸点,使零件反装时无法 进入后面定位销,防止零件装反。 在安装后纵梁拼台器具的后面定位销两边加焊两个凸点,使零件反装时无法 进入后面定位销,防止零件装反。 在安装左前板的拼台器具中部焊上一个L型定位点,让零件错装时把零件顶 住,在拼台器具的前端焊一块L型加喇叭状的定位块,使零件不能向前移, 从而防止零件错装。
分类 过程工装防错 过程工装防错 过程工装防错 过程工装防错 过程工装防错 过程工装防错 过程工装防错
备注
车间名称:车身 车间工位总数: xxx 注: “分类”栏填写--设计防错、过程工装防错或过程目视防错 序号 1 2 3 4 5 6 7 工位号 BD2-A26R· 1 BD2-A26L· 1 BD2-A28L· 1 BD2-A28R· 1 BD2-A01L· 2 BD2-A01L· 2 BD2-A01L.2 工位名称 下车体10#焊合总成R-1 下车体10#焊合总成L-1 下车体30#焊合总成L-1 下车体30#焊合总成R-1 前地板总成焊接 前地板总成焊接 前地板总成焊接(左2) 所在工段 A线地板总拼 A线地板总拼 A线地板总拼 A线地板总拼 A线地板总拼 A线地板总拼 A线地板总拼
防错功能验证
备注
1、防错验证结果有效,在对应格内划“√”; 2、验证结果失败,填写对应的检查项目序号及详细问题描述,反馈相关责任人;
将NG样件用导通治具测试,查看是否有阻力
A√
9 电测 激光打标壳装配
治具
塑壳装反
使用定位控制距离 为防止塑壳装反
标签位置固定 无法穿错,工作停止
将NG样件用导通治具测试,查看是否打标 查看是否能够穿入错误的孔位
A√ A√
说明:A级-发现设备的防错功能失效,必须立即停止生产,设备维修合格后才能恢复生产;B级-发现设备的防错功能失效,可以不用停止生产,单必须制定临时措施进行控制,设备必须在24H内维修合格
A√
4
电测
fakra导通内 缩治具
塑壳装配不到位
通过专用治具的电测可以探测 主体装配位置是否到位
设备报警、锁死
将NG样件用导通治具测试,查看是否报警
A√
5
电测
JASO电测治具
对开件装反监测
通过专用治具的电测可以探测 主体装配位置是否到位
设备报警、锁死
将NG样件用导通治具测试,查看是否报警
A√
6
电测
fakra电测治 具
对开件装反监测
通过专用治具的电测可以探测 主体装配位置是否到位
设备报警、锁死
将NG样件用导通治具测试,查看是否可以测试
A√
7
双孔塑 壳装配
塑壳卡扣复压
塑壳卡扣气压
为防止卡扣不到位,使用气压 复压
卡扣复压到位
将NG样件用气压复压,查看是否能够将不和格样品压 成正常件
A
√
8 全检 9.72通孔
外壳过大筛选 能通过9.72孔则为符合要求 过大外径通过时有阻力
防错清单

文件编号
No.
防错工 装名称
对应夹具 工装名称
对应夹 具工装
编号正常放置
图片说明
工装防错防漏清单(持续改进)
编制
叶劲17.8.19
版本
A
错误放置
防错/防漏说明
备注
1
核心件 防反工
装1
六向电动 左侧角调 上连接板
总成
JY-NL4-Q6D-7
2
焊接 班组
核心件中间定位销设计偏心,放置核心件 时正常放置就可以放下,防反就不能随型
放下
2
核心件 防反工
装2
六向电动 右侧角调 上连接板
总成
JY-NL4-Q6D-8
2
焊接 班组
核心件中间定位销设计偏心,放置核心件 时正常放置就可以放下,防反就不能随型
放下
3
头枕管 防错工
装
六向电动 左前座椅 靠背框管 焊接总成
JY-NL-4Q6D-2
2
焊接 班组
头枕管分左右,工装设计凸台随型区分左 右,如果放错,就不能随型放进工装
容错纠错正面清单负面清单最新分享
容错纠错正面清单、负面清单(最新分享)为充分保护和调动广大干部职工干事创业的积极性、主动性、创造性,扎实推动各项工作高质量发展,根据上级主管部门关于进一步激励广大干部新时代新担当新作为的部署要求,结合单位实际,特制定本清单。
一、容错正面清单(14项)部门或个人在依法依规履行职责过程中,要积极配合组织调查,主动挽回损失,消除不良影响,有下列情形之一的,可以纳入容错范围,免除或减轻相关部门或当事人的责任:1.因国家政策调整、上级决策部署变化,或因不可抗力、难以预见等因素,导致决策制定中出现偏差,执行难以落实,没有达到预期效果的。
2.在落实国家战略,省、市政府决策部署中,为充分挖掘释放发展活力,厚植发展优势,创造性开展工作出现失误和偏差,没有造成严重后果的。
3.深入实施开放带动战略,全面提升开放发展水平,推动重点开放合作平台升级发展,因缺乏经验、先试先行探索出现一定失误错误或引发矛盾的。
4.创造性开展“放管服”改革,出现一定失误或偏差,情节、后果不严重的。
5.在推动重大项目、重点工作及破解发展要素瓶颈过程中,出于公心、积极探索、大胆履职、大力推进,出现一定失误或引发矛盾,能主动纠错和积极化解的。
6.在推进改革、降本增效、基础建设和管理,经过民主决策实施机制和模式创新,出现一定失误或偏差的。
7.在招商引资、项目建设,争取政策、项目和资金等工作中,因政策界限不明确,执行相关规章制度有偏差且情节轻微、影响不大的。
8.在科技创新中,为破解难题、补齐短板,激励科研探索和成果转化,加快培育发展新动能,创新支撑高质量发展,出现无意过失或偏差的。
9.在推进脱贫攻坚、实施乡村振兴、做好保障和改善民生等工作中,积极担当作为,动真碰硬、攻坚克难,出现一定失误错误或未达到预期效果的。
10.在公共服务、公益事业发展中,为优化资源配置、及早发挥效益,创新改革推进方式方法,不属于有禁不止、明知故犯出现的失误或偏差的。
IL积极防范和化解重大风险,为维护国家、集体和人民利益,临机决断,因工作方式方法等问题,出现一定失误错误、引发矛盾或引起非议的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目测/样件比对
(防错点检记录)
每班生产前
生产部操作者
3
31478136-PIA-01
支架Ⅰ
成型
成型工序异形定位板,避免工件放反,造成零件报废
目测/样件比对
(防错点检记录)
每班生产前
生产部操作者
防错清单
序号
零件号
零件名称
工序名称
防错示
说明
验证方法/记录
验证频次
验证部门
备注
1
3QD 505 157/158
左右支撑板
4/5成型
3/5工序预成型与该工
序件相似,容易弄
混,故在4/5工序加到底标记
目测/样件比对
(防错点检记录)
每班生产前
生产部操作者
2
3QD 505 447
前后横梁
成型
成型工序加装防反销