ca6140车床杠杆机械加工工序卡片07
CA6140车床杠杆(831009)工艺设计说明书完全版(附毛坯图-工序卡片)资料
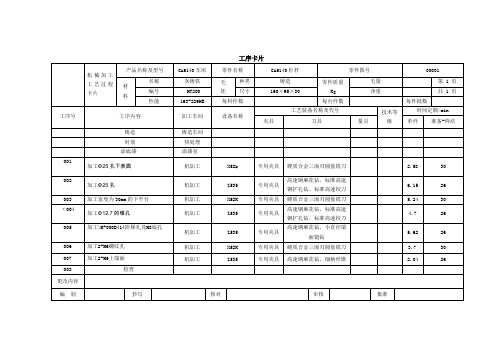
工序卡片机械加工工艺过程卡片产品名称及型号CA6140车床零件名称CA6140杠杆零件图号00001材料名称灰铸铁毛坯种类铸造零件质量Kg毛量第 1 页编号HT200 尺寸160×95×30 净重共 1 页性能163-229HB 每料件数每台件数每件批数工序号工序内容加工车间设备名称工艺装备名称及代号技术等级时间定额/min 夹具刀具量具单件准备-终结铸造铸造车间时效热处理涂底漆涂漆室001 加工Φ25孔下表面机加工X52k 专用夹具硬质合金三面刃圆盘铣刀 2.58 30002 加工Φ25孔机加工Z535 专用夹具高速钢麻花钻、标准高速钢扩孔钻、标准高速铰刀6.15 26003 加工宽度为30mm的下平台机加工X52K 专用夹具硬质合金三面刃圆盘铣刀 5.24 30τ004 加工Φ12.7的锥孔机加工Z535 专用夹具高速钢麻花钻、标准高速钢扩孔钻、标准高速铰刀4.7 26005 加工\M+000D414阶梯孔及M8底孔机加工Z535 专用夹具高速钢麻花钻、小直径端面锪钻5.62 26006 加工2-M6螺纹孔机加工X52K 专用夹具硬质合金三面刃圆盘铣刀 3.7 30 007 加工2-M6上端面机加工Z535 专用夹具高速钢麻花钻、细柄丝锥 2.04 26 008 检查更改内容编制抄写核对审核批准机械加工工序卡片产品名称及型号零件名称零件图号第 1 页CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工粗、精铣Φ25通孔下表面001 HT200同时加工件数每料件数技术等级力学性能1 1 163-229HB设备名称设备型号设备编号工作液立式铣床X52K夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 2.58 30工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 粗铣Φ25通孔下表面专用铣夹具、硬质合金三面刃圆盘铣刀300 94.2 1.9 57.6 1 0.34 0.41 2 精铣Φ25通孔下表面专用铣夹具、硬质合金三面刃圆盘铣刀75 24 0.1 108 1 1.42 0.41更改内容编制抄写核对审核批准工序卡片2 CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工钻、扩、铰Φ25H7的通孔002 HT200同时加工件数每料件数技术等级力学性能1 1 163-229HB设备名称设备型号设备编号工作液立式铣床Z535夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 6.15 26工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 钻Φ22的通孔专用钻夹具、高速麻花钻Φ22195 17 30 0.43 1 0.41 1.77 2 扩孔至Φ24.7高速钻夹具、标准高速钢扩孔钻Φ24.7275 23.1 30 0.57 1 0.22 1.77 3 铰通孔到Φ25H7专用钻夹具、标准高速铰刀Φ25100 7.8 30 1.6 1 0.21 1.77 更改内容编制抄写核对审核批准机械加工产品名称及型号零件名称零件图号第 3 页CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工粗、精铣宽度为30mm的下平台003 HT200同时加工件数每料件数技术等级力学性能1 1 163-229HB 设备名称设备型号设备编号工作液立式铣床X52K夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 5.24 30工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 粗铣宽度为30mm的下平台专用铣夹具、硬质合金三面刃圆盘铣刀300 94.2 2 5.76 1 2.21 0.41 2 精铣宽度为30mm的下平台专用铣夹具、硬质合金三面刃圆盘铣刀75 24 1 108 1 2.21 0.41 更改内容机械加工工序卡片产品名称及型号零件名称零件图号第 4 页CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工钻锥孔Φ12.7004 HT200同时加工件数每料件数技术等级力学性能1 1 163-229HB设备名称设备型号设备编号工作液立式铣床Z535夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 4.7 26工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 钻Φ12的孔专用钻夹具、高速钢麻花钻Φ12195 11.22 5 0.43 1 0.58 1.77 2 扩孔至Φ12.7专用钻夹具、标准高速钢扩孔钻Φ12.7275 21.3 5 0.57 1 0.58 1.77 更改内容编制抄写核对审核批准机械加工工序卡片产品名称及型号零件名称零件图号第 5 页CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工钻M8底孔及锪钻Φ14阶梯孔005 HT200同时加工件数每料件数技术等级力学性能1 1 163-229HB设备名称设备型号设备编号工作液立式铣床Z535夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 5.62 26工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 钻Φ7的孔专用钻夹具、高速钢麻花钻Φ7900 19.8 10 0.25 1 0.07 1.77 2 攻M8的螺纹孔专用钻夹具、细柄机用M8丝锥360 8.88 10 1.5 1 0.05 1.77 3 锪钻Φ14阶梯孔专用钻夹具、小直径端面锪钻Φ14195 7.35 3 0.23 1 0.19 1.77 更改内容编制抄写核对审核批准机械加工工序卡片产品名称及型号零件名称零件图号第 6 页CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工粗、精2-M6端面006 HT200同时加工件数每料件数技术等级力学性能1 1 163-229HB设备名称设备型号设备编号工作液立式铣床X52K夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 3.7 30工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 粗铣2-M6的上端面专用铣夹具、硬质合金三面刃圆盘铣刀300 94.2 2 57.6 1 0.17 0.41 2 精铣2-M6的上端面专用铣夹具、硬质合金三面刃圆盘铣刀75 24 1 108 1 1.05 0.41 更改内容编制抄写核对审核批准机械加工工序卡片产品名称及型号零件名称零件图号第 7 页CA6140车床CA6140杠杆831009 共7 页车间工序名称工序号材料牌号机加工钻M8底孔及锪钻Φ14阶梯孔007 HT200同时加工件数每料件数技术等级力学性能1 1 163-229HB设备名称设备型号设备编号工作液立式铣床Z535夹具名称夹具编号单件时间min准备—终结时间/min专用夹具v 2.04 26工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 钻Φ5的孔专用钻夹具、高速钢麻花钻Φ5900 14.4 15 0.25 1 0.16 1.77 2 攻M6的螺纹孔专用钻夹具、细柄机用M6丝锥480 8.88 15 1.5 1 0.05 1.77 更改内容编制抄写核对审核批准CA6140车床杠杆加工工艺及夹具设计设计内容:1、课程设计说明书1份2、零件加工工艺设计表1张3、机械加工工艺过程卡1张4、机械加工工序图 1 张5、夹具体零件图1张6、夹具装配图 1 张目录1.绪论 (3)2.杠杆加工工艺规程 (6)2.1零件的分析 (6)2.11零件的作用 (6)2.12零件的工艺分析 (6)2.2杠杆加工的主要问题和工艺过程设计所应采取的相应措施 (7)2.21确定毛坯的制造形式 (7)2.22基面的选择 (7)2.23确定工艺路线 (8)2.24机械加工余量、工序尺寸及毛坯尺寸的确定 (9)2.25确定切削用量 (10)2.26确定基本工时 (20)3.夹具的设计 (24)4.总结 (27)5.参考文献 (27)1.绪论加工工艺及夹具是对所学专业知识的一次巩固,是在进行社会实践之前对所学各课程的一次深入的综合性的总复习,也是理论联系实际的训练。
ca6140杠杆加工工艺及夹具设计设计说明书完整-(7)

目录设计总说明 (3)DESIGN INSTRUCTION (5)1 前言 (9)2 零件的分析 (10)2.1零件的作用 (10)2.2零件的工艺分析 (10)2.2.1 主要加工面 (10)2.2.2 主要基准面 (10)3工艺规程设计 (11)3.1确定毛坯的制造形式 (11)3.1.1 基面的选择 (11)3.1.2 制定工艺路线 (11)3.1.3 机械加工余量、工序尺寸及毛坯尺寸的确定 (13)3.2确定切削用量及基本工时 (14)3.2.1 粗精铣杠杆下表面 (14)3.2.2 钻、扩、铰Φ25H7的通孔 (17)4 应用SimulationXpress Study分析Φ25孔 (19)4.1模型信息 (19)4.2载荷和夹具 (20)4.3算例结果 (22)5 其他加工工艺规程设计 (24)5.1粗精铣下平台 (24)5.1.2 精铣宽度为30mm的下平台 (25)5.2钻锥孔Φ12.7 (26)5.3钻M8底孔及锪钻Φ14阶梯孔 (26)5.3.1 钻Φ7的底孔 (27)5.3.2 攻M8螺纹孔 (27)5.4锪钻Φ14阶梯孔 (28)5.5粗精铣2-M6上端面 (28)5.5.1粗铣2-M6端面 (28)5.5.2 精铣2-M6端面 (30)5.6钻2-M6螺纹孔 (30)5.6.1 钻Φ5的底孔 (30)5.6.2 攻M6的螺纹孔 (31)6 夹具设计 (32)6.1加工工艺孔Φ25夹具设计 (32)6.1.1 定位基准的选择 (32)6.1.2 夹紧元件及动力装置确定 (32)6.1.3 固定V型块的结构设计 (32)6.1.4 夹具设计及操作的简要说明 (33)6.2粗精铣宽度为30MM的下平台夹具设计 (34)6.2.1 定位基准的选择 (34)6.2.2 定位元件的设计 (34)6.2.3 定位误差分析 (35)6.2.4 夹紧装置及夹具体的设计 (35)6.2.5 夹具设计及操作的简要说明 (36)6.3钻M8螺纹孔夹具设计 (36)6.3.1 定位基准的选择 (36)6.3.2 定位元件的设计 (36)6.3.4 夹紧装置设计 (38)6.3.5 夹具简要操作说明 (38)7 致谢 (39)8 参考文献 (40)设计总说明我的设计是为了解决CA6140车床杠杆的加工工艺和夹具设计。
CA6140法兰盘机械加工工艺过程卡片
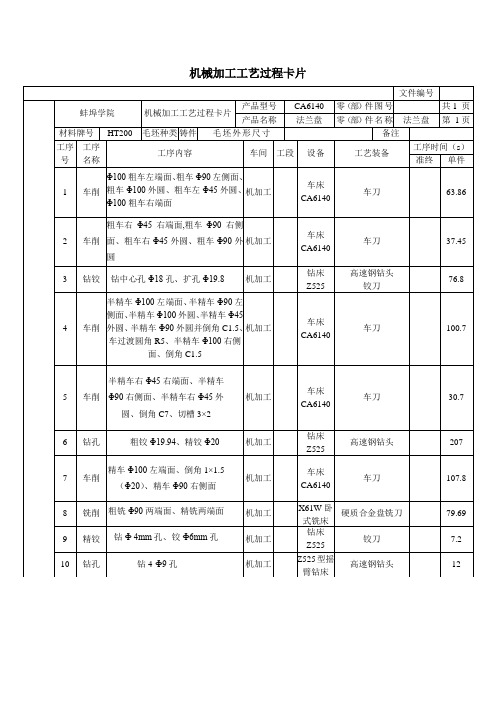
机械加工工艺过程卡片文件编号蚌埠学院机械加工工艺过程卡片产品型号CA6140 零(部)件图号共1 页产品名称法兰盘零(部)件名称法兰盘第1页材料牌号HT200 毛坯种类铸件毛坯外形尺寸备注工序号工序名称工序内容车间工段设备工艺装备工序时间(s)准终单件1 车削Φ100粗车左端面、粗车Φ90左侧面、粗车Φ100外圆、粗车左Φ45外圆、Φ100粗车右端面机加工车床CA6140车刀63.862 车削粗车右Φ45右端面,粗车Φ90右侧面、粗车右Φ45外圆、粗车Φ90外圆机加工车床CA6140车刀37.453 钻铰钻中心孔Φ18孔、扩孔Φ19.8机加工钻床Z525高速钢钻头铰刀76.84 车削半精车Φ100左端面、半精车Φ90左侧面、半精车Φ100外圆、半精车Φ45外圆、半精车Φ90外圆并倒角C1.5、车过渡圆角R5、半精车Φ100右侧面、倒角C1.5机加工车床CA6140车刀100.75 车削半精车右Φ45右端面、半精车Φ90右侧面、半精车右Φ45外圆、倒角C7、切槽3×2机加工车床CA6140车刀30.76 钻孔粗铰Φ19.94、精铰Φ20机加工钻床Z525高速钢钻头2077 车削精车Φ100左端面、倒角1×1.5(Φ20)、精车Φ90右侧面机加工车床CA6140车刀107.88 铣削粗铣Φ90两端面、精铣两端面机加工X61W卧式铣床硬质合金盘铣刀79.699 精铰钻Ф 4mm孔、铰Ф6mm孔机加工钻床Z525铰刀7.210 钻孔钻4-Ф9孔机加工Z525型摇臂钻床高速钢钻头1211 磨削磨外圆Φ100,右Φ45外圆,外圆Φ90。
磨B面,即左Φ45外圆面、Φ100右端面、Φ90左端面机加工M131W万能磨床砂轮166.312 磨削磨Φ90上距轴心24mm平面机加工磨床M7112砂轮9.613 抛光抛光B面机加工14 刻字刻线在Φ100端面上刻字刻线机加工15 镀铬Φ100外圆无光镀铬机加工16 检验入库描图描校底图号装订号编制审核会签标记处数更改文件号签字日期标记处数更改文件号签字日期。
CA6140车床床身加工工艺及夹具设计 工艺过程卡片

MM52125A
砂轮 百分表 0.01游标卡尺
15
磨削
粗、精磨导轨面
机加
MM52125A
砂轮 百分表 0.01游标卡尺
16
终检
检查、入库
机加
划线平台划针划线盘
4
刨削ቤተ መጻሕፍቲ ባይዱ
粗刨床身底面
机加
B2010A
YG8刨刀0.05游标卡尺
5
铣削
粗铣床身导轨面和各结合面
机加
X2010C
高速钢圆柱铣刀0.05游标卡尺
6
热处理
人工时效处理
热处理
7
刨削
半精刨床身底面
机加
B2010A
YG3宽刃刨刀0.05游标卡尺
8
铣削
半精铣导轨面床身内外侧面及结合面
机加
X2010C
机械加工工艺过程卡片
产品型号
零(部)件图号
共1页
产品名称
CA6140车床
零(部)件名称
床身
第1页
材料牌号
HT150
毛坯种类
铸造
毛坯外型尺寸
2340×428
每毛坯可制件数
每台件数
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
1
铸造
铸造、清砂
铸造
2
钳
清理喷砂后上底漆
机加
3
钳
划底面及导轨面的刨加工线及校正线
高速钢圆柱铣刀0.02游标卡尺
9
热处理
导轨表面高濒淬火
热处理
10
刨削
精刨底面压板面和齿条安装面
CA6140车床后托架工艺加工卡片以及过程卡片
0.36
1
70
1
6
铰孔
高速钢铰刀
3.73
0.25
2
70
1
设计:张胤
审核(日期)
标准化(日期)
设计日期;2017.12.12
标记
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工步工时
机动
辅助
1
磨底平面
平行砂轮
0.006
120
2
设计:张胤
审核(日期)
标准化(日期)
设计日期:2017.12.12
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
CA6140
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工步工时
机动
辅助
1
精铣底平面
硬质合金端铣刀
6.17
1.42
220
100
1
设计:张胤
审核(日期)
标准化(日期)
设计日期:2017.12.12
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
CA6140
零(部)件图号
摇臂钻床Z3025
钻床专用夹具
83.4
CA6140车床拨叉加工工艺过程及工序卡

HT200
HB170~241
铸 件
设 备
夹具辅助工具
名 称
型 号
专用
夹具
立式铣床
X51
工
序
工
步
工步说明
刀
具
量
具
走刀
长度
(mm)
走刀
次数
切削
深度(mm)
进给量(mm/r)
主轴转速
(r/min)
切削
速度(mm/s)
基本工时min
II
1
2
粗铣表面75×40
精铣表面75×40
YG6
YG6
游标卡尺
游标卡尺
CA6140车床拨叉加工工艺过程及工序卡
机械加工工艺过程卡片
产品型号
CA6140
产品型号
831003
共1页
产品名称
机床
零件名称
拨叉
第1页
材料牌号
HT200
铸
铁
毛坯
种类
铸
件
毛坯
尺寸
φ80
毛坯件数
1
每台
件数
1
备注
工序号
工序
名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
1
铣削
1.粗铣左端面
2. 精铣左端面
铣床车间
走刀
长度
(mm)
走刀
次数
齿升量(mm)
进给量(mm/z)
主轴转速
(r/min)
切削
速度(m/min)
基本工时min
IV
1
拉花键
立
CA6140车床拨叉831003机械加工工艺过程卡片与工序卡

机械加工工艺过程卡片
产品型号
CA6140
零件图号
831003
共1页
产品名称
机床
零件名称
拨叉
第1页
材料牌号
HT200
铸
铁
毛坯外形尺寸
φ80
每件毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
设备
工艺装备
1
铣削
1.粗铣左端面
2. 精铣左端面
铣床
专用夹具、硬质合金镶嵌式端面铣刀,
游标卡尺
切削
速度(mm/min)
基本工时min
VII
1
2
钻M8底孔
攻M8螺纹
高速钢麻花钻
丝锥
游
标
卡
尺
3
3.75
1
2
9.5
9.5
0.33
1.25
680
392
14.9
9.8
0.50
0.63
HT200
HB170~241
铸 件
设 备
夹具和辅助工具
名 称
型 号
专用
夹具
立式钻床
Z535
工
序
工
步
工步说明
刀
具
量
具
走刀
长度
(mm)
走刀
次数
切削
深度(mm)
进给量(mm/r)
主轴转速
(r/min)
切削
速度(m/min)
基本工时min
III
1
2
3
钻φ20孔
扩φ22孔
倒角
CA6140车床拨叉831003机械加工工艺过程卡片及工序卡

中批生产
工序号
II
零件名称
拨 叉
零件号
零件重量
同时加工零件数
1
材 料
毛 坯
牌 号
硬 度
型 式
重 量
HT200
HB170~241
铸 件
设 备
夹具辅助工具
名 称
型 号
专用
夹具
立式铣床
X51
工
序
工
步
工步说明
刀
具
量
具
走刀
长度
(mm)
走刀
次数
切削
深度(mm)
进给量(mm/r)
主轴转速
(r/min)
切削
夹具和辅助工具
名 称
型 号
专用
夹具
立式钻床
Z535
工
序
工
步
工步说明
刀
具
量
具
走刀
长度
(mm)
走刀
次数
切削
深度(mm)
进给量(mm/r)
主轴转速
(r/min)
切削
速度(m/min)
基本工时min
III
1
2
3
钻φ20孔
扩φ22孔
倒角
麻花钻do=23mm
高速钢钻do=
游标卡尺
20
2
272
140
机 械 加 工 工 序 卡 片
零件重量
同时加工零件数
1
材 料
毛 坯
牌 号
硬 度
型 式
重 量
HT200
HB170~241
铸 件
设 备
夹具和辅助工具
CA6140车床-机械加工工艺流程卡
0.17
2.4
1 0.87
装订号 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字
设计 (日期)
日期
审核 (日期)
标准化 (日期)
会签 (日期)
机械加工工序卡片
产品型号
零件图号
产品名称 CA614 车床 零件名称 拨叉 共 10 页 第 6 页
车间
工序号
工序名称
材料牌号
金工
070
铸造
立式铣床
XA5032
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时 (min)
准终
单件
工步号
工步内容
核校 1 粗铣 75×40 左端面
底图号
工艺装备
XA5032;铣床夹具; 硬质合金端铣刀;游 标卡尺
主轴转速 切削速度 进给量 背吃刀量
工步工时
进给次数
/(r/min) /(m/min) /(mm/min) mm
准终
单件
工步号
工步内容
核校 1 粗铣 16 底槽
底图号
工艺装备
X63;铣床夹具;高速 钢错镶齿三面刃铣刀 (B=4.0mm);游标卡尺
主轴转速 切削速度 进给量 背吃刀量
工步工时
进给次数
/(r/min) /(m/min) /(mm/min) mm
机动 辅助
118 59.28 375
4 1.17
装订号 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字
材料牌号
产品型号
零件图号
机械加工工艺过程卡片
产品名称 CA6140 车床 零件名称 拨叉
CA6140车床后托架工艺加工卡片以及过程卡片

CA6140车床后托架工艺加工卡片以及过程卡片工艺加工卡片:工件名称:CA6140车床后托架工件材料:钢工序序号:1工序名称:车削外圆工艺要求:外圆精度≤0.05mm设备:CA6140车床刀具:车刀夹具:三爪卡盘加工工艺:1.将工件夹持在三爪卡盘上,确保夹持牢固。
2.根据图纸要求,调整车床工作台的位置和速度。
3.使用车刀进行外圆车削,根据尺寸要求选取合适的车刀尺寸。
4.调整车刀的高度和角度,保证切削符合要求。
5.开始车削外圆,注意控制进给量和切削速度,以保证加工质量。
6.确保车削过程中切屑及时排出,以免对加工质量产生影响。
7.检查车削后的外圆尺寸,达到要求后进行下一道工序。
过程卡片:工序名称:车削外圆工序编号:1工序操作员:XXX工序设备:CA6140车床工序夹具:三爪卡盘工件图号:XXXX工艺要求:外圆精度≤0.05mm1.准备工作:a.检查工件和夹具,并确保夹持牢固。
b.根据图纸要求调整车床工作台位置和速度。
c.准备好车刀和其他所需刀具。
2.加工过程:a.将工件夹持在三爪卡盘上,并进行相应的固定。
b.调整车床工作台高度和速度,保证加工质量。
c.根据工艺要求选择合适的车刀,并进行安装。
d.调整车刀的高度和角度,确保切削符合要求。
e.开始车削外圆,注意控制切削速度、进给量和刀具位置。
f.观察加工过程中的切屑情况,确保切屑顺利排出。
g.定期检查加工尺寸,确保外圆精度达到要求。
h.完成车削后,及时清理工件和机床。
3.安全注意事项:a.操作人员要戴好安全防护用品,确保安全。
b.加工过程中要注意刀具和工件的位置,防止碰撞和伤害。
c.注意车床机床的稳定性,确保机床不会晃动。
d.加工过程中要保持工作区域整洁,防止切削液溅泼。
通过以上工艺加工卡片和过程卡片,可以使操作人员清晰地了解CA6140车床后托架的加工工艺和操作步骤,确保加工质量和安全生产。
CA6140工艺卡

小件 小件 小件 小件
端面铣刀 镗刀 麻花钻、扩孔刀、铰刀、 小锉刀 刷子
描图
描绘 底图号
装订号 编制日期 徐明渊 标记 处数 更改文件 签字 3.6 日期 审核日期 会签 日期 图号
浙江机电职业技术学院
机械加工工序卡片
产品型号 产品名称 车间 加工中心 毛坯种类 铸件 设备名称 卧式铣床 夹具编号 夹具名称 CA6140 工序号 20 毛坯外形尺 寸 220*60*70 设备型号 X52K
机械加工工艺过程卡片
材 料 牌 号 工 序 号 10 20 30 40 50 60 70 80 工 序 名 下料 铣 镗 钻 钳 清洗 终检 入库 铸件 220×60×70 粗/精铣托架底面 镗φ 25.5,φ 30.2,φ 40 的孔 钻、扩、铰 4×φ 13 的孔;钻 φ6 的孔,攻 M6 的孔 钳工去毛刺 清洗除去工件表面污垢 抽样检查零件尺寸 放进仓库 HT150 毛坯种类 铸件 毛坯外形尺寸
切削速度 (m/min) 1.22 1.52
进给量 (mm/r) 0.18 0.15
背吃刀量 (mm) 3 1.5
进 给 次 1 数 1
时间定额 机动 0.26 0.33 辅助 0.2 0.2
编制日期 徐明渊 标记 处数 更改文件号 签字 3.6 日期
审核日期
会签日期
浙江机电职业技术学 院
机械加工工序卡片
零(部)件图 号 零部件名称 工序名称 铣 每坯件数 设备编号 夹具名称 专用铣床夹具 后托 架
共 第
页 页
材料牌号
每台件数 同时加工件数 切削液
工序时间 准备终结 单件
工步号 1 2
工
步 内 容 粗铣底面 精铣底面
工 艺 装 备 卧式铣床 X52K 卧式铣床 X52K
CA6140车床拨叉加工工艺过程及工序卡

60s
2
钻孔
扩孔
1。钻孔φ20
2.扩孔至φ22
钻床车间
2
钻床
专用夹具、直柄麻花钻,卡尺,塞规
100s
3
倒角
1.倒角15°
车床车间
1
车床
普通车刀,游标卡尺
4
拉花键
1。拉花键
拉床车间
1
拉床
专用夹具、拉刀
5
铣削
1。粗铣沟槽
2.粗铣上平面
铣床车间
2
铣床
专用夹具、盘铣刀深度,
游标卡尺
200s
6
铣削
1.精铣沟槽
夹具辅助工具
名 称
型 号
专用
夹具
立式铣床
X51
工
序
工
步
工步说明
刀
具
量
具
走刀
长度
(mm)
走刀
次数
切削
深度(mm)
进给量(mm/r)
主轴转速
(r/min)
切削
速度(mm/s)
基本工时min
II
1
2
粗铣表面75×40
精铣表面75×40
YG6
YG6
游标卡尺
游标卡尺
87
87
1
1
1.3
1。0
0.2
0。5
300
300
124
82。8
5.86
11
湖南工学院
机械设计制造极其自动化专业
机 械 加 工 工 序 卡 片
生产类型
中批生产
工序号
VI
零件名称
拨叉
零件号
零件重量
CA6140车床拨叉(831007型号)工艺卡片
专 用 夹 具 刀 片 金 合 质
硬 规
塞
100
1
1
镗中间孔至 55
.
.
.
组 合 机 床
110 1 1 孔 2- Φ8
专 用 夹 具
Φ8 麻 花 钻 刀 具
塞 规
孔
M8
M8
. .
.
.
.
.
组 合 机
120 1 1 铣断
专 用 夹 床 具 刀 铣 盘
圆 规
塞
130
1
1
专 用 铣 断 机 床 具 夹 用
1
X614 0
用 夹 具
020 1 1 T2
专
YG8
千
11 1 5 2.5 1.5 2 2 1
分 表
0
.
0 5
硬 制 合 金 刀 具
27
0 −0.25
专
X6140
铣 用 夹 具 刀
1 1
35 35
卧 式 铣 床
1 030
1
粗铣中间孔下端面至 21−0.25
0
9 0. 9
0.4 5 0.8
135 68
专
140
1
1
2.11
0.3
6.0
.
95
铣
1 1
15 35
2. 5 4
0.2 0.2
960 960
15. 1 24. 1
. .
攻 丝 机 具
精铣中间孔下端面至 060
专 用 夹 刀
铣
1
1
立 式 升 降 台 铣 具 夹 用
专
YG8
千 分 表 硬 质 合 金