组合机床动力头.
四工位组合机床plc课程设计
一、设计目的本课程设计是电气工程专业教学计划中不可缺少的一个综合性教学环节,是实现理论与实践相结合的重要手段。
它的主要目的是培养学生综合运用本课程所学知识和技能去分析和解决本课程范围内的一般工程技术问题,建立正确的设计思想,掌握工程设计的一般程序和方法。
通过课程设计使学生得到工程知识和工程技能的综合训练,获得应用本课程的知识和技术去解决工程实际问题的能力。
二、设计任务及要求设计任务四工位组合机床由四个工作滑台各载一个加工动力头,组成四个加工工位完成对零件进行铣端面、钻孔、扩孔和攻丝等工序的加工,采用回转工作台传送零件,有夹具、上、下料机械手和进料器四个辅助装置以及冷却和液压系统。
系统中除加工动力头的主轴由电动机驱动以外,其余各运动部分均由液压驱动。
机床的四个动力头同时对一个零件进行加工,一次加工完成一个零件。
本机床共有连续全自动工作循环、单机半自动循环和手动调整三种工作方式。
连续全自动和单机半自动循环的控制要求为:按下启动按钮,上料机械手向前,将待加工零件送到夹具上,同时进料装置进料,然后上料机械手退回原位,送料装置放料,回转工作台自动微抬并转位,接着四个工作滑台向前,四个动力头同时加工,加工完成后,各工作滑台退回原位,下料机械手向前抓住零件,夹具松开,下料机械手退回原位并取走已加工完的零件,完成一个工作循环,并开始下一个工作循环,实现全自动工作方式。
如果选择预停,则每个工作循环完成后,机床自动停止在初始位置,等到再次发出启动命令后,才开始下一个循环,这就是半自动循环工作方式。
1.根据控制对象的用途、基本结构、运动形式、工艺过程、工作环境和控制要求,确定控制方案。
2. 绘制主轴电动机的电气原理图、控制系统的PLC I/O接线图和梯形图,写出指令程序清单。
3.选择电器元件,列出电器元件明细表。
4.编写设计说明书。
设计要求1、所选控制方案合理,所设计的控制系统能够满足控制对象的工艺要求,并且技术先进,安全可靠,操作方便。
2程序题

1.{将下列电气控制图“翻译”PLC 梯形图}答案:{}2.{下图是某组合机床动力头的进给运动示意图和顺序功能图,假设系统起始状态时处于等待状态,停在左边,当按下起动按钮后动力头向右快速进给(简称快进)、碰到限位开关X1后变为工作进给(简称工进)、碰到X2后快速退回(简称快退)四个阶段,即一个机床动力头工作周期可以分为初始、快进、工进、和快退四步,按照顺序功能图设计出该系统的PLC 程序。
快进X3 X1 X2(a)(b)}答案:{}3.{按要求设计如下的液体混合控制PLC 程序。
液体混合装置如图所示,上限位、下限位和中限位液位传感器被液体淹没时为1状态,阀A 、阈B 、阀C 为电磁阀,线圈通电时打开,线圈断电时关闭。
开始时容器是空的,各阀门均关闭,各传感器均为0状态。
按下起动按钮后,打开阀A 、液体A 注入容器,中限位开关变为ON 时,关闭阀A ,打开阀B ,液体B 流入容器。
液面升到上限位开关时,关闭阀B ,电机M 开始运行,搅拌液体,60s 后停止搅拌,打开阀C ,放出混合液。
当液面降至下限位开关后,容器放空,关闭阀C ,打开阀A ,又开始下一周期的操作。
下限位中限位上限位图 液体混合系统}答案:{}4.{按要求设计如下的机械手的PLC 程序。
机械手是典型的机电一体化设备,在许多自动化生产线上都采用它来代替手工操作。
如图所示是一台工件传送机械手的动作示意图,其作用是将工件从A 位传送到B 位,动作方式有上升、下降、右移、左移、抓紧和放松。
机械手上装有五个限位开关(SQ1~SQ5),控制对应工步的结束,传送带上设有一个光电开关(SQ6),检测工件是否到位。
假设机械手的原始位置在B 处,从B 处到A 处取到工件后放在B 处,机械手放松时延迟2s ,I/O 分配如表所列,试设计机械手取物的PLC 程序。
I/O 分配表SQ3SQ2右移左移工件传送机械(从A 位到B 位)机械手工作情况示意图}答案:{答案不唯一,参考程序}5.{画出如图等价的自锁电路}答案:{}6.{画出如图等价的自锁电路}答案:{}7.编写出启动优先的自锁电路。
组合机床
摘要组合机床是有系列化、标准化的通用部件和按加工零件的形状设计的专用部件所组成的专用机床,适用于大批大量生产,是一种高效自动化机床,一般采用电气程序控制系统实现自动化工作循环。
Z29-Ⅲ组合钻床是一次性加工同一直线上且相对位置固定的三孔专用机床。
本次设计主要是对Z29-Ⅲ组合钻床快进传动系统的设计,主要包括传动方案,齿轮,轴等传动部件的设计及其配件的选取,同时进行机床导轨设计和导轨加工工艺的编制。
本次设计动力装置是主运动的动力源,主轴的运动是由动力箱内输出轴上的齿轮将运动传给主轴分配箱中的两齿轮,带动两中间轴旋转,再由中间轴上的三个齿轮将运动传递给三个主轴,以实现主轴的旋转,达到切削的目的。
设计内容关键词:Z29-Ⅲ组合钻床动力箱分配箱目录1 绪论1.1机床在国民经济的地位及其发展简史现代社会中,人们为了高效、经济地生产各种高质量产品,日益广泛的使用各种机器、仪器和工具等技术设备与装备。
为制造这些技术设备与装备,又必须具备各种加工金属零件的设备,诸如铸造、锻造、焊接、冲压和切削加工设备等。
由于机械零件的形状精度、尺寸精度和表面粗糙度,目前主要靠切削加工的方法来达到,特别是形状复杂、精度要求高和表面粗糙度要求小的零件,往往需要在机床上经过几道甚至几十道切削加工工艺才能完成。
因此,机床是现代机械制造业中最重要的加工设备。
在一般机械制造厂中,机床所担负的加工工作量,约占机械制造总工作量的40%~60%,机床的技术性能直接影响机械产品的质量及其制造的经济性,进而决定着国民经济的发展水平。
可以这样说,如果没有机床的发展,如果不具备今天这样品种繁多、结构完善和性能精良的各种机床,现代社会目前所达到的高度物质文明将是不可想象的。
一个国家要繁荣富强,必须实现工业、农业、国防和科学技术的现代化,这就需要一个强大的机械制造业为国民经济各部门提供现代化的先进技术设备与装备,即各种机器、仪器和工具等。
然而,一个现代化的机械制造业必须要有一个现代化的机床制造业做后盾。
四工位组合机床(1)
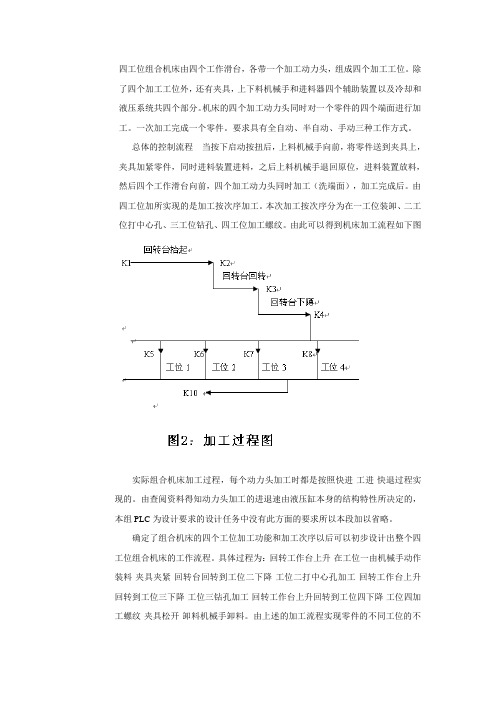
四工位组合机床由四个工作滑台,各带一个加工动力头,组成四个加工工位。
除了四个加工工位外,还有夹具,上下料机械手和进料器四个辅助装置以及冷却和液压系统共四个部分。
机床的四个加工动力头同时对一个零件的四个端面进行加工。
一次加工完成一个零件。
要求具有全自动、半自动、手动三种工作方式。
总体的控制流程当按下启动按扭后,上料机械手向前,将零件送到夹具上,夹具加紧零件,同时进料装置进料,之后上料机械手退回原位,进料装置放料,然后四个工作滑台向前,四个加工动力头同时加工(洗端面),加工完成后。
由四工位加所实现的是加工按次序加工。
本次加工按次序分为在一工位装卸、二工位打中心孔、三工位钻孔、四工位加工螺纹。
由此可以得到机床加工流程如下图实际组合机床加工过程,每个动力头加工时都是按照快进-工进-快退过程实现的。
由查阅资料得知动力头加工的进退速由液压缸本身的结构特性所决定的,本组PLC为设计要求的设计任务中没有此方面的要求所以本段加以省略。
确定了组合机床的四个工位加工功能和加工次序以后可以初步设计出整个四工位组合机床的工作流程。
具体过程为:回转工作台上升-在工位一由机械手动作装料-夹具夹紧-回转台回转到工位二下降-工位二打中心孔加工-回转工作台上升回转到工位三下降-工位三钻孔加工-回转工作台上升回转到工位四下降-工位四加工螺纹-夹具松开-卸料机械手卸料。
由上述的加工流程实现零件的不同工位的不同加工。
由题目要求控制系统有连续全自动工作循环、单机半自动循环和手动循环三种工作方式。
手动控制方式主要用于检查和维修。
半自动方式也可以用于维修和单个零件的修复加工。
半自动工作为每按一次启动按钮,回转台工作回转一个工位。
控制工作台的驱动电动机,和四个工位的电动机。
满足工作流程和题目要求,如下图设计流程方案。
文献综述-组合机床用动力滑台液压系统性能分析

组合机床用动力滑台液压系统性能分析摘要:对动力滑台液压系统的各工作步骤进行了详细的分析,指出了构成系统的各基本回路,重点总结出动力滑台液压系统的性能特点。
关键词:动力滑台工作原理性能分析Abstract:Detailed analysis has been made on each work step of the hydraulic system of dynamic slip way, basic circuit of the structure system and performance and characteristics of the hydraulic system..Key words:Dynamic slipway Work principal Performance analysis1 前言组合机床是一种工序集中,效率较高的专用机床,因其具有加工能力强,自动化程度高,经济性好等优点,被广泛应用于产品批量较大的流水线生产中,如汽车制造厂的汽缸生产线,机床厂的齿轮箱生产线等,组合机床一般由动力滑台,动力头和部分专用部件(主轴箱,夹具等)组成,动力滑台是组合机床上实现进给运动的关键部件,由设计完善的液压系统驱动,配上动力头和主轴箱后可以对工件完成钻,扩,铰,镗,铣,攻丝和端面的加工工序。
组合机床采用液压传动,是因为液压传动有许多的优点:(1)在同等的体积下,液压装置能比电气装置产生更大的动力,因为液压系统中的压力可以比电枢磁场中的磁力大出30-40倍。
在同等功率的情况下,液压装置的体积小,重量轻,结构紧凑。
液压马达的体积只有同等功率电动机的12%左右。
(2)液压装置工作比较平稳。
由于重量轻,惯性小,反映快,液压装置易于实现快速启动,制动和频繁换向。
(3)液压装置能在大范围内实现无级调速,还可以在液压装置运行的过程中进行调速。
(4)液压传动容易实现自动化,因为它对液体的压力,流量或流动方向进行调节或控制,操作十分方便。
PLC试题
一、填空题1、PLC(cpu模块)、(输入模块)、(输出模块)、(编程软件)组成。
2、PLC有两种工作模式,(RUN )、(STOP)。
3、PLC在读取输入阶段,把所有外部数字量读入(过程映像输入寄存器),外接输入电路闭合,对应输入过程映像寄存器为(1)状态。
梯形图中对应输入点常开触点(接通),常闭触点(断开)。
断开时都相反。
4、在程序执行过程中,用I/O指令读输入点值,相应的输入过程映像寄存器的值(未被更新);指令改写输出点时,输出过程映像寄存器值(被更新)。
5、S7-200PLC为POU分配(64字节)字节局部存储器(L)。
6、立即输出指令(=I)只能用于(输出位Q),7、执行正跳变指令时,触点只接通的时间为(触点接通一个扫描周期)。
8.、顺序功能图主要由(步)、(有向连线)、(转换)、(转换条件)、(动作)组成。
9、S7-200CPU的定时器有(接通延时定时器)、(有记忆接通延时定时器)、(断开延时定时器)三种类型。
10、S7-200CPU的计数器有(加计数器)、(减计数器)、(加减计数器)三种类型。
11、SM(SM0.1)首次扫描时为ON,SM0.0一直为(ON)。
12、接通延时定时器输入(IN)电路(接通)时开始定时,值大于等于设定值时其定时器位变为(ON),其常开触点(闭合),常闭触点(断开)。
13、输出指令(=)不能用于(输入)过程映像寄存器。
14、计数器计数输入电路CU(接通),复为输入电路R(断开)计数器值加1,当前值≥设定值时,计数器位为(ON),其常开触点(接通),常闭触点(断开),复位输入R为(ON),计数器被复位,计数器位变为(OFF),其常开触点(断开),常闭触点(接通),当前值为(0)。
二、简答题1、简述PLC的工作原理与扫描过程。
工作原理:在系统程序管理下,运行应用程序,对控制要求进行处理判断,通过执行用户程序实现控制任务。
扫描过程:读取输入、执行用户程序、处理通信请求、cpu自诊断、改写输出2、S7-200系列的PLC数字量输出模块有哪几种类型,各有什么特点?驱动直流负载场效应晶体管和小型继电器。
动力头工作原理
动力头工作原理标题:动力头工作原理引言概述:动力头是一种常见的机械传动装置,广泛应用于各种机械设备中。
它通过传递动力来驱动机械设备的运转,具有重要的作用。
本文将从动力头的工作原理入手,详细介绍其工作原理及相关知识。
一、动力头的结构组成1.1 动力头的主要部件包括齿轮、轴承、轴、壳体等。
1.2 齿轮是动力头的核心部件,通过齿轮传动来实现动力传递。
1.3 轴承起到支撑和定位作用,保证动力头的稳定运转。
二、动力头的工作原理2.1 动力头通过齿轮传动来实现动力传递。
2.2 齿轮的齿与齿之间相互啮合,形成传动链条。
2.3 齿轮的旋转运动将动力传递给其他部件,驱动机械设备的运转。
三、动力头的传动效率3.1 动力头的传动效率与齿轮的制造精度和润滑情况有关。
3.2 制造精度高的齿轮传动效率更高,能够减少能量损失。
3.3 良好的润滑条件可以减少齿轮之间的摩擦,提高传动效率。
四、动力头的应用领域4.1 动力头广泛应用于各种机械设备中,如汽车、船舶、风力发电等。
4.2 在汽车中,动力头用于传动发动机的动力到车辆的传动系统。
4.3 在风力发电中,动力头用于将风车的旋转动力转换为电能。
五、动力头的维护保养5.1 定期检查齿轮齿面是否磨损严重,及时更换损坏的齿轮。
5.2 保持动力头的润滑条件,定期添加润滑油。
5.3 注意动力头的工作温度,避免过热引起故障。
结论:动力头作为一种重要的机械传动装置,在各种机械设备中发挥着关键作用。
了解其工作原理及相关知识,有助于更好地维护和保养动力头,确保机械设备的正常运转。
液压传动课程设计题目
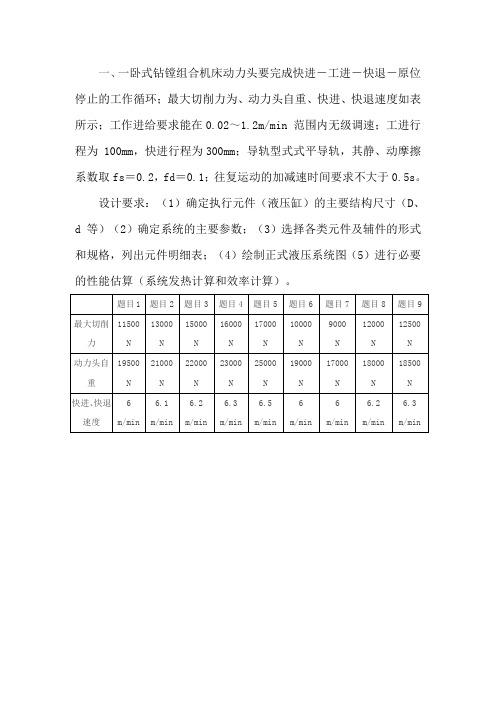
工作台导轨采用平 导轨,导轨间静摩擦系数 fs=0.2,动摩擦系数
fd=0.1,要求工作台能在任意位置上停留,其它参数如表所示。
设计任务:(1)确定执行元件(液压缸)的主要结构尺寸(D、
d 等);(2)确定系统的主要参数;(3)选择各类元件及辅件的形
式和规格,列出元件明细表;(4)绘制正式液压系统图;(5)进行
最大切 9000 8000 9100 9200 9300 7000 9000 9500 9400
削力
N
N
N
N
N
N
N
N
N
工作
台、夹 4000 3500 4100 4200 4300 3000 4000 3500 4000
具的总 N
N
N
N
N
N
N
N
N
重量
快进速 4.5
4
5
5.5
6
4.5
6
4.5
5
度 m/min m/min m/min m/min m/min m/min m/min m/min m/min
工进行程 100 mm 50 mm 80 mm 90 mm 100 mm 70 mm 80 mm 80 mm 85 mm
六、设计一台专用铣床,工作台要求完成快进——工作进给——
快退——停止的自动工作循环。工件夹具重量为 1500N,工作进给速
度为 0.06~1m/min,往复运动加、减速时间为 0.05s,工作采用平
切削阻 30468 30468 35000 30468 35000 30468 30000 31000 31500
力
N
N
N
N
N
N
N
动力头的组成及使用要求
动力头的组成及使用要求动力头也称动力刀座,指的是安装在动力刀塔上、可由伺服电机驱动的刀座。
这种刀座一般应用在车铣复合机上,也有少数可应用在带动力刀塔的加工中心上。
东莞市启耀五金机械有限公司专业生产NC伺服动力头,攻牙动力头,钻孔动力头,NT主轴头等产品。
下面就由启耀五金机械为大家介绍动力头的组成部分。
动力头是由主运动、进给运动和控制装置组成。
主运动,动力头的主运动采用三相异步电机驱动,主轴的转速特性好,输出功率大,非常适合用于多轴钻削和较大孔径的加工工况。
进给运动,动力头的进给运动采用液压站或压缩空气作为动力源。
因为气压和液压传动具有动作反应快、环境适应性好、结构简单、体积小等优点,并且工作寿命长,动力源来源方便。
控制装置,如果动力头的进给运动采用了压缩空气为动力源,那么就由气动控制装置来控制进给运动。
其结构紧凑,具有手动和远距离控制操作功能。
那么动力头如何使用才能更长久?在使用中要注意什么?下面简单介绍一下动力头的使用注意事项。
1、不要再没有开启冷却液的情况下使用,内部油封可能快速磨损。
2、为避免动力刀座内部机件过度磨损或油封损坏,冷却液需要有适当的过滤装置。
3、不可超过刀座额定最大转速。
4、不可超过刀座最大容许水压。
5、使用刀具为有中心出水刀具。
6、需搭配止水筒夹及止水螺帽使用。
7、使用前确认内外部喷水处无阻塞。
8、运转前需先供水避免过热。
9、只需中心出水时可将外部喷水关闭。
10、关闭外部出水时,将外部喷水处使用螺丝将其封闭。
11、禁用铁锤等工件物敲擎外部。
12、首次使用可以最大转速的70%,无负载旋转1小时,以达到磨合效果。
组 合 机 床

1.3组合机床自动线概述 自动线由基本工艺设备、各种辅助设备及控制系统等 组成。根据工件具体情况、工艺要求、工艺过程、生产率 要求和自动化程度等因素,自动线的结构及其复杂程度, 常有很大的差别。 图11.11的加工箱体类零件的组合机床自动线,它由三 台组合机床2、8和7、工件输送带10、输送带转动装置11、 转位9、转位鼓轮3、夹具4、液压装置6、操纵台1以及切 屑运输装置5等组成。 由图11.11的例子可知,组合机床是基本工艺设备。辅 助设备包括工件输送带10、输送带转动装置11、转位台9、 转位鼓轮3、夹具4、切屑运输装置5等。液压装置6、操纵 台1等属于控制系统的内容。
金属切削加工
组合机床
1.1概述 1.什么是组合机床 所谓组合机床,就是以通用部件为基础,配以少量 的按被加工零件特殊要求而设计的专用部件,对一种或 几种被加工零件按预先确定的工序进行加工的高效机床。 组合机床既具有专用机床的结构简单、生产率和自 动化程度较高的特点;又具有一定的重新调整能力,以 适应工件变化的需求。 图11.10为组合机床外观图。它由滑台1、动力箱2、 镗削头5(钻削头或铣削头等均可)、立柱6、立柱底座 8、中间底座9、侧底座10等通用部件,以及多轴箱3、 夹具4、调整垫7、11等专用部件所组成。
图11.11 组合机床自动线的配置
金属切削加工
1.动力部件——指滑台、各种切削动力头、多轴箱、 传动装置等。是完成机床刀具切削运动和进给运动的部件。
2.输送部件——用来完成工件在加工中的输送工作。 3.支承部件——是组合机床上的基础部件,它是组 合机床的“骨架”。 4.夹具部件——是指定位销及其操纵机构、夹紧机 构、导向装置、钻模板与托架和攻丝装置、扳手等,这是 保证组合机床加工精度的关键部件。 5.控制部件——是指液压元件、气压元件、控制板、 挡铁等,也包括电气、数控等部件。它是组合机床的“中 枢神经”,能够保证组合机床按照要求的程序,顺序地进 行工作,完成工件加工所需要的工作循环。 6.其它部件——常指的是刀具、测量装置、排屑、 润滑及冷却装置等。
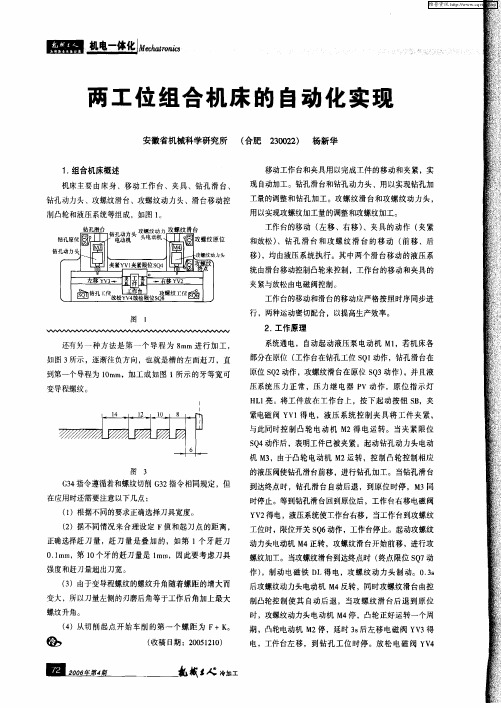
两工位组合机床的自动化实现
Meh t nc car i o s
两 工位 组 合 机 床 的 自动 化 实现
安徽省机械科学研究所 ( 合肥 202 ) 杨新华 30 2
移动工作台和夹具用以完成工件的移动和夹紧,实 现自 动加工。钻孔滑台和钻孔动力头 、 用以实现钻孔加
嚼
( 稿日 2 52 ) 收 期:0 10 0 1
囝 壁熟 垒盟
札板 l
工
维普资讯
M
得 电,放松工件 ,放松 限位 S S Q 动作后 ,停止放松。原
他指示灯亮 ,加工过程 完成 。
4 故障检测的实现 .
组合机床在实际运行中,由于各种原因会出现一些
工量的调整和钻孔加工。攻螺纹滑台和攻螺纹动力头,
1 组合机床概述 .
机床主要 由床身、移动工作台、夹具、钻孔滑台、
钻孔动力头 、 攻螺纹滑台 、 螺纹动力 头 、滑台移动 控 攻
制凸轮和液压系统等组成, 如图 1 。
用以实现攻螺纹加工量的调整和攻螺纹加工。 工作台的移动 ( 左移、右移) 、夹具的动作 ( 夹紧 和放松) 、钻孔滑 台和攻螺纹滑台的移动 ( 前移、后
3 IO地址表 ./
表
输入点
输 入 无 件
地址
故障,因此组合机床的控制,除正常的控制程序外,还
1
输出
输H {元 件
地址
必须编制显示诊断程序,经验表明,机床故障大多出现
在检测元件上 ,因此在机床 设置了 1 个故障检测点 5
如表 2 机床 的故障点可分为两种情况 。 ,
行,两种运动密切配合,以提高生产效率。
2 工作原理 .
还有 一种方法是第一个导程为 8 m进行加工, m 如图3 所示,逐渐往负方向,也就是槽的左面赶刀,直 到第一个导程为 lm 加工成如图 l O m, 所示的牙等宽可
镗削动力头及其组件设计
摘 要主轴及其主轴组件,是组合机床的核心部件,是组合机床进行加工的执行者,在组合机床的发展过程中占有相当重要的地位。
一台组合机床的加工精度主要取决于动力头及其主轴组件的精度。
现在,很多动力头基本上已经标准化,这为机床的制造,改装带来了很大的方便,但为了提高精度,工作效率,还需要设计出更专用化的动力头部件。
本次设计的镗削动力头主要是用于镗削加工VF-6/7型空压机上减荷阀体Φ087.00995 H 的孔。
在设计动力头的过程中,主要是依据镗削加工该零件时所需要的切削用量,进行总体方案、传动装置、主轴及其组件设计。
最后通过校核计算,验算所设计动力头的合理性。
该设计的镗削动力头结构简单,工作可靠,可适用于加工Φ40—Φ200 mm 孔,加工精度较高,与通用动力头相比,结构简单、紧凑,可以更好的发挥动力装置的能力,大大提高劳动生产率和加工精度。
关键词:组合机床;动力头;镗削加工。
ABSTACTThe main axle and its the main axle module, is the aggregatemachine-tool core part, is performer which the aggregate machine-toolcarries on the processing, holds the quite important status in theaggregate machine-tool developing process. A aggregate machine-toolprocessing precision mainly is decided by the power head and its themain axle module precision. Now, very many power heads basically already standardize, this for theengine bed manufacture, the reequipment has brought very bigconvenient, but in order to increase the precision, the workingefficiency, needed to design the special-purposer power head part.The design of Boring is the main driving force for the first Boring VF-6/7 aircompressor on a valve Φ087.00995 H by the hole. In the first design, dynamic process, which is mainly Boring processing required when cutting consumption, power sources, power transmission, Spindle assembly design. Finally, checking, checking dynamic design of the first reasonableThe first Boring power structure simple and reliable and can be applied to the processing of Φ40-200 mm hole, high precision machining, and General Dynamics compared to the first, simple and compact structure, we can better play the power plant capacity greatly improve labor productivity and accuracy.Keywords : portfolio machine; Dynamic head; Boring目录中文摘要 (Ⅰ)英文摘要 (Ⅱ)第一章绪论 (1)第二章动力头参数计算 (2)2.1零件分析 (2)2.2确定加工刀具材料 (2)2.3确定镗削时主轴最佳转速 (2)2.4运动参数 (3)2.4.1主运动速度范围 (3)2.4.2确定传动级数 (3)2.4.3确定主轴的标准转速 (3)2.5电动机的选择 (4)2.5.1计算电动机功率及各轴上的传递功率 (4)2.5.2选择电动机的型号 (5)2.6作转速图 (5)2.7动力头结构简图 (6)第三章主轴设计 (7)3.1主轴材料的选择 (7)3.2主轴轴承的选用 (7)3.3主轴热处理 (8)3.4确定主轴结构 (8)3.5主轴结构参数 (9)3.5.1确定主轴最小直径 (9)3.5.2确定主轴前轴颈 (9)3.5.3确定主轴后轴颈 (10)3.5.4确定主轴内孔 (10)3.5.5主轴前端尺寸的确定 (10)3.5.6主轴各具体尺寸的确定 (10)第四章齿轮设计 (12)4.2确定齿轮参数 (12)4.2.1确定齿轮的齿数 (12)4.2.2计算齿轮的宽度 (12)4.2.3计算齿轮的模数 (13)4.2.4分度圆直径 (14)4.3齿轮和主轴的联接 (14)第五章轴上零件设计 (15)5.1轴承的选取 (15)5.1.1前支承选取 (15)5.1.2后支承选取 (15)5.1.3主轴轴承精度的选择 (15)5.2定位元件设计 (15)5.2.1定位环 (16)5.2.2压块锁紧螺母 (16)5.2.3套筒 (16)5.2.4轴有弹性挡圈 (16)第六章主轴组件的检验校核 (18)6.1镗削切削力 (18)6.2主轴的校核 (19)6.2.1主轴刚度的验算 (19)6.2.2主轴强度的验算 (21)6.3滚动轴承额定寿命 (21)6.4主轴齿轮的校核 (22)6.4.1按接触疲劳强度校核 (25)6.4.2按齿根弯曲疲劳强度校核 (25)第七章主轴箱总体设计 (28)7.1箱体设计 (28)7.2密封装置设计 (28)7.3润滑设计 (29)第八章设计总结 (30)参考文献 (31)第一章绪论进入20世纪以来,机器是人类进行生产以减轻体力劳动和提高劳动生产率的主要工具,使用机器进行生产的水平是衡量一个国家的技术水平和现代化程度的重要标志。
plc部分复习题及答案
1. S7-200型PLC的定时器包括()()()三种类型。
2. S7-200系列PLC的()与()两个输出端子,除正常使用外,还可利用PLC的高速输出功能产生PTO与PWM输出。
3. PLC由两种操作模式,即和。
4. 在PLC运行的第一个扫描周期为ON的特殊存储器位是()。
5. CPU224系列PLC共有()个高速计数器,其中只有1种工作模式的是()和()。
6. PLC的输入模块一般使用()来隔离内部电路和外部电路。
7. PLC的输出接口类型有( ) 、( )与( )。
8. EM235模拟量模块最多可连接()个模拟量输入信号。
9. PLC的运算和控制中心是。
10. S7-200系列PLC的串行通信口可以由用户程序来控制,这种由用户程序控制的通信方式称为()。
11. 如果系统负载变化频繁,则最好选用型输出的PLC。
12. 对于系统输出的变化不是很频繁,建议优先选用型输出模块。
13. 在第一个扫描周期接通可用于初始化子程序的特殊存储器位是()。
14. 中断程序标号指令的语句表指令的格式INT,n,其中n指的是()。
15. ()可以输出一串占空比为50%的脉冲,用户可以控制脉冲的周期和个数,()可以输出一串占空比可调的脉冲,用户可以脉冲的周期和脉宽。
16. 定时器中断由1ms延时定时器和产生。
17. 定时器T32分辨率()ms,采用()方式刷新。
18. 顺序控制继电器指令包括三个指令。
19. 子程序可以嵌套,嵌套深度最多为层。
20. PLC运行时总是ON的特殊存储器位是()。
21. 用来计数比CPU扫描速率还要快的事件的是()。
22. 其常开触点(),常闭触点()。
复位输入电路(R)()时计数器被复位,复位后其常闭触点(),当前值为()。
23. S7-200CPU的中断源大致可分为:,,。
24. 可编程序控制器主要由()、()、()、()组成。
25. VD200是S7-200 PLC的()存储器,其长度是()位。
20套西门子STL_200试卷

20套西门⼦STL_200试卷壹⼀、填空题(每空1分,共10分)1、可编程控制器的数字量输出类型⼀般分为_晶体管__、晶闸管__、_继电器__三种。
2、PLC对⽤户程序进⾏循环扫描可分为三个阶段进⾏,即输⼊采样、_程序执⾏____、_输出刷新_。
3、PLC通过__输⼊|输出____单元实现与现场信号的联系。
4、对⽤户程序的解释和执⾏,由PLC的___CPU__单元完成。
5、传送指令可⽤来在各__存储单元___之间进⾏⼀个或多个数据的传送。
按指令⼀次所传送数据的个数可分为__单⼀传输__指令和___块传输_指令。
⼆、判断分析题(15分)1、下⾯的梯形图的画法正确与否,如不正确,请纠正。
(5分)2、已知I0.0、I0.1的波形,画出下⾯⼀段程序中Q0.0对应的时序图。
(3分)3、根据梯形图,在给出的时序图中画出C0的当前值和Q0.0的波形图。
(7分)I0.0I0.1C0Q0.0三、绘出下列语句表的梯形图(10分)(1)LD I0.0 (2)A I0.1 (3)LD I1.0 (4)AN I1.1 (5)LDN M0.0(6)A M0.1 (7)OLD (8)A I1.2 (9)OLD (10)LD I0.2(11)AN I0.3 (12)A I0.4 (13)LDN I1.3 (14)A I1.4 (15)LDN M0.2(16)O M0.3 (17)ALD (18)OLD (19)ALD (20) = Q0.1 (21)TON T101, 200四、写出所⽰梯形图对应的语句表。
(10分)五、如图所⽰为⼀电动机启动的⼯作时序图,试画出梯形图。
(15分)六、图中的两条运输带顺序相连,按下起动按钮,2号运输带开始运⾏,10s后1号运输带⾃动起动。
停机的顺序与起动的顺序刚好相反,间隔时间为8s。
写出地址分配,画出顺序功能图并设计出梯形图程序。
(15分)七、⽤⾃复位式定时器(⼀个)设计⼀个周期为5S,脉冲为⼀个扫描周期的脉冲串信号,编写梯形图程序。
PLC复习题

PLC复习题复习思考练习题⼀、填空:1、电器按⼯作电压⾼低可分为电器和电器;按⼯作原理可分为电器和电器。
2、低压控制电器常⽤的灭弧装置有:。
桥式触头本⾝具有灭弧功能。
3、热继电器具有反时限保护特性,即:过载电流、动作时间短;过载电流、动作时间长;当电动机的⼯作电流为时,热继电器长期不动作。
4、熔断器主要⽤于电⽓线路的保护;热继电器主要⽤于的保护。
5、热继电器是利⽤原理,为提供保护的电器,具有特性.6、对于直流电磁机构,不发热,只有发热。
对于交流电磁机构,若铁⼼端⾯没有,则电磁机构将产⽣震动和噪⾳。
7、三相⿏笼式异步电动机常⽤的降压起动⽅法有:;;;。
8、在标准的电⽓原理图中,⽤规定的⽂字符号代表各种电⽓元件。
其中:QF代表的电⽓元件是;SQ代表的电⽓元件是;KS 代表的电⽓元件是。
9、在绘制电⽓原理图时,电⽓元件的和必须符合的规定。
10、可编程控制器主要由组成。
11、根据硬件结构的不同,可以将PLC分为式、式和式。
12、在PLC的编程元件中,的状态唯⼀地取决于外部输⼊信号的状态,不可能受的控制。
13、可编程序控制器CPU的⼯作⽅式是循环扫描⽅式,在运⾏状态下每个扫描周期要完成若⼲阶段的⼯作任务,它们是: 。
14、PLC开关量输出模块的输出类型⼀般有:。
15、在梯形图中OUT指令不能⽤于继电器。
在编程元件中只有和的元件号采⽤⼋进制数。
16、在PLC编程元件中是初始化脉冲,是100ms的时钟脉冲。
17、在PLC的梯形图中应放在最右边,各编程元件的和可以⽆限多次地使⽤。
18、可编程控制器的输⼊、输出接线⽅式⼀般有式式和式。
19. 低压电器是指⼯作电压在交流1000V以下、直流()V以下的电器。
20. 常见的灭弧装置有电动⼒灭弧、磁吹灭弧、()。
21. 当电路发⽣严重过载、()、失压等故障时,⾃动开关能⾃动切断电路。
22. 凡是接触器(或继电器)利⽤⾃⼰的辅助触点来保持线圈得电,称之为()。
23. 熔断器主要⽤于()保护。
电气控制与PLC试题库5(教材后习题)

《电气控制与PLC》试题库5东南大学郁汉琪编写教材习题及思考题1、如何区分直流电磁系统和交流电磁系统?如何区分电压线圈和电流线圈?2、交流电磁系统中短路环的作用是什么?三相交流电磁铁有无短路环?为什么?3、交流电磁线圈误接入直流电源、直流电磁线圈误接入交流电源,将发什么问题?为什么?4、电弧是如何产生的?有哪些危害?直流电弧与交流电弧各有什么特点?低压电器中常用的灭弧方式有哪些?5、接触器的主要结构有哪些?交流接接触器和直流接触器如何区分?6、交流接触器在衔铁吸合时,线圈中会产生冲击电流,为什么?直流接触器会产生这种现象吗?为什么?7、中间继电器的作用是什么?中间继电器与接触器有何异同?8、对于星形联结的三相异步电动机能否用一般三相结构热继电器作断相保护?为什么?9、试比较电磁式时间继电器、空气阻尼式时间继电器、电动式时间继电器与电子式时间继电器的优缺点及应用场合。
10、在电动机的控制电路中,热继电器与熔断器各是什么作用?两者能否互相替换?为什么?11、在使用和安装HK系列刀开关时,应注意些什么?铁壳开关的结构特点是什么?试比较胶底瓷盖刀开关与铁壳开关的差异及各自用途?12、低压断路器具有哪些脱扣装置?试分别说明其功能。
13、为什么要对固态继电器进行瞬间过压保护?采用何元件实现该保护?14、按钮与行程开关有何异同点?什么是主令控制器?作用是什么?15、常用的启动器有哪几种?各用在什么场合?牵引电磁铁由哪几部分组成?应用场合如何?频敏变阻器主要用于什么场合?有什么特点?16、某机床主轴电动机为Y-132S-4型,额定功率为5.5KW,电压为380V,电流为11.6A,三角形接法,启动电流为额定电流的7倍,现用按钮进行起停控制,要有短路保护和过载保护,试选用接触器、按钮、热继电器、熔断器和转换开关的型号。
17、电气系统图主要有哪几种?各有什么作用和特点?18、电气原理图中QS、FU、KM、KA、KT、KS、FR、SB、SQ、TC分别是代表什么电器元件的文字符号?19、电气原理图中,电器元件的技术数据如何标注?20、什么是失压、欠压保护?采用什么电器元件来实现失压、欠压保护?21、点动、长动在控制电路上的区别是什么?试用按钮、转换开关、中间继电器、接触器等电器,分别设计出既能长动又能点动的控制线路。
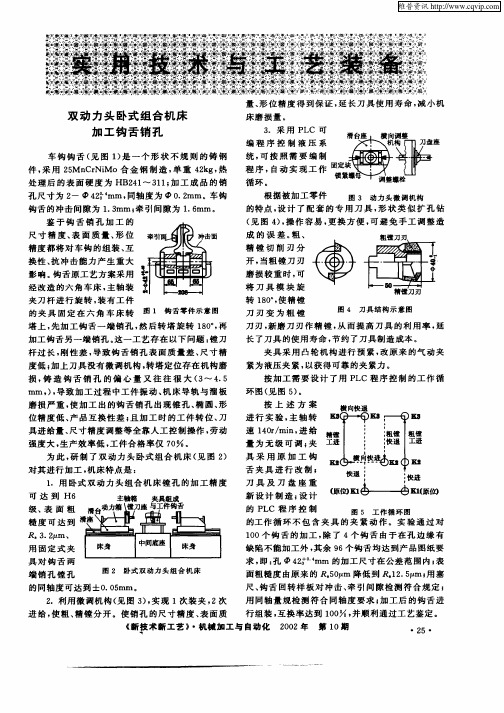
双动力头卧式组合机床加工钩舌销孔
经 改
夹 刀杆 进 行 旋 转 , 有 工 件 装 的 夹 具 固定 在 六 角 车 床 转 图 1 钩舌零件示意图 塔上, 先加 工 钩 舌 一 端 销 孔 , 后 转 塔 旋 转 1 0 , 然 8 。再
转 10, 8 。使精 镗 刀 刃 变 为 粗 镗
刀刃 , 新磨 刀 刃 作 精 镗 , 而 提 高 刀 具 的利 用率 , 从 延 长 了刀具 的使 用寿 命 , 约 了刀 具制 造 成本 。 节 夹具 采 用 凸 轮 机 构进 行 预 紧 , 原来 的气 动 夹 改 紧为 液压 夹 紧 , 获得 可靠 的夹 紧力 。 以
按 加 工 需 要 设 计 了 用 P C 程 序 控 制 的工 作 循 L
环图( 图 5 。 见 ) 按 上 述 方 案
横 向快退
加工 钩 舌另 一端 销 孔 。 一工 艺 存 在 以下 问题 : 这 镗刀
杆过 长 , 刚性 差 , 致 钩 舌 销 孔 表 面 质 量 差 、 寸 精 导 尺
维普资讯
量 、 位 精 度 得 到保 证 , 长 刀 具 使 用 寿 命 , 小 机 形 延 减
双 动 力 头 卧式 组 合 机 床
加 工 钩 舌 销 孔
车 钩 钩 舌 ( 图 1 是 一 个 形 状 不 规 则 的 铸 钢 见 ) 件 , 用 2 Mn r Mo合 金 钢 制 造 , 重 4 k , 采 5 C Ni 单 2 g 热
度低 ; 上刀 具 没 有微 调 机 构 , 塔 定 位存 在 机 构磨 加 转
损 , 造 钩 舌 销 孔 的偏 心 量 又 往 往 很 大 ( ~ 4 5 铸 3 . mm, , 致 加 工过 程 中工 件 振 动 、 床 导轨 与溜 板 )导 机
最新铣削动力头(铣头)规格及参数

铣削动力头(铣头)规格及参数5.5kw铣削动力头(铣头)动力部件是为组合机床提供主运动和进给运动的部件。
主要有铣削动力头、动力箱、切削头、镗刀头和动力滑台。
支承部件是用以安装动力滑台、带有进给机构的切削头或夹具等的部件,有侧底座、中间底座、支架、可调支架、立柱和立柱底座等。
本型号动力头适用于机械加工中的平面铣削,如若与滑台安装在一起使用效果更佳,通过技术设计人员的配置可形成机械加工专机生产线。
本系列铣削动力头符合JB1530-75组合机床通用部件的部颁标准。
以其卓越的机床加工性能而广泛的应用研究于龙门铣床、组合机床机组和机床自动生产线中。
本系列铣削头改变了传统的挂轮装置,只需扳动变速手柄即可实现(75-420r/min)六种转速的任意调整。
左/右左/右型号 5.5kw 7.5KW主轴转速75 105 150 210 300 420 75 105 150 210 300 420 主轴端步号7 :24 50# 7:24 50#主轴端部直190 190径主轴移动量100 100主轴中心高162 162度重量450 500低部尺寸490*490 490*490外形尺寸510*460*1210 510*460*1250铣削动力头特点:1.由于刀具进给与旋转是同步进行,因此很薄或很软的材料也能被有效地加工,2.适应性强,可以很方便地调整加工螺纹的直径,螺距及行程3.行程长,附件种类多,可以方便地将单轴攻丝头换成多轴攻丝头,能同时满足用户小批量和大批量生产需要4.不断响应用户对钻孔加工的高速化,钻削动力头,风电式底座型5.主轴旋转由电力,进给及控制由压缩空气压力进行的性能价格比最卓越的钻削装置,根据加工条件可以从丰富的机种中选择最适合的型号6.底座型结构的高精度,高刚性钻削装置,主轴电动机采用了高性能,高功率的电动机,具有从低转速到高转速广泛的类型。
钻孔攻牙主轴头属动力部件,可钻孔、攻牙作业,也可配装多轴器,提升效率。
动力头工作原理

动力头工作原理动力头是一种常用于机械设备中的动力传动装置,它能够将电能或者其他形式的能量转化为机械能,从而驱动设备的运动。
动力头的工作原理涉及到电磁感应、机电转动和机械传动等多个方面。
1. 电磁感应原理动力头中的机电通过电磁感应原理将电能转化为机械能。
当电流通过线圈时,会在线圈周围产生磁场。
当磁场与磁铁或者永磁体相互作用时,会产生力矩,使机电转动。
2. 机电转动原理动力头中的机电是实现能量转换的核心部件。
机电通常由定子和转子组成。
定子是固定不动的部份,而转子则可以旋转。
在机电中,定子产生的磁场与转子上的磁场相互作用,产生力矩,使转子转动。
这种转动将机械能传递给与机电连接的设备,从而实现设备的工作。
3. 机械传动原理动力头通常与设备的其他部件相连接,通过机械传动实现能量的传递。
机械传动可以采用齿轮传动、皮带传动、链条传动等形式。
这些传动装置能够将机电转动产生的动力传递给设备的工作部件,从而使设备正常运转。
4. 控制系统动力头通常还配备了控制系统,用于控制机电的启停、转速调节等功能。
控制系统可以根据设备的需求,通过电子元件实现对机电的精确控制。
例如,可以通过变频器来调节机电的转速,以适应不同的工作场景。
总结:动力头是一种将电能或者其他形式能量转化为机械能的装置,其工作原理涉及到电磁感应、机电转动和机械传动等多个方面。
通过电磁感应,机电将电能转化为机械能;通过机电转动,将机械能传递给设备;通过机械传动,实现能量的传递;通过控制系统,对机电进行精确控制。
动力头在各种机械设备中起到了至关重要的作用,广泛应用于工业生产、交通运输、家庭电器等领域。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PLC控制组合机床动力头
1.课程案例基本信息
2. 课程案例
功能实现
在图中,组合机床动力头初始位置停在最左边,行程开关SQ1接通,系统控制要求。
*系统启动后,动力头进行进给运动。
经过一个工作循环后,返回初始位置,延时10s后,进入下个顺环的运行。
*若断开控制开关,必须将当前的运行过程结束(即退回初始位置),后才能自动停止运行。
*动力头的运行状态取决于电磁阀线圈的通断电,对应关系在表中+,表示该电磁阀线圈通电,“-”表示该电磁阀线圈不通电。
在本列中采用一个开启/停开关、4个限位开关和一个急停按钮作为PLC的输入元件。
系统还需要4个电磁阀作为PLC的输出执行元件,可选CPU222(8I/6O)的PLC来实现控制
程序设计
实例的步进控制程序可借助状态流程图进行编程,该机床动力头的状态流程图
①Network
②Network
③Network
④Network
⑤Network
⑥Network
⑦Network
⑧Network
⑨Network
⑩Network。