注塑机机械手控制电路设计
注塑机电气控制系统设计
目录注塑机简介 (2)1.课程设计要求 (3)1.1 任务描述 (3)1.2 控制任务和要求 (3)1.3 设计任务 (3)2.总体方案 (3)2.1 控制对象描述 (3)2.2 控制方案 (4)3.硬件设计 (5)3.1 PLC元件选择 (5)3.2 PLC外部接线 (6)3.3 I/O分配表 (7)4.软件设计 (8)4.1系统顺序功能图 (8)4.2梯形图设计 (9)4.3系统调试 (14)设计总述 (14)设计体会 (14)参考目录 (15)课题: 注塑机电气控制系统设计注塑机概况简介:启动按钮SB与安全限位开关SQ1闭模终止限位开关SQ2射台前进终止限位开关SQ3延时t 秒延时t 秒加料限位开关SQ4射台后退限位开关SQ5开模终止限位开关SQ6顶针前进终止限位开关SQ7顶针后退终止限位开关SQ8射台前进射台后退顶针后退顶针前进复 位开 模预 塑保 压注 射闭 模原 点YV1YV2YV3YV4YV5YV6YV7YV8.......................图1 注塑机工作流程图12图1 注塑机工作流程图注塑机用于热塑性塑料的面型加工,注塑机籍助8个电磁阀YV1~YV8完成闭模、射台前进、注射、保压、预塑、射台后退、开模、顶针前进、顶针后退、复位等工序,其中注射和保压工序需要延时一定的时间。
图1是注塑机工作流程,YV3动作;在射台向前工序,YV8动作,在其余工序,电磁阀的动作顺序以此类,其中,t1=1s,t2=2s。
1.课程设计要求1.1任务描述注塑机用于热塑料加工,是典型的顺序动作装置,它借助8个电磁阀YV1~YV8完成闭模、射台前进、注射、保压、预塑、射台后退、开模、顶针前进、顶针后退和复位等操作工序,其中注射和保压工序需要一定时间延迟。
1.2控制任务和要求①按照注塑机工艺流程图完成顺序控制。
②注塑机工作时有通电指示。
③在进行开模工序、闭模工序时有工序状态指示。
♍在原点时有位置指示灯。
注塑机机械手装机配电手册
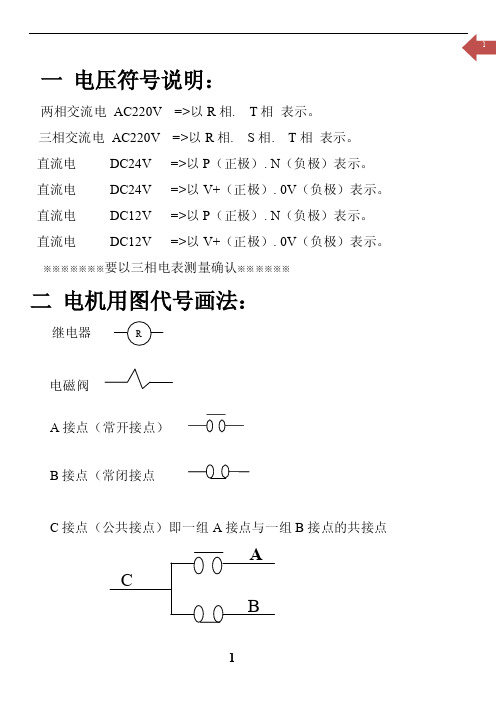
一 电压符号说明: 两相交流电 AC220V =>以R 相. T 相 表示。
三相交流电 AC220V =>以R 相. S 相. T 相 表示。
直流电 DC24V =>以P (正极). N (负极)表示。
直流电 DC24V =>以V+(正极). 0V (负极)表示。
直流电 DC12V =>以P (正极). N (负极)表示。
直流电 DC12V =>以V+(正极). 0V (负极)表示。
※※※※※※※要以三相电表测量确认※※※※※※二 电机用图代号画法: 继电器电磁阀A 接点(常开接点)B 接点(常闭接点C 接点(公共接点)即一组A 接点与一组B 接点的共接点三 造裕机械手信号接线定义:开模安全 12此接点为一“常开接点A(接点)”, 即机械手下降至模内时, 此接点为断路射出机不能开模.关模安全 34此接点为一“常开接点A(接点)”, 即机械手下降至模内时, 此接点为断路射出机不能关模.突模延迟 67此接点为一“常开接点A(接点)”, 即自动时机械手顶针延时时间到, 此接点为短路射出机才能顶出.关模启动 8 9此接点为一“常开接点A(接点)” 且为一瞬间接点, 即自动时机械手下降取物上升后, 此接点为短路直到开模完信号断路, 此接点即断路.开模完成信号11此接点为射出机已开模完成停止信号, 机械手可下降的信号, 需是一组电源输入至机械手, 此信号可为DC12V ,DC24V ,AC220V , 只需更换机械手机身继电器板 RY1 继电器.安全门信号 13此接点为射出机安全门已关上信号, 需是一组电源输入至机械手, 此信号可为DC12V ,DC24V ,AC220V , 只需更换机械手机身继电器板 RY0 继电器.电源 AC220V 14号 15号 电线四机械手信号接线方法:1 开模完成信号:⑴旧型继电器回路射出机。
如开模完成信号开关,没有单独输出则采用下列接法需加一个继电器。
机械手控制系统设计(完整版).doc
机械手控制系统设计摘要在工业生产和其他领域内,由于工作的需要,人们经常受到高温、腐蚀及有毒气体等因素的危害,增加了工人的劳动强度,甚至于危及生命。
自从机械手问世以来,相应的各种难题迎刃而解。
本次设计根据课题的控制要求,确定了搬运机械手的控制方案,设计控制系统的电气原理图,对控制系统进行硬件和软件选型,完成PLC(可编程控制器)用户程序的设计。
设计中使用了德国西门子公司生产的S7-200系列的CPU 226。
该系列PLC具有功能强大,编程方便,故障率低,性价比高等多种优点。
机械手的开关量信号直接输入PLC,使用CPU 226来完成全部的控制功能,包括:手动/自动控制切换,循环次数设定,状态指示,手动完全操控等功能。
机械手完成下降、伸出、加紧工件、上升、右旋、再下降、放松工件、缩回、放松、左旋十个动作。
通过模拟调试,有序的控制物料从生产流水线上安全搬离,提高搬运工作的准确性、安全性,实现一套完整的柔性生产线,使制造过程变的更有效率。
通过本次毕业设计,对PLC控制系统的设计建立基本的思想:能提出自己的应用心得;可巩固、深化前续所学的大部分基础理论和专业知识,进一步培养和训练分析问题和解决问题的能力,进一步提高自己的设计、绘图、查阅手册、应用软件以及实际操作的能力,从而最终得到相关岗位和岗位群中关键能力和基本能力的训练。
关键词:机械手;PLC(可编程控制器);CPU;梯形图IIThe Design of Manipulator Control SystemABSTRACTIn industrial manufacturing and other fields, due to the demand of work, many workers are compelled to expose in harmful circumstance like high temperature, corrosion, toxic gases harm and so on, that increased labor intensity, even imperial their lives. However, since the manipulator came out, many knotty problems are smoothly solved.The design requirements under the control of the subject to determine the handling robot control program, designed control system electrical schematic diagram, the control system hardware and software selection, complete the design of the user program in the PLC (programmable controller). Design used in the German company Siemens S7-200 series CPU 226. The series PLC with powerful, easy programming and low failure rate, and cost advantages. Robot switch signal input to the PLC, the CPU 226 to complete all the control functions, including: manual / automatic control switch, set the number of cycles, status indicator, manual complete control and other functions. the production line on the safe move out, so that the manufacturing process becomes more efficient.The graduation project, the design of PLC control system to establish the basic idea: to make their own application experience; can strengthen and deepen the most of the former continued the basic theory and professional knowledge, further training and training to analyze and solve problems the ability to further improve their design, drafting, inspection manuals, application software, as well as the actual ability to operate, and ultimately related jobs and job base in key skills and basic skills training.Key Words: Manipulator;PLC;CPU;Ladder-diagram目录第1章绪论 (1)1.1 机械手的背景与现实意义 (1)1.2 国内外机械手研究概况 (1)1.3 机械手控制存在的问题及最新发展 (3)1.3.1 利用单片机实现对机械手的控制 (3)1.3.2 利用传统继电器实现对机械手的控制 (3)1.3.3 PLC实现对机械手的控制 (3)1.4 本文主要工作 (5)第2章机械手控制系统工艺流程与总体方案设计 (6)2.1 机械手控制系统的流程设计 (6)2.2 机械手的工艺过程 (6)2.3 机械手总体控制方案的设计思路 (7)第3章机械手硬件系统设计 (9)3.1电气原理设计 (9)3.1.1 机械手电源电路设计 (9)3.1.2 机械手控制电路 (9)3.1.3工作状态指示灯电路 (11)3.1.4 LED段码指示电路 (11)3.2 PLC的选型及参数 (12)3.3电器元器件的选型 (13)3.3.1 接触器 (13)3.3.2 行程开关 (14)3.3.3 熔断器 (14)3.3.4 低压断路器 (14)3.3.5 控制按钮 (14)3.3.6 直流减速电机 (14)第4章机械手软件系统设计 (15)IV4.1设计任务和控制要求 (15)4.2高级指令说明 (15)4.2.1 定时器指令 (15)4.2.2 顺控继电器(SCR)指令 (17)4.2.3 传送指令 (17)4.2.4 计数器指令 (18)4.2.5 标准转换指令 (20)4.2.6 段码指令 (20)4.3 PLC的I/O接口功能设计与分配 (20)4.3.1 PCL的I/O接口功能设计 (20)4.3.2 I/O接线图 (23)4.4设计系统工作流程 (24)第5章机械手控制系统调试 (25)5.1 西门子S7-200系列PLC编程软件 (25)5.2 程序说明 (26)5.3 故障及其解决方案 (31)第6章总结 (33)参考文献 (34)谢辞 (35)附录程序清单 (36)1 绪论1.1机械手的背景与现实意义机械手是工业自动化领域中经常遇到的一种控制对象。
机械手电路设计范文

机械手电路设计范文1.电源和供电模块:机械手需要稳定的电源供给,因此需要设计一个能够提供足够电流和稳定电压输出的电源模块。
可以使用开关电源或者线性稳压器来实现稳定的电源输出。
在选择电源模块时需要考虑机械手的需求功率和电流,以及输入电压范围。
2.控制电路:控制电路是机械手电路设计中最重要的部分之一、控制电路负责接收来自控制器的指令,并将指令转化为机械手的运动和动作。
在控制电路中通常会使用微控制器或者专用的控制芯片,通过编程或者配置来实现相应的控制功能。
控制电路还需要设计适当的接口,与其他部分进行连接,如电机驱动电路、传感器等。
3.电机驱动电路:电机驱动电路负责控制机械手电机的转动。
根据机械手的不同结构和要求,可能需要设计不同类型的电机驱动电路。
例如,对于直流电机,可以使用H桥电路实现正反转和速度控制功能;对于步进电机,则需要使用步进电机驱动器来实现对步进电机的细微控制。
4.传感器电路:机械手通常需要配备各种传感器来获取环境信息和机械手位置信息。
传感器电路负责接收传感器的信号,并将信号转化为控制系统能够接受的信号。
传感器电路的设计需要考虑传感器的输出信号特点,如电压、电流、频率等,并进行相应的信号调理和处理。
5.通信电路:通信电路是机械手与其他设备或者系统进行数据交流的桥梁。
通信电路可以采用有线或者无线通信方式,如串口通信、以太网通信、无线射频通信等。
通信电路的设计需要考虑通信协议、传输速率以及数据完整性等因素。
6.保护电路:保护电路用于保护机械手电路免受外部电磁干扰、过电压、过电流、过热等因素的损害。
保护电路通常包括过压保护、过流保护、瞬变保护、温度保护等功能。
最后,机械手电路设计还需要考虑成本和可靠性。
成本包括电路元件和制作成本,需要根据项目和预算来进行选择;可靠性包括电路的长期稳定性、抗干扰能力等,需要通过合理的设计和测试来保证。
总之,机械手电路设计是一个复杂的过程,需要对机械手的工作原理、功能需求和环境条件有深入的理解和分析。
塑料注射成型机PLC控制系统设计

摘要注塑机控制系统是注塑机整机的一个重要组成部分,其性能优劣对整机至关重要。
本论文首先确定了注塑机控制系统的设计方案与思路,经过与单片机控制、微机控制、继电接触器控制等控制系统相比较,决定采用PLC来实现对注塑机各动作的控制。
确定了PLC输入和输出接口的属性,将注塑机的所有检测开关、限位开关、手动操作开关和主令开关等,进行确切地分类和编号,从而确定了I/O口的数量。
根据输入输出的数量、类型确定PLC的型号为FX2N-MR。
完成了注塑机主电路和控制电路等硬件电路的设计。
软件设计方面,根据注塑机各个动作制出注塑机的工艺流程图。
根据此工艺流程图,设计出注塑机的动作流程图,根据动作流程图写出注塑机的状态转移图,并依据状态转移图写出步进梯形图。
关键词:注塑机,控制系统,状态转移图,步进梯形图目录摘要............................................................. 第一章绪论.. 01.1塑料机械行业概述 01.2国内外注塑机的研究现状 01.3注塑机的发展趋势 (2)第二章注塑机系统概述 (4)2.1注塑机的组成 (4)2.2注塑机的分类 (5)2.3注塑机控制系统的抗干扰措施 (6)第三章注塑机控制系统的设计方案和思路 (9)3.1注塑机控制系统设计的主要内容和工艺分析 (9)3.2设计的思路和方案 (10)第四章注塑机的PLC控制系统硬件和软件设计 (13)4.1输入输出点的继电器属性 (13)4.2PLC机型的选择 (14)4.3输入输出地址分配表 (15)4.4主电路的设计 (17)4.5控制电路的设计 (18)4.6注塑机的动作流程 (19)4.7程序设计 (23)第五章总结与展望 (33)5.1结论 (33)5.2展望 (34)致谢 (35)参考文献 (36)第一章绪论1.1 塑料机械行业概述从20世纪50年代技术创新推出了螺杆式塑料注射成型机至今已有50多年的历史。
机械手电气控制系统设计

设计任务书设计目的:1、学习PLC电气控制系统的开发过程和系统设计思路;2、锻炼实际应用程序开发能力;3、提高电气制图、流程图绘制及办公文档编辑能力。
设计要求:1、基本要求:●设置机械手复位按钮●设置单步/连续切换开关2、提高要求编制四个驱动电机的保护程序。
要求自动检测电机是否处于堵转状态。
若电机处于堵转状态,应立即停止系统工作,并点亮故障报警灯;故障排除后,按下复位按钮,故障报警灯熄灭;连续运行模式下,统计传输工件的个数,存储于PLC的V型数据区,以备组态监控使用,也可用状态表监视其状态变化。
3、使用AutoCAD软件绘制系统电气原理图;4、使用MicroSoft Office Visio软件绘制软件流程图;5、绘制输入输出表(I/O表);目录1设计思路或方案选择 (4)1.1本系统的控制方案 (4)1.2 控制要求 (4)1.3系统各大功能 (5)1.3.1驱动系统 (5)1.3.2控制系统 (5)1.3.3执行机构 (5)1.4系统结构框图 (6)1.5PLC的定义 (6)1.6 PLC的特点 (7)2 硬件电路设计 (8)2.1电气原理图 (8)2.1.1输出驱动单元 (8)2.1.2输入检测单元 (9)2.1.3输入输出接口电路介绍 (9)2.1.4输入接口电路板 (9)2.1.5输出接口 (10)2.2 I/O分配表 (11)2.2.1为PLC的输入输出编址 (11)3软件设计 (12)3.1主流程图 (12)3.2复位子程序流程图 (13)3.3单步流程图 (15)3.4连续流程图 (16)4程序调试 (17)4.1 调试设备 (17)4.2遇到的问题与解决方法 (18)5 心得体会 (19)附录1参考文献 (20)附录2 程序清单 (21)摘要为工业机械手研制一个技术性能优良的控制系统,对于提高工业机械手的整体技术性能来说具有十分重要的意义。
本论文正是针对这一课题,选择了可编程控制器(PLC)作为工业机械手的控制系统,这对提升工业机械手的整体技术性能起到了良好的作用。
机械手控制电路毕业设计---机械手控制电路设计

毕业设计机械手控制电路设计摘要随着科学技术的日新月异,自动化程度要求越来越高,市场竞争激烈、人工成本上涨,以往人工操作的搬运和固定方式输送带为主的传统物件搬运方式、不但占用空间而且不容易变更生产线结构,加上需要人力监督操作,更增加了生产成本,原有的生产装料装置远远不能满足当前高度自动化的需要。
因此减轻劳动强度,保障生产可靠性、安全性,降低生产成本,减少环境污染、提高产品的质量及经济效益是企业生产所必须面临的重大的问题。
本文在纵观了近年来机械手发展状况的基础上,结合机械手方面的设计,对机械手技术进行了系统的分析,提出了用电磁阀和PLC控制的设计方案。
采用整体化的设计思想,充分考虑了软、硬件各自的特点并进行互补优化。
对物料分拣机械手的整体结构、执行结构、驱动系统和控制系统进行了分析和设计。
在其驱动系统中采用气动驱动,控制系统中选择PLC的控制单元来完成系统功能的初始化、机械手的移动、故障报警等功能。
最后提出了一种简单、易于实现、理论意义明确的控制策略关键词:机械手,PLC,控制电路第一章绪论在现代工业中,生产过程的机械化、自动化已成为突出的主题。
化工等连续性生产过程的自动化已基本得到解决。
但在机械工业中,加工、装配等生产是不连续的。
专用机床是大批量生产自动化的有效办法;程控机床、数控机床、加工中心等自动化机械是有效地解决多品种小批量生产自动化的重要办法。
但除切削加工本身外,还有大量的装卸、搬运、装配等作业,有待于进一步实现机械化。
机器手的出现并得到应用,为这些作业的机械化奠定了良好的基础。
它能模仿人手和臂的某些动作功能,用以按固定程序抓取、搬运物件或操作工具的自动操作装置。
它可代替人的繁重劳动以实现生产的机械化和自动化,能在有害环境下操作以保护人身安全,广泛应用于机械制造、冶金、电子、轻工和原子能等部门1.1本课题的设计的目的和意义随着我国经济迅速发展,很多行业技术水平不但提高微电子技术、计算机技术和自动化技术就是其中最快的技术之一,机械手在早期的应用时在汽车制造方面,进行一般的焊接、喷漆、搬运物料等。
机械手电气控制系统设计

机械手电气控制系统设计1.机械手及其应用机械手:mechanical hand,也被称为自动手,auto hand能模仿人手和臂的某些动作功能,用以按固定程序抓取、搬运物件或操作工具的自动操作装置。
它可代替人的繁重劳动以实现生产的机械化和自动化,能在有害环境下操作以保护人身安全,因而广泛应用于机械制造、冶金、电子、轻工和原子能等部门。
机械手主要由手部、运动机构和控制系统三大部分组成。
手部是用来抓持工件(或工具)的部件,根据被抓持物件的形状、尺寸、重量、材料和作业要求而有多种结构形式,如夹持型、托持型和吸附型等。
运动机构,使手部完成各种转动(摆动)、移动或复合运动来实现规定的动作,改变被抓持物件的位置和姿势。
运动机构的升降、伸缩、旋转等独立运动方式,称为机械手的自由度。
为了抓取空间中任意位置和方位的物体,需有6个自由度。
自由度是机械手设计的关键参数。
自由度越多,机械手的灵活性越大,通用性越广,其结构也越复杂。
一般专用机械手有2~3个自由度。
1.1 国内外机械工业、铁路部门中机搬运械手主要应用于以下几方面1.热加工方面的应用热加工是高温、危险的笨重体力劳动,很久以来就要求实现自动化。
为了提高工作效率,和确保工人的人身安全,尤其对于大件、少量、低速和人力所不能胜任的作业就更需要采用机械手操作2.冷加工方面的应用冷加工方面机械手主要用于柴油机配件以及轴类、盘类和箱体类等零件单机加工时的上下料和刀具安装等。
进而在程序控制、数字控制等机床上应用,成为设备的一个组成部分。
最近更在加工生产线、自动线上应用,成为机床、设备上下工序联接的重要于段。
3. 拆修装方面拆修装是铁路工业系统繁重体力劳动较多的部门之一,促进了机械手的发展。
目前国内铁路工厂、机务段等部门,已采用机械手拆装三通阀、钩舌、分解制动缸、装卸轴箱、组装轮对、清除石棉等,减轻了劳动强度,提高了拆修装的效率。
近年还研制了一种客车车内喷漆通用机械手,可用以对客车内部进行连续喷漆,以改善劳动条件,提高喷漆的质量和效率。
机械手电气控制系统设计

机械手电气控制系统设计摘要在工业生产和其他领域内,由于工作的需要,人们经常受到高温、腐蚀及有毒气体等因素的危害,增加了工人的劳动强度,甚至于危及生命。
自从机械手问世以来,相应的各种难题迎刃而解。
机械手可在空间抓、放、搬运物体,动作灵活多样,适用于可变换生产品种的中、小批量自动化生产,广泛应用于柔性自动线。
机械手一般由耐高温,抗腐蚀的材料制成,以适应现场恶劣的环境,大大降低了工人的劳动强度,提高了工作效率。
机械手是工业机器人的重要组成部分,在很多情况下它就可以称为工业机器人。
工业机器人是集机械、电子、控制、计算机、传感器、人工智能等多学科先进技术于一体的现代制造业重要的自动化装备。
广泛采用工业机器人,不仅可以提高产品的质量与产量,而且对保障人身安全,改善劳动环境,减轻劳动强度,提高劳动生产率,节约原材料消耗以及降低生产成本,有着十分重要的意义。
可编程控制器是继电器控制和计算机控制出上开发的产品,逐渐发展成以微器处理为核心把自动化技术、计算机技术、通信技术融为一体的新型工业自动控制装置。
本文应用三菱公司生产的可编程控制器FX系列PLC,实现机械手搬运控制系统,该系统充分利用了可编程控制器(PLC)控制功能。
使该系统可靠稳定,时期功能范围得到广泛应用。
关键字:机械手;自动化装备;可编程控制器;PLC目录摘要前言 (2)第1章设计目的及主要内容 (3)1.1设计目的 (3)1.2.主要内容 (3)第2章机械手的操作要求及功能 (4)2.1.操作要求 (4)2.2操作功能 (5)第3章PLC及机械手的选择和论证 (6)3.1PLC (6)3.1.1 PLC简介 (6)3.1.2 PLC的结构及基本配置 (6)3.1.3 PLC的选择 (7)3.2机械手 (7)3.2.1机械手简介 (7)3.2.2机械手的选择 (8)第4章硬件电路设计及描述 (8)4.1操作方式 (10)4.2输入与输出分配表及I/O分配接线 (10)第5章软件电路设计及描述 (12)5.1机械手的操作系统程序 (12)5.2回原位程序 (12)5.3手动单步操作程序 (13)5.4自动操作程序 (14)5.5机械臂传送系统梯形图 (14)5.6指令语句表 (16)第6章总结 (17)参考文献 (18)前言大二的学习即将结束,课程设计是其中一个重要环节,是对以前所学的知识及所掌握的技能的综合运用和检验。
机械手与注塑机的接线点大全
赛科科技 助您腾飞
诚信 敬业 感恩
“从一开始就精益求精 始终把品质、功能、实用放第一位”
海
C1(C2)=关模 C3(C4)=开模
天 B7=关模完 24V
B21=安全门 24V
B23=循环启动
38A/38B=开模完
“赛科机械手诚邀合作伙伴-------13926897577 邓生”
全
146=取出机关模控 制
SEIKI-3D ROBOT
东莞市赛科机械手制造厂
DONG GUAN SEIKI-3D ROBOT CO.,LTD
注塑机械手装机大全(精简版)
•注塑成型机械手专业制造商
品质成就品牌 •为模塑行业提供柔性自动化 系统
赛科自动化,让您的效益最大化!
中国·东莞
23 SEIKI-3D
说明
注塑机械手安装大全是介绍注塑机械手与注塑机之间的对 应信号点位置,以方便于机械手安装调试工程师的更加高效的 完成安装调试。
SEIKI-3D ROBOT
稳定 高效 精密
SEIKI-3D
X000=安全门
海
X003=锁模完
太
X403=机械手连锁 X404=机械手顶针
Y030=关模
Y036=开模
Y434=开模完
“赛科机械手诚邀合作伙伴-------13926897577 邓生”
A12/B12=关模
日
A13/B13=开模
本
A14/B14=顶针
东 华
X000=完全门 X023=循环启动 Y000=锁模
Y006=开模
注塑机上下料机械手机构及自动控制系统PLC设计

摘要本文简要地介绍了注塑机械手的概念,机械手的组成和分类,机械手的自由度和座标型式,气动技术的特点,以及国内外的发展状况。
本文针对YKM型注塑机的具体参数对机械手进行了总体方案设计,确定了机械手的座标型式和自由度,确定了机械手的技术参数。
同时,设计了机械手的吸附式手部结构;设计了机械手的手腕旋转结构,计算出了手腕转动时所需的驱动力矩和回转气缸的驱动力矩;设计了机械手的手臂结构。
本课题通过应用AutoCAD 技术对机械手进行结构设计和气压传动原理设计,它能实行自动上料运动。
上料机械手的运动速度是按着满足生产率的要求来设定。
关键词:机械手;气动;AutoCADAbstractThis paper briefly introduces the concept of the injection molding machine manipulator, composition and classification of the manipulator, the manipulator degrees of freedom and coordinate type, the characteristics of pneumatic technology, and the development of the situation at home and abroad.In this paper, the specific parameters for the YKM type injection molding machine, the overall design of the manipulator, the manipulator to determine the coordinate type and degree of freedom, determine the technical parameters of the manipulator. At the same time, the design of adsorption type manipulator hand structure; design the wrist rotation structure of the manipulator, calculates the torque and the driving torque of the rotary cylinder wrist rotation required; design of manipulator arm structure.This topic through the application of AutoCAD technology to design the structure and principle of pneumatic system design of mechanical hand, it can carry out the automatic feeding movement. On the manipulator movement speed is to meet productivity requirement set.Key words: Manipulator; pneumatic; AutoCAD目录摘要 (1)目录 (3)前言 (4)第一章绪论 (5)1.1机械手概述 (5)1.2机械手的组成和分类 (6)1.2.1 机械手的系统工作原理及组成 (6)1.2.2机械手的分类 (8)1.3课题的提出及主要任务 (9)第二章机械手的设计方案 (10)2.1机械手的座标型式与自由度和工作范围 (11)2.2 机械手的手部结构方案设计 (13)2.3 机械手的手臂结构方案设计 (13)2.4机械手的驱动方案设计 (13)2.5机械手的技术参数 (13)第三章手部结构设计 (14)3.1手部吸附结构设计 (14)3.2真空吸附回路设计 (15)3.3真空元器件设计 (16)3.4设计时考虑的几个问题 (19)第四章手腕旋转1800结构设计 (19)4.1 手腕的自由度 (19)4.2 手腕的驱动力矩的计算 (19)第五章手臂伸缩结构设计 (23)5.1同步带传动概述 (24)5.2同步带传动设计计算 (26)5.3同步带传动轴部件设计 (30)6手臂升降结构设计 (32)6.1手臂升降齿轮齿条的设计 (33)7导轨设计 (34)7.1导轨的选择 (34)7.2主轨道导轨设计 (34)9结论 (39)参考文献 (41)前言本设计通过对机械设计制造及其自动化专业大学本科四年的所学知识进行整合,完成一个特定功能、特殊要求的数控机床上下料机械手的设计,能够比较好地体现机械设计制造及其自动化专业毕业生的理论研究水平,实践动手能力以及专业精神和态度,具有较强的针对性和明确的实施目标,能够实现理论和实践的有机结合。
PLC课程设计机械手电气控制系统设计

《PLC技术与工程应用》课程设计任务书课题名称:机械手电气控制系统设计专业班级:电气自动化技术102班河南机电高等专科学校自动控制系2012-06-011、概述机械手是工业生产过程中常见的自动化设备,它具有工件的自动取拿、移动和输送功能。
机械手机构控制涉及了PLG传感器、电机驱动等技术。
机械手实验设备如图1所示。
该设备可以实现手臂的左右摆动、伸出与退回、上下移动、机械手指的夹紧与张开等四自由度动作。
图1.机械手实验设备1.1输出驱动单元该设备四自由度动作由四台直流电动机驱动,每台电动机可进行正反转运行。
左右摆动由齿轮组啮合实现减速传动;伸出与退回、上下移动由直流减速电机驱动丝杠--螺母结构完成;机械手指的夹紧与张开由直流减速电机驱动连杆结构实现。
该设备共有8个动作,由控制器输出信号驱动。
1.2输入检测单元每个自由度运行极限位置设置了两个行程开关,用于判断当前动作是否到位。
该设备共有8个行程开关作为控制器的输入信号2、输入输出接口电路介绍机械手实验设备既是所谓控制对象,对于一般工业控制,其控制核心使用可编程控制器(PLC)。
设计输入输出接口电路(如图2所示)的目的是为解决机械手设备输出驱动单元、输入检测单元与PLC之间的信号接口问题。
图中上层电路板是驱动电路板,下层电路板左侧是输入接口电路板,右侧是输出接口电路板<图2.输入输出接口电路板2.1输入接口电路板输入接口电路板原理图如图3所示,其功能是将设备上行程开关的开关状态转换为统一的电平信号(逻辑1:24V DC ;逻辑0: 0V DC)。
板上设有光电隔离电路,将内外电源隔离,以保护设备安全。
FLC輸人模块图3.输入接口电路板电气原理图本设备8个输入信号,对应输入接口电路板的8根输入信号线。
各信号线对应的行程开关如表1所示。
表1.2.2输出接口输出接口(如图4所示)由两块电路板构成:驱动电路板和输出接口电路板。
它们的功能是将PLC输出的控制信号用于驱动继电器动作,从而控制电动机正向或反向运行。
模具注塑机机械手控制电路设计

模具注塑机机械手控制电路设计1.确定控制电路的功能需求在设计模具注塑机机械手控制电路之前,首先要明确其功能需求,例如机械手的运动方向(水平、垂直、前后等),速度控制,起止动作控制等。
2.确定机械手驱动器的选择根据机械手的负载情况和所需运动参数来选择合适的驱动器,常见的驱动器有伺服电机、步进电机等。
通过计算和实验确定所需的驱动器参数。
3.设计电路原理图通过电路原理图来描述模具注塑机机械手控制电路的连接方式和工作原理。
包括电源电路、信号输入电路、信号处理电路、驱动电路等。
3.1电源电路设计根据驱动器的电源需求确定供电电源的电压和电流。
设计一个稳定的电源电路,包括变压器、整流电路和滤波电路,保证供电的稳定性。
3.2信号输入电路设计根据机械手控制信号的类型和电平要求设计相应的信号输入电路。
可以使用光电隔离电路来实现信号的转换和隔离,保护主控板和机械手控制电路。
3.3信号处理电路设计根据机械手的运动需求,设计相应的信号处理电路,包括编码器、传感器等。
通过信号处理电路将输入的位置、速度等信号转换为驱动器所需的信号格式。
3.4驱动电路设计根据驱动器的类型和参数要求,设计相应的驱动电路。
对于伺服电机,通常采用PWM信号控制电机的速度和位置,可以使用控制芯片来实现;对于步进电机,可以选择合适的驱动芯片实现控制。
4.PCB设计在电路原理图的基础上,进行PCB电路板的设计和布线。
根据信号传输的要求,尽量减小信号线的长度和交叉干扰,保证信号的稳定性和可靠性。
5.编程控制器根据机械手的运动需求和电路设计,进行控制器的编程。
编写相应的程序,实现机械手的运动控制和逻辑控制。
6.电路测试和调试将设计好的控制电路连接到模具注塑机机械手上,进行电路的测试和调试。
通过实验和调整,验证控制电路的稳定性和可靠性,确保其正常工作。
综上所述,模具注塑机机械手控制电路设计是一个涉及电源电路、信号输入处理电路、驱动电路等多个方面的复杂过程。
通过仔细的设计和调试,可以实现机械手的灵活控制和自动化操作。
机械手电气控制系统设计
课程设计报告书课程名称:《PLC技术与工程应用》课题名称:机械手电气控制系统设计系部名称:专业班级:姓名:学号:年月日设计任务书设计目的:1、学习PLC电气控制系统的开发过程和系统设计思路;2、锻炼实际应用程序开发能力;3、提高电气制图、流程图绘制及办公文档编辑能力。
设计要求:1)基本要求:●设置机械手复位按钮机械手每次的工件输送过程,都应该从初始位置开始。
定义右转到位、上行到位、退回到位及手指张开到位同时满足时为机械手初始位置开机运行时,机械手应该首先自动回到初始位置;若遇到特殊情况,机械手停在非初始位置,按下复位按钮即可实现复位。
●设置单步/连续切换开关在单步模式下按下启动按钮(若机械手处于初始位置,则开始运行;否则,按下复位键,使机械手复位)→伸出→下行→手指夹紧→上行→左转→下行→手指张开→上行→退回→左行→停止注:以上连贯动作实现时,某些动作(见上述动作字体加粗部分)可以同时进行。
在连续模式下按下启动按钮,上述动作依次发生,但回到初始位置之后,继续下一个工件的传输过程。
连续模式下,按下停止按钮,待本次工件传输工作结束后,停止运行。
2)提高要求i)编制四个驱动电机的保护程序。
要求自动检测电机是否处于堵转状态。
若电机处于堵转状态,应立即停止系统工作,并点亮故障报警灯;故障排除后,按下复位按钮,故障报警灯熄灭;ii)连续运行模式下,统计传输工件的个数,存储于PLC的V型数据区,以备组态监控使用,也可用状态表监视其状态变化。
3)高级要求利用上位机组态软件组态监控画面,或利用触摸屏组态监控画面,监控机械手的生产过程。
《PLC技术与工程应用》课程设计报告书目录目录 (I)1设计思路或方案选择 (1)1.1 设计思路 (1)1.1.1 实现该设计所用的硬件 (1)1.1.2该设计功能大概分为四部分 (1)1.1.3 总的系统结构框图 (1)1.2 方案选择 (2)2硬件电路设计 (3)2.1 本设计的电气原理图 (3)2.2 I/O分配表 (4)2.2.1 表-1 输入分配表 (4)2.2.2 表-2 输出分配表 (4)3软件设计 (5)3.1 总流程图 (5)3.2 重要程序及说明 (6)4程序调试 (7)4.1 调试设备 (7)4.2 遇到的问题与解决方法 (7)5心得体会 (8)附录1 参考文献 (9)附录2 程序清单 (10)1设计思路或方案选择1.1设计思路1.1.1 实现该设计所用的硬件硬件系统由编程计算机(上位机)、控制器即S7-200 PLC CPU224(下位机、数字量输入/输出点为14入/10出)和机械手模型装置被控对象等组成,编程计算机和控制器之间通讯采用PC/PPI电缆连接实现PPI通信。
注塑机单轴伺服机械手控制系统设计

注塑机单轴伺服机械手控制系统设计为了实现注塑机的自动取料,采用单片机和CPLD构成了伺服机械手控制系统,详细介绍了控制系统的硬件和软件设计过程。
该控制系统已经在生产中应用,性能稳定,达到了预期的功能和控制精度。
引言注塑机专用机械手是能够模仿人体上肢的部分功能,可以对其进行自动控制使其按照预定要求输送制品或操持工具进行生产操作的自动化生产设备。
注塑机机械手通常由执行机构、驱动系统、控制系统等组成。
执行机构是机械手取放物品,完成各种动作的机械结构。
驱动系统为执行机构提供动力。
动力有气动、液压、电动等形式。
控制系统对驱动系统进行控制,使执行系统按指定的动作运行。
1控制系统总体方案控制系统采用两块78e516单片机作为核心微处理器,其中手动控制盒主要负责人机交流,包括键盘扫描,LCD页面显示、串口通信等;主控钢板是整个系统的核心,负责控制自动控制流程的状态转换、手动控制的执行、伺服电机控制和开关量的输入输出,并且负责将当前状态、位置等数据上传至手动控制盒以供显示。
控制系统结构框图如图1所示。
点击图片查看大图图1 控制系统结构框图2 主控制板硬件设计根据主控制板的功能要求分析,将主控制板硬件电路分模块进行设计。
各模块功能相对独立,彼此协作完成完整的系统功能。
在需要修改系统方案或者改变系统功能时,模块化的系统设计也能较小工作量,提高工作效率。
每个模块单独设计,单独调试,提高了系统开发的成功率,同时也保证了系统工作的稳定性。
根据注塑机取出机械手的具体功能要求,主控制板硬件电路可划分为以下7个模块,如图2所示。
点击图片查看大图图2 机械手主控制钣硬件电路框图1)CPU处理模块CPU处理模块是整个主控制板的核心,负责整个机械手的状态监测和运行控制。
同时和上位机的通信以及和注塑机的通信。
由于本系统需要处理的数据量很大,所以CPU模块还需要扩展外部RAM和ROM。
2)开关量输入模块机械手运行时的定位,用到了大量的电磁接近开关,主控制板需要读取这些接近开关的状态,从而确定机械手的位置,判断下一步进行的操作。
机械手电气控制系统设计

机械手电气控制系统设计1.机械手及其应用机械手:mechanical hand,也被称为自动手,auto hand能模仿人手和臂的某些动作功能,用以按固定程序抓取、搬运物件或操作工具的自动操作装置。
它可代替人的繁重劳动以实现生产的机械化和自动化,能在有害环境下操作以保护人身安全,因而广泛应用于机械制造、冶金、电子、轻工和原子能等部门。
机械手主要由手部、运动机构和控制系统三大部分组成。
手部是用来抓持工件(或工具)的部件,根据被抓持物件的形状、尺寸、重量、材料和作业要求而有多种结构形式,如夹持型、托持型和吸附型等。
运动机构,使手部完成各种转动(摆动)、移动或复合运动来实现规定的动作,改变被抓持物件的位置和姿势。
运动机构的升降、伸缩、旋转等独立运动方式,称为机械手的自由度。
为了抓取空间中任意位置和方位的物体,需有6个自由度。
自由度是机械手设计的关键参数。
自由度越多,机械手的灵活性越大,通用性越广,其结构也越复杂。
一般专用机械手有2~3个自由度。
1.1 国内外机械工业、铁路部门中机搬运械手主要应用于以下几方面1.热加工方面的应用热加工是高温、危险的笨重体力劳动,很久以来就要求实现自动化。
为了提高工作效率,和确保工人的人身安全,尤其对于大件、少量、低速和人力所不能胜任的作业就更需要采用机械手操作2.冷加工方面的应用冷加工方面机械手主要用于柴油机配件以及轴类、盘类和箱体类等零件单机加工时的上下料和刀具安装等。
进而在程序控制、数字控制等机床上应用,成为设备的一个组成部分。
最近更在加工生产线、自动线上应用,成为机床、设备上下工序联接的重要于段。
3. 拆修装方面拆修装是铁路工业系统繁重体力劳动较多的部门之一,促进了机械手的发展。
目前国内铁路工厂、机务段等部门,已采用机械手拆装三通阀、钩舌、分解制动缸、装卸轴箱、组装轮对、清除石棉等,减轻了劳动强度,提高了拆修装的效率。
近年还研制了一种客车车内喷漆通用机械手,可用以对客车内部进行连续喷漆,以改善劳动条件,提高喷漆的质量和效率。
注塑机取模机械手控制系统 (2)
摘要机械手是模仿着人手的部分动作,按给定程序、轨迹和要求实现自动抓取、搬运或操作的自动机械装置。
在工业生产中应用的机械手被称为“工业机械手”。
单旋臂式注塑机取模机械手是一种抓取注塑工件的机械手,该机械手占用空间小,稳定性好、效率高,是注塑行业抓取注塑工件不可缺少的自动化设备,该机械手以气动方驱动,简单可靠,操作、维修方便。
有较好的市场应用前景。
本文主要介绍基于单片机的单旋臂式取模机械手的控制板的设计,采用直接控制结构,完成了硬件电路设计,包括时钟复位电路、输入输出通道、液晶接口、键盘接口、串口下载等,包括菜单、机械手动作位置监督、故障报警等相关功能。
整个控制系统结构简洁、各模块功能明确。
机械手采用的不同硬件结构,针对目前开发的单悬臂式注塑机取模机械手控制板提出了相应解决方案。
该控制板采用模块化的电路设计各部分功能明确。
同时,考虑到注塑机取模机械手恶劣的工作环境,在硬件上加入了抗干扰设计,有效提高系统的抗干扰能力。
在软件方面,不但满足了机械手的动作要求,也加入了抗干扰设计,弥补硬件抗干扰的不足。
整个控制系统调试完成,基本完成机械手的各功能要求。
关键词:单片机;注塑机取模机械手;模块化;抗干扰AbstractThe take-out robot for Plastie injection15 arobot for grabat work Pieceof Plasti cinjection .The robot take uPthesmallsPaee,goodStability,highefficieney,it 15 ind ispensable automation equipments inplastie injection fleld.The robot drive with thea ir pressure,simple andere dibility would beser vieeeon venienee. Directeontrolstrueture15usedintheeontrolsystem,asatake一outrobotforPlastieinjection,hardwaredesignincludetheinPut,outPut,LCDdisPlay,keyboard,ISP,soflwaredesig nineludealarm,malfunetionreasondisPlay,teaeh,ete.Thestrueture15eoneision.Thefunc tionofeachmold15exPlieit. AfterinirodueethePresenteonditionandexistentProblemoftake一outrobotfor Plastieinjeetion,thearticleillustrateddifferenthardwarestructureandProPosedthe waytosolVeProblem. ThehardwarePartoftheeontrolsystemchoosesdireeteontrolstrueture,meanwhile;thePlanforconsideranti一inierferencedesignareusedforcancelingthe badenvironmentoftherobotworking.Also,Providefriendlyinierfaeeforshortenthetimeofstudyabouttherobotand softwareanii一interfereneedesignformakeuPthewea比essofthePartofhardware design.ComPletethesystemadjustsandRealizationfunetionoftherobot.KeyWords:MCU:take-out robot for Plastieinjeetion;anti-inierfereneee目录第一章绪论1.1注塑机取模机械手的发展历程与现状1.2课题的来源及任务1.2.1课题的来源1.2.2课题完成的任务1.3课题的意义第二章注塑机取模机械手控制板的总体设计2.1控制板的总体方案2.1.1机械手控制板典型方案2.1.2常用核心处理器2.1.3本控制板采用的方案及选用的核心处理器2.2控制板功能及基本解决方案2.2.1控制板功能要求2.2.2控制板基本解决方案2.3 系统的组成框图第三章注塑机取模机械手控制系统的硬件设计3.1引言3.2硬件模块设计................3.3CPU、ISP、急停、输入、输出通道模块及其电路设计3.3.1 CPU选用及其性能介绍3.3.2 ISP及其电路设计3.3.3 急停电路设计3.3.4输入通道及其电路设计3.3.5 输出通道及其电路设计3.4 键盘端口和状态灯及其电路设计3.4.1键盘、状态灯及其电路设计3.4.2键盘接口及其电路设计3.5液晶显示端口及其电路设计第四章注塑机取模机械手控制系统的软件设计4.1引言4.2软件总体设计4.2.1功能性设计4.2.2可靠性设计4.2.3运行管理设计4.3机械手控制系统的软件模块设计和开发平台、编程语言4.3.1软件模块设计4.3.2开发平台和开发语言4.4机械手急停程序设计4.5机械手动作程序设计4.6键盘扫描和键盘读取模块4.6液晶显示模块第五章注塑机取模机械手控制系统的软、硬件抗干扰设计5.1引言5.2挑选合适的元器件5.2.1元器件的失效机理5.2.2元器件的选择5.2.3降额设计5.3抗干扰措施5.3.1光电隔离5.3.2去祸电容、旁路电容、磁珠5.3.3地线安排5.3.4看门狗技术第六章总结致谢参考文献附录第一章绪论本章简要介绍了国内外注塑用机械手的发展历程和未来的发展方向在深入分析目前国内对于注塑机用机械手技术现状和市场需求之间的关系和矛盾的基础上介绍了本课题的来源并描述了本课题的意义和及所要完成的具体工作。
机械手电路设计

机械手控制电路毕业设计(2012届)目录摘要................................................................... 错误!未定义书签。
第一章绪论.................................................. 错误!未定义书签。
一、机械手的概述.................................................. 错误!未定义书签。
1.1 机械手的组成..................................... 错误!未定义书签。
1.2 机械手的分类..................................... 错误!未定义书签。
1.3 机械手的应用..................................... 错误!未定义书签。
二、PLC的产生和发展 (5)2.1 PLC的产生 (5)2.2PLC的发展 (5)2.3PLC的特点 (6)三、本论文设计的意义和目的 (7)第三章本论文设计的内容与要求 (8)3.1机械手工作的过程如下,且每次循环均从原位开始。
(8)3.2控制要求 (8)第四章PLC控制机械手的总设计方案 .............. 错误!未定义书签。
4.形式的选择1机械手............................ 错误!未定义书签。
4.2机械手的工作原理............................. 错误!未定义书签。
4.3机械手驱动机构的选择.................... 错误!未定义书签。
4.4 PLC的基本组成 (11)4.5 PLC的基本工作原理 ........................ 错误!未定义书签。
4.6 PLC 工作方式 (11)4.6 PLC的应用领域 ................................. 错误!未定义书签。
机械手电路说明

机械手电路说明
本电路采用单片机STC89C51进行核心控制,手持端与机械手之间通过无线模块进行控制。
电机通过H 桥进行驱动,电磁阀通过三极管进行控制。
核心控制电路
6
控制部分采用宏晶单片机公司的STC89C51单片机作为控制内核。
最小电路包括电源驱动、晶振触发电路、复位截止电路等。
发光二极管D1用于电路上电指示。
P0口接51K 上拉电阻,以提高P0口的带负载能力。
P1、P3与无线接收模块连接。
P0.4~P0.7用于控制电机。
P2用于控制电磁阀。
无线发射接收电路
无线接收发射电路采用集成的无线接收发射模块。
模块采用PT2262、PT2272分别作为发射接收的核心芯片。
在电路使用中,分别对四组无线发射接收模块进行地址编码。
当按键按下时,所对应的接口引脚进行置位,使与其对应的单片机引脚的状态改变,实现信号传输。
H桥驱动电机电路
H桥核心驱动采用大功率三极管TIP122、TIP127进行电流驱动。
二极管D1~D4用于保护电路。
由于三极管TIP122、TIP127的驱动电
流过大,超出了单片机引脚的驱动能力。
因此采用光电隔离器P521、三极管D882组成放大电路来驱动H桥。
电磁阀驱动电路
电磁阀驱动电路采用光电隔离器P521、三极管D882组成放大电路来为电磁阀提供电流。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录题目:模具注塑机机械手控制电路设计 (1)前言 (3)引言 (3)一、机械手的发展与应用现状 (3)二、机械手的前景及方向 (5)三、本课题的研究意义 (6)第一章机械手硬件设计 (7)一、机械手的总体设计 (7)二、机械手的动作过程 (8)三、主要部件及零件及要求 (8)四、运动方式和工作过程 (8)五、PLC控制方式 (8)第二章电路设计 (9)一、主线路 (9)二、PLC控制及I/O分配 (9)第三章软件设计 (12)一、编程工具 (12)二、梯形图如下 (13)三、指语句令表 (15)第四章整机调试 (18)一、手动控制过程 (18)二、自动运行控制过程 (18)总结 (19)致谢 (20)参考文献 (21)题目:模具注塑机机械手控制电路设计作者:王家欢【摘要】机械手是在机械化,自动化生产过程中发展起来的一种新型装置。
在现代生产过程中,机械手被广泛的运用于自动生产线中,机械人的研制和生产已成为高技术邻域内,迅速发殿起来的一门新兴的技术,它更加促进了机械手的发展,使得机械手能更好地实现与机械化和自动化的有机结合。
机械手虽然目前还不如人手那样灵活,但它具有能不断重复工作和劳动,不知疲劳,不怕危险,抓举重物的力量比人手力大的特点,因此,机械手已受到许多部门的重视,并越来越广泛地得到了应用。
机械手技术涉及到力学、机械学、电气液压技术、自动控制技术、传感器技术和计算机技术等科学领域,是一门跨学科综合技术。
机械手是一种能自动化定位控制并可重新编程序以变动的多功能机器,它有多个自由度,可用来搬运物体以完成在各个不同环境中工作。
机械手按驱动方式可分为液压式、气动式、电动式和机械式机械手。
本文设计的机械手属于混合式机械手,它综合了电动式和气动式机械手的优点,既节省了行程开关和PLC的I/O 端口,又达到了简便操作和精确定位的目的。
【关键字】气动机械手、注塑机机械手、机械手控制电路设计、PLC控制Mold injection molding machine manipulator control circuit designAuthor: Wang JiaHuan【Abstract】The robot is a mechanized and automated production process developed a new type of device. In the modern production process, the mechanical hand has been widely used in automatic production lines, robots have become the hi-tech development and production of neighborhood and quickly made up a Hall of emerging technology, it is even more to promote the development of mechanical hands, making robot better able to achieve with the combination of mechanization and automation. Although the robot is not as flexible as staff, but it has to repeat the work and labor, I do not know fatigue, not afraid of danger, the power of lifting a heavy object larger than manual force characteristics, therefore, mechanical hand has been of great importance to many sectors, and Yue Lai has been applied more widely.Robot technology related to mechanics, mechanics, electrical hydraulic technology, automatic control technology, sensor technology and computer technology and other fields of science, is a cross-disciplinary integrated technology.Robot is a kind of positioning control can be automated and can bere-programmed to change in multi-functional machine, which has multiple degrees of freedom can be used to carry an object in order to complete the work in different environments.Robot-driven approach can be classified according to hydraulic, pneumatic, electric and mechanical manipulator. This design belongs to a hybrid robot manipulator, which combines electric and pneumatic manipulator benefits, saving the trip switch and the PLC, I / O ports, but also to achieve a simple operation and precise positioning purposes.【Keywords】pneumatic manipulator, injection molding machine manipulator, manipulator control circuit design, PLC control前言引言机械工业是国民的装备部,是为国民经济提供装备和为人民生活提供耐用消费品的产业。
不论是传统产业,还是新兴产业,都离不开各种各样的机械装备,机械工业所提供装备的性能、质量和成本,对国民经济各部门技术进步和经济效益有很大的和直接的影响。
机械工业的规模和技术水平是衡量国家经济实力和科学技术水平的重要标志。
因此,世界各国都把发展机械工业作为发展本国经济的战略重点之一。
工业机械手是近几十年发展起来的一种高科技自动化生产设备。
工业机械手的是工业机器人的一个重要分支。
它的特点是可通过编程来完成各种预期的作业任务,在构造和性能上兼有人和机器各自的优点,尤其体现了人的智能和适应性。
机械手作业的准确性和各种环境中完成作业的能力,在国民经济各领域有着广阔的发展前景。
机械手是在机械化,自动化生产过程中发展起来的一种新型装置。
在现代生产过程中,机械手被广泛的运用于自动生产线中,机械人的研制和生产已成为高技术邻域内,迅速发殿起来的一门新兴的技术,它更加促进了机械手的发展,使得机械手能更好地实现与机械化和自动化的有机结合。
机械手虽然目前还不如人手那样灵活,但它具有能不断重复工作和劳动,不知疲劳,不怕危险,抓举重物的力量比人手力大的特点,因此,机械手已受到许多部门的重视,并越来越广泛地得到了应用。
机械手技术涉及到力学、机械学、电气液压技术、自动控制技术、传感器技术和计算机技术等科学领域,是一门跨学科综合技术。
机械手是一种能自动化定位控制并可重新编程序以变动的多功能机器,它有多个自由度,可用来搬运物体以完成在各个不同环境中工作。
机械手的分类机械手一般分为三类:第一类是不需要人工操作的通用机械手。
它是一种独立的不附属于某一主机的装置。
它可以根据任务的需要编制程序,以完成各项规定的操作。
它的特点是具备普通机械的性能之外,还具备通用机械、记忆智能的三元机械。
第二类是需要人工才做的,称为操作机。
它起源于原子、军事工业,先是通过操作机来完成特定的作业,后来发展到用无线电讯号操作机来进行探测月球等。
工业中采用的锻造操作机也属于这一范畴。
第三类是用专用机械手,主要附属于自动机床或自动线上,用以解决机床上下料和工件送。
这种机械手在国外称为“Mechanical Hand”,它是为主机服务的,由主机驱动;除少数以外,工作程序一般是固定的,因此是专用的。
在国外,目前主要是搞第一类通用机械手,国外称为机器人。
本课题所做的机械手是属于第三类机械手。
一、机械手的发展与应用现状机械手首先是从美国开始研制的。
1958年美国联合控制公司研制出第一台机械手。
它的结构是:机体上安装一个回转长臂,顶部装有电磁块的工件抓放机构,控制系统是示教形的。
1962年,美国联合控制公司在上述方案的基础上又试制成一台数控示教再现型机械手。
商名为Unimate(即万能自动)。
运动系统仿照坦克炮塔,臂可以回转、俯仰、伸缩、用液压驱动;控制系统用磁鼓作为存储装置。
不少球坐标通用机械手就是在这个基础上发展起来的。
同年该公司和普鲁曼公司合并成立万能自动公司,专门生产工业机械手。
1962年美国机械制造公司也实验成功一种叫Vewrsatran机械手。
该机械手的中央立柱可以回转、升降采用液压驱动控制系统也是示教再现型。
虽然这两种机械手出现在六十年代初,但都是国外工业机械手发展的基础。
1978年美国Unimate公司和斯坦福大学,麻省理工学院联合研制一种Unimate-Vicarm型工业机械手,装有小型电子计算机进行控制,用于装配作业,定位误差小于±1毫米。
联邦德国机械制造业是从1970年开始应用机械手,主要用于起重运输、焊接和设备的上下料等作业。
联邦德国KnKa公司还生产一种点焊机械手,采用关节式结构和程序控制。
日本是工业机械手发展最快、应用最多的国家。
自1969年从美国引进两种机械手后大力从事机械手的研究。
前苏联自六十年代开始发展应用机械手,至1977年底,其中一半是国产,一半是进口。
目前,工业机械手大部分还属于第一代,主要依靠工人进行控制;改进的方向主要是降低成本和提高精度。
近20年来,气动技术的应用领域迅速拓宽,尤其是在各种自动化生产线上得到广泛应用。
电气可编程控制技术与气动技术相结合,使整个系统自动化程度更高,控制方式更灵活,性能更加可靠;气动机械手、柔性自动生产线的迅速发展,对气动技术提出了更多更高的要求;微电子技术的引入,促进了电气比例伺服技术的发展,现代控制理论的发展,使气动技术从开关控制进入闭环比例伺服控制,控制精度不断提高;由于气动脉宽调制技术具有结构简单、抗污染能力强和成本低廉等特点,国内外都在大力开发研究。