注塑机机械手程序教材演示幻灯片
合集下载
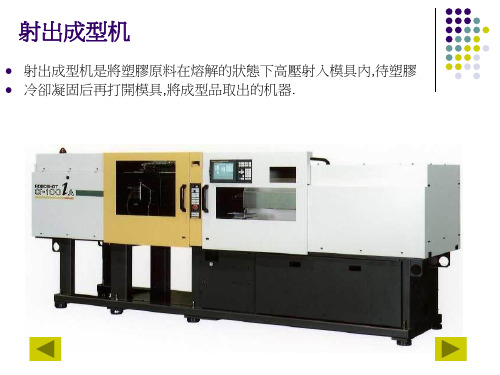
注塑机结构及工作原理演示幻灯片

在注射螺杆中,螺杆头的作用是:预塑时,能将塑化
好的熔体放流到储料室中,而在高压注射时,又能有效 地封闭螺杆头前部的熔体,防止倒流。
21.04.2020
19
表1 注射螺杆头形式与用途
形式
尖
无
头பைடு நூலகம்
止
形
逆
环
型
钝
头
形
环 形
止
逆
爪
形
型
销 钉 形
分 流 形
21.04.2020
结构图
特征与用途
螺杆头锥角较小或有螺 纹,主要用于高粘度或 热敏性塑料
L2 — 塑化段(压缩段)螺纹长度。物料在此锥形空间 内不断地受到压缩、剪切和混炼作用,物料从L2段入点开 始,熔池不断地加大,到出点处熔池已占满全螺槽,物料 完成从玻璃态经过黏弹态向黏流态的转变,即此段,塑料 是处于颗粒与熔融体的共存状态。L2的长度会影响物料从 玻璃态到黏流态的转化历程,太短会来不及转化,固料堵 在L2段的末端形成很高的压力、扭矩或轴向力;太长则会 增加螺杆的扭矩和不必要的消耗,一般L2=(6~8)ds。 对于结晶型的塑料,物料熔点明显,熔融范围窄,L2可短
螺杆是塑化部件中的关键部件,和塑料直接接触,塑 料通过螺槽的有效长度,经过很长的热历程,要经过3态 (玻璃态、黏弹态、黏流态)的转变,螺杆各功能段的长 度、几何形状、几何参数将直接影响塑料的输送效率和塑 化质量,将最终影响注射成型周期和制品质量。 与挤出螺杆相比,注塑螺杆具有以下特点: ① 注射螺杆的长径比和压缩比比较小; ② 注射螺杆均化段的螺槽较深; ③ 注射螺杆的加料段较长,而均化段较短; ④ 注射螺杆的头部结构,具有特殊形式。
7-推力座;8-注射座;9-塑化部件;10-座 移油缸
好的熔体放流到储料室中,而在高压注射时,又能有效 地封闭螺杆头前部的熔体,防止倒流。
21.04.2020
19
表1 注射螺杆头形式与用途
形式
尖
无
头பைடு நூலகம்
止
形
逆
环
型
钝
头
形
环 形
止
逆
爪
形
型
销 钉 形
分 流 形
21.04.2020
结构图
特征与用途
螺杆头锥角较小或有螺 纹,主要用于高粘度或 热敏性塑料
L2 — 塑化段(压缩段)螺纹长度。物料在此锥形空间 内不断地受到压缩、剪切和混炼作用,物料从L2段入点开 始,熔池不断地加大,到出点处熔池已占满全螺槽,物料 完成从玻璃态经过黏弹态向黏流态的转变,即此段,塑料 是处于颗粒与熔融体的共存状态。L2的长度会影响物料从 玻璃态到黏流态的转化历程,太短会来不及转化,固料堵 在L2段的末端形成很高的压力、扭矩或轴向力;太长则会 增加螺杆的扭矩和不必要的消耗,一般L2=(6~8)ds。 对于结晶型的塑料,物料熔点明显,熔融范围窄,L2可短
螺杆是塑化部件中的关键部件,和塑料直接接触,塑 料通过螺槽的有效长度,经过很长的热历程,要经过3态 (玻璃态、黏弹态、黏流态)的转变,螺杆各功能段的长 度、几何形状、几何参数将直接影响塑料的输送效率和塑 化质量,将最终影响注射成型周期和制品质量。 与挤出螺杆相比,注塑螺杆具有以下特点: ① 注射螺杆的长径比和压缩比比较小; ② 注射螺杆均化段的螺槽较深; ③ 注射螺杆的加料段较长,而均化段较短; ④ 注射螺杆的头部结构,具有特殊形式。
7-推力座;8-注射座;9-塑化部件;10-座 移油缸
机械手PPT2(1)
4
机械手的组成
•
机械手的基本结构由感知部分、控制部分、主机部分 和执行部分四个方面组成。采集感知信号及控制信号均由 气动缸驱动。主机部分采用了标准型材辅以模块化的装配 形式,使得气动机械手能拓展成系列化、标准化的产品。 人们根据应用工况的要求,选择相应功能和参数的模块, 像积木一样随意的组合,这是一种先进的设计思想,代表 气动技术今后的发展方向,也将始终贯穿着机械手的发展 及实用性模块化拼装的气动机械手比组合导向装置更具有 灵活的安装体系。它集成电接口和带电缆及气管的导向系 统装置,使机械手运动自如。由于采用了模块化拼装结构, 可组成立柱型气动机械手、门架型气动机械手及滑块型气 动机械手,及其它各种类型的机械手。这些模块化机械手 组装方便,动作灵活,具有较高的定位精度,但工作空间 比较小,主要应用于一般的送料自动线上。气动机械手具 有三个自由度,即水平(Z)方向自由度、垂直(Y)方向自由 度和旋转自由度,并可以采用多种灵活的控制方案。
8
机械手流程图
• 根据分析可得出机械手的工作流程图, 如下图所示。
9
实现要求功能需要如下条件(1)
•
•
(1)底座与横梁之间需要旋转盘,旋转盘的驱动由电机 来完成,普通电机转速较高,需要考虑安装减速机,在这 种频繁启动制动的场合下,选用低速电机会更方便。 • (2)横梁在普通情况下,长度是固定的,如果工作台不 进行调整,横梁长度可永远不变。课题任务也未作横梁要 求,但在实际应用中,可能出现工作台距离调整的情况, 为增加机械手的通用性,本设计中在横梁上安装了执行气 缸,可使用手动按钮调整横梁长度。 • (3)竖直方向上是频繁上下工作的机构,可选用电机传 动的齿轮齿条啮合机构,也可选用执行气缸,后者是新技 术更经济、环保、噪音低,也更符合课题要求。
注塑机机械手程序教材-精选文档
(5)(1)
(4) (3) (2)
cnc38
副臂的主要位置
副待机位:开始取件前副臂所处位置 (10) (6) ,是机械手副臂工艺程序开始也是工 艺程序结束的位置(如图点6) 副臂下行:副臂下行进入模内的位置 (如图点7) 副夹水口:副臂夹取水口的位置(如 图点8) 副臂后行:副臂夹完水口,在模内准 备上行到模外的位置(如图点9) 副臂上行:主臂从模内上行到模外的 (7) 位置(如图点10) (9) 副放水口:副臂放置水口的位置。
注塑机机械手
cnc38
本次设计采用路径规划的原理来实现教导方式
取物点
取物点
L型取件
变形 L型取件
取物点
取物点
嵌件点
嵌件点
有嵌件式取件
cnc38
变形有嵌件式取件
主臂的主要位置
+ 主待机位:开始取件前主臂所处位置,
+
+
+ + +
是机械手主臂工艺程序开始也是工艺程 序结束的位置(如图点1) 主臂下行:主臂下行进入模内的位置 (如图点2) 主取产品:主臂取注塑件的位置(如图 点3) 主臂后行:主臂取完塑件,在模内准备 上行到模外的位置(如图点4) 主臂上行:主臂从模内上行到模外的位 置(如图点5) 装箱位置:主臂放置产品的位置。
R1000 R1001 R1002 R1003 R1004 R1005 R1006 R1007 R1008 R1009 R1010 R1011 R1012
R1400 R1401 R1402 R1403 R1404 R1405 R1406 R1407 R1408 R1409 R1410 R1411
cnc38
N0
注塑机机械手程序教材演示幻灯片
+
主取产品:主臂取注塑件的位置(如图 点3)
+ 主臂后行:主臂取完塑件,在模内准备 上行到模外的位置(如图点4)
+ 主臂上行:主臂从模内上行到模外的位 置(如图点5)
+ 装箱位置:主臂放置产品的位置。
(3)
h
(5)(1)
(4) (2)
3
副臂的主要位置
❖ 副待机位:开始取件前副臂所处位置 ,是机械手副臂工艺程序开始也是工
h
(8)
4
主臂运动顺序
❖ 主待机位→主臂下行→主取产品→ 主臂后行→主臂上行→装箱位置(
不良品位)
教导时主臂的定位顺序
❖ 主取产品→主臂后行,主臂下行→ 主待机位→主臂上行→装箱位置(
不良品位)
(3)
h
(5)(1)
(4) (2)
5
副臂运动顺序
(10)(6)
❖ 副待机位→副臂下行→副夹水口→ 副臂后行→副臂上行→副放水口
(10)(6)
艺程序结束的位置(如图点6)
❖ 副臂下行:副臂下行进入模内的位置 (如图点7)
❖ 副夹水口:副臂夹取水口的位置(如 图点8)
❖ 副臂后行:副臂夹完水口,在模内准 备上行到模外的位置(如图点9)
❖ 副臂上行:主臂从模内上行到模外的 位置(如图点10)
(7)
❖ 副放水口:副臂放置水口的位置。 (9)
判断运动方式
运动编译
源程序指针自加17 指令区指针自加n 参数区指针自加
结束
h
19
生成执行代码 编译动作程序
开始
判断动作类型
类型2编译
类型1编译
类型3编译
源程序指针自加2 指令区指针自加n 参数区指针自加n
力劲注塑机知识教程PPT幻灯片课件

作得出塑料制品的加工方法。
2
• 注塑机的构成
• 注塑机按注塑机构及锁模机构的不同在分成四类:
• 1)水平锁模及水平注射; 塑射;
2)水平锁模及垂直注
• 3)垂直锁模及水平注射; 射。
4)垂直锁模及垂直注
• 在以上四类中,第一类是目前较流行和一种类别,其主要 结构特点为:锁模及注射动作都是水平式,塑胶模具分离 是垂直式。塑件在顶开离开模腔后靠重力下跌。要注意的 是生产脆性塑料可能会在产品下跌时因碰撞而损坏,应采 用加垫弹性物或用机械手取出塑件。
• 注塑机机构的结构特点:
• 采用螺杆直射式注射方式(如图2)。胶粒经料 斗进生产方式熔胶筒中,通过螺杆的旋转运动 得到搅拌输送到螺杆前段,螺杆在前段塑料之 压迫下后退,完成预料动作。电热圈提供热能 便熔筒升至一定的温度,将胶粒预热熔融(塑 料由脱粒至熔融状态所需的热能大约20%由发 热圈提供)。螺杆的旋转运动是通过液压马达 驱动,注塑时,注塑液压缸直接推动螺杆的高 压力射入模腔中。
4
• 图3是螺杆式注射机的成型工艺过程 • 它主要有以下几个步骤: • 加料塑化:粒状或粉状塑料从料斗入加料口,通过旋转
的螺杆渗入料筒,由于料筒外部加热和旋转螺杆和剪切 作用,塑料被塑化成熔融状态,螺杆不断旋转,塑料不 断被渗入面塑化,待塑化熔料达到预定量时,螺杆便停 止旋转,加料塑化结束。 • 合模、注射:塑化结束,合模部件便开始合模,同时注 射座向前移动,当喷嘴贴紧模具的浇铸道后,液压油通 过注射油缸,使螺杆在一定的速度和压力下向前移动, 并将熔料注入模腔。 • 保压、硬化:在注射终了,需要一段保压时间,以便向 模腔补料,同时可以防止模腔同内熔料的反流。液压结 束后进行冷却,使制品硬化后定型。(在生产中,制品 保压后螺杆即开始加料塑化,为成型下一个制品作准备) • 开模顶出制品:制品硬化定型后,打开模具顶出制品。 • 3、POTENZA系列注塑机的总体结构如图4所示:
注塑机械手ppt课件

3、增强企业的竞争力及知名度。
注塑机械手的分类
按驱动方式分为:气动、变频、伺服; 按机械结构分为:旋转式、横走式、侧取
式、立式; 按手臂结构分为:单截、双截、三截; 按手臂多少分为:单臂 、双臂; 按程序不同分为:开放式程序和固定式程
序。
注塑机械手技术参数
注塑用机械手的技术参数确定机械手的规格 和工作性能,主要技术参数有以下几点:
排模
1、水口流道排模时,需考虑规则性,多个产品排在一
套模时,尽可能流道选做直浇道,多个对称胶件间水口位保
持一致性;
2、多个产品排在同一模时,尽量考虑产品平面的一致
性及走胶均匀性,尽可能大胶件不与小胶件排一套模;
3、潜水口胶件排模时,应注意潜顶针和潜点胶的区分,
尽量避免潜顶针、潜点胶、大水口、细水口共混排模。
最小间距5mm
口率走
生较胶
, 人
高 ,
不 均
同
工同匀模
成时、产
本不调品
投利机胶
入于困件
高机难排
。械,布 手修太 剪模多
水频,
水口流道不规则,不符合机械手剪水口要求,生产时需投入 1人工时进行修剪。
水
口
, 便
标
于准
机流
械道
手设
剪计
水“
口井
。”
字
型
第三部分:机械手生产对治具的要求
普 通 治 具
标 准 剪 水 口 治 具
标 准 剪 水 口 治 具
抱具组合
吸、抱组合
第四部分:现场参观及实例介绍
END
图(二)
水口宽度 最大3mm
不平大 能面水 实不口同 现一、模 机致细胶 械,水件 手机口潜 剪械同顶 水手时针 口无出、 。法现潜
注塑机械手的分类
按驱动方式分为:气动、变频、伺服; 按机械结构分为:旋转式、横走式、侧取
式、立式; 按手臂结构分为:单截、双截、三截; 按手臂多少分为:单臂 、双臂; 按程序不同分为:开放式程序和固定式程
序。
注塑机械手技术参数
注塑用机械手的技术参数确定机械手的规格 和工作性能,主要技术参数有以下几点:
排模
1、水口流道排模时,需考虑规则性,多个产品排在一
套模时,尽可能流道选做直浇道,多个对称胶件间水口位保
持一致性;
2、多个产品排在同一模时,尽量考虑产品平面的一致
性及走胶均匀性,尽可能大胶件不与小胶件排一套模;
3、潜水口胶件排模时,应注意潜顶针和潜点胶的区分,
尽量避免潜顶针、潜点胶、大水口、细水口共混排模。
最小间距5mm
口率走
生较胶
, 人
高 ,
不 均
同
工同匀模
成时、产
本不调品
投利机胶
入于困件
高机难排
。械,布 手修太 剪模多
水频,
水口流道不规则,不符合机械手剪水口要求,生产时需投入 1人工时进行修剪。
水
口
, 便
标
于准
机流
械道
手设
剪计
水“
口井
。”
字
型
第三部分:机械手生产对治具的要求
普 通 治 具
标 准 剪 水 口 治 具
标 准 剪 水 口 治 具
抱具组合
吸、抱组合
第四部分:现场参观及实例介绍
END
图(二)
水口宽度 最大3mm
不平大 能面水 实不口同 现一、模 机致细胶 械,水件 手机口潜 剪械同顶 水手时针 口无出、 。法现潜
FANUCROBOSHOTSi注塑机操作说明书PPT专业课件
9. 最大射出時間的設定
射出時間根据成型品的形狀和大小而异.同時還需考慮到是否能完全充填,以及外觀問題 和質量問題,一般來說,比較薄的成型品比較容易發生變形,所在要盡量縮短時間,而比較厚 的成型品,為防止出現縮痕和气泡,需要延長射出時間.另外,如果澆口比較大,射出時間應短; 澆口比較小時射出時間應長. 射出時間跟成型溫度和射出速度有關系. ★初期設定時間要稍稍長一點. ★最終設定最大射出時間,要設定比實際射出時間稍長 0.5~1 秒的值. ★設定最大射出時間的作用是,在一模我穴時如果在澆口處有阻塞,就會通過射出時間的作 用從射出轉向保壓工程.
螺桿位置
2. 由壓力切換來完成從射出到保壓的切換. 樹脂壓力可以通過檢測螺桿的推力得知,設定与實際的樹脂壓力接近的壓力以達到最 合适的成型條件. ★即使設定了壓用切換,到達最大射出時間后也會切換到保壓工程.
射出速度 壓 力
切換壓力
壓力
保壓切換位置
螺桿位置
3. 由射出時間完成從射出到保壓的切換 如果超過射出時間,就會從射出切換到保壓 ★實際使用時為以下二种組合: 是先滿足螺桿到達設定的位置這一條件,還不滿足超過射出時間這一條件: 是先滿足壓力達到設定的壓力這一條件,還是滿足超過射出時間這一條件.
2.射出座的動作領域
射出座的移動由齒輪馬達控制. 与模具的接触力需要利用彈簧.
3.頂出 机构
通過AC馬達的旋轉以及同步皮帶的作用,驅動滾珠的作用,驅動 滾珠導螺杆,使頂出板前進或后退,完成成型品的頂出過程.
4.模厚調整机构
模厚調整机构是通過齒輪馬達旋轉齒輪,精密地維持模盤的平行 度以及鎖模力的平衡.
FANUC ROBOSHOT S-2000i
第二章:FANUC成型机的設定方法
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
h
1
本次设计采用路径规划的原理来实现教导方式
取物点
L型取件
取物点
变形 L型取件
嵌件点
有嵌件式取件
取物点
取物点
嵌件点
变形有嵌件式取件
h
2
主臂的主要位置
+ 主待机位:开始取件前主臂所处位置, 是机械手主臂工艺程序开始也是工艺程 序结束的位置(如图点1)
+ 主臂下行:主臂下行进入模内的位置 (如图点2)
教导时副臂的定位顺序
❖ 副夹水口→副臂后行,副臂下行→
副待机位→副臂上行→副放水口
(7)
(9)
(8)
h
6
教导程序主画面介绍
h
7
教导程序验证画面介绍
h
8
教导程序存储画面介绍
h
9
本次设计采用路径规划的原理来实 现教导方式 。触摸屏端通过对路径的分
析,设定相应的电机运动顺序,根据指
令系统自动生成一套工艺程序,并传输 到PLC端进行执行。同时在PLC中有相 应的程序储存区和数据存储区,PLC根 据程序存储区的指令来进行动作。而这
些程序是根据指令系统中的指令、根据
教导程序按一定的顺序组成的。同时 PLC端有两段程序数据存储区,一段为 主臂的程序存储区,另一端为副臂的程
序储存区。在工艺程序执行的时候两段
h
10
自动运行开始
PLC程序运行流程图
N0 判断程序传输是否正
确
在PLC端有相应的子程 序端来对应不同的指令 ,在PLC端实现的为对 于终端电机的具体执行 ,根据指令系统的要求 ,PLC系统相当与一个 控制器和运算器,根据 两段程序区的指令来进 行程序运行。下图为 PLC端程序运行的流程 图:
YES
程序运行状 态初始化
给出程序传 输错误提示
取主臂程序开始 取主臂程序指令码
将所取指令码进行比 较
YES 根据比较结果调用主臂 相应动作子程序NO并在子 程序中判断有无报警
NO
取副臂程序开始 取副臂程序指令码 将所取指令码进行比
较
根据比较结果调用副臂 YES 相 程应 序动 中作 判子 断程 有序 无NO并 报在 警子
.
.
息。
.
.
.
.
.
.
R2000
R3000
h
13
R1000 Y轴动作指令码
R1001
教导程序源程序储存区 R1002 R1003
1400 X轴动作指令码
1403
R1004 Z轴动作指令码
R1005 R1006
1406 复位指令码
R1007 1409
例如主待机位执行翻 直和等候开模,主臂 程序存储区的值为
(10)(6)
艺程序结束的位置(如图点6)
❖ 副臂下行:副臂下行进入模内的位置 (如图点7)
❖ 副夹水口:副臂夹取水口的位置(如 图点8)
❖ 副臂后行:副臂夹完水口,在模内准 备上行到模外的位置(如图点9)
❖ 副臂上行:主臂从模内上行到模外的 位置(如图点10)
(7)
❖ 副放水口:副臂放置水口的位置。 (9)
长度:1 words
Addr ACT :动作操作码
(3)微调动作
格式:MICO-LOC LOC V
长度:4 words
Addr MICO-LOC :微调操作码
Addr+2
LOC
:位置参数
Addr+1
V
:速度参数
h
16
分块程序与显示
源程序→显示
触摸屏端的程序存储和调用是 以源程序为基本,源程序首先经 过分块程序,分成以位置为分界 的N个程序块,再调用分块制表程 序,挑出每个程序块中的位置信 息和动作信息,以待显示,最后 调用显示程序,把各个位置动作 信息显示出来。
R1000
R2000
序存储区和副臂程序
存储区两块。每个位
.
.该位置
. .
. .
的信息及该位置下的
.
.
动作信息。它是按照
R1399
R2399
位置动作的先后次序 主臂数据储 来存储的。存储信息 存区
副臂数据 储存区
类型可以分为两大类
. .
. .
:位置信息,动作信
NO
判断产量是否到达 NO YES
h
退出自动运
11
行
在触摸屏端存储的是工艺程序的源程序,当
需要显示时,把源程序分解成为显示区程序,当 需要生成加工工艺程序的时候则生成执行代码传 输给PLC端执行。
源程序
执行代码
显示区
50个位置的分块程序
h
12
教导程序源程序储存
区
主臂程序储
副臂程序
存区
储存区
源程序区分为主臂程
R1408 Z轴速度
R1409 R1410
翻平对应的位 翻直对应的位
R1411
翻直时间 .
.
h
.
14
教导程序源程序储存区
位置信息存储
指令在内存中的存储格式为: Addr LOC :定位操作码
Addr+1 order :运动顺序
存储结构如右: 长度:17 words
Addr+2 XL Addr+3 XH Addr+4 XV
Addr+14 VL :V位置低字
Addr+15 VH :V位置高字
Addr+16 VV :V速度
h
15
教导程序源程序储存区
动作信息存储
(1)有时间参数动作:
格式:ACT ,TPAR
长度:2 words
Addr ACT :动作操作码
Addr+1
TPAR :时间参数
(2)无时间参数动作:
格式:ACT
h
(8)
4
主臂运动顺序
❖ 主待机位→主臂下行→主取产品→ 主臂后行→主臂上行→装箱位置(
不良品位)
教导时主臂的定位顺序
❖ 主取产品→主臂后行,主臂下行→ 主待机位→主臂上行→装箱位置(
不良品位)
(3)
h
(5)(1)
(4) (2)
5
副臂运动顺序
(10)(6)
❖ 副待机位→副臂下行→副夹水口→ 副臂后行→副臂上行→副放水口
:X位置低字 :X位置高字 :X速度
Addr+5 YL :Y位置低字
Addr+6 YH :Y位置高字
Addr+7 YV :Y速度
Addr+8 ZL :Z位置低字
Addr+9 ZH :Z位置高字
Addr+10 ZV :Z速度
Addr+11 UL :U位置低字
Addr+12 UH :U位置高字
Addr+13 UV :U速度
R1008 R1009 R1010 R1011
R1012
置位指令码 1410 带时间测试指令码 1411
等. 候指令
.
R1400
. Y轴位置低位
R1401 Y轴位置高位
R1402 Y轴速度
R1403 X轴位置低位
R1404 X轴位置高位
R1405 X轴速度
R1406 Z轴位置低位
R1407 Z轴位置高位
+
主取产品:主臂取注塑件的位置(如图 点3)
+ 主臂后行:主臂取完塑件,在模内准备 上行到模外的位置(如图点4)
+ 主臂上行:主臂从模内上行到模外的位 置(如图点5)
+ 装箱位置:主臂放置产品的位置。
(3)
h
(5)(1)
(4) (2)
3
副臂的主要位置
❖ 副待机位:开始取件前副臂所处位置 ,是机械手副臂工艺程序开始也是工
1
本次设计采用路径规划的原理来实现教导方式
取物点
L型取件
取物点
变形 L型取件
嵌件点
有嵌件式取件
取物点
取物点
嵌件点
变形有嵌件式取件
h
2
主臂的主要位置
+ 主待机位:开始取件前主臂所处位置, 是机械手主臂工艺程序开始也是工艺程 序结束的位置(如图点1)
+ 主臂下行:主臂下行进入模内的位置 (如图点2)
教导时副臂的定位顺序
❖ 副夹水口→副臂后行,副臂下行→
副待机位→副臂上行→副放水口
(7)
(9)
(8)
h
6
教导程序主画面介绍
h
7
教导程序验证画面介绍
h
8
教导程序存储画面介绍
h
9
本次设计采用路径规划的原理来实 现教导方式 。触摸屏端通过对路径的分
析,设定相应的电机运动顺序,根据指
令系统自动生成一套工艺程序,并传输 到PLC端进行执行。同时在PLC中有相 应的程序储存区和数据存储区,PLC根 据程序存储区的指令来进行动作。而这
些程序是根据指令系统中的指令、根据
教导程序按一定的顺序组成的。同时 PLC端有两段程序数据存储区,一段为 主臂的程序存储区,另一端为副臂的程
序储存区。在工艺程序执行的时候两段
h
10
自动运行开始
PLC程序运行流程图
N0 判断程序传输是否正
确
在PLC端有相应的子程 序端来对应不同的指令 ,在PLC端实现的为对 于终端电机的具体执行 ,根据指令系统的要求 ,PLC系统相当与一个 控制器和运算器,根据 两段程序区的指令来进 行程序运行。下图为 PLC端程序运行的流程 图:
YES
程序运行状 态初始化
给出程序传 输错误提示
取主臂程序开始 取主臂程序指令码
将所取指令码进行比 较
YES 根据比较结果调用主臂 相应动作子程序NO并在子 程序中判断有无报警
NO
取副臂程序开始 取副臂程序指令码 将所取指令码进行比
较
根据比较结果调用副臂 YES 相 程应 序动 中作 判子 断程 有序 无NO并 报在 警子
.
.
息。
.
.
.
.
.
.
R2000
R3000
h
13
R1000 Y轴动作指令码
R1001
教导程序源程序储存区 R1002 R1003
1400 X轴动作指令码
1403
R1004 Z轴动作指令码
R1005 R1006
1406 复位指令码
R1007 1409
例如主待机位执行翻 直和等候开模,主臂 程序存储区的值为
(10)(6)
艺程序结束的位置(如图点6)
❖ 副臂下行:副臂下行进入模内的位置 (如图点7)
❖ 副夹水口:副臂夹取水口的位置(如 图点8)
❖ 副臂后行:副臂夹完水口,在模内准 备上行到模外的位置(如图点9)
❖ 副臂上行:主臂从模内上行到模外的 位置(如图点10)
(7)
❖ 副放水口:副臂放置水口的位置。 (9)
长度:1 words
Addr ACT :动作操作码
(3)微调动作
格式:MICO-LOC LOC V
长度:4 words
Addr MICO-LOC :微调操作码
Addr+2
LOC
:位置参数
Addr+1
V
:速度参数
h
16
分块程序与显示
源程序→显示
触摸屏端的程序存储和调用是 以源程序为基本,源程序首先经 过分块程序,分成以位置为分界 的N个程序块,再调用分块制表程 序,挑出每个程序块中的位置信 息和动作信息,以待显示,最后 调用显示程序,把各个位置动作 信息显示出来。
R1000
R2000
序存储区和副臂程序
存储区两块。每个位
.
.该位置
. .
. .
的信息及该位置下的
.
.
动作信息。它是按照
R1399
R2399
位置动作的先后次序 主臂数据储 来存储的。存储信息 存区
副臂数据 储存区
类型可以分为两大类
. .
. .
:位置信息,动作信
NO
判断产量是否到达 NO YES
h
退出自动运
11
行
在触摸屏端存储的是工艺程序的源程序,当
需要显示时,把源程序分解成为显示区程序,当 需要生成加工工艺程序的时候则生成执行代码传 输给PLC端执行。
源程序
执行代码
显示区
50个位置的分块程序
h
12
教导程序源程序储存
区
主臂程序储
副臂程序
存区
储存区
源程序区分为主臂程
R1408 Z轴速度
R1409 R1410
翻平对应的位 翻直对应的位
R1411
翻直时间 .
.
h
.
14
教导程序源程序储存区
位置信息存储
指令在内存中的存储格式为: Addr LOC :定位操作码
Addr+1 order :运动顺序
存储结构如右: 长度:17 words
Addr+2 XL Addr+3 XH Addr+4 XV
Addr+14 VL :V位置低字
Addr+15 VH :V位置高字
Addr+16 VV :V速度
h
15
教导程序源程序储存区
动作信息存储
(1)有时间参数动作:
格式:ACT ,TPAR
长度:2 words
Addr ACT :动作操作码
Addr+1
TPAR :时间参数
(2)无时间参数动作:
格式:ACT
h
(8)
4
主臂运动顺序
❖ 主待机位→主臂下行→主取产品→ 主臂后行→主臂上行→装箱位置(
不良品位)
教导时主臂的定位顺序
❖ 主取产品→主臂后行,主臂下行→ 主待机位→主臂上行→装箱位置(
不良品位)
(3)
h
(5)(1)
(4) (2)
5
副臂运动顺序
(10)(6)
❖ 副待机位→副臂下行→副夹水口→ 副臂后行→副臂上行→副放水口
:X位置低字 :X位置高字 :X速度
Addr+5 YL :Y位置低字
Addr+6 YH :Y位置高字
Addr+7 YV :Y速度
Addr+8 ZL :Z位置低字
Addr+9 ZH :Z位置高字
Addr+10 ZV :Z速度
Addr+11 UL :U位置低字
Addr+12 UH :U位置高字
Addr+13 UV :U速度
R1008 R1009 R1010 R1011
R1012
置位指令码 1410 带时间测试指令码 1411
等. 候指令
.
R1400
. Y轴位置低位
R1401 Y轴位置高位
R1402 Y轴速度
R1403 X轴位置低位
R1404 X轴位置高位
R1405 X轴速度
R1406 Z轴位置低位
R1407 Z轴位置高位
+
主取产品:主臂取注塑件的位置(如图 点3)
+ 主臂后行:主臂取完塑件,在模内准备 上行到模外的位置(如图点4)
+ 主臂上行:主臂从模内上行到模外的位 置(如图点5)
+ 装箱位置:主臂放置产品的位置。
(3)
h
(5)(1)
(4) (2)
3
副臂的主要位置
❖ 副待机位:开始取件前副臂所处位置 ,是机械手副臂工艺程序开始也是工