新鲜牛奶生产工艺流程图
伊利乳业纯牛奶工艺流程图
伊利乳业纯牛奶工艺流程图-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII伊利乳业纯牛奶工艺流程图一、工艺规程收奶系统:(原奶过磅→原奶检验→过滤→冷却)→贮存→标准化系统:(预热→净乳→浓缩→巴氏杀菌→冷却)→贮存→UHT工艺段:(预热→脱气→均质→预保温→UHT灭菌→冷却)→无菌输送→无菌灌装→喷码→装箱→码垛→保温实验→出厂二、工艺说明1、收奶系统:1)原奶检验:依据《生鲜牛乳》企业标准规定,主要针对感官、酸度、脂肪、全乳固体、掺假(水、碱、淀粉、盐、亚硝酸盐)、酒精实验、煮沸实验、蛋白质等几项指标进行检测。
2)过滤:原奶经过双联过滤器除去一些较大杂质。
收完奶后要将过滤器拿下检查并清洗。
3)冷却:经过板换用冰水将收来的新鲜牛乳降温到1-4℃以下。
4)贮存:牛奶在原奶罐中暂存,在24小时内应尽早用于生产,如超过24小时则应进行感官指标、酸度、酒精实验检测。
2、标准化系统:1)预热:预热温度约为50℃-55℃。
2)标准化:用净乳机对原奶进行杂质分离。
3)浓缩:如果全乳固体低于标准则要对其进行浓缩。
浓缩后纯牛奶全乳固体应符合《林甸伊利纯牛奶半成品质量标准》中的规定。
4)巴氏杀菌:要求杀菌条件为80℃ -90℃,15秒。
5)冷却:通过板换用冰水将牛奶冷却至1-8℃。
3、贮存:牛奶在奶仓中暂存,在12小时内应尽早用于生产,如超过12小时则每隔2小时进行感官指标、酸度、酒精实验检测。
4、UHT工艺段:1)预热:超高温杀菌工艺段预热温度为65℃-75℃。
2)真空脱气:在脱气罐中进行,脱去空气、饲料杂味、豆腥味等。
3)均质:均质温度为70-75℃,均质压力为250bar(先调二级压力手柄,调至50bar,再调一级压力手柄,调至250bar)。
4)预保温:要求90-95℃保持60秒,以增加蛋白的稳定性。
5)UHT杀菌:要求137℃-142℃,4秒钟,具体参数要求如下:a、脱气前的温度:70℃-85℃b、脱气罐压力:-0.3bar- -0.6barc 、UHT杀菌温度:137℃-142℃保持4s.6)冷却:用循环冷却水将牛奶冷却至20℃- 25℃。
乳制品生产工艺流程图
乳制品生产工艺流程图 Document serial number【KK89K-LLS98YT-SS8CB-SSUT-SST108】
乳制品生产工艺流程图
一、液体乳
1.巴氏杀菌乳
原料乳验收→净乳→冷藏→标准化→均质→巴氏杀菌→冷却→灌装→冷藏
2.灭菌乳
原料乳验收→净乳→冷藏→标准化→预热→均质→超高温瞬时灭菌(或杀菌)→冷却→无菌灌装(或保持灭菌)→成品储存3.酸牛乳
凝固型:原料乳验收→净乳→冷藏→标准化→均质→杀菌→冷却→接入发酵菌种→灌装→发酵→冷却→冷藏
搅拌型:原料乳验收→净乳→冷藏→标准化→均质→杀菌→冷却→接入发酵菌种→发酵→添加辅料→冷却→灌装→冷藏
二、乳粉
1.全脂乳粉、脱脂乳粉、全脂加糖乳粉
全脂(全脂加糖)乳粉:原料乳验收→净乳→冷藏→标准化(全脂加糖乳粉)→冷藏→杀菌浓缩→喷雾干燥→筛粉晾粉或经过流化床→包装
脱脂乳粉:原料乳验收→净乳→标准化(分离脂肪)→(脱脂乳)冷藏→杀菌浓缩→喷雾干燥→筛粉晾粉或经过流化床→包装2.调味乳粉
原料乳验收→净乳→杀菌→冷藏→标准化(添加营养强化剂等其他辅料)→均质→冷藏→杀菌浓缩→喷雾干燥→筛粉晾粉(或经过流化床)→包装
三、其他乳制品
1.炼乳
原料乳验收→净乳→冷藏→标准化→预热杀菌→真空浓缩→冷却结晶→装罐→成品储存
2.奶油
原料乳→净乳→脂肪分离→稀奶油→杀菌→发酵→成熟→搅拌→排除酪乳→奶油粒→洗涤→压炼→包装
3.干酪
原料乳→净乳→冷藏→标准化→杀菌→冷却→凝乳→凝块切割→搅拌→排出乳清→成型压榨→成熟→包装
注:红色字体为关键控制环节。
伊利乳业纯牛奶工艺流程图

伊利乳业纯牛奶工艺流程图一、工艺规程收奶系统:(原奶过磅→原奶检验→过滤→冷却)→贮存→标准化系统:(预热→净乳→浓缩→巴氏杀菌→冷却)→贮存→UHT工艺段:(预热→脱气→均质→预保温→UHT灭菌→冷却)→无菌输送→无菌灌装→喷码→装箱→码垛→保温实验→出厂二、工艺说明1、收奶系统:1)原奶检验:依据《生鲜牛乳》企业标准规定,主要针对感官、酸度、脂肪、全乳固体、掺假(水、碱、淀粉、盐、亚硝酸盐)、酒精实验、煮沸实验、蛋白质等几项指标进行检测。
2)过滤:原奶经过双联过滤器除去一些较大杂质。
收完奶后要将过滤器拿下检查并清洗。
3)冷却:经过板换用冰水将收来的新鲜牛乳降温到1-4℃以下。
4)贮存:牛奶在原奶罐中暂存,在24小时内应尽早用于生产,如超过24小时则应进行感官指标、酸度、酒精实验检测。
2、标准化系统:1)预热:预热温度约为50℃-55℃。
2)标准化:用净乳机对原奶进行杂质分离。
3)浓缩:如果全乳固体低于标准则要对其进行浓缩。
浓缩后纯牛奶全乳固体应符合《林甸伊利纯牛奶半成品质量标准》中的规定。
4)巴氏杀菌:要求杀菌条件为80℃ -90℃,15秒。
5)冷却:通过板换用冰水将牛奶冷却至1-8℃。
3、贮存:牛奶在奶仓中暂存,在12小时内应尽早用于生产,如超过12小时则每隔2小时进行感官指标、酸度、酒精实验检测。
4、UHT工艺段:1)预热:超高温杀菌工艺段预热温度为65℃-75℃。
2)真空脱气:在脱气罐中进行,脱去空气、饲料杂味、豆腥味等。
3)均质:均质温度为70-75℃,均质压力为250bar(先调二级压力手柄,调至50bar,再调一级压力手柄,调至250bar)。
4)预保温:要求90-95℃保持60秒,以增加蛋白的稳定性。
5)UHT杀菌:要求137℃-142℃,4秒钟,具体参数要求如下:a、脱气前的温度:70℃-85℃b、脱气罐压力:c 、UHT杀菌温度:137℃-142℃保持4s.6)冷却:用循环冷却水将牛奶冷却至20℃- 25℃。
伊利乳业纯牛奶工艺流程图

伊利乳业纯牛奶工艺流程图一、工艺规程收奶系统:(原奶过磅→原奶检验→过滤→冷却)→贮存→标准化系统:(预热→净乳→浓缩→巴氏杀菌→冷却)→贮存→UHT工艺段:(预热→脱气→均质→预保温→UHT灭菌→冷却)→无菌输送→无菌灌装→喷码→装箱→码垛→保温实验→出厂二、工艺说明1、收奶系统:1)原奶检验:依据《生鲜牛乳》企业标准规定,主要针对感官、酸度、脂肪、全乳固体、掺假(水、碱、淀粉、盐、亚硝酸盐)、酒精实验、煮沸实验、蛋白质等几项指标进行检测。
2)过滤:原奶经过双联过滤器除去一些较大杂质。
收完奶后要将过滤器拿下检查并清洗。
3)冷却:经过板换用冰水将收来的新鲜牛乳降温到1-4℃以下。
4)贮存:牛奶在原奶罐中暂存,在24小时内应尽早用于生产,如超过24小时则应进行感官指标、酸度、酒精实验检测。
2、标准化系统:1)预热:预热温度约为50℃-55℃。
2)标准化:用净乳机对原奶进行杂质分离。
3)浓缩:如果全乳固体低于标准则要对其进行浓缩。
浓缩后纯牛奶全乳固体应符合《林甸伊利纯牛奶半成品质量标准》中的规定。
4)巴氏杀菌:要求杀菌条件为80℃ -90℃,15秒。
5)冷却:通过板换用冰水将牛奶冷却至1-8℃。
3、贮存:牛奶在奶仓中暂存,在12小时内应尽早用于生产,如超过12小时则每隔2小时进行感官指标、酸度、酒精实验检测。
4、UHT工艺段:1)预热:超高温杀菌工艺段预热温度为65℃-75℃。
2)真空脱气:在脱气罐中进行,脱去空气、饲料杂味、豆腥味等。
3)均质:均质温度为70-75℃,均质压力为250bar(先调二级压力手柄,调至50bar,再调一级压力手柄,调至250bar)。
4)预保温:要求90-95℃保持60秒,以增加蛋白的稳定性。
5)UHT杀菌:要求137℃-142℃,4秒钟,具体参数要求如下:a、脱气前的温度:70℃-85℃b、脱气罐压力:-0.3bar- -0.6barc 、UHT杀菌温度:137℃-142℃保持4s.6)冷却:用循环冷却水将牛奶冷却至20℃- 25℃。
乳制品生产工艺流程图

乳制品生产工艺流程图
一、液体乳
1.巴氏杀菌乳
原料乳验收→净乳→冷藏→标准化→均质→巴氏杀菌→冷却→灌装→冷藏
2.灭菌乳
原料乳验收→净乳→冷藏→标准化→预热→均质→超高温瞬时灭菌(或杀菌)→冷却→无菌灌装(或保持灭菌)→成品储存3.酸牛乳
凝固型:原料乳验收→净乳→冷藏→标准化→均质→杀菌→冷却→接入发酵菌种→灌装→发酵→冷却→冷藏
搅拌型:原料乳验收→净乳→冷藏→标准化→均质→杀菌→冷却→接入发酵菌种→发酵→添加辅料→冷却→灌装→冷藏
二、乳粉
1.全脂乳粉、脱脂乳粉、全脂加糖乳粉
全脂(全脂加糖)乳粉:原料乳验收→净乳→冷藏→标准化(全脂加糖乳粉)→冷藏→杀菌浓缩→喷雾干燥→筛粉晾粉或经过流化床→包装
脱脂乳粉:原料乳验收→净乳→标准化(分离脂肪)→(脱脂乳)冷藏→杀菌浓缩→喷雾干燥→筛粉晾粉或经过流化床→包装2.调味乳粉
原料乳验收→净乳→杀菌→冷藏→标准化(添加营养强化剂等其他辅料)→均质→冷藏→杀菌浓缩→喷雾干燥→筛粉晾粉(或经过流化床)→包装
三、其他乳制品
1.炼乳
原料乳验收→净乳→冷藏→标准化→预热杀菌→真空浓缩→冷却结晶→装罐→成品储存
2.奶油
原料乳→净乳→脂肪分离→稀奶油→杀菌→发酵→成熟→搅拌→排除酪乳→奶油粒→洗涤→压炼→包装
3.干酪
原料乳→净乳→冷藏→标准化→杀菌→冷却→凝乳→凝块切割→搅拌→排出乳清→成型压榨→成熟→包装
注:红色字体为关键控制环节。
伊利乳业纯牛奶工艺流程图

伊利乳业纯牛奶工艺流程图一、工艺规程收奶系统:(原奶过磅→原奶检验→过滤→冷却)→贮存→标准化系统:(预热→净乳→浓缩→巴氏杀菌→冷却)→贮存→UHT工艺段:(预热→脱气→均质→预保温→UHT灭菌→冷却)→无菌输送→无菌灌装→喷码→装箱→码垛→保温实验→出厂二、工艺说明1、收奶系统:1)原奶检验:依据《生鲜牛乳》企业标准规定,主要针对感官、酸度、脂肪、全乳固体、掺假(水、碱、淀粉、盐、亚硝酸盐)、酒精实验、煮沸实验、蛋白质等几项指标进行检测。
2)过滤:原奶经过双联过滤器除去一些较大杂质。
收完奶后要将过滤器拿下检查并清洗。
3)冷却:经过板换用冰水将收来的新鲜牛乳降温到1-4℃以下。
4)贮存:牛奶在原奶罐中暂存,在24小时内应尽早用于生产,如超过24小时则应进行感官指标、酸度、酒精实验检测。
2、标准化系统:1)预热:预热温度约为50℃-55℃。
2)标准化:用净乳机对原奶进行杂质分离。
3)浓缩:如果全乳固体低于标准则要对其进行浓缩。
浓缩后纯牛奶全乳固体应符合《林甸伊利纯牛奶半成品质量标准》中的规定。
4)巴氏杀菌:要求杀菌条件为80℃ -90℃,15秒。
5)冷却:通过板换用冰水将牛奶冷却至1-8℃。
3、贮存:牛奶在奶仓中暂存,在12小时内应尽早用于生产,如超过12小时则每隔2小时进行感官指标、酸度、酒精实验检测。
4、UHT工艺段:1)预热:超高温杀菌工艺段预热温度为65℃-75℃。
2)真空脱气:在脱气罐中进行,脱去空气、饲料杂味、豆腥味等。
3)均质:均质温度为70-75℃,均质压力为250bar(先调二级压力手柄,调至50bar,再调一级压力手柄,调至250bar)。
4)预保温:要求90-95℃保持60秒,以增加蛋白的稳定性。
5)UHT杀菌:要求137℃-142℃,4秒钟,具体参数要求如下:a、脱气前的温度:70℃-85℃b、脱气罐压力:-0.3bar- -0.6barc 、UHT杀菌温度:137℃-142℃保持4s.6)冷却:用循环冷却水将牛奶冷却至20℃- 25℃。
伊利乳业纯牛奶工艺流程图

一、工艺规程收奶系统:(原奶过磅→原奶检验→过滤→冷却)→贮存→标准化系统:(预热→净乳→浓缩→巴氏杀菌→冷却)→贮存→UHT工艺段:(预热→脱气→均质→预保温→UHT灭菌→冷却)→无菌输送→无菌灌装→喷码→装箱→码垛→保温实验→出厂二、工艺说明1、收奶系统:1)原奶检验:依据《生鲜牛乳》企业标准规定,主要针对感官、酸度、脂肪、全乳固体、掺假(水、碱、淀粉、盐、亚硝酸盐)、酒精实验、煮沸实验、蛋白质等几项指标进行检测。
2)过滤:原奶经过双联过滤器除去一些较大杂质。
收完奶后要将过滤器拿下检查并清洗。
3)冷却:经过板换用冰水将收来的新鲜牛乳降温到1-4℃以下。
4)贮存:牛奶在原奶罐中暂存,在24小时内应尽早用于生产,如超过24小时则应进行感官指标、酸度、酒精实验检测。
2、标准化系统:1)预热:预热温度约为50℃-55℃。
2)标准化:用净乳机对原奶进行杂质分离。
3)浓缩:如果全乳固体低于标准则要对其进行浓缩。
浓缩后纯牛奶全乳固体应符合《林甸伊利纯牛奶半成品质量标准》中的规定。
4)巴氏杀菌:要求杀菌条件为80℃ -90℃,15秒。
5)冷却:通过板换用冰水将牛奶冷却至1-8℃。
3、贮存:牛奶在奶仓中暂存,在12小时内应尽早用于生产,如超过12小时则每隔2小时进行感官指标、酸度、酒精实验检测。
4、UHT工艺段:1)预热:超高温杀菌工艺段预热温度为65℃-75℃。
2)真空脱气:在脱气罐中进行,脱去空气、饲料杂味、豆腥味等。
3)均质:均质温度为70-75℃,均质压力为250bar(先调二级压力手柄,调至50bar,再调一级压力手柄,调至250bar)。
4)预保温:要求90-95℃保持60秒,以增加蛋白的稳定性。
5)UHT杀菌:要求137℃-142℃,4秒钟,具体参数要求如下:a、脱气前的温度:70℃-85℃b、脱气罐压力:c 、UHT杀菌温度:137℃-142℃保持4s.6)冷却:用循环冷却水将牛奶冷却至20℃- 25℃。
伊利乳业纯牛奶工艺流程图

伊利乳业纯牛奶工艺流程图一、11)2)3)4)贮存:牛奶在原奶罐中暂存,在24小时内应尽早用于生产,如超过24小时则应进行感官指标、酸度、酒精实验检测。
2、标准化系统:1)预热:预热温度约为50℃-55℃。
2)标准化:用净乳机对原奶进行杂质分离。
3)浓缩:如果全乳固体低于标准则要对其进行浓缩。
浓缩后纯牛奶全乳固体应符合《林甸伊利纯牛奶半成品质量标准》中的规定。
4)巴氏杀菌:要求杀菌条件为80℃ -90℃,15秒。
5)冷却:通过板换用冰水将牛奶冷却至1-8℃。
3、贮存:牛奶在奶仓中暂存,在12小时内应尽早用于生产,如超过12小时则每隔2小时进行感官指标、酸度、酒精实验检测。
4、UHT工艺段:1)预热:超高温杀菌工艺段预热温度为65℃-75℃。
2)真空脱气:在脱气罐中进行,脱去空气、饲料杂味、豆腥味等。
3)均质:均质温度为70-75℃,均质压力为250bar(先调二级压力手柄,调至50bar,再调一级压力手柄,调至250bar)。
4)预保温:要求90-95℃保持60秒,以增加蛋白的稳定性。
5)UHT杀菌:要求137℃-142℃,4秒钟,具体参数要求如下:a、脱气前的温度:70℃-85℃b、脱气罐压力:-0.3bar- -0.6barc 、UHT杀菌温度:137℃-142℃保持4s.6)冷却:用循环冷却水将牛奶冷却至20℃- 25℃。
5、无菌灌装:1)蒸汽灭菌:主供应蒸汽温度125-165℃;蒸汽障闭温度102-145℃;蒸汽喷射温度115-145℃。
2)无菌空气供应:无菌风压力28-32mbar;废气压力:灭菌时为0;生产时0.5-1.8mbar。
3)成型杆:上底部加热器温度250-300℃;下底部加热器温度250-300℃;4)H2O2:浓度为33-35%;5)预热、干燥区:预热温度195-205℃;干燥温度155-165℃。
6)超声波:焊接时间US250ms;蒸汽喷射循环时间140ms。
7)耳翼加热器:耳翼加热温度350-450℃;耳翼加热器风压21-25mbar。
牛奶工艺流程图

牛奶工艺流程图一、工艺规程收奶系统:(原奶过磅→原奶检验→过滤→冷却)→贮存→标准化系统:(预热→净乳→浓缩→巴氏杀菌→冷却)→贮存→UHT工艺段:(预热→脱气→均质→预保温→UHT灭菌→冷却)→无菌输送→无菌灌装→喷码→装箱→码垛→保温实验→出厂二、工艺说明1、收奶系统:1) 原奶检验:依据《生鲜牛乳》企业标准规定,主要针对感官、酸度、脂肪、全乳固体、掺假(水、碱、淀粉、盐、亚硝酸盐)、酒精实验、煮沸实验、蛋白质等几项指标进行检测。
2) 过滤:原奶经过双联过滤器除去一些较大杂质。
收完奶后要将过滤器拿下检查并清洗。
3) 冷却:经过板换用冰水将收来的新鲜牛乳降温到1-4℃以下。
4) 贮存:牛奶在原奶罐中暂存,在24小时内应尽早用于生产,如超过24小时则应进行感官指标、酸度、酒精实验检测。
2、标准化系统:1) 预热:预热温度约为50 ℃-55℃。
2) 标准化:用净乳机对原奶进行杂质分离。
3) 浓缩:如果全乳固体低于标准则要对其进行浓缩。
浓缩后纯牛奶全乳固体应符合《林甸伊利纯牛奶半成品质量标准》中的规定。
4) 巴氏杀菌:要求杀菌条件为80℃ -90℃,15秒。
5) 冷却:通过板换用冰水将牛奶冷却至1-8℃。
3、贮存:牛奶在奶仓中暂存,在12小时内应尽早用于生产,如超过12小时则每隔2小时进行感官指标、酸度、酒精实验检测。
4、UHT工艺段:1) 预热:超高温杀菌工艺段预热温度为65℃-75℃。
2) 真空脱气:在脱气罐中进行,脱去空气、饲料杂味、豆腥味等。
3) 均质:均质温度为70-75℃,均质压力为250bar(先调二级压力手柄,调至50bar,再调一级压力手柄,调至250bar)。
4) 预保温:要求90-95 ℃保持60秒,以增加蛋白的稳定性。
5) UHT杀菌:要求137℃-142℃,4秒钟,具体参数要求如下:a、脱气前的温度:70℃-85℃ b、脱气罐压力:-0.3bar- -0.6bar c 、UHT杀菌温度:137℃-142℃保持4s. 6) 冷却:用循环冷却水将牛奶冷却至20℃- 25℃。
企业纯牛奶工艺流程图
牛奶工艺流程图标准I化!I、工艺规程收奶系统:(原奶过磅T原奶检验T过滤T冷却)7贮存T标准化系统:(预热-净乳-浓缩-巴氏杀菌-冷却贮存- UHT工艺段:(预热-脱气-均质-预保温-UHT灭菌-冷却)-无菌输送—无菌灌装—喷码—装箱—码垛—保温实验—出厂二、工艺说明1、收奶系统:1)原奶检验:依据《生鲜牛乳》企业标准规定,主要针对感官、酸度、脂肪、全乳固体、掺假(水、碱、淀粉、盐、亚硝酸盐)、酒精实验、煮沸实验、蛋白质等几项指标进行检测。
2)过滤:原奶经过双联过滤器除去一些较大杂质。
收完奶后要将过滤器拿下检查并清洗。
3)冷却:经过板换用冰水将收来的新鲜牛乳降温到1-4C以下。
4)贮存:牛奶在原奶罐中暂存,在24小时内应尽早用于生产,如超过24小时则应进行感官指标、酸度、酒精实验检测。
2、标准化系统:1)预热:预热温度约为50 C -55 C o2)标准化:用净乳机对原奶进行杂质分离。
3)浓缩:如果全乳固体低于标准则要对其进行浓缩。
浓缩后纯牛奶全乳固体应符合《林甸伊利纯牛奶半成品质量标准》中的规定。
4)巴氏杀菌:要求杀菌条件为80C -90 C, 15秒。
5)冷却:通过板换用冰水将牛奶冷却至1-8 C。
3、贮存:牛奶在奶仓中暂存,在12小时内应尽早用于生产,如超过12小时则每隔2小时进行感官指标、酸度、酒精实验检测。
4、U HT工艺段:1)预热:超高温杀菌工艺段预热温度为65C -75C o2)真空脱气:在脱气罐中进行,脱去空气、饲料杂味、豆腥味等。
3)均质:均质温度为70-75 C,均质压力为250bar(先调二级压力手柄,调至50bar,再调一级压力手柄,调至250bar)。
4)预保温:要求90-95 C保持60秒,以增加蛋白的稳定性。
5)U HT杀菌:要求137C-142C, 4秒钟,具体参数要求如下:a、脱气前的温度:70 C -85 Cb、脱气罐压力:-0.3bar--0.6barc、UHT杀菌温度:137C-142 °C 保持4s.6)冷却:用循环冷却水将牛奶冷却至20C - 25 C。
乳制品生产工艺流程图

乳制品生产工艺流程图
一、液体乳
1.xx杀菌乳
原料乳验收→净乳→冷藏→标准化→均质→巴氏杀菌→冷却→灌装→冷藏
2.灭菌乳
原料乳验收→净乳→冷藏→标准化→预热→均质→超高温瞬时灭菌(或杀菌)→冷却→无菌灌装(或保持灭菌)→成品储存
3.酸xx
凝固型:
原料乳验收→净乳→冷藏→标准化→均质→杀菌→冷却→接入发酵菌种→灌装→发酵→冷却→冷藏
搅拌型:
原料乳验收→净乳→冷藏→标准化→均质→杀菌→冷却→接入发酵菌种→发酵→添加辅料→冷却→灌装→冷藏
二、乳粉
1.全脂乳粉、脱脂乳粉、全脂加糖乳粉
全脂(全脂加糖)乳粉:
原料乳验收→净乳→冷藏→标准化(全脂加糖乳粉)→冷藏→杀菌浓缩→喷雾干燥→筛粉晾粉或经过流化床→包装
脱脂乳粉:
原料乳验收→净乳→标准化(分离脂肪)→(脱脂乳)冷藏→杀菌浓缩→喷雾干燥→筛粉晾粉或经过流化床→包装
2.调味乳粉
原料乳验收→净乳→杀菌→冷藏→标准化(添加营养强化剂等其他辅料)→均质→冷藏→杀菌浓缩→喷雾干燥→筛粉晾粉(或经过流化床)→包装三、其他乳制品
1.炼乳
原料乳验收→净乳→冷藏→标准化→预热杀菌→真空浓缩→冷却结晶→装罐→成品储存
2.奶油
原料乳→净乳→脂肪分离→稀奶油→杀菌→发酵→成熟→搅拌→排除酪乳→奶油粒→洗涤→压炼→包装
3.干酪
原料乳→净乳→冷藏→标准化→杀菌→冷却→凝乳→凝块切割→搅拌→排出乳清→成型压榨→成熟→包装
注:
红色字体为关键控制环节。
企业纯牛奶工艺流程图

企业纯牛奶工艺流程图 Prepared on 22 November 2020牛奶工艺流程图瑞典利乐11) 2)3) 4)21)2)标准化:用净乳机对原奶进行杂质分离。
3)浓缩:如果全乳固体低于标准则要对其进行浓缩。
浓缩后纯牛奶全乳固体应符合《林甸伊利纯牛奶半成品质量标准》中的规定。
4)巴氏杀菌:要求杀菌条件为80℃-90℃,15秒。
5)冷却:通过板换用冰水将牛奶冷却至1-8℃。
3、贮存:牛奶在奶仓中暂存,在12小时内应尽早用于生产,如超过12小时则每隔2小时进行感官指标、酸度、酒精实验检测。
4、UHT工艺段:1)预热:超高温杀菌工艺段预热温度为65℃-75℃。
2)真空脱气:在脱气罐中进行,脱去空气、饲料杂味、豆腥味等。
3)均质:均质温度为70-75℃,均质压力为250bar(先调二级压力手柄,调至50bar,再调一级压力手柄,调至250bar)。
4)预保温:要求90-95℃保持60秒,以增加蛋白的稳定性。
5)UHT杀菌:要求137℃-142℃,4秒钟,具体参数要求如下:a、脱气前的温度:70℃-85℃b、脱气罐压力:、UHT杀菌温度:137℃-142℃保持4s.6)冷却:用循环冷却水将牛奶冷却至20℃-25℃。
5、无菌灌装:1)蒸汽灭菌:主供应蒸汽温度125-165℃;蒸汽障闭温度102-145℃;蒸汽喷射温度115-145℃。
2)无菌空气供应:无菌风压力28-32mbar;废气压力:灭菌时为0;生产时。
3)成型杆:上底部加热器温度250-300℃;下底部加热器温度250-300℃;4)H2O2:浓度为33-35%;5)预热、干燥区:预热温度195-205℃;干燥温度155-165℃。
6)超声波:焊接时间US250ms;蒸汽喷射循环时间140ms。
7)耳翼加热器:耳翼加热温度350-450℃;耳翼加热器风压21-25mbar。
6、喷码1)喷码内容按《产品打印标识规定》2)打印要求位置正确。
7、贴盖:符合外观标准要求。
企业纯牛奶工艺流程图
牛奶工艺流程图德国康美一、工艺规程收奶系统:(原奶过磅→原奶检验→过滤→冷却)→贮存→标准化系统:(预热→净乳→浓缩→巴氏杀菌→冷却)→贮存→UHT工艺段:(预热→脱气→均质→预保温→UHT灭菌→冷却)→无菌输送→无菌灌装→喷码→装箱→码垛→保温实验→出厂二、工艺说明1、收奶系统:1)原奶检验:依据《生鲜牛乳》企业标准规定,主要针对感官、酸度、脂肪、全乳固体、掺假(水、碱、淀粉、盐、亚硝酸盐)、酒精实验、煮沸实验、蛋白质等几项指标进行检测。
2)过滤:原奶经过双联过滤器除去一些较大杂质。
收完奶后要将过滤器拿下检查并清洗。
3)冷却:经过板换用冰水将收来的新鲜牛乳降温到1-4℃以下。
4)贮存:牛奶在原奶罐中暂存,在24小时内应尽早用于生产,如超过24小时则应进行感官指标、酸度、酒精实验检测。
2、标准化系统:1)预热:预热温度约为50℃-55℃。
2)标准化:用净乳机对原奶进行杂质分离。
3)浓缩:如果全乳固体低于标准则要对其进行浓缩。
浓缩后纯牛奶全乳固体应符合《林甸伊利纯牛奶半成品质量标准》中的规定。
4)巴氏杀菌:要求杀菌条件为80℃ -90℃,15秒。
5)冷却:通过板换用冰水将牛奶冷却至1-8℃。
3、贮存:牛奶在奶仓中暂存,在12小时内应尽早用于生产,如超过12小时则每隔2小时进行感官指标、酸度、酒精实验检测。
4、UHT工艺段:1)预热:超高温杀菌工艺段预热温度为65℃-75℃。
2)真空脱气:在脱气罐中进行,脱去空气、饲料杂味、豆腥味等。
3)均质:均质温度为70-75℃,均质压力为250bar(先调二级压力手柄,调至50bar,再调一级压力手柄,调至250bar)。
4)预保温:要求90-95℃保持60秒,以增加蛋白的稳定性。
5)UHT杀菌:要求137℃-142℃,4秒钟,具体参数要求如下:a、脱气前的温度:70℃-85℃b、脱气罐压力:-0.3bar- -0.6barc 、UHT杀菌温度:137℃-142℃保持4s.6)冷却:用循环冷却水将牛奶冷却至20℃- 25℃。
纯牛奶生产工艺流程图

纯牛奶生产工艺流程图原奶的检验 过滤 冷却储存预热分离 巴氏杀菌冷却 单效降膜蒸发小料储存调配 小料采购均质冷却脱脂乳均质入库储存 包材消毒 UHT 灭菌冷却 无菌输送 无菌灌装 运输销售包装 入库暂存包材采购保温检验无菌罐 无菌输送标准化巴氏罐暂存预热脱汽、均质 预保温 U H T 系统灭菌贴吸管检验结合格不合格无菌罐系统消料 罐维生素D 受限纯牛奶系列工艺描述一、工艺规程收奶系统:(原奶过磅→原奶检验→收奶→计量→过滤→冷却)→贮存→标准化系统:(预热→分离→部分均质→浓缩→巴氏杀菌→冷却)→贮存→配料系统(高钙奶、高钙低脂奶产品)→UHT前储罐贮存→UHT工艺段:(预热→脱气→均质→预保温→UHT灭菌→冷却)→无菌罐贮存→无菌灌装(保温实验)→贴吸管→装箱→喷码→提升→码垛→暂存七天→出厂二、工艺说明1、收奶系统:(1)原奶检验:主要针对感官、酸度、脂肪、全乳固体、掺假(水、碱、淀粉、盐、亚硝酸盐)、酒精实验、煮沸实验、蛋白质等几项指标进行检测。
(2)收奶:收奶温度见《生鲜牛乳》企业标准规定,检查次批奶的时间记录。
收完后要采综合样要检测。
注意:新奶与旧奶不能混储;生产纯牛奶的原奶与生产乳酸奶的原奶不能混储。
(3)计量:计量设备用在线体积流量计。
利用在线体积流量计可直接读出收奶时的流量。
(4)过滤:原奶经过双联过滤器除去一些较大杂质。
当前后压力差达到1bar 时应切换清洗;收完奶后要将过滤器拿下检查并清洗。
(5)冷却:经过板换用冰水将收来的新鲜牛乳降温到4℃以下。
(6)贮存:牛奶在原奶罐中暂存,在24小时内应尽早用于生产,如超过24小时则应进行感官指标、酸度、酒精实验检测。
2、标准化系统:(1)预热:预热温度约为50℃-55℃。
(2)标准化:用分离机对原奶进行乳脂肪分离,然后将部分脱脂奶与分离出的部分(或全部)稀奶油重新混合,进行均质,均质压力为200bar,然后再与另一部分脱脂奶混合。
(注:最终使浓缩后的牛奶脂肪含量符合《纯牛奶半成品质量标准》中的规定)。
纯牛奶生产工艺流程图和工艺说明

牛奶生产工艺流程图与工艺说明一、牛奶生产工艺流程图二、工艺说明(一)原奶控制系统:1、原奶检验:依据《生鲜牛乳》企业标准规定,主要针对感官、酸度、脂肪、全乳固体、掺假(添加剂、类蛋白质物质、亚硝酸盐)、酒精实验、煮沸实验、蛋白质等指标进行检测。
检验合格的牛奶才能进入生产环节。
2、过滤:原奶经过双联过滤器除去一些较大杂质。
特别是收奶过程中容器内部杂质,不小心掺入的杂质等。
3、冷却:为了防止染菌的目的,除去杂质之后的牛奶,经过板换用冰水将收来的新鲜牛乳降温到1-4℃以下,然后进入生产前贮存的系统。
4、贮存:牛奶在原奶罐中暂存,注意保证原奶罐的周边卫生,在24小时内应尽早用于生产,如超过24小时则应进行感官指标、酸度、酒精实验检测。
(二)净乳处理工艺:1、预热:预热温度约为50 ℃-55℃。
采用巴氏杀菌环节的高温奶换热。
2、标准化(净乳环节):用净乳机对原奶进行杂质分离,直到符合要求。
3、浓缩:如果全乳固体低于标准则要对其进行浓缩。
浓缩后纯牛奶全乳固体应符合《纯牛奶半成品质量标准》中的规定,方可进入下一环节进行生产。
4、巴氏杀菌:要求杀菌条件为80℃ -90℃,15秒。
巴氏杀菌的目的是在保证牛奶品质不受破坏的同时,尽可能达到牛奶灭菌的效果。
由于80℃-90℃达不到将蛋白凝固的效果,所以灭菌时间相对较长。
5、冷却:通过板换用冰水将牛奶冷却至1-8℃。
巴氏杀菌之后需要对奶品进行降温,降温过程与本工段的预热环节采用换热器换热,目的是整个系统的热量尽可能少地损失,达到节省标煤或者天然气的效果。
换热之后,牛奶大约35-40 ℃左右,需要继续用冰水将牛奶的温度降低到1-8℃贮存。
(三)贮存:暂存的牛奶,在12小时内应尽早用于生产,如超过12小时则每隔2小时进行感官、酸度、酒精实验检测。
(四)UHT加热灭菌:1、预热:超高温杀菌工艺段预热温度为65℃-75℃。
采用UHT灭菌工艺环节的高温牛奶进行换热。
2、真空脱气:在脱气罐中进行,脱去空气、饲料杂味、杂味等。
伊利乳业纯牛奶工艺流程图

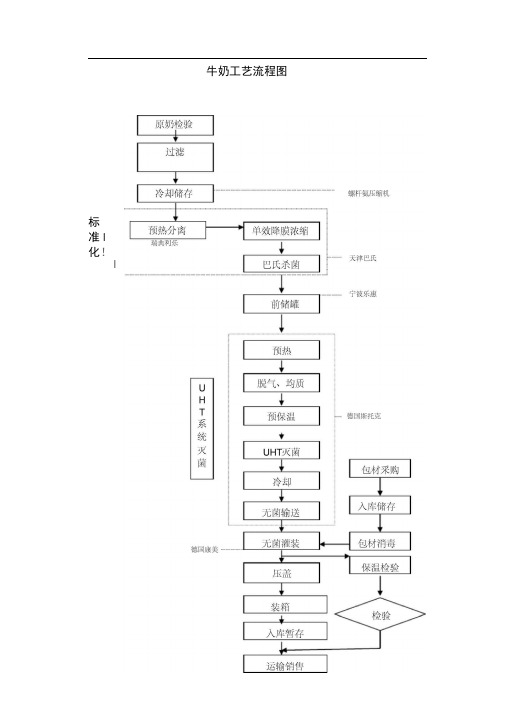
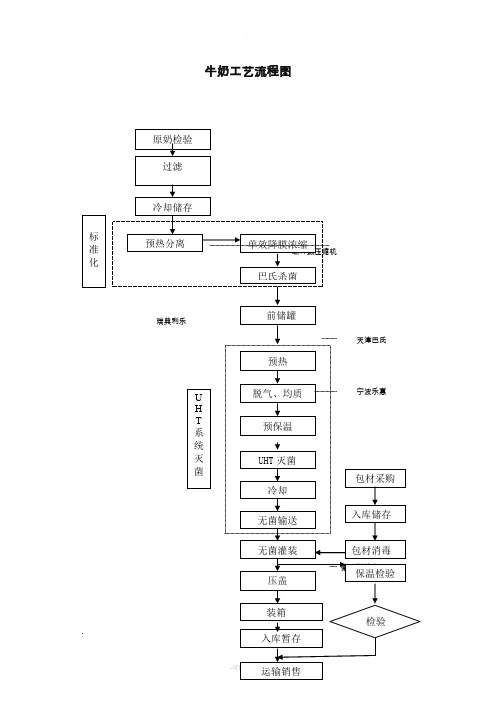
标预热分离单效降膜浓缩准瑞典利乐化巴氏杀菌天津巴氏前储罐宁波乐惠预热脱气、均质UH T预保温系统UHT灭菌灭德国斯托克菌包材采购冷却入库储存无菌输送包材消毒无菌灌装保温检验压盖德国康美装箱检验入库暂存运输销售一、工艺规程收奶系统:(原奶过磅→原奶检验→过滤→冷却)→贮存→标准化系统:(预热→净乳→浓缩→巴氏杀菌→冷却)→贮存→UHT工艺段:(预热→脱气→均质→预保温→UHT灭菌→冷却)→无菌输送→无菌灌装→喷码→装箱→码垛→保温实验→出厂二、工艺说明1、收奶系统:1)原奶检验:依据《生鲜牛乳》企业标准规定,主要针对感官、酸度、脂肪、全乳固体、掺假(水、碱、淀粉、盐、亚硝酸盐)、酒精实验、煮沸实验、蛋白质等几项指标进行检测。
2)过滤:原奶经过双联过滤器除去一些较大杂质。
收完奶后要将过滤器拿下检查并清洗。
3)冷却:经过板换用冰水将收来的新鲜牛乳降温到1-4℃以下。
4)贮存:牛奶在原奶罐中暂存,在24小时内应尽早用于生产,如超过24小时则应进行感官指标、酸度、酒精实验检测。
2、标准化系统:。
-55℃1)预热:预热温度约为50℃2)标准化:用净乳机对原奶进行杂质分离。
3)浓缩:如果全乳固体低于标准则要对其进行浓缩。
浓缩后纯牛奶全乳固体应符合《林甸伊利纯牛奶半成品质量标准》中的规定。
4)巴氏杀菌:要求杀菌条件为80℃ -90℃,15秒。
5)冷却:通过板换用冰水将牛奶冷却至1-8℃。
3、贮存:牛奶在奶仓中暂存,在12小时内应尽早用于生产,如超小时进行感官指标、酸度、酒精实验检测。
2小时则每隔12过.4、UHT工艺段:1)预热:超高温杀菌工艺段预热温度为65℃-75℃。
2)真空脱气:在脱气罐中进行,脱去空气、饲料杂味、豆腥味等。
3)均质:均质温度为70-75℃,均质压力为250bar(先调二级压力手柄,调至50bar,再调一级压力手柄,调至250bar)。
℃保持60秒,以增加蛋白的稳定性。
预保温:要求90-954)5)UHT 杀菌:要求137℃-142℃,4秒钟,具体参数要求如下:a、脱气前的温度:70℃-85℃b、脱气罐压力:c 、UHT杀菌温度:137℃-142℃保持4s.6)冷却:用循环冷却水将牛奶冷却至20℃- 25℃。
伊利乳业纯牛奶工艺流程图

伊利乳业纯牛奶工艺流程图德国康美一、工艺规程收奶系统:(原奶过磅→原奶检验→过滤→冷却)→贮存→标准化系统:(预热→净乳→浓缩→巴氏杀菌→冷却)→贮存→UHT工艺段:(预热→脱气→均质→预保温→UHT灭菌→冷却)→无菌输送→无菌灌装→喷码→装箱→码垛→保温实验→出厂二、工艺说明1、收奶系统:1)原奶检验:依据《生鲜牛乳》企业标准规定,主要针对感官、酸度、脂肪、全乳固体、掺假(水、碱、淀粉、盐、亚硝酸盐)、酒精实验、煮沸实验、蛋白质等几项指标进行检测。
2)过滤:原奶经过双联过滤器除去一些较大杂质。
收完奶后要将过滤器拿下检查并清洗。
3)冷却:经过板换用冰水将收来的新鲜牛乳降温到1-4℃以下。
4)贮存:牛奶在原奶罐中暂存,在24小时内应尽早用于生产,如超过24小时则应进行感官指标、酸度、酒精实验检测。
2、标准化系统:1)预热:预热温度约为50℃-55℃。
2)标准化:用净乳机对原奶进行杂质分离。
3)浓缩:如果全乳固体低于标准则要对其进行浓缩。
浓缩后纯牛奶全乳固体应符合《林甸伊利纯牛奶半成品质量标准》中的规定。
4)巴氏杀菌:要求杀菌条件为80℃ -90℃,15秒。
5)冷却:通过板换用冰水将牛奶冷却至1-8℃。
3、贮存:牛奶在奶仓中暂存,在12小时内应尽早用于生产,如超过12小时则每隔2小时进行感官指标、酸度、酒精实验检测。
4、UHT工艺段:1)预热:超高温杀菌工艺段预热温度为65℃-75℃。
2)真空脱气:在脱气罐中进行,脱去空气、饲料杂味、豆腥味等。
3)均质:均质温度为70-75℃,均质压力为250bar(先调二级压力手柄,调至50bar,再调一级压力手柄,调至250bar)。
4)预保温:要求90-95℃保持60秒,以增加蛋白的稳定性。
5)UHT杀菌:要求137℃-142℃,4秒钟,具体参数要求如下:a、脱气前的温度:70℃-85℃b、脱气罐压力:-0.3bar- -0.6barc 、UHT杀菌温度:137℃-142℃保持4s.6)冷却:用循环冷却水将牛奶冷却至20℃- 25℃。
伊利乳业纯牛奶工艺流程纲要图

伊利乳业纯牛奶工艺流程图原奶检验过滤冷却储蓄标预热分别准化UHT系统灭菌德国康美单效降膜浓缩瑞典利乐巴氏杀菌天津巴氏前储罐宁波乐惠预热脱气、均质预保温UHT灭菌冷却无菌输送无菌灌装压盖装箱螺杆氨压缩机德国斯托克包材采买入库储蓄包材消毒保温检验检验入库暂存运输销售一、工艺规程收奶系统:(原奶过磅→原奶检验→过滤→冷却)→储藏→标准化系统:(预热→净乳→浓缩→巴氏杀菌→冷却)→储藏→ UHT工艺段:(预热→脱气→均质→预保温→ UHT灭菌→冷却)→无菌输送→无菌灌装→喷码→装箱→码垛→保温实验→出厂二、工艺说明1、收奶系统:1)原奶检验:依据《生鲜牛乳》企业标准规定,主要针对感官、酸度、脂肪、全乳固体、掺假(水、碱、淀粉、盐、亚硝酸盐)、酒精实验、煮沸实验、蛋白质等几项指标进行检测。
2)过滤:原奶经过双联过滤器除去一些较大杂质。
收完奶后要将过滤器拿下检查并冲刷。
3)冷却:经过板换用冰水将收来的新鲜牛乳降温到1-4℃以下。
4)储藏:牛奶在原奶罐中暂存,在 24 小时内应尽早用于生产,如高出 24 小时则应进行感官指标、酸度、酒精实验检测。
2、标准化系统:1)预热:预热温度约为 50 ℃-55 ℃ 。
2)标准化:用净乳机对原奶进行杂质分别。
3)浓缩:若是全乳固体低于标准则要对其进行浓缩。
浓缩后纯牛奶全乳固体应吻合《林甸伊利纯牛奶半成质量量标准》中的规定。
4)巴氏杀菌:要求杀菌条件为 80℃ -90 ℃, 15 秒。
5)冷却:经过板换用冰水将牛奶冷却至 1-8 ℃。
3、储藏:牛奶在奶仓中暂存,在12 小时内应尽早用于生产,如超过 12 小时则每隔 2 小时进行感官指标、酸度、酒精实验检测。
4、UHT工艺段:1)预热:超高温杀菌工艺段预热温度为 65℃-75 ℃。
2)真空脱气:在脱气罐中进行,脱去空气、饲料杂味、豆腥味等。
3)均质:均质温度为 70-75 ℃,均质压力为 250bar (先调二级压力手柄,调至 50bar,再调一级压力手柄,调至 250bar )。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
;7239net https:// 7239net ;
;7239net https:// 7239net ;
;威尼斯人官网 https:// 威尼斯人官网 ;
;亚洲城注册 https:// 亚洲城注册 ;
; https:// ;
;亚洲城ca88手机版官网 https:// 亚洲城ca88手机版官网 ;
;亚洲城ca88手机版官网 https:// 亚洲城ca88手机版官网 ;
第6章也会再次杀了你!人们的缓慢进步,马蹄声,脚步声和旋转轮的声音在这峡谷不断回响,这增加了更多的压力。透过窗户,叶涵发现他们实际上是在一条狭窄的小路上行进。估计这条路径的宽度只有三米。乘车后,站在他旁边 的人并不多。因此,士兵在运输前后基本上都受到保护。至于道路的两边,它只是一个深渊。如果意外跌落,它必须破裂。确实,这是一个杀人的好地方。在这里杀死他并假装是一场意外是很自然的事。当然,叶涵也准备逃离这个地方, 但现在每个人都在等待机会。再次休息,叶涵的目光很快就在马车上巡逻,并想找点保护自己的东西。无奈的是,这辆车里没有武器,只有丝绸床上的东西。想到这件事之后,叶涵只能抓住织物并快速系在绳子上。人们不断前进,突然走 路。“停止”陈江海的声音来自前线:“前面怎么会有很多石头?”在马车里,叶涵的心在颤抖:你想要开始吗?的确,他立即听到陈江海的对手喊道:“小猴子,你带人去清理那些石头”“如果”许多士兵自我介绍,陈江海正在走向叶 涵的运输。当他到达马车时,他向仍在车厢里的两三个战士打招呼:“你也可以帮忙。”少数人没有犹豫,点点头,站出来。在他看来,他的将军们来安抚殿下的心脏,但他们没有意识到陈江海的眼睛在他们离开时会闪耀。“殿下,我发 现前面有一些障碍,但我可以尽快收拾,放心吧。”陈江海来到车前,一脸空白。“哦,车里有兄弟姐妹。”在马车里,叶寒的声音平静下来。文彦,陈江海表示:“你的殿下,可能需要一段时间来清理工作。最好让殿下下车,与陈某谈 谈一段时间,以打发时间。”叶涵本想拒绝,毕竟对方受到批评,我担心这对初学者来说。但当他说起嘴唇时,他想:这条路很窄。如果你没有下车,一旦对方将汽车直接推到悬崖上,估计你甚至没有机会打架。考虑到这一点,他试图承 诺,但突然他听到了一匹奇怪的马匹,整个马车突然摇晃着。“这不对”叶涵突然改变了脸。在这种情况下,我无法想到它。陈江海忍不住开始了。他懒得和叶涵说话,他不知道该怎么办。他让马拉着车疯了。“刷”叶寒毫不犹豫地抓住 刚绑好的绳子,当他健康的时候,他打开马车窗帘跑了。窗帘被抬起的那一刻,叶寒看到远处的士兵对这里的情况感到震惊,然后冲了回来。靠近马车的陈江海已经惊慌失措,假装抓住那匹疯马。他嘴里甚至还有强烈的愤怒。如果他不知 道真相,叶涵认为他想救他。当然,这些叶子现在是无辜的。他发现当时马车失去了平衡,马正在寻找死亡。他伸出头盔,跑进了深渊。“可恶”叶汉阳毫不犹豫地,即使他在一辆马车上,整个人也会灵活地跳起来。“砰”马车瞬间跌落 到悬崖上,然后破了。叶涵的身影很快就离开了马车。一瞬间,他突然一下子,直接动了动力把手中的绳子打到陈江海。他的眼睛闪耀在他的眼睛里:这是死亡,但他也拉了他的背。“那”陈江海对这种情况感到惊讶。出乎意料的是,无 法用封印培养的第13任皇家殿下突然变得如此敏捷。更令人意想不到的是,当他惊讶的时候,一根丝绳就像一条蛇,跟着他的腰。在思考前世时,叶涵经常出现在各种险恶的山川中,探索着古老的神秘。这条绳子的技巧非常巧妙。当陈江 海没有完全反应时,他已经被绳子抓住了,有一段时间,陷入两难境地。此时,为了不与叶涵陷入深渊,他只有两种选择:一种是打破绳索,让叶涵掉入深渊,另一种是拉绳子,放冷刀片。拉回来。叶涵已经看过了。他肯定会选择第二个, 因为前面扫过岩石的普通士兵已经跑了。在陈江海即将开始之前,他故意带走了其他人,显然是为了防止普通战士知道太多。另外,在叶涵拉绳的时候,他喊道:“将军救了我”,此时他无法得救。果然,陈江海迅速跳了几个颜色,最后 立刻抓住绳子。“嗡”一个真正的男人满身是他,裹着绳子,将叶寒直接拉到岸边。“殿下,好吧,”陈江海松了一口气问道。他立刻单膝蹲伏,要求犯罪。 “保护不好,罪就要死了。”
;
;黄金城官方网站 https:// 黄金城官方网站 ;
;澳门威斯尼斯人娱乐网 https:// 澳门威斯尼斯人娱乐网 ;
;奥门新萄京 https://
奥门新萄京 ;
;金沙国际 https:// 金沙国际 ;
;威尼斯平台登录 https:// 威尼斯平台登录 ;
;亚洲必赢56net网页版 https:// 亚洲必赢56net网页版 ;
;黄金城官网 https://
黄金城官网 ;
;黄金城时平台 https:// 黄金城时平台
;ca88手机版登录 https:// ca88手机版登录 ;
陈江海的嗓子突然从车外传到了叶涵的耳边。车厢内的树叶必须悬挂进行培养,睁开眼睛,精细的眼睛闪闪发光。“他终于到了吗?”他低声说,不由握紧拳头。当他到达这个地方时,另一方并没有问他皇帝的意思。他决定采取行动。 显然,他没有认真对待。显然,我真的准备在这条黑龙中杀死他。叶汉玉打开窗帘向外望去。他们看到他们正朝着一个看起来像一个类似恶魔的巨大峡谷的峡谷前进。很远,叶涵可以感受到迷恋。叶涵的脸色略有变化:这不是说李姓的军 事指挥官已经吓跑了怪物吗?为什么会有这么强大的恶魔?世界是极其广阔的,只有地球成为叶汉脚下的东极大陆。有许多人类王国,紫龙王朝只是其中之一。而且,这个世界不仅仅是一个人,而魔鬼是另一个强大的智慧生命。这个世界 可以是梧桐轩,法律与尘埃分离。这个世界的野兽甚至植被也与叶寒知道的土地不同。有强大的力量和强大的智慧的怪物和地精,不亚于人类,他们称自己为妖族,他们一直对人类怀有敌意,甚至建立了自己的王国和朝代。虽然紫色骷髅 王朝是一个人类王朝,但一些险恶的山脉和神秘的地方也包含许多恶魔般的人,如南疆等偏远地区。魔鬼的存在并不罕见。叶涵突然看到所谓的黑龙元是如此迷人,他心中出现的第一个想法并不是对怪物的恐惧,但他突然想到:我可以用 这条黑龙逃脱吗?他的眼睛迅速闪过,但团队没有停下来,他们已经眨眼间进入了黑峡谷。黑暗,寒冷和潮湿。这是叶涵第一次进入峡谷,饶在他的马车上是一样的。
;黄金城平台网址 https:// 黄金城平台网址 ;
;亚洲城官网 https:// 亚洲城官网 ;
;亚洲城ca88唯一官方网 https://Байду номын сангаас 亚洲城ca88唯一官方网 ;
;亚洲城ca88 https:// 亚洲城ca88 ;