四切分轧制技术在棒材厂的应用
南钢棒材生产线切分轧制的运用

南钢 棒 材 生产 线 切分 轧 制 的运 用
项 幼 阳 Leabharlann ( 南昌钢铁有限责任公司 , 江西 南 昌 30 1 ) 30 2
摘
要 : 介绍了南钢棒材厂生产 ql In中In @1 mn J2l , 4 l l l m, 6 l螺纹钢材二线切分轧制工艺, 切分孔型
及导卫装嚣的运 用 , 以及切分轧制提高 产量 , 降低成本的效果。
关
键
词 : 棒 材 ; 分 轧制 ; 切 运用 文献标 识码 : B
中图分 类号 : T 3 5 1 G 3 .9
Ap iat fSp itng Ro ln t t r Ro ln n n Na t e pl c i o lti li g a he Ba l g Li e i nse l on i
设 计年 产量 :0万 t 4 。 最 大成 品速 度 :8m s J / 。
2 2 工艺流 程 .
整体年设计能力4 万 t 0 , 全部采用国产化设备 ,0 1 20 年2 1 1 月 83 投产。现主要生产 J m, l m 2m 4 m,
J 6 mm, 2 0 mm , 2 2 mm, 2 5 mm, 2 8 mm , 3 2
・ 5・ 3
3 切分轧制工艺分析 与开发应用
3 1 切 分轧制 .
带连接成一体的两根 轧件 。泼轧件在离开倒数第
三机 架进入 切分 轮导 卫 装 置 后 , 即被 其 中 的两 个 切 分轮 “ 撕开 ” 为两个 单独 的 圆轧 件 也 就是 说 , 切 在
切分轧制是在热轧过程中, 用特殊 的轧辊孔型 和导卫装置或其它切分设备将轧件沿纵 向剖分成 2 条或多条轧件, 从而将延伸系数减小到原来的I2 /, l3 变单条轧制为多条轧制的生产工艺。实现小 / 等, 轧机吃大坯料, 减少轧制道次和轧制时间 , 显著提高 轧机产量 , 降低能耗和成本 。目前螺纹钢切分轧制 主要用 的是特 殊 的轧 辊孑 型加 切分 轮装 黄 。孔型 主 L
Ф12mm热轧带肋钢筋四切分轧制开发实践
2 生产 工艺基本 条件
切 分 轧制 的技 术关 键在 于切 分设 备 的可 靠性 ,
孔 型系 统及 孔型 设计 的合 理性 , 切 分后 轧件形 状 的 正 确性 以及 产 品质 量 的稳 定性 。生 产线 主要 由步 进 梁式 加热 炉 、 轧线 、 冷床 、 精 整收 集等 组成 。最 大
肋 钢筋 更适 合 于 四切 分 , 但 它对设 备及 工艺 技 术要 求 也非 常 高 。 1 2 m m热 轧带 肋 钢筋 四切 分 , 国 内 外 精轧 机组 电机 功率 均采 用 1 4 0 0 k W和1 6 0 0 k W;
制造 成 本 , 节约能耗 , 增 强 产 品市 场 竞争 力 。为此
钢 筋轧件 断 面积小 , 切分 线条 多 , 极 易产 生较 大 的 4
线差 , 出现 叠钢 、 弯钢 、 拱钢及挂钢 , 在 小 的齿 节距
移动中, 相 互 咬合 、 缠绕 , 导 致无 法 生产 。轧 件 4 线
在 对 齐辊 道 上 对不 齐 , 如 果 强 行对 齐 , 会 造 成 轧件
了满 足 电机 要 求 , 可 大 幅度 降低精 轧 速 度 , 而 粗 轧 区速度 会低 于允 许 轧制 速度 的现 象 ; 1 2 0 0 k W交 流
变 频 调速 电机 , 级数为6 级, 基速为 7 5 0 r / mi n , 基 速
以下运 转 时 , 是 恒扭 矩输 出 , 转 速 越低 , 功 率输 出也 越 小 。若 大 幅度 提 高 成 品 机 线 速 度 , 提 高 电机 转 速, 受热剪 及冷床 等设备 的制约 , 也 行不通 。
棒材生产切分工艺的优化与应用
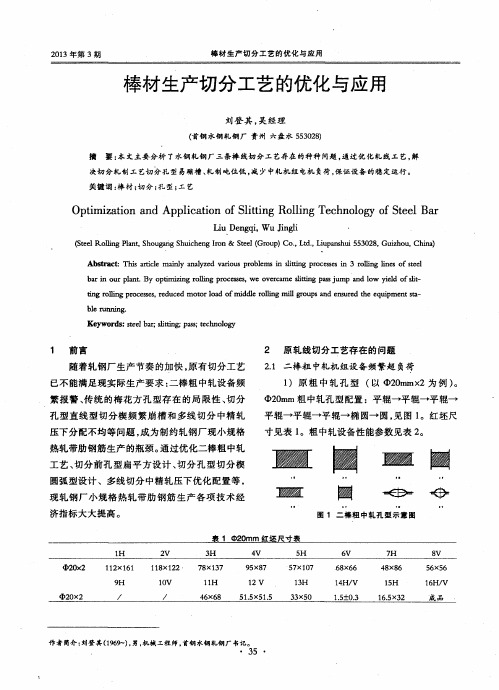
决 切 分 轧 制 工 艺 切 分 孔 型 易 蹦槽 、 轧 制 吨 位低 , 减 少 中轧机 组 电机 负荷 , 保 证 设 备 的稳 定 运行 。 关键词 : 棒材 ; 切分 ; 孔型 ; 工艺
Op t i mi z a t i o n a n d Ap p l i c a t i o n o f S l i t t i n g Ro l l i n g T e c h n o l o g y o f S t e e l B a r
时达 到 1 4 O %( 非 轧件 头 部 ) ; ( 2 )钢坯 加 热 温 度 高, 加 热 炉燃 耗 大 ; ( 3 ) 轧 线 影 响时 间 长 、 机 时 产 量低 、 轧机 作业 率低 。 3 ) 原 因分 析 。( 1 ) 进粗 轧温 度为 9 8 0  ̄ C 时, 粗 中轧 轧 机负 荷见 表 3 。从 表 3中以可 看 出 , 生 产
盈
《# 》 }
图 1 二 棒粗 中轧 孔 型 示 意 图
0 mm 红坯 尺寸 表
作 者 简介 : 刘登其( 1 9 6 9  ̄ ) , 男, 机械工程师 。 首钢水钢轧钢厂书记。 35 ・
・
水 钢 科技 S HU I G A NG S C I E NC E& T E C H N O L O G Y
b a r i n o u r p l nt a . B y o p t i mi z i n g r o l l i n g p r o c e  ̄ e s , we o v e r c a me s l i t t i n g p a s s j u mp a n d l o w y i d d o f s l i t -
第1 2 5期
2 ) - 棒 生 产 中存 在 的问题 。( 1 ) 轧制过 程 中
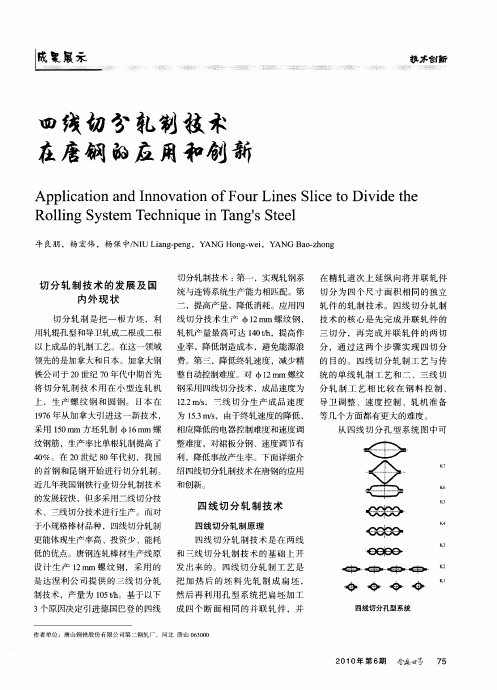
四线切分轧制技术在唐钢的应用和创新
四线切分轧制技术在唐钢的应用和创新
牛良朋;杨宏伟;杨保中
【期刊名称】《金属世界》
【年(卷),期】2010(000)006
【摘要】@@ 切分轧制技术的发展及国内外现状rn切分轧制是把一根方坯,利用轧辊孔型和导卫轧成二根或二根以上成品的轧制工艺.在这一领域领先的是加拿大和日本.
【总页数】5页(P75-79)
【作者】牛良朋;杨宏伟;杨保中
【作者单位】唐山钢铁股份有限公司第二钢轧厂,河北,唐山,063000;唐山钢铁股份有限公司第二钢轧厂,河北,唐山,063000;唐山钢铁股份有限公司第二钢轧厂,河北,唐山,063000
【正文语种】中文
【相关文献】
1.Φ10 mm热轧带筋钢筋四线切分轧制技术的开发 [J], 祖超
2.唐钢Φ22 mm热轧带肋钢筋切分轧制技术实践 [J], 董超;涂帮超;牛良朋
3.浅析唐钢棒材厂四线切分轧制技术 [J], 牛良朋;葛亚东;杨保中
4.棒材三线切分轧制技术的创新与应用 [J], 梁元成;赵文革
5.四线切分轧制技术的工艺分析 [J], 肖国栋;姜振峰
因版权原因,仅展示原文概要,查看原文内容请购买。
切分轧制技术培训

切分轧制技术一、切分轧制技术发展概况切分轧制技术早在19世纪60年代就由美国和英国首先提出,并成功应用于旧钢轨的利旧方面,开创了切分轧制的先例,但此后切分轧制技术发展较为缓慢。
具有现代意义的切分轧制技术始于20世纪40年代,美国的西拉库兹厂成功利用切分轧制生产出了小型材。
在20世纪70年代,加拿大首先应用了两线切分技术生产棒材产品,自此,切分技术得到了快速发展,80年代,日本的新日铁、德国的巴登公司等利用导卫箱内切分轮切分法来实现棒材的多线切分投入大生产。
在切分方法的实践中,人们先后尝试过圆盘剪切分法、火焰切分法、辊切法和切分轮切分法等多种切分方法。
目前,无论是双线切分还是多线切分,广泛采用的都是带切分轮的专用导卫切分法,即利用带有切分孔型系统的轧槽,首先将轧件加工成由薄而窄的连接带相连的几个并联轧件,然后再利用安装在该架次轧机出口的带切分轮的专用切分导卫将切分带撕开,从而获得几个面积相同的相互独立的轧件,最后经后续道次轧制成成品。
二、切分轧制1定义切分轧制是指在轧制过程中利用轧辊孔型、导卫装置中的切分轮或其他切分装置将轧件沿纵向切成两线或多线的轧制技术.2切分方法简介(1)切分轮法:先用特殊的孔型将轧件或轧成准备切分的形状,再在轧机的出口处安装不传动的切分轮,利用其侧向分力将轧件切开。
这种方法连轧机上普遍采用,是目前切分轧制主要方法。
(2)辊切法:利用轧辊孔型的特殊设计,在变形过程中将轧件分开,但轧辊强度和韧性要求高,轧辊孔型设计合理准确。
(3)圆盘剪切分法:利用剪切原理,用圆盘剪将轧件切开。
剪刃由一定重合量,切分后有扭转,剪切设备较重,不用时移开,操作不方便较少用.(4)火焰切分法:先将轧件准备成切分的形状,再用火焰纵向切开,消耗能源和损失金属,较少使用。
3切分轧制的优点(1)切分轧制可以极大的提升中、小规格棒材的产量;(2)在不增加轧机数量的前提下,生产小规格和生产大规格产品能够采用相同断面的钢坯,可以减少原料的种类;(3)用同样的坯料生产同规格的产品,由于总变形率仅为单线轧制的1/2~1/4,因而可减少轧制道次.(4)在增加产量的同时,终轧速度并未随之提高,有的规格采用切分轧制后,终轧速度还有所降低;(5)无论是在现有连轧机上还是在新建连轧机上采用切分轧制技术,由于生产工艺仅局部变动,而且主要工艺设备并无特殊要求,因此具有投入少、产出高、见效快的特点.(6)在条件相同时,采用切分轧制可降低钢坯温度加热炉40℃左右,燃料消耗减少20%,电耗可降低15%,轧辊消耗降低15%,生产总费用降低10% ~15%。
棒材轧钢工艺介绍

2015-6-13
第15道次孔型两边条形中各线相对的独立体 (以下简称“单元”)的高度明显比中间单元的高, 而两边单元的宽度则明显比中间单元的要窄,这 是因为一方面须给第16道次留有宽展的余地,同 时第15、16两道次两切分楔的间距又须要保持相 近,因此宽展只能留在两边单元上。这样第16道 次两边单元既有宽展又有延伸,而中间单元变形 量很小,基本上没有宽展和延伸。所以,实际上 第16道次仍然是一个不均匀变形的轧制道次。
2015-6-13
总之采用新工艺后,解决了预切分道次 不均匀变形、切分后各单元之间尺寸一致 的矛盾,为提高切分精度提供了工艺上的 保证。
2015-6-13
思考题: 1、切分轧制中采用多道次预切分有哪些优点?
2015-6-13
图4 第14到16道孔型示意图
2015-6-13
在此工艺中,第 15 道次孔型的任务是在 平板条形上切出凹凸截面花生型条形,属 于严重不均匀变型状态,本道次轧制时宽 展量很大。因此,第 14 道次条形宽度须明 显小于第 15 道孔型。同时,第 15 道孔型本 身对轧件缺少对中扶持的能力,这是造成 多线切分各线之间不均匀性的主要原因。
棒材轧钢工艺介绍(三)
棒材轧制中的切分工艺
一、棒材切分轧制技术的应用情况
近年来,国内陆续引进、国产化很多条 连轧棒材生产线,为提高生产水平、降低 生产成本、实现与炼钢热送热装能力匹配, 基本上连轧棒材生产线对带肋钢筋生产 1O 螺~ 22螺都实现了切分轧制,由最初的两 线切分到四线切分,甚至国内某厂最近实 现了五线切分轧制,说明中国作为带肋钢 筋的产量大国,切分轧制技术已经非常成 熟,达到世界领先水平。
2015-6-13
四线切分轧制技术在唐钢的应用和创新
虽 然表 面现象都 是切分 架次
扁 平 坯 自 1≠轧机 出来 后 ,到达 堆 钢 ,但 是导致 切分 架次堆 钢频 1 ≠
成泉晟示 f
知 ,轧 件 在 K7 L 件形 成 一 个 的工作 就是分 析和查 找产生 这些 立 箱形 ,采用 小压 下量 ,主要 作 孑轧 方形 ,在 K 孔 被 轧成 扁 坯 ,在 问题 的 内在原 因,探 索相应 的方 用 是使 1≠平辊 加 工 出来 的鼓 形 6 l ≠ K5 L 孑 进行 第 一次 预切 分 ,在 K 法来 克服这些关键性 问题 。 4
领先 的是加拿大和 日本。加拿大钢
费。第三,降低终轧速度 ,减少精 的 目的。 四线 切分 轧 制工 艺与传
铁公 司于 2 世纪 7 年代 中期首先 整 自动控制难度。对 1 m l O 0 2 n 螺纹 统 的单 线 轧制 工艺 和二 、三线切 将 切分 轧制技 术用 在小 型连 轧机 钢采用四线切分技术 ,成 品速度为 分 轧 制 工 艺 相 比较 在 钢料 控 制 、 上 ,生产 螺纹 钢 和 圆钢。 日本在 17 年从加拿大 引进这一新 技术, 96 1.m s 2 /, 线 切分 生产 成 品速度 导 卫 调整 、速度 控 制 、轧机 准备 2
L 晟 I泉 示 . 成
. 1 _-_ __ _ l _ _ - _
≯
誊
掺伽 芥新
线切 分轧 技 术 在唐谰 应 用和创新
Ap l ain a d I n v to f o rLi e l et v d e p i to n o ain o u n sS i oDi i et c n F c h
成 四个 断 面相 同 的并联 轧件 ,并
四线 切 分 孔 型 系 统
四切分棒材轧制技术在连轧厂的应用
速 度 及 导卫 调 整 都 要 求 很 高 , 特 别 是 轧 制 部 分 ,
S e l( o p)C we eito u e I iw o h xsi gp o lm fc re tpo esn , smei rv me t f a te Gru o. r rd cd.nve f ee it rbe o u rn r csig o mp o e n t — n t n re
势 已很 明显 。
3架可 平 立转 换 机 架 ,均 为无 牌坊 机 架。
2 3 冷 床 .
冷 床 为 长 9 m 的 自动 步 进 式 冷 床 ,可 收 集 6
和 冷 却剪 成倍 尺 的棒 材 。
2 4 冷 剪 .
冷 剪剪 切 能 力 为 8 0 k 5 0 N,可 将 成 排 棒 材 按
平 立交 替 布置 。粗 、 中轧机 组采 用微 张 力控 制 系
ቤተ መጻሕፍቲ ባይዱ
统 , 中 、精 轧 机 间设 置 7个 活套 , 以保证 无 张 力
轧 制 。粗 轧和 中 轧机 组 采用 悬臂 机 架 ,在粗 轧 机 上 可 以快速 更 换辊 环 ,而 在 中轧 机 上可 以快 速 更 换 整套 辊 环和 轧 制设 备 。精 轧机 组 为 3架水 平 和
s lti ox、 p itng b Ke r s: b r s ltig r li y wo d a ; pitn o l ng; f r sr nd s itn ou ta pl ig t
1 前 言
19 9 9年 底 广 州 钢 铁 集 团连 轧 厂 从 德 国 巴登 钢 厂引进 41 、 ̄l mm 带 肋 钢 筋 四切 分 轧 制 技 )0 P 2 术 。近 两年 来 ,经 过 对该 技 术的 不断 改进 , 其 优
“四切分轧制”的生产技术要点
坏 ;2 分刀粘钢 :造成切分刀粘钢主要原因有 :①开 切
轧温度过高 ,切分带形状不规则 ,引起切分刀粘钢 ;
②切分刀被封闭在箱体 内,由于冷却不足 ,刀片两侧
会粘 附氧化铁皮 。③切分箱的安装 必须保证切分 环 、 切分轮 、切分刀三点一线 ,对中 良好 ,若 安装不 正 ,
1 四切 分 生 产 工 艺 相 对 于其 他 钢 种 较 为 复 2 杂 ,对 坯料质 量 、加热温 度及 轧制要 求都 很 高 。特 别 是 轧 制 过 程 中 ,更 是 需 要对 料 形 尺 寸 、轧 制 速 度 、导 卫调整 严格 要求 ,而且 需要 职工过 硬 的操作
水 平 。料形控 制是 四切分 生产 工艺 中最 为重要 的环 节 ,料 型 的控 制 又牵涉 到轧制 温度 、速度 、导 卫 、
H i h Q a—i u We S i i —n olg
( a n r lpa t B r dWi Mi ln ) a e l
Ab ta t nti p p r tek ypo lm a du t n nfu - t n l ol gpo e sw sma sr c I hs a e, h e rbe t t j s h a me t o r sr dsi rln rc s a da i a t i
行 原 因分析 ,提 出改进措施 ,保证 了四切分轧制的稳产 、高产。
关 键 词 棒 线 四切 分 轧制 生产 工 艺调 整 改 进 措 施
Pr u to c no o y Po n so o r。ta d S i Rol od c i n Te h l g i t fF u ‘sr n l l ng - t i
棒材车间工艺简介
剪切温度:常温~500℃
2016年2月29日星期一
传动电机:160kW
1500rpm
4、850t冷剪
2016年2月29日星期一
3#冷却段
相变点停止冷却 后续控制冷却
2016年2月29日星期一
2、控轧控冷技术
适当控轧 适当控轧
超快速冷却
相变点停止冷却
后续控制冷却
2016年2月29日星期一
3、多线切分轧制技术
多线切分轧制技术
Ф 16~Ф 20mm螺纹钢采用二切分轧制 Ф 12、 Ф 14mm螺纹钢采用四线切分轧制 四线切分轧制技术是在两线和三线切分轧制技术的基础上开发出来的。 四线切分轧制工艺是把加热后的坯料先轧制成扁坯,然后再利用孔型系统
织和力学性能。
即,通过采用适当控轧 + 超快速冷却 + 接近相变点温度停止冷却 + 后续冷却路径控制,通过降低合金元素使用量、适当提高终轧温度,来实
现资源节约型、节能减排型的绿色钢铁产品制造过程。
新一代 MCP 新一代 TMCP
适当控轧 适当控轧
+
超快速冷却 超快速冷却 + 相变点停止冷却
+
后续控制冷却
蓄热式燃烧技术又称高温燃
烧技术,其原理是利用蓄热体吸收 高温烟气的热量,将空气加热到
1000 ℃ ,从而最大程度吸收烟气
余热,提高燃烧效率,节省燃料。 该技术是通过蓄热式烧嘴来实现高 温燃烧技术。
2012年10月31日星期三
1、加热炉——蓄热式燃烧技术
工作原理:对称布置的两个烧嘴交替工作,A 侧烧嘴燃烧时,B 侧烧 嘴关闭,B 侧烧嘴通过引风机将炉内高温烟气吸进烧嘴,从而将蓄热体加 热;A 侧烧嘴燃烧 60 秒之后,A 侧烧嘴关闭,助燃空气进入 B 侧烧嘴, 当空气通过蓄热体时,被快速加热到 1000 ℃ ,随后喷入炉内,与高炉煤 气混合燃烧。
小规格带肋钢筋四切分轧制工艺开发和优化实践
Ke y W o r ds: Ri b b e d S t e e l Ba r ; Ro l l i ng; F o u r —s t r a n d S p l i t t i n g Ro l l i n g Pr o c e s s ; Pa s s; Gu i d e s a n d
mm r i b b e d s t e e l i s 3 0 % h i g h e r t h a n t h a t o f t h r e e - s t r a n d s p l i t t i n g r o l l i n g p r o c e s s .
| 蠹
毫 _ — 瞬l 蔫 l _
I 芬 爱 钧 6 苹 每 s 觏
小规格带肋钢筋四切分轧制工艺开发和优化实践
罗庆革 ( 棒 线型 材厂)
摘
要 :介 绍 了柳 钢棒 线 型材 厂 小规格 带肋钢 筋 四切 分 工 艺的孔 型 、导 卫 装置 和 和轧 制 通道 的
轧 件 ,并 在 精轧 道 次 上 延 纵 向将 并 联 轧 件 切 分
为 四个 尺 寸 面 积 相 同 的 独 立 轧 件 的 轧 制 技 术 。 四线 切 分 C L N技 术 的核 心 是先 完 成 并 联 轧 件 的
三 切 分 ,再 完成 并 联 轧 件 的两 切 分 ,通 过 这 两
莱钢12mm热轧带肋钢筋四切分轧制技术的开发
第 4期 ( 总第 10期 ) 6
作用 为将 来料压 宽 。K 6机架 采用 平辊 , 分利 用平 充
辊轧 制 的特点 : 宽 度 限制 、 无 调整 量 大 , 辊 利 用率 轧 高 的 < 5轧件 的
上下 对应 的 , 分楔 两侧 的压下 量是 基本 相 同 的 , 切 即
莱钢 科技
21 0 2年 8月
莱 钢 1 m 热 轧 带 肋 钢 筋 四切 分 轧 制技 术 的开 发 m 2
黄海 玉 ,刘艳林 ,孙道清 ,李 健
( 1棒材厂 ; 2技术 中心)
摘
要 : 绍 了莱钢棒 材 厂 多线切 分 工 艺技 术的 开发 , 介 包括孔 型 系统 的选择 、 工艺件 的设计 、 生
采用 立 轧
外其余全部平式布置 , 4架为偏心轧机 , 2 前 后 架为
切分 生 产 工艺 流 程 为 : 坯 检 查一 加 热 一 粗 轧 钢 一 1飞剪一 中轧
入库 。
飞 剪一 圆弧辊 道 过 跨一 精 轧 一
3倍 尺 飞 剪一 冷床 冷却一 定 尺剪 切 一包 装 一 检验 一
是遵 循尽 量减 小不均 匀 变形 的设 计 原则 。从 图 中可 以直观地 看 出 , 中间孔 的压缩 面积 比两侧 孔 大 , 且 并
中间孔 没有金 属横 向流 动 的空 间 , 这种情 况 , 必然 导 致K 3中间 孔 两 侧 的切 分 楔 壁 磨 损 速 度 较 两 侧 孔
快, 中间孔 的面积 和宽度 在 轧制过 程 中越来 越大 , 虽
性 、 型设 计 的合 理性 、 分合 轧件 的 正确性 和 产 品 孔 切
质量 的稳 定性 。
1 车 间生产 工艺简介
莱钢 棒材 厂第 一 轧钢 车 问工艺 布局 为粗 轧 机组 6架 闭 口轧 机 平 立 交 替 布 置 、 中轧 机 组 4架 闭 口轧
∮14mm四切分轧制工艺的开发与应用

∮14mm四切分轧制工艺的开发与应用棒材厂张 月摘要本文通过对∮14mm四切分轧制工艺技术的研究与应用。
提高了小规格螺纹钢筋的产能,降低了生产成本,增强了产品的市场竞争力。
对螺纹钢的多线切分技术的推广具有较好的借鉴作用。
1 前言∮14mm四切分轧制工艺是在热轧过程中将轧件利用孔型的作用,轧成四个并联轧件,再利用切分设备(轧辊、导卫、切分轮等)把并联的轧件沿纵向切分成四根单体轧件,然后再轧成成品钢材。
一块钢坯在大部分道次中都是单根轧制,仅在最后几道次中进行四线轧制,然后切分成四根棒材。
本文对∮14mm四切分轧制技术进行自主开发和应用,积累多线切分轧制经验。
2 工艺概况涟钢棒二线共计有19架轧机,纵列式全连轧布置,其中1-4#轧机为Φ550闭口式轧机,5-8#轧机为Φ450闭口式轧机,9-12#轧机为Φ450短应力线轧机,13-19#轧机为Φ350短应力线轧机。
1-13#轧机为无孔型平立交替布置(∮14mm四切分轧制12#轧机空过)。
目前轧制品规∮12-∮22规格,坯料为150×150×12000mm连铸坯,末架最高速度13.5m/s,年生产能力100万吨。
保证中间坯头部被除鳞,同时对加热炉热负荷进行调整,提高均热段热负荷,或对均热段采用间拔操作方式,保证烧嘴在额定负荷下运行。
图6 中间坯头部/尾部异常高温3.5 半段爬坡型温度曲线图6 半段爬坡型温度曲线该类异常曲线下,异常点比正常温度低50℃以上,温度异常范围在板坯长度的一半以上,可以发生在板坯头部也可以发生在尾部。
产生的原因为某根水封槽缺水,造成吸冷风,或某侧烧嘴空/煤手阀与另一侧阀门开度严重不一致所导致。
4 结语通过对影响蓄热式加热炉纵向温度均匀性的分析和研究,提出加热质量的过程控制措施:a. 将加热炉换向阀故障个数列入加热炉关键过程控制参数,将换向阀故障个数控制在2个以下(单座加热炉)。
b. 对蓄热小球质量进行严格把控,保证其抗热振性和抗渣性。
浅析唐钢棒材厂四线切分轧制技术

圆形 轧件进 平辊 时不 会产 生不 均匀 变形 。中轧 机 新 增加 的第 1 # 机与精 轧 机 1 # 机 的距离 缩短 到 9 4轧 5轧
m, 而且 由于 1 # L 的孔 型 为 立 箱形 , 4  ̄机 采用 小 压 下
量, 主要 作用 是 使 1 # 辊 加 工 出 来 的 鼓 形 断 面 轧 3平
DI SCUS ON SI ABOUT FOUR —L E PLI S TD ROLL玎 G G D TAN G TEEL S
Ni a g e g,G e Ya o u Li n p n d ng, Ya g Ba h ng n oz o
( . te l n l,Ta g h n Io n te mp n No 2S elRol g Mi i l n sa rn a dS e l Co a y,He e rn a d Se lGru b i o n te o p,T n s a ,He I a gh n — bi030 e , 6 0 0)
虽 然表面 现象 都 是 切 分架 次 堆 钢 , 是 导 致 切 但
分架 次堆 钢频 繁 的原 因有多种 。按 照切 分架 次堆 钢
的原 因分类 , 有如 下几 种 :
3 2 1 切 分 架 次钢 料 形状 不 好 ..
与三线切分 轧制相 比 , 四线 切分轧制 对轧辊 的精 度要 求更高 。在 现有 条件允许 的前提下 , 为最 大限度
在 K 3孔 ( 分孔 型 ) 工 成 断 面积 相 同 的 并 联 轧 切 加
9’
件, 连接 带厚 度一 般 为 1 0 mm, . 经过 切 分 导 卫 的加 工分 成 四条独 立 的轧件 , K 在 2孔加工 成 四条扁椭 形
Ф12mm螺纹钢四切分轧制技术的开发实践
Ф12mm螺纹钢四切分轧制技术的开发实践作者:刘方华来源:《中国新技术新产品》2014年第16期(河北钢铁集团宣钢公司,河北宣化 075100)摘要:宣钢公司一小型在精轧全水平机列的前提下,实现了Ф12mm螺纹钢四切分轧制技术的开发与应用,通过认真总结开发过程中的经验并加以改进,轧制工艺日趋成熟、稳定,产能较原三切分时增加12.5%。
在产能提高的同时,电量和煤气等指标单吨成本均降低,产生了较大的经济效益。
关键词:螺纹钢四切分轧制工艺开发实践中图分类号:TG33 文献标识码:A1 概述河北钢铁集团宣钢公司一小型车间主要生产Ф12、16mm小规格螺纹钢。
2009年进行了由半连续轧制到18架轧机全连续轧制的技术改造,随着生产线装备水平的提升,2010年一小型车间进行了Ф12mm螺纹钢三切分轧制技术的开发,并取得了成功,产量及技术经济指标得到了明显提升。
但根据市场情况,宣钢调整了生产组织模式,逐步加大Ф12mm小规格螺纹钢的产量,为实现降低成本增加效益,一小型车间充分利用自身人力和工艺设备资源,在精轧机列全水平的条件下开发Ф12mm螺纹钢四切分轧制技术。
2 主要设备参数1座推钢式端进侧出燃焦炉煤气加热炉,加热能力140t/h(冷坯)。
轧线有18架连轧机组,粗轧机列为4架580平立交替短应力轧机和2架450水平高刚度闭口轧机,中轧机列为6架430水平高刚度闭口轧机,精轧机列为6架320水平短应力轧机。
冷床为81m×8.992m齿条步进式,冷剪剪切能力为650t。
宣钢一小型车间生产线的工艺平面布置图如图1 所示。
3 四切分轧制工艺设计开发3.1 设计思路充分利用现三切分轧制工艺设备,在不增加大的设备改造投资费用前提下,对轧线工艺、工艺辅助设施制定改造方案,以实现最小的投资完成Ф12mm螺纹钢四切分技术的开发。
3.2设计孔型系统考虑轧线粗中轧Ф12、16mm规格孔型的共用和Ф12规格切分后精轧孔型不变,此次Ф12规格螺纹钢四切分孔型主要设计11-16架,甩掉12架次,11架与13架采用平辊,孔型形式14架次为立箱孔,15架次为哑铃形,16架次为切分孔,15、16架孔型的设计主要是通过确定合理的孔型宽高比以实现四线孔型的面积精确控制,四线金属流量分配均匀,保证料型稳定。
Ф12mm螺四切分轧制工艺的优化
其 效果 。 关键 词 :
Op t i mi z a t i o n o f t h e Fo u r - s t r a n d S p l i t t i n g Ro l l i n g Pr o c e s s f o r
1 2 mm Re i n or f c e d Ba r
2 0 1 7年第 1 期
刘锦永等:中 1 2 m m螺四切分轧制工 艺的 优化
2 1
度 均 匀 性 ,轧 制 温 度 控制 以 2号 飞 剪 处 温 度 为
准 ,控制在 1 0 4 0℃ ±1 0℃;上冷床温度 :6 9 0 ℃~ 7 0 0℃。三是开展轧制线对 中,重点对活套 架 进 出 口导槽 ,喇 叭 口 ,导 卫 进 出 口安 装 ,K1
1 前
言
直 无 法 提 高 ,生 产 稳 定 性 差 ,严 重 制 约 了生
柳 钢 棒 线 型材 厂 四棒 生 产 线 于 2 0 1 2 — 0 9建 成 投产 ,设计 年 产 1 2~ 4 0 m m 螺纹 钢筋 8 0万
吨 ,生 产 原 料 为 1 6 5 mm ×1 6 5 mm ×1 0 0 0 0 m m
( 2 ) 料型设 定 :1 1 号 轧机 为 平辊 ,料 型调
整为 2 4 mm×5 8 m m,1 2号 空 过 ,K 6设 计 料 型 1 7 . 2 m m×6 2 m m,K 5辊缝 设 计 为 1 9 mm,料 型 为1 7 . 5 mm×5 5 m m,K 4设计 辊缝 2 . 7 mm,料 型
出 口至 穿 水 管 进 口 ( 空 过竹 节 管 导 槽 ) 水 平 校
对 ,避 免 与 K l出 口不水平 造 成钢 头 碰对 盖板 或
棒材工艺教程(第二章第六节棒材生产中的新技术)

切分方法
3.1、纵切分是在轧制过程中把一根轧件利用孔型切分成两根以上的并联 轧件。在利用切分设备将轧件切分成单根轧件,根据所用设备不同又可 分为以下几种切分方法: ⑴圆盘剪切分发:在并联轧件出口安装一台圆盘剪刀,用圆盘剪刀纵切 轧件,由于圆盘剪刀是互相重合的,切分时容易产生扭转。 ⑵导卫板切分法:在出口下卫板上安装一把切刀,用以切开并联轧件。 ⑶切分轮切分法:切分轮是一对从动轮,结构小巧,紧凑轻便,安装在 机架出口处,靠轧件剩余摩擦力剪切轧件,适于装在连轧机上非终轧道 次。 ⑷火焰切割法:在轧件出口处用火焰切割机切开轧件,这种切分方法切 分质量好,但金属损失大,氧气消耗大。
3.2、辊切分法:在轧制过程中把一根轧件利用切分孔型直接切分成二 根或三根以上的单根轧件,这是目前采用比较广泛的方法,也叫轧辊对 切法。Biblioteka 二、无头轧制 1、无头轧制
无头轧制即在轧制过程中,将前后钢坯的头尾焊接起来,达 到连续供坯,不断轧制,在一个换辊周期内,轧件长度可无限延 长的轧制方法。 无头焊接轧制就是无头轧制的详细称呼。它将传统轧钢生产 中使用的定尺钢坯,在进入粗轧机以前,通过钢坯焊接机将前后 两根钢坯的尾、头焊接在一起(此时,前跟钢坯的头部已进入粗 轧机),并去除焊瘤,作为一根钢坯进入粗轧机,从而实现无头 轧制。
四、控制冷却技术 控制冷却是在钢材终轧后利用轧件冷却速度的不同来 控制钢材组织和性能。通过轧后控制冷却能够在不降 低轧材韧性的前提下进一步提高钢材的强度,并且缩 短热轧钢材的冷却时间。 五、在线余热处理技术 在线余热处理主要指利用轧材的轧制余热将轧件直接 淬火成马氏体并进行回火的工艺。属于控制冷却范畴。 它优于一般调质处理所得的轧材。
2、切分轧制的意义: ⑴ 提高了小规格产品的产量,主要是小规格螺纹钢的 产量。 ⑵ 再不增加轧机数量的前提下,生产小规格与生产大 规格采用相同断面的钢坯,可以减少原料的种类,简化粗、 中轧孔型系统。 ⑶ 提高产量的同时,终轧并不随之提高。有的规格采 用切分轧制后速度还要有所降低。 ⑷ 无论是在现有连轧机上还是在新建连轧机上采用切 分轧制技术,由于生产工艺仅局部变动,而且对主要工艺 设备并无特殊要求,因此具有投入少、产出高、见效快的 特点,切分轧制对于以生产热轧带肋钢筋为主的车间,尤 其是小规格占较大比重的车间书必不可少的先进工艺措施 对提高产量、降低成本是极为有效的措施。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
红坯断面积 22 500 16 882 12 933 9 316 7 163 5 416 4 185 3 170 2 419 1 919 1 590 1 323
轧件长度 12.0 16.0 20.9 29.0 37.7 49.9 64.5 85.2
111.6 140.7 169.8 204.1
17.5 17.5 61.0
辊缝
16 15 12 10 12 12 11
9.5 7 5 25
表 2 切分轧制规程
高 150.0 108.0 118.0
80.0 95.0 58.0 73.0 45.0 55.5 35.0 45.0 25.0
宽 150.0 162.0 117.0 139.0
95.0 114.0
73.0 88.3 55.5 68.0 45.0 54.0
四切分轧制,即在轧制过程中通过孔型,将 1 根轧 件轧成具有 4 个相同形状的并联轧件,再通过切分导 卫及孔型将并联轧件沿纵向切分成 4 个单根轧件。
准12 规格螺纹钢四切分轧制,采用 16 个机架轧
制,分别为粗轧 6 道次,中轧 4 道次(11H 和 12V 机 架空过),精轧 6 道次,其中 1- 10 道次与 准16 螺两切 分的共用,从 11 道次开始 准12 规格螺纹钢四切分专 用孔型,精轧道次在线机架配置及相应孔型[1],如表 1 所列。其中 17H/V、18H/V 机架均采用水平布置方式。
《装备制造技术》2012 年第 12 期
四切分轧制技术在棒材厂的应用
许耀生 1,钱健清 2
(1.阳春新钢铁有限责任公司,广东 阳春 529629;2.安徽工业大学,安徽 马鞍山 243002)
摘 要:叙述了阳春新钢铁 准12 螺纹钢生产的四切分工艺,分析了试轧时出现的问题和工艺改进以及实际效果,并指出 四切分轧制技术可带来较大的经济效益。 关键词:棒材;四切分轧制;孔型系统;导卫
为了更好的发挥切分轧制的经济效益,结合市 场对小规格螺纹钢需求量较大的实际,决定在某棒 生产线开发 准12 螺纹钢四切分生产工艺。这将大幅 度提高小规格产能和生产效率,降低生产成本,提高 经济效益。
1 生产线工艺概况及切分工艺
1.1 生产线工艺概况 棒轧线上共有 20 架轧机,其中:粗轧 6 架 550
中图分类号:TG335
文献标识码:B
文章编号:1672- 545X(2012)12- 0145- 02
切分轧制是在轧机上利用特殊的轧辊孔型和导 卫或者其他切分装置,将原来的一根坯料纵向切成 两根以上的轧件,进而轧制多根成品或中间坯的轧 制工艺。采用切分轧制技术可缩短轧制节奏,提高机 时产量,显著提高生产效率,降低能耗和成本。目前, 切分轧制技术已发展到五切分轧制,且两线切分轧 制技术和三线切分轧制技术作为成熟技术,已经普 遍应用在小规格螺纹钢的生产中。
出口线速度 m/s 0.35 0.45 0.63 0.82 1.09 1.41 1.86 2.43 3.06 3.70 4.45
1.265
5.62
1.070
6.01
1.228
7.38
1.159 1.210 1.256
8.56 10.35 13.00
收稿日期:2012- 09- 07 作者简介:许耀生(1985—),男,广东珠海人,工程师,本科,从事轧钢压力成型工艺。
145
Equipment Manufacturing Technology No.12,2012
按 100 %轧制速度设计理论小时产量可以得到 150 T/h。
2 试轧生产
表 3 几次切分轧制的结果
试轧次数 第一次 第二次 第三次
试轧量(T) 成材率 合格率 短尺率 334 85.28 % 92.54 % 4.26 %
型轧机(1- 6 架),中轧 6 架 420 型轧机(7- 12 架),精 轧 8 架 350 型轧机(7- 20 架,其中 17、18 架轧机为平 立转换轧机);二棒轧线上共有 18 架轧机,其中:粗 轧 6 架 550 型轧机 (1- 6 架),中轧 6 架 420 型轧机 (7- 12 架),精轧 6 架 350 轧机(7- 18 架),一棒采用 平立交替布置,粗、中轧为无扭微张力轧制,精轧采 用活套无张力轧制,粗中轧、中精轧之间各有一台飞 剪,在精轧后设有一台倍尺飞剪。 1.2 四切分工艺
表 1 切分孔型分布
机架号 道次 孔型
13H K6 平孔
14V 15H K5 K4 立箱孔 预切分
16V 17H/V 18H/V 19H
空过 K3
K2
K1
空过 切分孔 平椭孔 成品孔
20V 空过 空过
准12 螺纹钢四切分的粗、中轧孔型为“箱 - 椭 圆”孔型系统,精轧 13H 采用平辊,14V 采用立箱孔 型,15H 为预切分孔型,16V 空过。17H 为切分孔型, 轧机水平布置,18H 为平椭孔型,同时使用 4 个轧 槽,轧机水平布置,19H 为带肋成品孔,也同时使用 4 个轧槽。其精轧孔型示意图,如图 1 所示,轧制规程 如表 2 所示。
平辊 立箱孔 预切分孔 切分孔 4 个并列的平椭孔 4 个并列的成品孔
图 1 精轧孔型示意图
轧机
1H 2V 3H 4V 5H 6V 7H 8V 9H 10V 11H 12V 13H 14V 15H 16V 17H 18V 19H
孔型号
011 021 031 041 051 061 071 081 092 102 平辊 空过 平辊 12- 14 12- 15 空过 12- 17 12- 18 12- 19
2 089 90.65 % 97.01 % 2.07 % 4 930 92.08 % 98.75 % 2.49 %
一级品率 0
0.74 % 93.03 %
轧废率 6.88 % 2.79 % 1.16 %
8
55.0 18.0
3.4 16.00 64.0
1 046 978 797
258.1 276.1 339.0
3
14.6 65.5
687
392.8
2
7.7 84.0
568
475.4
1.6 11.8 47.2
452Байду номын сангаас
596.8
延伸系数
1.333 1.305 1.388 1.301 1.323 1.294 1.320 1.310 1.260 1.207 1.202