品质检验作业流程
关于品质检验作业流程的规定-PQC

发得快品质检验作业流程指引(PQC)1.目的:合理规范QC部品质检验作业流程,确保对产品的各阶段品质状态进行有效检验与判定,确保产品质量符合客户要求。
2.范围:发得快包装制品有限公司工程打样检验、产品首检、制程巡检等制程品质控制环节。
3.职责:3.1.PQC负责大货生产前的样品及首件检验与生产过程中的品质控制。
3.2 对工程打样的样品检验完成时,要出具样品检验报告,并配合工程完成样品承认书。
3.3 大货生产前要完成首件检验并出具首件检验报告。
3.4 制程中采用不定时巡检,有针对性地对关键工序质量控制点及在制品的关键特性进行巡检,确保在制品符合产品的相关要求,并保持完整的PQC巡检报告。
4.作业流程规定4.1.工程打样检验作业4.1.1. 工程接获跟单/业务通知,按客户要求备料、取料及进行手工制作,打样完成时,通知品检PQC验样。
4.1.2. PQC接获工程通知后,应对完成的样品严格按对应客户品质要求及检验标准进行检验,核对客供资料包括图纸、客供样品实物以及订单等,并出具检验结果。
4.1.3 样品承认书之样品检验报告由检验员签名并呈交品质经理签名确认。
方可随工程打样(注意:有部分客户要求一份样品对应一份检验报告,如打样有5PCS就应有对应的5份样品检验报告)送交客户审批。
4.1.4 经客户批核的样品,如有回转发得快公司使用的,应在使用完后归入样品架放置保留,以利下次同类型产品之生产参照。
4.2 首件检验作业4.2.1.每单大货生产前,必须进行首件检验.4.2.2.首件之定义:生产大货前之第一个在制品或制成品;生产大货前之批量试产之第一在制品或制成品.用于确定试产效果,及大货生产过程的样办参照作用.4.2.3.首件之制作一般情况由生产线组长完成,特殊情况下交由生产经理完成。
当首件制作完成时,生产线应通知巡检PQC到场检验是否合格,未经检验合格的首件不得用于大货生产的参照样办。
未经首件检验环节,不得进行大货生产。
检验员作业流程

本次修订摘要
核准
审核
制定
XXXXX有限公司
QA作业流程
三级文件
文件编号
版本/版次
页码
QQ-WI-A/02
A / 0
1/1
一十三、目的
1.及早发现不合格现象,杜绝不合格品入库或出货;
2.发现不合格现象,提出改善对策,防止不合格再发。
一十四、目标
1.批量合格率100%。
一十五、范围
1.对生产部成品进行随机抽检;
2.客户来厂验货跟进。
一十六、定义
1.抽检:是按预先确定的抽样方案,从送货批中抽取规定数量的样品构成一个样本,通过对样本的检验和判定产品批合格或产品批不合格;
一十七、流程
1.检验准备必须生产通知单,调出《成品检验基准书》、样品,检测仪器或工具,及记录表单;
2.抽样计划按MIL-STD-105E正常单次抽样,Ⅱ级;允收水准按AQL=CR︰0、MA︰0.65、MI︰1.5取样判定;
11.当天生产品或本批完成品,检验员必须要进行抽检,重复按AQL抽检一次,防止不合格品流出,并将结果填写在《巡检记录表》备注栏内(生产数量,抽检数量,不良数量,不良率);
12.当天生产品或本批完成品,检验合格后,在外箱《现品票》品质状态栏内盖上《合格》标识。
一十二、表单
1.《送检单》;
2.《巡检记录表》;
XXXX有限公司
IQC作业流程
三级文件
文件编号
版本/版次
页码
QQ-WI-A02
A / 0
1/1
一、目的
1.及早发现不合格现象,防止不合格品投入生产;
2.发现不合格现象,提出改善对策,防止不合格再发。
IPQC的工作流程及检验流程

IPQC工作流程IPQC(In Process Quality Control)中文意思为制程控制,是指产品从物料投入生产到产品最终包装过程的品质控制。
(属品质保证部)1.负责首检和部分过程检查、制程中不良品的确认,标识及统计;2.负责巡检,对整个生产过程物料使用、装配操作、机器运行、环境符合性等全方位的定时检查确认。
IPQC工作流程简单的说:工作内容包括:首件检查、各类变更文件的跟踪。
4M1E的巡查。
发现异常的提出、跟踪与验证。
详细的说:过程检验(IPQC,in process quality contrl):目的是为了防止出现大批不合格品,避免不合格品流入下道工序去继续进行加工。
因此,过程检验不仅要检验产品,还要检定影响产品质量的主要工序要素(如 4MIE)。
实际上,在正常生产成熟产品的过程中,任何质量问题都可以归结为4M1E中的一个或多个要素出现变异导致,因此,过程检验可起到两种作用:1. 根据检测结果对产品做出判走,即产品质量是否符合规格和标准的要求;2. 根据检测结果对工序做出判定,即过程各个要素是否处于正常的稳定状态,从而决定工序是否应该继续进行生产。
为了达到这一目的,过程检验中常常与使用控制图相结合。
过程检验通常有三种形式:(1)首件检验:首件检验也称为“首检制”,长期实践经验证明,首检制是一项尽早发现问题、防止产品成批报废的有效措施。
通过首件检验,可以发现诸如工夹具严重磨损或安装定位错误、测量仪器精度变差、看错图纸、投料或配方错误等系统性原因存在,从而采取纠正或改进措施,以防止批次性不合格品发生。
通常在下列情况下应该进行首件检验:一,一批产品开始投产时;二,设备重新调整或工艺有重大变化时;三,轮班或操作工人变化时;四,毛坯种类或材料发生变化时。
首件检验一般采用“三检制”的办法,即操作工人实行自检,班组长或质量员进行复检,检验员进行专检。
首件检验后是否合格,最后应得到专职检验人员的认可,检验员对检验合格的首件产品,应打上规定的标记,并保持到本班或一批产品加工完了为止。
QC检验标准

一、目的:规范QC作业标准,维护公司产品品质的稳定。
二、范围:适用于SMT所有QC岗位关于PCB及FPC成品的检验。
三、作业流程:1、佩戴好防静电手环及手指套。
2、普通的PCB或FPC板使用放大镜或目视检验。
3、带连接器的产品/IC需使用显微镜进行检验。
4、带有发光二极管的产品需要进行测试。
5、依QC检验标准对产品进行全检。
6、准备好与产品相对应的静电气泡袋或包装吸塑盒。
7、发现批量性不良或不良品超标时需及时向反馈。
8、检验好之良品按要求放入静电架或吸塑盒。
9、所检不良品,须以红色箭头纸标识,并交修理员修理。
10、修理品须经重新检验OK后方可重新包装。
11、将良品点清数量写好合格证送OQC抽检。
12、按AQL进行取样抽检。
13、抽检结果记录在《OQC检验表》。
四、注意事项:1、所有流程均按标准实施。
2、发现问题及时反馈并跟进。
3、维护所有的测试工具及标准。
4、做好每天工作区域的5S。
112一、目的:规范锡膏印刷标准,提高锡膏印刷效率。
二、范围:适用于SMT车间PCB或FPC的锡膏印刷。
三、作业标准:1、CHIP类PCB及FPC判断标准:(a). 理想状态(b).允收状态(c).拒收狀状态标准:1.锡膏并无偏移;2.锡膏成型佳,无崩塌断裂;3.锡膏覆盖焊盘90%以上,4.锡膏量,厚度均匀.1.锡膏部分偏移但覆盖焊盘80%以上;2.锡膏成型佳,无崩塌断裂;3. 锡量均匀.4.锡膏量,厚度均匀.1.锡膏印刷偏移超过20%;2.两焊盘锡量不均匀;3.锡膏量严重不足.一、目的:规范锡膏印刷标准,提高锡膏印刷效率。
二、范围:适用于SMT 车间PCB 或FPC 的锡膏印刷。
三、作业标准:1、IC 或连接器类PCB 及FPC 判断标准:(1). 理想状态 (2).允收状态(3).拒收狀状态标准:1.锡膏并无偏移;2.锡膏成型佳,无崩塌断裂;3.锡膏覆盖焊盘90%以上,4.锡膏量,厚度均匀。
1. 锡膏部分偏移但覆盖焊盘80%以上;2.锡膏成型佳,无崩塌断裂;3. 锡量均匀.4.锡膏量,厚度均匀.1.锡膏印刷偏移超过20%;2.锡膏成形不良且断裂;3.形成连锡.一、目的:规范焊接外观检验标准,提高外观检验效率。
OQC检验作业指导书

1.目的为了标准OQC 抽检作业流程,满足产品品质标准,特制定此流程.2.适用范围适用本公司XXX 周密科技生产的全部产品。
3.定义3.1OQC(Outgoing Quality Control):产品出货前的品质检验/品质稽核及管制3.2作业依据3.2.1《OQC 首件标准检验指导书》 3.2.2 《OQC 检验特别处理作业指导书》3.2.3 《OQC 检验不良停复线作业指导书》3.2.4 成品出货检验标准3.2.5 检验指导书〔SIP〕 3.2.6 研发/工程变更文件3.2.7 生产任务单 3.2.8 软件释放单3.2.9 CMF 文件 3.2.10 内部行文3.2.11 安规认证文件 3.2.12 包装BOM 与实物核对3.2.13 check list4.工作职责4.1制造中心4.1.1负责供给测试良品机器并依据批次送检2023.10.12 版第一次制订A/0编制修订履审核历批准4.1.2负责送检机器的物料标识卡及产品追踪表内容填写4.1.3负责对OQC 检验批退的不良机器安排重工并二次送检4.2工程部负责不良品分析缘由,并制定订正改善方法及预防措施4.3品质中心4.3.1对制造送检的机器进展检验〔外观、功能〕并记录报表中4.3.2负责对产品进展质量监控,对检验工程的完整性,负责报告的最终判定。
5.工作内容5.1检验抽样打算5.1.1抽样打算:公司执行国家标准GB/T2828:2023 单次正常检验抽样打算,抽样检验依据一般检验水平Ⅱ级抽样方法抽样,AQL 值取Cri=0;Maj:0.65;Min:1.5。
5.1.2抽检比例:正常抽检数量依据生产送检每个批次的10%进展检验。
5.1.3抽检规章:正常状况下,依据GB/T2828.1-2023,承受一般检验水平Ⅱ级抽取样品;非正常状况下,转换规章如下:正常-->加严:在正常检验〔10%〕状态下,假设连续5 批中有2 批被拒绝,则由正常〔10%〕转为加严检验〔15%〕。
产品质量检验管理程序(含流程图)
文件制修订记录1.0目的为了有效测量与监控产品从进料、制程、成品及出货各阶段检验作业能始终符合产品工程规范的各项要求。
2.0范围:适用于品管IQC、IPQC、QA过程作业。
3.0权责:3.1品管部:负责各阶段品质检验的执行、标识、追溯的管理、实际验货。
3.2工程部:产品作业标准的制定与检查。
3.3生产部:依生产计划、工程标准、验收标准执行生产作业。
3.4业务部:依订单需求验收出货数量。
3.5资材部:采购物料的外部联络。
4.0定义:无5.0作业内容:5.1进料检验5.1.1收料5.1.1.1供应商依据采购订单交货到公司仓库。
5.1.1.2仓管依据采购订单核对送货单是否一致,如若不符则退货并要求供应商重新交货,符合则点收数量并开出[进货单]。
5.1.1.3仓管将[进货单]连同要求供应商提供的相关文件(如材质报告、检验报告、测试报告等)交品管部,通知IQC进行检验。
5.1.1.4检验参照依据AQL表或依客户端需求作抽样检验。
5.1.1.5品管部IQC接到[进货单]后对供应商所提供的文件进行验证,(有法规环保类要求的产品必须依客户指定或经国家认可有检测能力机构出具的测试报告,如“SGS报告”等);品管部可以根据批量大小、价值贵重程度来对供应商所提供产品的材质进行一次确认。
5.1.1.5下列几项物料必须由品管部进料检验:a)生产性原材料。
b)外发加工产品。
c)包装材料等。
5.1.2需应用下列一种或多种方法进行验收、检验5.1.2.1接收检验及测试:a)核对材质证明(限自购原材料,样品或来料加工产品可不需要提供材质证明),核对供应商提供的相关文件。
b)依《检验标准书》逐项检验与填写[进料检验报告],无《检验标准书》时,依图面求或样板检验,检验结果可直接记录于[进料检验报告]上。
c)凡属客户提供来料进行加工,如无图面,依据客户提供的规格进行检验;如既无规格又无图面,IQC只针对其外观进行检验并记录于[进料检验报告]上。
IPQC的工作流程及检验流程

IPQC工作流程IPQC(In Proces s Qualit y Contro l)中文意思为制程控制,是指产品从物料投入生产到产品最终包装过程的品质控制。
(属品质保证部)1.负责首检和部分过程检查、制程中不良品的确认,标识及统计;2.负责巡检,对整个生产过程物料使用、装配操作、机器运行、环境符合性等全方位的定时检查确认。
IPQC工作流程简单的说:工作内容包括:首件检查、各类变更文件的跟踪。
4M1E的巡查。
发现异常的提出、跟踪与验证。
详细的说:过程检验(IPQC,in proces s qualit y contrl):目的是为了防止出现大批不合格品,避免不合格品流入下道工序去继续进行加工。
因此,过程检验不仅要检验产品,还要检定影响产品质量的主要工序要素(如 4MIE)。
实际上,在正常生产成熟产品的过程中,任何质量问题都可以归结为4M1E中的一个或多个要素出现变异导致,因此,过程检验可起到两种作用:1. 根据检测结果对产品做出判走,即产品质量是否符合规格和标准的要求;2. 根据检测结果对工序做出判定,即过程各个要素是否处于正常的稳定状态,从而决定工序是否应该继续进行生产。
为了达到这一目的,过程检验中常常与使用控制图相结合。
过程检验通常有三种形式:(1)首件检验:首件检验也称为“首检制”,长期实践经验证明,首检制是一项尽早发现问题、防止产品成批报废的有效措施。
通过首件检验,可以发现诸如工夹具严重磨损或安装定位错误、测量仪器精度变差、看错图纸、投料或配方错误等系统性原因存在,从而采取纠正或改进措施,以防止批次性不合格品发生。
通常在下列情况下应该进行首件检验:一,一批产品开始投产时;二,设备重新调整或工艺有重大变化时;三,轮班或操作工人变化时;四,毛坯种类或材料发生变化时。
ipqc的工作流程及检验流程

IPQC工作流程IPQC(In Process Quality Control)中文意思为制程控制,是指产品从物料投入生产到产品最终包装过程的品质控制。
(属品质保证部)1.负责首检和部分过程检查、制程中不良品的确认,标识及统计;2.负责巡检,对整个生产过程物料使用、装配操作、机器运行、环境符合性等全方位的定时检查确认。
IPQC工作流程简单的说:工作内容包括:首件检查、各类变更文件的跟踪。
4M1E的巡查。
发现异常的提出、跟踪与验证。
详细的说:过程检验(IPQC,in process quality contrl):目的是为了防止出现大批不合格品,避免不合格品流入下道工序去继续进行加工。
因此,过程检验不仅要检验产品,还要检定影响产品质量的主要工序要素(如 4MIE)。
实际上,在正常生产成熟产品的过程中,任何质量问题都可以归结为4M1E中的一个或多个要素出现变异导致,因此,过程检验可起到两种作用:1. 根据检测结果对产品做出判走,即产品质量是否符合规格和标准的要求;2. 根据检测结果对工序做出判定,即过程各个要素是否处于正常的稳定状态,从而决定工序是否应该继续进行生产。
为了达到这一目的,过程检验中常常与使用控制图相结合。
过程检验通常有三种形式:(1)首件检验:首件检验也称为“首检制”,长期实践经验证明,首检制是一项尽早发现问题、防止产品成批报废的有效措施。
通过首件检验,可以发现诸如工夹具严重磨损或安装定位错误、测量仪器精度变差、看错图纸、投料或配方错误等系统性原因存在,从而采取纠正或改进措施,以防止批次性不合格品发生。
通常在下列情况下应该进行首件检验:一,一批产品开始投产时;二,设备重新调整或工艺有重大变化时;三,轮班或操作工人变化时;四,毛坯种类或材料发生变化时。
首件检验一般采用“三检制”的办法,即操作工人实行自检,班组长或质量员进行复检,检验员进行专检。
首件检验后是否合格,最后应得到专职检验人员的认可,检验员对检验合格的首件产品,应打上规定的标记,并保持到本班或一批产品加工完了为止。
质量检验控制流程图

10
提料
过程检验
N
技术分析
1.IPQC(制程检验员)对半成品工艺材质和作业手法进 行。2.有品质异常时技术部进行技术分析出矫正方案
1.装配组按照配置清单领料。2.对物料进行自检合格才
11
成品装配
可装配。3.现场加工部位要通知检验员确认。4.严格按
照作业指导书的工艺作业。
N产品损坏或其他异常
4.检验不合格请生产部重工后再送检。
15
装柜发货
1.样品确认后根据订单可进行外购件的批量采购普和半 成品加工; 2.自检物料合格才可生产,严格按规范操作; 3.过程不良时要按技术部的方案进行重工处理,并通知 质检员确认。 1.对供应商物料核对数量及规格查看包装完整性必须标 识有送货单,2.报检给IQC(进料检验)。3.实物不符 或检验不合格时请通知采购与供应商联络办理退货手续 。 1.核对确认样品以及技术图纸。2.按检验规范和技术参 数的要求进行检验。3.合格后在实物包装上贴上“合格 ”标签并通知仓库入库。4.有不合格品超出允收水准, 通知仓库要求退货。5.将不合格事件知会采购,通知供 应商改善。
1.根据技术参数要求外购件样品购买; 2.购买的样品要有说明书,出厂检验报告,安全器件要 有注册检验报告或者认证证书,特殊要求材料要有第三 方检验材料成份报告; 3.进行制样或者小批量生产。
1.技术员对样品进行全面的试验; 2.符合技术要求的要贴合格标签并签名; 3.样品不符合返回图纸设计到制样重新跟踪解决。
质量检验控制流程图
步 骤 采购
仓库
部门 质量
生产
技术
说明
1
图纸设计 1.根据订单要求设计产品
2
鞋厂品质检验管理流程
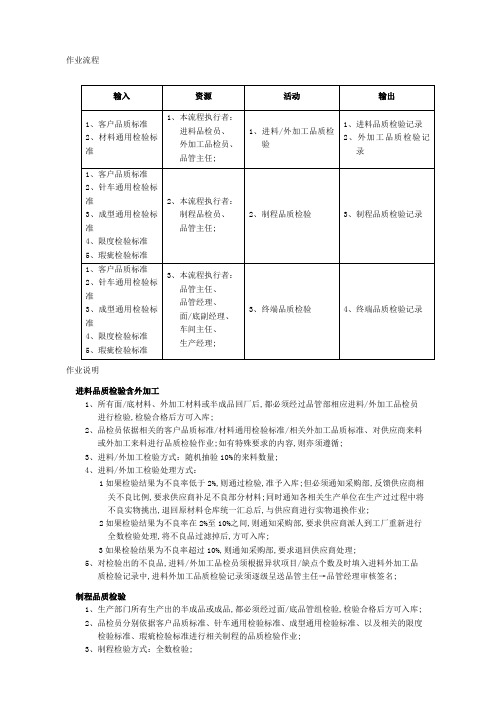
作业流程作业说明进料品质检验含外加工1、所有面/底材料、外加工材料或半成品回厂后,都必须经过品管部相应进料/外加工品检员进行检验,检验合格后方可入库;2、品检员依据相关的客户品质标准/材料通用检验标准/相关外加工品质标准、对供应商来料或外加工来料进行品质检验作业;如有特殊要求的内容,则亦须遵循;3、进料/外加工检验方式:随机抽验10%的来料数量;4、进料/外加工检验处理方式:1如果检验结果为不良率低于2%,则通过检验,准予入库;但必须通知采购部,反馈供应商相关不良比例,要求供应商补足不良部分材料;同时通知各相关生产单位在生产过过程中将不良实物挑出,退回原材料仓库统一汇总后,与供应商进行实物退换作业;2如果检验结果为不良率在2%至10%之间,则通知采购部,要求供应商派人到工厂重新进行全数检验处理,将不良品过滤掉后,方可入库;3如果检验结果为不良率超过10%,则通知采购部,要求退回供应商处理;5、对检验出的不良品,进料/外加工品检员须根据异状项目/缺点个数及时填入进料外加工品质检验记录中,进料外加工品质检验记录须逐级呈送品管主任→品管经理审核签名;制程品质检验1、生产部门所有生产出的半成品或成品,都必须经过面/底品管组检验,检验合格后方可入库;2、品检员分别依据客户品质标准、针车通用检验标准、成型通用检验标准、以及相关的限度检验标准、瑕疵检验标准进行相关制程的品质检验作业;3、制程检验方式:全数检验;4、制程品检员挑出的不良品,贴上异状标签后放到不良品车架上,如一双中只有一只出现异状,须连同配对的另外一只放到不良品车架上,由生产线处理;5、生产部门对不良品进行修复后,须经制程品检员重新检验后方可下放,不能修复的成品或半成品,予以报废;6、对检验出的不良品,制程品检员须根据时段/异状项目/缺点个数/品质不良率及时填入制程品质检验记录中;7、品管主任每2小时推迟5分钟,到各线品检站收集品质不良率的数据,然后填写在生产中心办公室的品质动态显示表看板上,用不同颜色磁粒标示时段不良率高低,供各级主管及时掌握各生产线的品质状况;不同程度的不良率对应的磁粒颜色如下:8品管主任有权暂停流水线的生产,并要求生产部门采取有效的改善措施进行品质改善;每次暂停时间以10分钟为限;9、品管主任须于次日上午9:00前,计算出前日的不良比例/总不良率等,填于相应制程品质检验记录中,并呈送品管经理审核签名;制程品质检验品质早检1、主持:品管经理2、参与:面品管主任、底品管主任、面部副经理、底部副经理、相关车间主任、生产经理 ;3、列席:生产副总、总经理;4、时间:每日上午9:00-9:30;5、地点:会议室;6、检验流程:1流程一:抽样A、由相应制程品管或仓库员到鞋包仓库、成品仓库,任意抽取当日生产完成的鞋包、成品鞋;B、抽样规则:针车每款每色5双、成型每款每色5双;2流程二:品质检验A、由品管经理主持、会同生产中心相关人员,对抽样的半成品品质进行检验;B、检验内容包括:鞋包、成品鞋的外观、包装方式;C、检验时需比对确认样品鞋、材料色卡;由品管部负责提供;3流程三:异常处理A、对检验出来的问题,由品管经理判定责任单位或人员,再由相关责任人员或单位实施纠正处理;B、出现严重品质问题或普遍性品质者,需追溯相关人员责任;由品管经理执罚4流程四:包装入库A、品质检验完成后,由生产部各相关管理干部安排人员,将品质合格品重新包装入库;B、对品质不合格者,需由相关单位处理完成合格后,再重新包装入库;仓库员需做好数据交接登记;附件表单进料品质检验记录外加工品质检验记录制程品质检验记录终端品质检验记录品质动态记录表。
品质部检验流程图总表
[品质部管理流程图]1:品质管控流程图2:QA成品检验流程图3:IPQC巡检流程图4:IQC来料检验流程图品质管控流程图 厂商交货IQC 检验生产计划IPQC 首件检IPQC 巡回检生产安排 发现不合格品QC 测试发现不 合格品发现不 合格品QA 检验joK 品贴绿色标标 识预防改善______________. _____处置1 T异常开案1 r隔离发现不 合格品QA成品检验流程图流程说明1:生产线把做好的成品送检至QA o2:QA根据《产品规格书、图纸》《样品》《生产指令单》《AQL抽样计划》对送检成品进行外观和功能性检验,有必要时需进行可靠性试验。
3:检验完成时填写《QA检验报告》记录存档。
4:产品合格后贴绿色合格标识并通知入库,产品不合格则贴红色标识,注明不良原因,并开出《QA检验不良报告》。
5:由品质部,研发中心,业务部,生产部门,计划部共同确认不良产品处理方式。
6:处理方法确认后对不良产品进行处理,并跟进。
流程说明1:生产线领料后按《作业指导 书》进行首件制作。
2:生产线制作首件交于IPQC 进行首件确认。
3:IPQC 根据《作业指导书》 《产品规格图纸》《产品规格 书》《样品》对首件的性能, 外观,尺寸进行确认,并填写 《首件确认表》。
4:首件合格后交由生产并开 始生产作业,首件不合格则要 求生产分析并作出改善措施, 重做首件进行确认。
5:正常生产开始后IPQC 进行 巡回检验,作业员需按照《生 产SOP 》进行作业,注意电 子产品的防护。
6:巡检未发现异常,生产持续 作业至产品完工,如巡检过程 发现异常,开出《生产异常报 告》通知生产,品质部,研发 中心。
7:生产,品质部,研发中心分 析不良原因,给出改善措施。
确定是否需要停止生产。
8:确定改善措施后,IPQC 进 行监督性检验,跟进措施实行 效果。
9:产品生产完工,生产移交产 品或入库。
10:IPQC 填写《每日巡检报 告》IPQC 巡检流程----首件检验kt !1!重做首样不合格 合格生产移交或入库供应商/外协厂送货至仓库仓库收料打单送检IQCIQC检验流程图IQC进行物料检验(根据承认书.样板.规格书等)填写?IQC检验报告?流程说明1:供应商/外协厂送货至仓库,仓库确认数量,型号,合格放置待检区并打单送至IQC,不合格退货至供应商。
关于品质检验作业流程的规定-IQC.

1.目的:合理规范QC部品质检验作业流程,确保对产品的物料受入的品质状态进行有效检验与判定,确保产品质量符合客户要求。
2.范围:发得快包装制品有限公司来料检验作业。
3.职责:3.1.IQC负责原材料受入的品质检验与控制;确保来料符合物料采购要求与不影响材料对制程品质的要求,并保持完整的IQC检验报告。
4.作业流程规定4.1.IQC检验作业流程4.1.1.IQC收到仓库来料检验通知后,对来料进行受入检验。
4.1.2.进行受入检验时,IQC必须核对相关的资料如采购单、供应商送货单、生产订单等是否相符,特殊要求的还要核对有否SGS物质检测报告、ROHS标签等,是否完整及有效。
4.1.3.上述资料核对无误后,IQC应根据来料检验规范对来料进行检验,检验时,应根据不同的情况如来料数量、材料的特点及有效作业时间和生产紧急性,来确定使用何种检验方案,确定分别采用其中之一或全过程单一采用全检、抽检、先受入待判定等方式。
当确定采用抽检时,应对照抽样计划MIL-STD-105E允收质量水平II标准MAJ2.5/MIR6.5来进行。
4.1.4.检验时,应对所有检验项目都进行检验,包括材质、颜色、静电值(如有)、外观、规格、复合层数、密度等。
4.1.5.当无质量缺陷或质量缺陷在允收标准之内,应判定为来料合格。
4.1.6.当所有缺陷超出允收标准时应根据不同情况进行结果判定,如挑选、特采、拒收等,当判定为拒收时,必须进行不合格品标识(红色),出具来料不合格报告及品质异常通知书,经品质经理核准后通知仓库及采购协调供应商处理。
4.1.7.挑选使用后的不合格来料、仓储过程产生的不合格来料、生产过程中发现的不合格来料,均填写《供应商来料退货联络单》,注明退货原因、来料日期、订单号及不合格品数量,经品质经量签字确认,交由采购传给供方回签退货及补料日期.4.1.8.因生产急用而进行特采的来料,IQC应提醒PQC在巡检过程中要加强制程监控,制成品及成品检验时应加严处理.4.1.9.因时间关系或一时无法确定判定结果的,可以作先受入待判定的方式进行处理,经各方面会商得出最终结果时,比照上述结果进行判定后处理.但在未做出最终判定结果之前,仓库不得发出不明状态之来料流入生产.4.1.10.经IQC检验合格(包括特采物料)的来料,由仓库点收核对数量、品名、规格后,存入合格来料区。
品质部工作流程
质检部工作流程2012年12月质检部的工作内容:全体部门员工以质量第一为准则,采取公平、公正、科学、合理、全面、严谨的工作态度和做事方法,严格按照产品质量检验标准把好质量关。
职能为鉴别、把关、报告、监督。
工作流程如下:1.质检人员的职责1.1质检人员代表本公司利益,严格按照产品检验标准对产品质量进行检验。
1.2制定产品检验标准:根据客户合同要求,参考国际、国家标准、行业标准制定公司产品检验标准。
1.3严格按照产品检验标准和抽样标准(抽检水平Ⅱ,合格质量水平AQL按致命0,重缺陷2.5,轻缺陷4.0验收;开箱数为订单数的平方根)对公司来货半成品、成品进行检验把关。
对于特殊要求客户及产品按照特殊抽样标准:Auchan 自有品牌产品、Adeo Dexter 产品、HRG产品(抽检水平Ⅱ,合格质量水平AQL按致命0,重缺陷1.5,轻缺陷4.0验收;开箱数为订单数的平方根)进行检验把关。
1.4严格控制包装生产线不合格产品,对于每批次产品生产前,由巡检员进行首样确认,在包装过程中按抽样比例在产品生产的前、中、后期分别取样,按要求对产品包装要求进行检验把关。
1.5按系统要求记录来料检验报告1.6对于不合格产品,按照要求开出不合格处置单,并对不合格产品进行跟踪。
1.7严格按照操作规范使用和维护检验设备。
2.检验流程2.1现场检验流程2.1.1根据K3信息系统《质量管理》主控台中每日《来料检验》来料检验单新增信息,按照部门分工职责执行每日检验任务。
2.1.2检验人员接到请求检验任务后,准备好待检验产品的检验资料(包括客户提供的PIF资料、金样本)到仓库指定成品库位、半成品放置区对产品进行检验。
须在货源信息登记到信息系统后二个工作日内完成检验(无特殊情况),如遇加急情况,原则上当天到货,当天验完。
如周末或节假日有紧急需要验货的产品,采购部(或业务部因验货安排)需提前以邮件方式告知质检部,质检部妥善安排验货需求。
2.1.3在检验过程中,质检员应在抽箱的产品中平均抽取所需检验的产品进行相关项目检测,确保检验结果的均匀性。
品质检验作业流程

一、IQC作业流程:
1.1 正常进料检验流程:
1.2 物料紧急放行作业流程:
MRB:全称是Material Review Board, 中文意思是材料审查会议。
它是针对所有检验工作站发现产品异样状态暂时不能确定是否为缺陷的一种处理办法。
这里的工作站包括进料检验,过程检验,出货检验以及客户退回的产品。
根据不确定缺陷发现的位置,MRB会议可由不同的人召集。
补充:1.在材料待检前应标示好待检标示;
2.在材料检验后需待一段时间后才有结果时,应「Hold」标示;
3.材料检验结果出来后应及时贴上相应标示并要求仓库分区摆放。
二、IPQC作业流程:
NG OK
OK
OK
三、FQC 作业流程:
OK
NG
OK
四、OQC作业流程:。
3、品质检验作业指导书书
3.1、品质部负责成品的检验和验证;
3.2、生产部负责成品的报检和不合格的处理;
3.3、物控部负责成品的入库与出库管理。
4、程序:
4.1、成品的报检
4.1.1生产部按订单要求进行产品的包装作业,包装方法按客户要求和公司工程部要求进执行。
4.1.2包装的成品需经过OQC确认合格后才可以办理进仓作业,对于包装好的成品,生产车间须通知OQC到现场进行检验。
2、适用范围:公司所有产品在外协加工过程的质量控制按此作业指导书执行。
3.职责和权限
3.1、品质部负责外协产品加工过程的各工序的首件确认、制程巡检和终检;
3.2、外协加工厂作业员或负责人负责首件的自检和送检,负责处理品质部判定的不合格品;品管负责外协加工厂生产现场的不良品标识。
3.3、外协品管确认的合格品,物控部负责验收合格数量的入库手续,并做好相应的记录。
4.2制程巡检
4.2.1制程巡检的时机与频次
A)当首件判定合格后,品管员必须对生产过程的各工序进行巡回检查,主要是通过技术要求、客供样板和作业指导书对生产过程产品进行判定,指导员工进行有效生产;
制定
审核
批准
木宝家具有限公司品质管理工作细则
外协品质检验作业指导书
文件编号
MB-PZ-003
版本/版次
A/1
制定
审核
批准
木宝家具有限公司品质管理工作细则
制程检验作业指导书
文件编号
MB-PZ-003
版本/版次
A/1
页次
5/18
生效日期
6.相关文件
6.1《品质管理制度》
6.2《品质检验标准》
6.3《品质奖惩制度》
7.相关记录
品质检验作业流程规范

品质检验作业流程规范English.Quality Inspection Work Process Specification.1. Purpose.To establish a standardized work process for quality inspection activities to ensure the delivery of high-quality products and services.2. Scope.This specification applies to all personnel involved in the quality inspection process, including but not limited to:Quality inspectors.Production operators.Supervisors.Managers.3. Definitions.Quality inspection: The examination of a product or service to determine its conformance to requirements.Defect: Any non-conformance to requirements thataffects the function, appearance, or safety of a product or service.Inspection plan: A document that specifies the inspection criteria, methods, and frequency.Inspection report: A document that records the results of an inspection.4. Responsibilities.4.1 Quality Inspectors.Perform inspections in accordance with approved inspection plans.Identify and document defects.Report inspection results to the appropriate parties.Maintain and calibrate inspection equipment.4.2 Production Operators.Follow good manufacturing practices to minimize defects.Cooperate with quality inspectors during inspections.Take corrective action when defects are identified.4.3 Supervisors.Supervise the quality inspection process.Ensure that quality inspectors are adequately trained and equipped.Monitor inspection results and identify trends.Take corrective action to address quality issues.4.4 Managers.Establish and maintain the quality inspection system.Provide resources to support the quality inspection process.Review inspection results and make decisions on product or service acceptance.5. Procedures.5.1 Inspection Planning.Develop inspection plans based on product or service requirements and risk assessment.Specify the inspection criteria, methods, and frequency.Review and approve inspection plans.5.2 Inspection Execution.Perform inspections in accordance with approved inspection plans.Use appropriate inspection methods and equipment.Identify and document defects.Record inspection results on inspection reports.5.3 Inspection Reporting.Report inspection results to the appropriate parties, including production, engineering, and management.Identify trends and recommend corrective action.Maintain inspection records for future reference.5.4 Corrective Action.Investigate defects and determine root causes.Implement corrective action to prevent defects from recurring.Monitor the effectiveness of corrective actions.6. Quality Records.Maintain inspection plans, inspection reports, and corrective action records.Store quality records securely for future reference.7. Training.Provide quality inspectors with adequate training on inspection methods, equipment, and documentation.Refresher training shall be provided on a regular basis.8. Continuous Improvement.Regularly review the quality inspection process to identify opportunities for improvement.Implement improvements to enhance efficiency and effectiveness.Monitor the impact of improvements on product orservice quality.中文回答:质量检验作业流程规范。
品质部岗位职责及检验流程
质量部岗位职责及检验内容目录管理:AZL-01-2017-18目的:IQC/IPQC/FQC/OQC检验方法原材料检验(IQC )原进厂检验包括三个方面:①库检:原材料品名规格、型号、数量等是否符合实际,一般由仓管人员完成。
②质检:检验原材料物理,化学等特性是否符合相应原材料检验规定,一般采用抽检方式。
③试检:取小批量试样进行生产,检查生产结果是否符合要求。
来料不合格的处理:①标识:在外包装上标明“不合格”,堆置于“不合格区”或挂上“不合格”标识牌等。
②处置:退货或调货或其他特采。
③纠正措施:对供应商提供相关要求或建议防止批量不合格的再次出现。
2紧急放行:因生产急需,在检验报告出来前需采用的物资,为紧急放行。
需留样检验,并对所放行物资进行特殊标识并记录,以便需要时进行追踪。
3特采:从非合格供应商中采购物资——加强检验。
②检验不合格而采用的物资——挑选或修复后使用。
4应特别关注不合格品所造成的损失:①投入阶段发现,损失成本为1元。
②生产阶段发现,损失成本为10元。
③在客户手中发现,损失成本为100元。
二、过程检验(IPQC )lPQC 的检验范围包括:①产品:半成品、成品的质量。
②人员:操作员工艺执行质量,设备操作技能差。
③设备:设备运行状态,负荷程度。
④工艺、技术:工艺是否合理,技术是否符合产品特性要求。
⑤环境:环境是否适宜产品生产需要。
2工序产品检验:对产品的检验,检验方式有较大差异和灵活性,可依据生产实际情况和产品特性,检验方式更灵活。
质检员全检:适用于关键工序转序时,多品种小批量,有致命缺陷项目的工序产品。
工作量较大,合格的即准许转序或入库,不合格则责成操作员工立即返工或返维。
质检员抽检:适用于工序产品在一般工序转序时,大批量,单件价值低,无致命缺陷的工序产品。
员工自检:操作员对自己加工的产品先实行自检,检验合格后方可发出至下道工序。
可提高产品流转合格率和减轻质检员工作量,不易管理控制,时有突发异常现象。
品质检验作业流程
品质检验作业流程品质检验是指对产品进行检验、测试和评估,以确保其符合规定的质量标准和客户要求的过程。
品质检验作业流程主要包括以下几个环节:准备工作、检验计划制定、检验执行、检验结果总结和报告撰写。
接下来,本文将详细介绍品质检验作业流程。
首先,准备工作是品质检验的第一个环节。
在准备工作中,需要明确检验的目的、范围和要求,确定所需的设备、仪器和试验材料,制定相应的检验用品清单,如标准样品、试验工具等。
此外,还要进行人员培训和技能提升,确保检验人员具备必要的专业知识和技能。
第二个环节是检验计划制定。
在制定检验计划时,需要根据产品的特点和客户要求等,确定检验项目和方法。
同时,制定检验标准和抽样方案,以及确定合格和不合格的判定标准。
检验计划还应包括检验时间安排、检验人员分工和责任等。
制定完检验计划后,需要进行内部审核和核准,确保计划的合理性和可行性。
第三个环节是检验执行。
在执行过程中,首先需要对产品进行采样,确保采样的随机性和代表性。
然后,根据检验计划,按照相应的方法和标准进行检验。
检验过程中要严格遵守操作规程和工作程序,确保检验的准确性和可靠性。
检验完成后,要将样品及时返还或进行处理,以确保检验的连续性和流程的正常进行。
第四个环节是检验结果总结。
在检验结果总结中,需要将检验结果进行汇总和统计,分析产品的质量状况和存在的问题。
同时,将问题分类和归档,为问题的解决和改进提供依据。
此外,还需要对检验的准确性和可靠性进行评估和验证,以确保检验结果的可信度和可靠性。
最后一个环节是报告撰写。
在报告撰写中,需要按照规定格式和要求,将检验结果和分析进行详细记录和描述。
报告中应包括产品的基本信息、检验项目、方法和标准、检验结果和分析、问题和建议等内容。
报告要清晰、准确和客观,对产品的质量状况和存在的问题进行真实反映。
此外,还需要及时向相关部门和人员进行通报和沟通,促进问题的解决和改进。
以上就是品质检验作业流程的详细介绍。
IQC和ipqc的流程职责

IQC和ipqc的流程职责IPQC流程IPQC⼯作流程是,稽核-发现问题--通知品管⼯程师确认--找现场(制造)主管确认--发⾏异常单--现场回复改善对策--结案--追踪改善状况.职责IPQC就是制程控制,1、核对⾸件,⽣产线⽣产出的第⼀件OK产品,IPQC需根据BOM单进⾏核对,⾸件确认后⽣产线才可以正常⽣产2、制程巡检,产品的所有在制过程IPQC有权监督、跟踪、反馈问题。
在制过程包含的⽐较多,如⼯艺⽅法、作业指导、静电防护、⽣产流程、物料使⽤等。
IQC流程IQC⼯作流程:供应商送产品→仓库收料报检→IQC检验产品→判定→OK盖章⼊库/NG按照不合格作业办法进⾏处理。
职责:主要是控制公司所有的外购物料和外协加⼯物料的质量,保证不满⾜公司相关技术标准的产品不进⼊公司库房和⽣产线,确保⽣产使⽤产品都是合格品。
ISO9001质量管理体系ISO9001标准共有⼋章,前三章⼏乎没有什么实质性内容;第四章是质量管理体系,包括⽂件控制和记录控制;第五章是管理职责,包括质量⽅针⽬标、职责权限和沟通,第六章是资源管理,包括⼈⼒资源管理,基础设施管理;第七章是产品实现,包括新产品策划和采购、⽣产、服务等活动;第⼋章是测量分析和改进,包括内审、管理评审、不合格品控制等活动。
质量管理是采⽤过程⽅法,从⼈、机、料、法、环、测等⼏个⽅⾯来控制产品质量。
ISO9001质量控制既适⽤于产品⼜适⽤于服务。
ISO9001质量管理体系IQC模块来料控制1 收到物料后是否对包装上的信息标识及包装状况做检查2 针对每⼀种部品的检验是否都有作业指导书,作业指导书是否明确、清楚,版本控制及相应的创建信息3 检验规范是否包括了关键参数,尺⼨,功能外观检测,并且是否对RoHs的原材料,成品都有相应的标准规格,及检验⽅法4 检验标准或检验规范是否在⽣产前作成、检查⽅式及项⽬是否明确5 物料变更时是否有明确的检验依据6 是否有相关的流程规定来确保来料的RoHS符合性7 检查员是否按检验标准或规范进⾏检查8 是否检验标准中要求的检验项⽬均有检验记录9 IQC是否有分析测量的仪器及能⼒10 是否收集了供应商的RoHS情况声明书及第三⽅检测机构出具的监测报告,并是否定期对检测报告进⾏更新11 ⽬检条件是否满⾜,适当12 检验使⽤的样品是否经过认证和处于受控状态13 对检查员是否考核和定期的培训,是否有明确的培训计划14 对检查员是否实⾏认证制度,认定的标准是什么15 是否对进货⽬标达成状况进⾏分析16 是否按品质状况进⾏检查⽔准调整17 如有免检或委托检查,是否定义了满⾜条件,是否有相关资料证明18 对供应商提供的检验资料是否进⾏审查,是否满⾜检验标准和相应的技术规格要求19 对客户提供的物料是否进⾏检验不合格物料处理 20 不合格品是如何进⾏识别的,及其处理⽅式是否得到资格⼈审批21 是否有降低标准或让步接收物料情况,如何进⾏批准的22 对不合格批次是否有分析报告23 对分析报告中纠正和预防措施是如何跟踪的24 是否有明确的RMA流程处理客户退品客户投诉处理流程 25 对客诉问题点有否进⾏由专⼈分析或召开检讨会议.拟定有效对策并有进⾏对策导⼊确实性追踪并与客户建⽴固定沟通窗⼝?26 客诉问题点对策是否确实发落到各相关单位标准化执⾏(相关SOP&SIP&图⾯等⽂件有否修订)?27 有否统计客诉问题点之对策改善前后品质状况⽐较及进⾏检讨结案处理?28 是否有建⽴客户投诉⼀览表?环境管理体系 29 是否建⽴环境管理体系30 是否制定了环境⽅针并能保证⽅针的实施31 组织内部是否制定环境⽬标和指标的⽂件32 对环境管理⼯作的职责和权限是否有明确规定33 对于供应商的ROHS变更是否管控34 供应商的物料变理、场地变更等变更信息是否书⾯通知客户35 是否要求供应商提供材料的“物质材料宣告表”和SGS报告36 ROHS物料使⽤是否具有可追溯性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、IQC作业流程:
1.1 正常进料检验流程:
1.2 物料紧急放行作业流程:
MRB:全称是Material Review Board, 中文意思是材料审查会议。
它是针对所有检验工作站发现产品异样状态暂时不能确定是否为缺陷的一种处理办法。
这里的工作站包括进料检验,过程检验,出货检验以及客户退回的产品。
根据不确定缺陷发现的位置,MRB会议可由不同的人召集。
补充:1.在材料待检前应标示好待检标示;
2.在材料检验后需待一段时间后才有结果时,应「Hold」标示;
3.材料检验结果出来后应及时贴上相应标示并要求仓库分区摆放。
二、IPQC作业流程:
NG OK
OK
OK
三、FQC 作业流程:
OK
NG
OK
四、OQC 作业流程:。