proe焊接--焊接凹槽
proe焊接--焊接凹槽
ProE焊接凹槽的添加方法2010-06-17 22:12:37 作者:来源:智造网—助力中国制造业创新—焊接凹槽创建。
关于添加焊接凹槽焊接凹槽是一个开口(切口),使焊缝能够不间断地通过组件元件。
标准和用户定义的凹槽形状均可使用户在设计中对焊接凹槽进行自动操作和标准化,从而确保设计取得一致性并节省时间。
可创建单一焊接凹槽,或将焊接凹槽与坡口加工和焊缝特征组合在一起。
如果要同时创建焊缝特征,则只能将焊接凹槽和坡口加工组合到一起。
通过手动指定其单独参照(尺寸、位置、方向和相交零件),可创建焊接凹槽,或者通过将焊接凹槽参照到实焊或轻焊缝,可自动采用焊接凹槽参照。
焊接凹槽使用坐标系定向。
x 和y 平面是焊接凹槽的放置平面,z 轴定义移除材料的方向。
这种自动定向非常精确。
有些情况下,这种定向方式可能不满足设计需要。
如果需要定制焊接凹槽方向,请定义替代坐标系,然后修改焊接凹槽的定向剖面。
一个焊接凹槽不允许与一个装配元件零件多次相交。
要在零件上创建多次相交,请创建多个焊接凹槽特征。
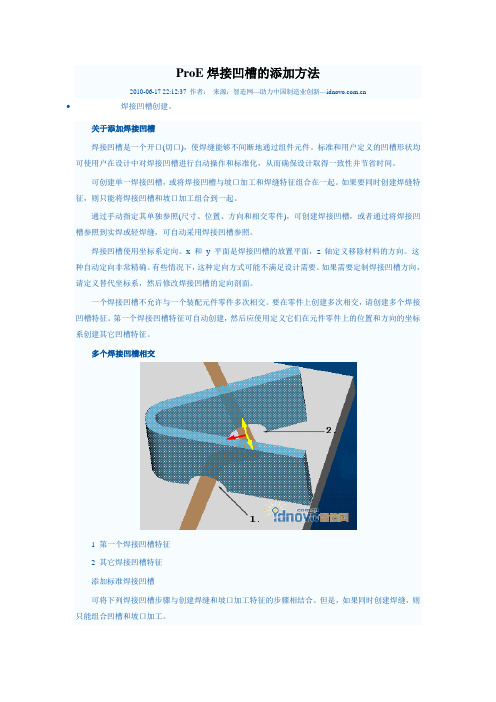
第一个焊接凹槽特征可自动创建,然后应使用定义它们在元件零件上的位置和方向的坐标系创建其它凹槽特征。
多个焊接凹槽相交1 第一个焊接凹槽特征2 其它焊接凹槽特征添加标准焊接凹槽可将下列焊接凹槽步骤与创建焊缝和坡口加工特征的步骤相结合。
但是,如果同时创建焊缝,则只能组合凹槽和坡口加工。
单击或单击“插入”(Insert)>“焊缝”(Weld)。
“焊缝定义”(WELD DEFINITION) 对话框打开。
在“特征”(Feature) 下,单击“凹槽”(Notch) 复选框。
要通过加热或通过在高熔点时应用焊料将金属焊接在一起,请单击“焊接”(Weld) 复选框。
要切除钣金件边以实现完全焊透,请单击“焊缝”(Weld) 和“坡口加工”(Edge Preparation) 两个复选框。
如果在“组合”(Combination) 下单击“焊接”(Weld),则可为相应的焊缝或坡口加工定义创建几何的方法:单一(Single) - 创建单面焊接凹槽。
proe5.0焊接

转自:PTC Expressby Andy Burke在 Pro/ENGINEER Wildfire 野火版 5.0 中,焊接功能有了重大升级。
如果您还在仅仅使用焊缝符号在图纸上标示焊缝,那么就应该了解一下在 Pro/ENGINEER 组件中进行焊缝建模的益处。
让我们来了解一下 Pro/ENGINEER Wildfire 野火版 5.0 中焊接功能的用户界面改进。
新的用户界面。
新的用户界面是 Pro/ENGINEER Wildfire 野火版 5.0 中的焊接功能最令人关注的焦点。
“老式”的对话框不见了,从前在侧面菜单中一路单击的日子一去不复返了。
界面的修改为焊接功能带来了焕然一新的感觉,将极大地提高您使用焊接功能的效率。
下面是用户界面中一些值得注意的升级改进向操控板转变。
在 Pro/ENGINEER Wildfire 野火版 5.0 中,所有的焊接功能都转变为了操控板界面。
这种界面风格现在已为所有 Pro/ENGINEER 用户所熟知,也能为新接触焊接功能的用户提供轻松的环境。
Pro/ENGINEER Wildfire 野火版 5.0 的操控板界面中简单至上的原则将最常用的功能前置居中,较少使用(但更高级的)的功能置于滑出面板中。
如果您需要可以随时取用,但不会一直出现在您面前。
图 1除操控板界面外,还有自动预览。
只需提供极少信息,该功能即可向您提供焊缝的即时视觉反馈。
此外,如果您在整合更多高级选项时预览几何消失,您便可以立即发现问题,并着手进行纠正,而不必等到最后再预览该特征。
新的工作流。
向操控板转变的真正意义在于创建焊缝的工作流得到了极大的精简。
在Pro/ENGINEER Wildfire 野火版 5.0 中创建一个焊缝特征的快捷速度一定会让您叹为观止。
这个方面的好处不可低估。
现在可以十分简单、直观地选取多个要焊接的表面,更改要焊接的表面,或重新配置焊缝功能及使用更高级的选项。
角焊缝新术语。
proe焊接--塞焊
ProE塞焊功能应用2010-06-20 21:56:10 作者:来源:智造网—助力中国制造业创新—定义槽焊或塞焊时,需要设置基准平面,必须从该平面测量焊缝深度,这样才能定位焊缝表面。
本文介绍了ProE塞焊功能的应用。
关于塞焊塞焊通过孔将一段材料表面连接到另一段材料。
孔可以部分填充也可以全部填充焊接金属。
在“模型树”中,用代表塞焊。
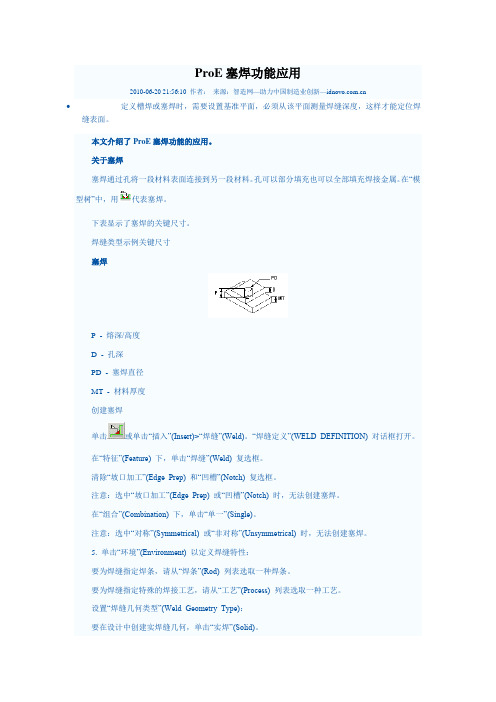
下表显示了塞焊的关键尺寸。
焊缝类型示例关键尺寸塞焊P - 熔深/高度D - 孔深PD - 塞焊直径MT - 材料厚度创建塞焊单击或单击“插入”(Insert)>“焊缝”(Weld)。
“焊缝定义”(WELD DEFINITION) 对话框打开。
在“特征”(Feature) 下,单击“焊缝”(Weld) 复选框。
清除“坡口加工”(Edge Prep) 和“凹槽”(Notch) 复选框。
注意:选中“坡口加工”(Edge Prep) 或“凹槽”(Notch) 时,无法创建塞焊。
在“组合”(Combination) 下,单击“单一”(Single)。
注意:选中“对称”(Symmetrical) 或“非对称”(Unsymmetrical) 时,无法创建塞焊。
5. 单击“环境”(Environment) 以定义焊缝特性:要为焊缝指定焊条,请从“焊条”(Rod) 列表选取一种焊条。
要为焊缝指定特殊的焊接工艺,请从“工艺”(Process) 列表选取一种工艺。
设置“焊缝几何类型”(Weld Geometry Type):要在设计中创建实焊缝几何,单击“实焊”(Solid)。
要创建非实焊几何形状的焊缝,单击“轻焊”(Light)。
要在“族表”中控制焊接特性,请单击“创建族表实例”(Create Family Table Instance) 复选框:要为焊缝实例名添加后缀,请在“实例名后缀”(Instance Name Suffix) 框中键入一个后缀要为类属零件或族表实例设置焊缝的可见性,单击“类属”(Generic) 或“实例”(Instance)。
ProE的凹槽及冲孔详述

以创建参照零件以帮助放置凹槽或冲孔UDF。
关于凹槽和冲孔凹槽和冲孔是用于切割和止裂钣金件壁的模板。
在“钣金件设计”中,凹槽和冲孔执行相同的功能,并且具有相同的菜单命令,因此,所选取的功能取决于命名约定。
在边上放置凹槽和在钣金件壁中间放置冲孔的工业标准。
凹槽冲孔凹槽和冲孔是在使用以下三个阶段过程中进行的加工操作:阶段一- 在钣金零件上创建所需的切口类型。
阶段二- 将切口转换到用户定义的特征(UDF) 中。
此UDF 保存在您的目录中并且可以包含在多个设计中。
其文件扩展名为.gph。
阶段三- 将凹槽或冲孔放置在需要的钣金零件上。
可以创建参照零件以帮助放置凹槽或冲孔UDF。
通常,要使参照零件简单。
参照零件的文件扩展名为:gp.prt。
记住,应在“钣金件”模式中创建UDF,因为在“零件”模式中创建的UDF 在钣金零件中不起作用。
UDF 参照零件钣金件冲孔放置每个钣金件凹槽和冲孔都有定义其形状的指定工具。
无论何时何处使用该UDF,都引用相同的工具。
由于刀具尺寸一定,因此不能缩放钣金件凹槽和冲孔UDF 的尺寸。
要更改这些UDF 尺寸,必须重新指定制造中使用的适当参照刀具。
关于跳过的参照跳过的参照是尚未定义的凹槽或冲孔放置参照。
跳过的参照可以是有意的(如果您确定不了凹槽或冲孔放置参照),也可以是无意的。
在每种情况下,必须定义一个跳过的参照,以正确放置凹槽或冲孔。
跳过的参照用缺少参照状态注释进行报告。
定义所跳过的参照要为凹槽或冲孔定义任何跳过的参照,请使用在设计中开始放置特征时原来使用的相同选项和提示。
在回应每个UDF 放置提示后,如果有意跳过任何参照,会打开一个信息窗口,并出现“确认”(CONFIRMATION) 菜单。
单击“确认”(Confirm),在基础零件、实际凹槽或冲孔上重定义跳过的参照。
进入特征创建环境。
会为带有跳过的参照的特征显示对话框。
注意:要返回到已跳过的参照,请单击“取消”(Cancel)。
然后,从“组参照”(GP REFS) 菜单中,选取需要指定的参照。
ProE 5.0焊接设计
焊接设计教程第一章使用焊接一、关于焊接使用焊接应用程序执行以下操作:● 创建和修改模型中的简单和复合焊缝。
焊缝几何可以是曲面焊或轻焊。
注意轻焊几何参照现有曲线或边,但不包括本身的几何。
● 准备焊接边以及创建焊接凹槽。
● 隐藏或显示模型中的焊缝。
● 定义焊接工艺参数。
● 创建带有焊接符号的组件绘图或获取3D焊接符号。
● 获取有关焊缝(包括位置、质量、体积和尺寸)的一般和特定信息。
● 生成带有焊接材料和焊缝信息的Pro/REPORT 表。
典型的“焊接”会话可能包括以下步骤:1 . 打开一个零件或钣金件,或通过进入“组件”模式然后检索或创建组件将参照零件导入焊接环境。
2 . 通过定义焊接材料、工艺、首选项及参数来定义焊接环境。
3 . 确定要否要焊接、坡口加工或创建焊接凹槽,或者将三种操作组合在一起。
4 . 确定族表配置。
族表提供了在类属模型或模型的实例中创建切口的功能。
5 . 确定是否要您的焊缝包含曲面焊或轻焊几何。
6 定义要在模型上执行的焊接、坡口加工或凹槽的类型。
. 7 . 定义坡口加工切口、凹槽或焊缝尺寸。
8 . 生成材料清单(BOM) 或带有焊缝参数的Pro/REPORT 表,或者生成这两者。
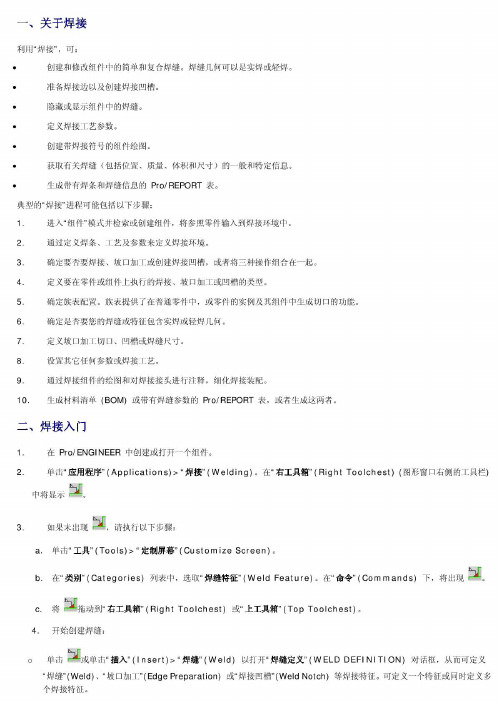
相关链接焊接入门二、焊接入门 1 . 在Pro/ENGINEER 中创建或打开模型。
2 .单击“应用程序”(Applications) �7�4 “焊接”(Welding)。
3 . 使用相应的焊缝工具定义焊缝,或使用“ 焊接向导” ( W e l d W i ● ○ - 角焊缝○ - I 形坡口或对接焊缝○ - 斜坡口或斜对接焊缝○ - V 形坡口或V 形对接焊缝○ - J 形坡口或J 形对接焊缝○ - U 形坡口或U 形对接焊缝○ - 半喇叭形坡口焊缝(仅限ANSI) ○ - 喇叭形坡口焊缝(仅限ANSI) ○ - 带宽钝边的斜对接焊缝(仅限ISO) ○ - 带宽钝边的V 形对接焊缝(仅限ISO) ○ - 塞焊或槽焊○–点焊注意展开坡口或对接焊缝按钮旁的菜单,或选择“坡口焊”(Groove Weld) 或“对接焊缝”(Butt Weld) 菜单,以访问“坡口焊”和“对接焊缝”工具。
proe焊件结构
proe焊件结构
ProE(Pro/Engineer)是一款广泛使用的三维CAD/CAM/CAE软件,广泛应用于制造业的各个领域。
在ProE中创建焊件结构可以通过以下步骤实现:
1. 打开ProE软件,并创建一个新的装配文件。
2. 在装配文件中,导入需要焊接的零件。
可以通过“插入”菜单中的“零件”命令来完成这一步。
3. 在装配文件中,将零件进行定位和约束。
可以使用ProE的各种约束工具,如“固定”、“平行”、“共面”等,来确保零件的位置和姿态正确。
4. 在装配文件中,创建焊接特征。
可以使用ProE的“焊缝”工具来创建各种类型的焊缝,如角焊缝、对接焊缝等。
在创建焊缝时,需要指定焊缝的起点和终点,以及焊缝的参数(如焊缝宽度、高度等)。
5. 保存并关闭装配文件。
通过以上步骤,就可以在ProE中创建焊件结构。
需要注意的是,在创建焊
件结构时,需要考虑焊接工艺和焊接要求,以确保焊件结构的可靠性和精度。
同时,还需要根据实际情况进行调整和修改,以获得最佳的焊接效果。
proe焊接实例和步骤

proe焊接实例和步骤嘿,朋友们!今天咱就来讲讲 proe 焊接那些事儿。
你想想看,焊接就像是搭积木,只不过我们用的不是小木块,而是各种零部件。
proe 焊接呢,就是让这些零部件紧密结合在一起,变成一个坚固又好用的整体。
咱先来说说实例。
比如说有个大架子,它得由好多根钢管焊接起来。
在proe 里,咱就可以把这些钢管的模型都建好,然后找到焊接的位置。
就好像你要把两块拼图拼在一起,得找到那个刚刚好的接口。
那具体步骤是咋样的呢?首先,你得打开 proe 软件,这就好比打开了焊接的大门。
然后呢,把你要焊接的那些零部件都放进去,这就像是把食材都准备好,准备开始做大餐啦!接着,找到焊接的工具,在软件里这可不难找哦。
选好焊接的类型,是点焊呢,还是连续焊呢,这得根据你的需求来。
接下来,就像给蛋糕抹奶油一样,把焊接的痕迹准确地涂在零部件的连接处。
这可得仔细点,不能马虎,不然焊接出来的东西可就不结实啦!然后,设置一下焊接的参数,这就好比给焊接定个规矩,多厚呀,多长呀,都得安排得明明白白。
再之后,预览一下你的焊接效果。
嘿,看看是不是像你想象中的那么完美。
要是有不满意的地方,赶紧改呀,这时候不改还等啥时候!等一切都没问题了,那就大功告成啦!你说这 proe 焊接是不是挺有意思的?就跟变魔术似的,能把一堆零散的零部件变成一个厉害的大家伙。
你想想,要是没有焊接,那些复杂的机器、设备可怎么造出来呀?焊接就像是一条神奇的纽带,把各种东西紧紧地连在一起。
而且哦,学会了 proe 焊接,你就像是掌握了一门厉害的手艺。
以后不管是自己做个小玩意儿,还是参与大工程,都能派上用场呢!你说棒不棒?总之呢,proe 焊接可真是个有趣又实用的技能。
朋友们,赶紧去试试吧,让自己也成为一个焊接大师!。
proe焊件结构
proe焊件结构
ProE焊件结构是一种常见的焊接结构,它可以用于连接和支撑不同的零部件,使整个设备或构件更加稳固和可靠。
焊件结构的设计和制造需要考虑多种因素,如强度、刚度、耐久性和成本等。
焊件结构的设计需要考虑到所需的强度和刚度。
根据所连接的零部件的负荷和应力情况,确定焊接接头的尺寸、形状和位置。
同时,还需要考虑焊接材料的选择和焊接工艺的优化,以确保焊接接头的强度和刚度满足要求。
焊件结构的制造需要考虑到焊接工艺的选择和焊接质量的控制。
根据焊接接头的特点和要求,选择合适的焊接方法,如手工电弧焊、气体保护焊和激光焊等。
同时,还需要进行焊接工艺参数的确定和焊接质量的检测,以确保焊接接头的质量可靠。
焊件结构的设计和制造还需要考虑到耐久性的要求。
根据焊接接头所处的工作环境和工作条件,选择合适的焊接材料和表面处理方法,以提高焊接接头的抗腐蚀性能和耐久性。
同时,还需要进行适当的防护措施和维护保养,延长焊接接头的使用寿命。
焊件结构的设计和制造还需要考虑到成本的控制。
根据项目的预算和要求,选择合适的焊接材料和工艺,以降低制造成本。
同时,还可以通过优化焊接结构和加强工艺管理,提高生产效率和质量,进一步降低成本。
ProE焊件结构的设计和制造需要综合考虑多种因素,如强度、刚度、耐久性和成本等。
只有在合理的设计和精确的制造过程中,才能获得可靠和经济的焊接接头。
在实际应用中,还需要根据具体的项目需求和要求,进行适当的优化和调整,以满足不同的工程要求。
proe 焊接教程
可定制件接屈,井可 i且过正在市棋型树" J'll 的 " 显示 "( Show ) > " 层树 "( Layer T ree ) 米定 íM其 jE示方式.
创
可通过" 规则编辑器 " (
的层
Rule
Editor ) 对话框来创也只有轻悍链的后,世坠!如 下所述的两个皿贝'1
•
•
f
轻焊植口 111 门
o
。
跑过tl!叫"阵列" -[具阵刑焊 结特怔 , 位i卓实现旺的世计古国.
我 1& 押接特征的信息井创毡性释.
。 。
将轻悍焊接儿何 H 换为实畔儿何〈庄之亦棋) " 去~~,参数.
在模型树"巾 。 通过单而" 显示 "( Show ) 和" 世置 "( Sellings ) 远项札可定且要且示哪些特证且其且示方式。
weld ask xsec refs
yes. no
设置 创哇抨缝特征时剖面参照民缝特怔时提示剖面 Esmo
-创毡悍缝特征时系统不提示他提供剖 i副参照.
weld color
1. 0000000.5000000.000000 , < 红 巴 百分 l-b < 操 巴百分 lb < 蓝色百分 lt >
巾将显示 ~"
3
a b
如果未山咀 坷, 谓执行U下步骤
局立市" 工具" (
Too l 5) >"
直制屏事H { CU5lomize Screen ) 。
在" 类酬蚓且剔 " 阳 l 叩呻 s) 列衰非剌柳吁巾飞0 选削咀" 焊缝特阳征缸" 川 川ld 阳 1u 时 @ 在" 命怕令守" 伺 U I Ca e 臼 旧 l' I W e Fe a 怕副 曰 I Comma n 削 下 ! 将l山1砚 t喝. d s) 叫 I且 玛 将 到拖U肘 右工具箱H ( Right Tool山sl) 或" 上工具箱"( Top Tool山5t) •
proe5.0焊接设计
焊接设计教程第一章使用焊接一、关于焊接使用焊接应用程序执行以下操作:• 创建和修改模型中的简单和复合焊缝。
焊缝几何可以是曲面焊或轻焊。
注意轻焊几何参照现有曲线或边,但不包括本身的几何。
• 准备焊接边以及创建焊接凹槽。
• 隐藏或显示模型中的焊缝。
• 定义焊接工艺参数。
• 创建带有焊接符号的组件绘图或获取3D 焊接符号。
• 获取有关焊缝(包括位置、质量、体积和尺寸)的一般和特定信息。
• 生成带有焊接材料和焊缝信息的Pro/REPORT 表。
典型的“焊接”会话可能包括以下步骤: 1 . 打开一个零件或钣金件,或通过进入“组件” 模式然后检索或创建组件将参照零件导入焊接环境。
2 . 通过定义焊接材料、工艺、首选项及参数来定义焊接环境。
3 . 确定要否要焊接、坡口加工或创建焊接凹槽,或者将三种操作组合在一起。
4 . 确定族表配置。
族表提供了在类属模型或模型的实例中创建切口的功能。
5 . 确定是否要您的焊缝包含曲面焊或轻焊几何。
6 定义要在模型上执行的焊接、坡口加工或凹槽的类型。
. 7 . 定义坡口加工切口、凹槽或焊缝尺寸。
8 . 生成材料清单(BOM) 或带有焊缝参数的Pro/REPORT 表,或者生成这两者。
相关链接焊接入门二、焊接入门 1 . 在Pro/ENGINEER 中创建或打开模型。
2 . 单击“应用程序” (Applications) ? 7? 4 “焊接”(Welding) 。
3 . 使用相应的焊缝工具定义○ - 角焊缝○ - I 形坡口或对接焊缝○ - 斜坡口或斜对接焊缝○ - V 形坡口或V 形对接焊缝○ - J 形坡口或J 形对接焊缝○ - U 形坡口或U 形对接焊缝○ - 半喇叭形坡口焊缝( 仅限ANSI) ○ - 喇叭形坡口焊缝( 仅限ANSI) ○ - 带宽钝边的斜对接焊缝( 仅限ISO) ○ - 带宽钝边的V 形对接焊缝( 仅限ISO) ○ - 塞焊或槽焊○ –点焊注意展开坡口或对接焊缝按钮旁的菜单,或选择“坡口焊” (Groove Weld) 或“对接焊缝” (Butt Weld) 菜单,以访问“坡口焊”和“对接焊缝”工具。
ProE_wildfire焊接教程—NEW
ProE wildfire焊接教程(wildfire3.0版本)关于焊接利用“焊接”:• 创建和修改组件中的简单和复合焊缝。
焊缝几何可以是实焊或轻焊。
• 准备焊接边以及创建焊接凹槽。
• 隐藏或显示组件中的焊缝。
• 定义焊接工艺参数。
• 创建带焊接符号的组件绘图。
• 获取有关焊缝(包括位置、质量、体积和尺寸)的一般和特定信息。
• 生成带有焊条和焊缝信息的 Pro/REPORT 表。
典型的“焊接”进程可能包括以下步骤:1. 进入“组件”模式并检索或创建组件,将参照零件输入到焊接环境中。
2. 通过定义焊条、工艺及参数来定义焊接环境。
3. 确定要否要焊接、坡口加工或创建焊接凹槽,或者将三种操作组合在一起。
4. 定义要在零件或组件上执行的焊接、坡口加工或凹槽的类型。
5. 确定族表配置。
族表提供了在普通零件中,或零件的实例及其组件中生成切口的功能。
6. 确定是否要您的焊缝或特征包含实焊或轻焊几何。
7. 定义坡口加工切口、凹槽或焊缝尺寸。
8. 设置其它任何参数或焊接工艺。
9. 通过焊接组件的绘图和对焊接接头进行注释,细化焊接装配。
10. 生成材料清单 (BOM) 或带有焊缝参数的 Pro/REPORT 表,或者生成这两者。
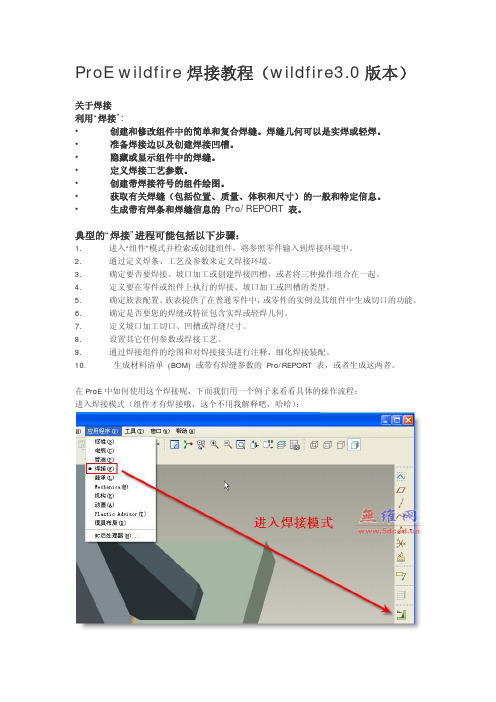
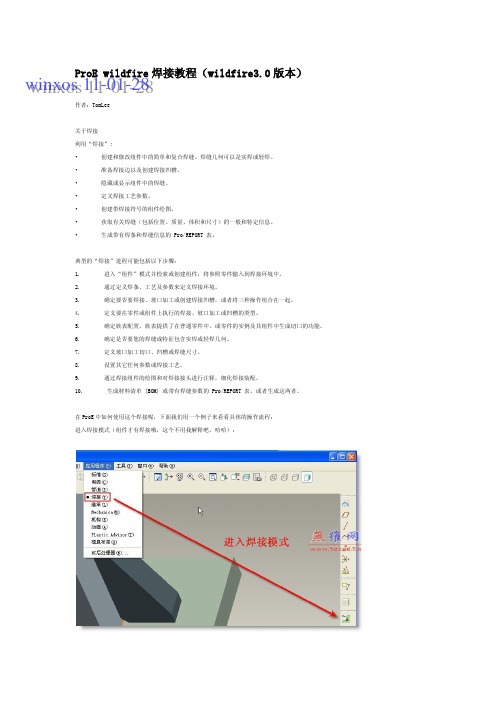
在ProE中如何使用这个焊接呢,下面我们用一个例子来看看具体的操作流程:进入焊接模式(组件才有焊接哦,这个不用我解释吧,哈哈):进入焊接创建特征:定义焊接的几何类型,ProE使用两种显示方式:实焊和轻焊(就是实体显示和轻量级显示),前者使用曲面显示,后者使用曲线显示。
这里就是用缺省的实焊。
实焊轻焊焊接特征的种类很多,我们使用默认的角焊为例。
点击确定后弹出如下图的对话框和选择菜单,选择要焊接的零件之一的焊接面选择另一零件的焊接面完成选择后确定,弹出如下菜单,这里选择连续定义焊接的材料侧结果显示:其实就是曲面来的重定义为间隙类型定义长度定义间距输入间距效果如图:下图显示解释刚才的尺寸定义:再次定义几何类型为轻焊,这时需要重新定义参考,因为这里曲线显示参考使用边界结果如图:接下来我们就可以出工程图:焊接符号的显示:显示的符号是来自焊接特征的,所以要有前面的创建才能直接显示,不然就在工程图中插入符号也可以在工程图中直接创建焊接符号1,选择—插入—符号实例—检索系统符号—选择ISO符号—选择相应的焊接符号2,放置类型一般选择带方向指引,选择边标注。
最新CREO2.0焊接培训教材

王宏杰
苏州安德软件系统有限公司
September 17, 2013
目录
一 关于焊接命令及其前期设定.
二 角焊命令的使用方法及设定. 三 坡口焊接命令的使用及设定 四 塞焊/槽焊命令的使用及设定 五 点焊命令的使用及设定
六 焊接工具的使用及设定
总结
2
一 关于焊接命令及其前期设定-焊接定义
6
一 关于焊接命令及其前期设定-关于焊接特征
主要焊接特征:
7
一 关于焊接命令及其前期设定-预先设定
焊接前期设定
8
二 角焊命令的使用方法及设定-关于角焊缝
角焊缝可以在装配模式、零件模式或钣金件模式中创建。它们可以为单侧或 双侧、对称或不对称。可以自动或手动 (用户定义) 计算轻填角焊接轨迹。
9
二 角焊命令的使用方法及设定-关于角焊缝
15
二 角焊命令的使用方法及设定-角焊缝选项
可以“角焊缝”(Fillet Weld) 选项卡中执行此步骤。
16
二 角焊命令的使用方法及设定-实例演示
17
三 坡口焊接命令的使用及设定-关于坡口焊缝
18
三 坡口焊接命令的使用及设定-关于坡口焊缝
坡口和对接焊缝类型
19
三坡口焊命令的使用方法及设定-关于坡口焊缝界面
快捷键:
32
四 塞焊/槽焊命令的使用方法及设定-创建步骤
33
四 塞焊/槽焊命令的使用方法及设定-创建步骤
34
四 塞焊/槽焊命令的使用方法及设定-实例演示
35
五 点焊命令的使用方法及设定-关于点焊
36
五 点焊命令的使用方法及设定-关于界面
主操控板界面:
Pro E焊接

Pro E焊接1 实现功能在Peo/e中利用焊接模块进行设计可以实现以下功能建和修改组件中的简单和复合焊缝。
焊缝几何可以是实焊或轻焊。
准备焊接边以及创建焊接凹槽。
隐藏或显示组件中的焊缝。
定义焊接工艺参数。
创建带焊接符号的组件绘图。
获取有关焊缝(包括位置、质量、体积和尺寸)的一般和特定信息。
生成带有焊条和焊缝信息的 Pro/REPORT 表。
11.2主要步骤典型的“焊接”进程可能包括以下步骤:1. 进入“组件”模式并检索或创建组件,将参照零件输入到焊接环境中。
2. 通过定义焊条、工艺及参数来定义焊接环境。
3. 确定要否要焊接、坡口加工或创建焊接凹槽,或者将三种操作组合在一起。
4. 定义要在零件或组件上执行的焊接、坡口加工或凹槽的类型。
5. 确定族表配置。
族表提供了在普通零件中,或零件的实例及其组件中生成切口的功能。
6. 确定是否要您的焊缝或特征包含实焊或轻焊几何。
7. 定义坡口加工切口、凹槽或焊缝尺寸。
8. 设置其它任何参数或焊接工艺。
9. 通过焊接组件的绘图和对焊接接头进行注释,细化焊接装配。
10. 生成材料清单 (BOM) 或带有焊缝参数的 Pro/REPORT 表,或者生成这两者。
11.3“焊接”在Pro/E中的实现在Pro/E中可定义【焊缝】(Weld)、【坡口加工】(Edge Preparation) 或【焊接凹槽(Weld Notch) 等焊接特征。
所示下面对这三种焊缝特征做逐一介绍:11.3.1【坡口加工】 (Edge Preparation)坡口加工指的是沿着金属表面的边去除材料。
当零件和组件要求有一定强度时,必须为焊接加工坡口。
要完全焊透,必须切除金属边。
焊缝会填补切除掉的材料,使得要接合的零件成为一体。
以下为可用的坡口加工类型,如表13-1所示:表11-1 坡口加工类型- 单边钝边间隙- V 形坡口斜切口- 斜坡口斜切口- 有钝边间隙的 V 形坡口斜切口- 双面钝边间隙- 有钝边间隙的斜坡口斜切口坡口加工仅适用于某些类型的焊缝。
pro-e焊接符号释义

huawei/iso_fillet---角焊
× arrow_side(焊缝箭头侧) ×
(√:表示可连续选择;
×:表示不可连续选择;)
above_ref(基准线上侧) √ √ fillet_size(焊点高度) style(焊缝样式) × × √ continuous(连续)---(L焊缝长) intermittent(断续)---n焊缝数xL焊缝长(e焊缝间距)
three_sides(三侧焊接符号){huawei符号有,ISO无}
beneath_ref(位置下侧) 所有子选项完全和“above_ref”同。 所有子选项完全和“arrow_side”同。
other_side(焊接箭头侧) symmetrical(两侧都焊) √ √ √
weld_size_as(上侧焊点尺寸) weld_size_os(下侧焊点尺寸) style_as(上侧焊缝样式) × × continuous(连续)---(L焊缝长) intermittent(断续)---n焊缝数xL焊缝长(e焊缝间距)
√
style_os(下侧焊缝样式) × × continuous(连续)---(L焊缝长) intermittent(断续)---n焊缝数xL焊缝长(e焊缝间距)
√
contour_as(上侧焊后打磨截面形状) × × × flat(平) convex(凸) smooth_blend(光顺过渡){huawei符号无,ISO有}
√
contour(焊后打磨截面形状) × × × flat(平) convex(凸) smooth_blend(光顺过渡){huawei符号无,ISO有}
√ × strip(带垫板) × × √ √ × × × finish(表面粗糙度)
proe焊接--焊缝组合
Pro/ENGINEER 焊缝的组合和取消组合2010-06-16 19:06:30 作者:来源:智造网—助力中国制造业创新—撤消组合焊缝时,只需从“找到的项目”(items found) 列表中选取一道焊缝并将其移动到“所选项目”(items selected) 列表中即可。
单击“关闭”(Close) 时,还会移除与选定焊缝组合的焊缝。
关于处理焊接特征使用下列焊接功能有助于改善您的整体设计和焊接工艺。
复制焊缝- 要快速复制单一焊缝,可使用阵列工具在您的设计中阵列焊缝。
点焊是进行“尺寸”(D imension)、“方向”(Direction)、“轴”(Axis) 和“填充”(Fill) 阵列最适合的焊缝类型,但是,可为所有焊缝类型创建“参照”(Reference) 阵列。
有关阵列的信息,请参阅“零件帮助”(Part Help)。
注意:可阵列焊缝,但无法阵列“坡口加工”或“焊缝凹槽”。
编辑焊接特征的尺寸和定义- 要想更好地实现设计意图,可编辑焊接特征的定义或尺寸。
还可修改阵列中的焊缝数量。
创建设计变量- 要改变焊接设计,可隐含、恢复焊接特征或对其进行重新排序。
隐含某些焊接特征也可减少设计中的再生和图形载入时间。
如果要对正常的Pro/ENGINEER 特征进行重新排序,则可能需要相应地将焊接特征也重新排序。
加强焊缝- 如果要在设计中加强焊缝或创建双面焊缝,可将焊缝特征加以组合。
可使用“撤消组合”(Uncombine) 命令来分离焊缝。
快速更改几何类型- 如果为实现制造和设计目的要将轻几何改为实焊缝(或相反),可在焊接设计中转换几何类型。
阵列焊缝“焊点”是唯一可进行“尺寸”阵列的焊缝,但是,可为所有焊缝类型创建“参照”阵列。
在“模型树”或图形窗口中选取焊缝。
右键单击,然后选取“阵列”(Pattern)。
“阵列”(Pattern) 工具打开。
注意:也可选取焊缝,然后单击“编辑”(Edit)>“阵列”(Pattern)。
proe钣金焊接培训

焊缝的定义 (工具/焊缝) 焊条(Rod) 过程(Process) 参数(Parameter)
焊缝坡口的定义:
焊缝工程图: Weld_symbol_standard std_iso
焊缝工程图: 加工信息
8、定义一个展开状态
edit/setup/sheetmetal/flat state/展开状态取名
9、工程图中同时放置零件、展平状态 File/属性/add model/add/展开状态名称零件
二、钣金的加工 •钣金件的自动套料 •钣金加工:冲加工、激光加工、火焰加工 1、自动加工 2、自定义加工 •加工程序拷贝 •加工程序优化 •加工程序的后置处理
三、焊接设计 •在装配中创建和修改焊缝,获得焊缝信息(大小、体积、质量) •在工程图中,得到焊接符号 •定义焊接过程的参数,自动生成带有焊条和焊缝信息的report •焊接组件的有限元分析
焊接设计过程 •应用/焊接 •定义焊料、焊接过程的参数(工具/焊缝) •装配环境下焊接设计
焊缝类型
焊缝类型
Pro/E钣金设计、焊接设计
2005年3月11日
一、钣金设计: 1、new/sheetmetal 2、New/part/应用/钣金——钣金厚度 钣金加工面 PART Sheetmetal
钣金设计特征:
1、钣金件壁
草绘平板/… 加法兰边 钣金扭曲 延拖
钣金设计特征:2、Fra bibliotek弯操作:•角度 •滚动
画出塑性变形区域 这部分不参加展开 以某个平面或边为 基准展平所有形状
钣金设计特征:
3、钣金件切割:实体/薄板
钣金设计特征: 4、成形:冲孔————UDF完成的冲头
成型————定义一个零件
压筋 压平成形 草绘切口 切槽 冲孔
ProE焊接教程
ProE wildfire焊接教程(wildfire3.0版本)作者:TomLee关于焊接利用“焊接”:•创建和修改组件中的简单和复合焊缝。
焊缝几何可以是实焊或轻焊。
•准备焊接边以及创建焊接凹槽。
•隐藏或显示组件中的焊缝。
•定义焊接工艺参数。
•创建带焊接符号的组件绘图。
•获取有关焊缝(包括位置、质量、体积和尺寸)的一般和特定信息。
•生成带有焊条和焊缝信息的 Pro/REPORT 表。
典型的“焊接”进程可能包括以下步骤:1. 进入“组件”模式并检索或创建组件,将参照零件输入到焊接环境中。
2. 通过定义焊条、工艺及参数来定义焊接环境。
3. 确定要否要焊接、坡口加工或创建焊接凹槽,或者将三种操作组合在一起。
4. 定义要在零件或组件上执行的焊接、坡口加工或凹槽的类型。
5. 确定族表配置。
族表提供了在普通零件中,或零件的实例及其组件中生成切口的功能。
6. 确定是否要您的焊缝或特征包含实焊或轻焊几何。
7. 定义坡口加工切口、凹槽或焊缝尺寸。
8. 设置其它任何参数或焊接工艺。
9. 通过焊接组件的绘图和对焊接接头进行注释,细化焊接装配。
10. 生成材料清单 (BOM) 或带有焊缝参数的 Pro/REPORT 表,或者生成这两者。
在ProE中如何使用这个焊接呢,下面我们用一个例子来看看具体的操作流程:进入焊接模式(组件才有焊接哦,这个不用我解释吧,哈哈):winxos 11-01-28 winxos 11-01-28进入焊接创建特征:定义焊接的几何类型,ProE使用两种显示方式:实焊和轻焊(就是实体显示和轻量级显示),前者使用曲面显示,后者使用曲线显示。
这里就是用缺省的实焊。
winxos 11-01-28 winxos 11-01-28实焊轻焊焊接特征的种类很多,我们使用默认的角焊为例。
点击确定后弹出如下图的对话框和选择菜单,选择要焊接的零件之一的焊接面winxos 11-01-28 winxos 11-01-28选择另一零件的焊接面完成选择后确定,弹出如下菜单,这里选择连续定义焊接的材料侧winxos 11-01-28 winxos 11-01-28其实就是曲面来的重定义为间隙类型winxos 11-01-28 winxos 11-01-28定义间距输入间距效果如图:winxos 11-01-28winxos 11-01-28下图显示解释刚才的尺寸定义:再次定义几何类型为轻焊,这时需要重新定义参考,因为这里曲线显示参考使用边界winxos 11-01-28 winxos 11-01-28结果如图:接下来我们就可以出工程图:焊接符号的显示:显示的符号是来自焊接特征的,所以要有前面的创建才能直接显示,不然就在工程图中插入符号winxos 11-01-28winxos 11-01-28也可以在工程图中直接创建焊接符号1,选择—插入—符号实例—检索系统符号—选择ISO符号—选择相应的焊接符号2,放置类型一般选择带方向指引,选择边标注。
2凹槽及冲孔 proe
3、切除垂直于 偏移面的材料
注:在线框状态下,绿 色面为驱动面,白色面 为偏移面
4 © 2006 PTC
练习1
打开源文件..training\1\cut1.prt
For ITT培训专用,严禁传播
1
2选取草绘平面
3
4、请读者依次选 用三种切割方式, 以观察其特点。
5
© 2006 PTC
UDF的创建
凹槽与冲孔的创建
For ITT培训专用,严禁传播
凹 槽
冲 孔
冲 孔
凹槽
7
© 2006 PTC
练习
For ITT培训专用,严禁传播
8
© 2006 PTC
练习
请读者自己创建一个 blendhw.prt钣金文件 blend-hw.prt
For ITT培训专用,严禁传播
厚度为1
2
深度为25
1 3展平
9
For ITT培训专用,严禁传播
凹槽及冲孔
凹槽和冲孔
For ITT培训专用,严禁传播
2
© 2006 PTC
凹槽和冲孔
For ITT培训专用,严禁传播
3
© 2006 PTC
钣金切割
钣金切割所使用的图标 钣金切割
For ITT培训专用,严禁传播
三种切割方式:
1、切除垂直于 驱动面和偏移 面的材料
2、切除垂直于 驱动面的材料
© 2006 PTC
练习
For ITT培训专用,严禁传播
4凹槽
5折弯回去
6
10
© 2006 PTC
练习
For ITT培训专用,严禁传播
6 7
11
© 2006 PTC
凹焊缝 焊接方法
凹焊缝焊接方法
凹焊缝是指两个板材在垂直于表面的方向上存在一定的凹陷,常用于焊接需要较高强度和密封性的结构。
凹焊缝的焊接方法主要有以下几种:
1. 打底焊接法:先在凹槽的底部进行填充焊,然后再进行面缝焊接。
这种方法适用于较宽且深度较大的凹焊缝。
2. 面缝焊接法:将焊丝或焊条直接放入凹槽处进行焊接。
这种方法适用于较窄和深度较小的凹焊缝。
3. 多道焊接法:对于凹槽较宽或需要较高强度的焊缝,可以采用多道焊接的方法。
先进行底部填充焊,然后再进行多次面缝焊接,以增强焊缝的强度和密封性。
4. 带宽焊接法:对于较宽的凹槽,可以采用带宽焊接的方法。
即在凹槽两侧分别进行面缝焊接,然后在两道焊缝之间填充焊接,以增强焊缝的强度和密封性。
焊接方法的选择应根据具体情况进行,包括凹焊缝的尺寸、形状、要求等。
同时,还需注意选择合适的焊接材料、焊接电流和电压等参数,以确保焊接质量。
PROE凹槽UDF特征的创建及应用
9.10.2凹槽与冲孔(最新编辑、修改、更正)凹槽与冲孔是在钣金弯曲处或边上切除材料,使弯曲处避免材料的挤压变形。
在Pro/E钣金设计中,凹槽和冲孔执行相同的功能,并且具有相同的菜单命令,因此所选取的功能取决于命令约定、在边上放置凹槽和在钣金件壁中间旋转冲孔的工业标准。
此两种特征的功能与钣金切割的功能基本相同,但是建立方法不同:凹槽和冲孔特征是通过用户自定义(UDF)而形成的,在创建之前必须先定义UDF,而且在创建特征时可以重新定义尺寸大小,UDF不但可以在同一钣金件内多次调用,还可以供其他钣金件调用,从而减少操作步骤、极大地节省时间,这就是使用凹槽和冲孔功能的目的。
添加凹槽和冲孔的操作步骤如下:(1)下拉菜单【插入】→【形状】→【凹槽】命令或单击【钣金件】工具栏中的(创建凹槽)按钮,在钣金件上创建所需的切口类型。
(2)根据需要选择合适的UDF刀具。
(3)将凹槽或冲孔放置在需要的钣金件上。
注意:添加冲孔命令的方法基本相同:下拉菜单【插入】→【形状】→【冲孔】命令或单击【钣金件】工具栏中的(创建冲孔)按钮,在钣金件上创建所需的切口类型。
1.UDF特征凹槽与冲孔在钣金工厂是通过冲床来加工的,利用不同的刀具,快速、准确地将多处要移除的部分冲切移除,UDF特征即是一个定义形状的刀具。
Pro/E允许将经常使用的某个特征或几个特征定义为自定义特征(UDF),在设计中进行调用以提高工作效率。
1)选择下拉菜单【工具】→【UDF库】→弹出【UDF】菜单管理器(如图9-67所示)→【创建】→系统要求输入要创建的UDF名称,输入UDF名后→单击→UDF菜单下方出现【UDF选项】菜单→…→通过【UDF】对话框(如图9-68所示)定义UDF特征。
详细创建操作,见后续实例讲解。
在钣金模式中创建UDF:(1)创建特征几何。
(2)创建UDF特征图9-67 【UDF】菜单管理器图9-68 【UDF】对话框【任务十六】创建凹槽UDF特征任务分析:1)创建一个凹槽,在此基础上创建用户(UDF)特征。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ProE焊接凹槽的添加方法
2010-06-17 22:12:37 作者:来源:智造网—助力中国制造业创新—
焊接凹槽创建。
关于添加焊接凹槽
焊接凹槽是一个开口(切口),使焊缝能够不间断地通过组件元件。
标准和用户定义的凹槽形状均可使用户在设计中对焊接凹槽进行自动操作和标准化,从而确保设计取得一致性并节省时间。
可创建单一焊接凹槽,或将焊接凹槽与坡口加工和焊缝特征组合在一起。
如果要同时创建焊缝特征,则只能将焊接凹槽和坡口加工组合到一起。
通过手动指定其单独参照(尺寸、位置、方向和相交零件),可创建焊接凹槽,或者通过将焊接凹槽参照到实焊或轻焊缝,可自动采用焊接凹槽参照。
焊接凹槽使用坐标系定向。
x 和y 平面是焊接凹槽的放置平面,z 轴定义移除材料的方向。
这种自动定向非常精确。
有些情况下,这种定向方式可能不满足设计需要。
如果需要定制焊接凹槽方向,请定义替代坐标系,然后修改焊接凹槽的定向剖面。
一个焊接凹槽不允许与一个装配元件零件多次相交。
要在零件上创建多次相交,请创建多个焊接凹槽特征。
第一个焊接凹槽特征可自动创建,然后应使用定义它们在元件零件上的位置和方向的坐标系创建其它凹槽特征。
多个焊接凹槽相交
1 第一个焊接凹槽特征
2 其它焊接凹槽特征
添加标准焊接凹槽
可将下列焊接凹槽步骤与创建焊缝和坡口加工特征的步骤相结合。
但是,如果同时创建焊缝,则只能组合凹槽和坡口加工。
单击或单击“插入”(Insert)>“焊缝”(Weld)。
“焊缝定义”(WELD DEFINITION) 对话框打开。
在“特征”(Feature) 下,单击“凹槽”(Notch) 复选框。
要通过加热或通过在高熔点时应用焊料将金属焊接在一起,请单击“焊接”(Weld) 复选框。
要切除钣金件边以实现完全焊透,请单击“焊缝”(Weld) 和“坡口加工”(Edge Preparation) 两个复选框。
如果在“组合”(Combination) 下单击“焊接”(Weld),则可为相应的焊缝或坡口加工定义创建几何的方法:
单一(Single) - 创建单面焊接凹槽。
对称(Symmetrical) - 启用在零件双面上顺序创建相同的焊接凹槽。
非对称(Unsymmetrical) - 启用在零件双面上顺序创建不同的焊接凹槽。
注意:必须选取创建带有凹槽的焊缝,才能使用选项“单一”(Single)、“对称”(Symmetrical) 或“非对称”(Unsymmetrical)。
单击“环境”(Environment) 以定义焊接凹槽特征:
要基于“族表”(Family Tables) 中有确定名称的实例来创建凹槽,请单击“创建族表实例”(Create Family Table Instance) 复选框:
要为焊缝实例名添加后缀,在“实例名后缀”(Instance Name Suffi x) 框中键入一个后缀。
要为类属零件或族表实例设置焊缝的可见性,单击“类属”(Generic) 或“实例”(Instance)。
注意:“类属”(Generic) 表示在类属中创建凹槽,而“实例”(Instance) 表示保留原始的零件几何。
5. 在“凹槽特征”(Notch Feature) 下,单击要创建的标准焊接凹槽的类型:
- 圆角拐角
- 三角拐角
- 矩形拐角
- 半圆孔
- 矩形
- 用户定义
单击“确定”(OK)。
将出现“焊接凹槽轨迹”(WLD NOTCH TRAJ) 菜单。
使用“焊接凹槽轨迹”(WLD NOTCH TRAJ) 菜单,通过选取参照焊缝或坡口路径定义焊接凹槽轨迹。
设置轨迹后,“相交元件”(Intersected Comps) 对话框将打开。
8. 使用下列选项或按钮来选取将与焊接凹槽相交的元件:
自动更新相交(Auto Update Intrscts) - 自动更新对焊接凹槽相交所做的任何更改。
- 从“模型树”或图形窗口手动选取元件。
自动添加(AutoAdd) - 用边界框选取所有相交元件。
移除(Remove) - 在元件表中加亮相交元件后,移除它。
- 在元件表中选取所有相交元件。
- 在元件表中取消选取所有相交元件。
等级(Level) - 更改相交元件的可见性等级。
设置完相交元件后,单击“确定”(OK)。
屏幕返回到“组件焊接凹槽”(ASSEMBLY WELD NOTCH)对话框。
单击“确定”(OK)。
焊接凹槽即被创建。
添加用户定义的焊接凹槽
可将下列焊接凹槽步骤与创建焊缝和坡口加工特征的步骤相结合。
但是,如果同时创建焊缝,则只能组合凹槽和坡口加工。
单击或单击“插入”(Insert)>“焊缝”(Weld)。
“焊缝定义”(WELD DEFINITION) 对话框打开。
在“特征”(Feature) 下,单击“凹槽”(Notch) 复选框。
注意:也可在创建此焊缝的同时创建焊缝和坡口加工:
要通过加热或通过在高熔点时应用焊料将金属焊接在一起,请单击“焊接”(Weld) 复选框。
要切除钣金件边以实现完全焊透,请单击“焊缝”(Weld) 和“坡口加工”(Edge Preparation) 两个复选框。
如果在“组合”(Combination) 下单击“焊接”(Weld),则可为相应的焊缝或坡口加工定义创建几何的方法:
单一(Single) - 创建单面焊接凹槽。
对称(Symmetrical) - 启用在零件双面上顺序创建相同的焊接凹槽。
非对称(Unsymmetrical) - 启用在零件双面上顺序创建不同的焊接凹槽。
注意:必须创建带凹槽的焊缝,才能使用“单一”(Single)、“对称”(Symm etrical) 或“非对称”(Unsy mmetrical)。
单击“环境”(Environment) 以定义焊接凹槽特征:
要在“族表”中控制焊接凹槽处理方法,请单击“创建族表实例”(Create Family Table Instance) 复选框:
要为焊接凹槽实例名添加后缀,请在“实例名后缀”(Instance Name Suffix) 框中键入一个后缀。
要为类属零件或族表实例设置焊接凹槽的可见性,请单击“类属”(Generic) 或“实例”(Instance)。
要建立焊接凹槽的从属关系,请定义“坡口加工驱动源”(Edge Prep Driven by):
要使焊接凹槽从属于单个零件,请单击“零件”(Part)。
要使焊接凹槽从属于整个组件,请单击“组件”(Assembly)。
在“凹槽特征”(Notch Feature) 下,单击,然后单击“确定”(OK)。
“组件焊接凹槽”(ASSEMB LY WELD NOTCH) 对话框和单独的草绘器窗口打开。
草绘定制凹槽的形状。
确保包括坐标系。
沿Z 轴方向切割焊接凹槽时,通过X 和Y 平面定义
剖面位置。
草绘完成后,单击草绘器工具栏中的。
使用“焊接凹槽轨迹”(WLD NOTCH TRA J) 菜单,通过选取参照焊缝或坡口路径定义焊接凹槽轨迹。
设置轨迹后,“相交元件”(Intersected Comps) 对话框将打开。
选取焊接凹槽将与之相交的元件:
9. 使用下列选项或按钮来选取将与焊接凹槽相交的元件:
自动更新相交(Auto Update Intrscts) - 自动更新对焊接凹槽相交所做的任何更改。
- 从“模型树”或图形窗口手动选取元件。
自动添加(AutoAdd) - 用边界框选取所有相交元件。
移除(Remove) - 在元件表中加亮相交元件后,移除它。
- 在元件表中选取所有相交元件。
- 取消选取元件表中的所有相交元件。
等级(Level) - 更改相交元件的可见性等级。
设置完相交元件后,单击“确定”(OK)。
屏幕返回到“组件焊接凹槽”(ASSEMBLY WELD NOTCH)对话框。
单击“确定”(OK)。
焊接凹槽即被创建。