钢结构型钢接头标准
h型钢对接规范
竭诚为您提供优质文档/双击可除h型钢对接规范篇一:h型钢拼接工艺h300*150*6.5*9型钢拼接工艺1.h型钢切割前应将钢材切割区域表面的铁锈、污物等清除干净,切割后应用磨光机清除熔渣和飞溅物。
当翼缘板需要拼接时,可按长度方向拼接;腹板拼接缝可为“z”字形(如下图示),翼缘板拼接缝和腹板拼接缝的间距应大于200mm。
h型钢的组装在大型专用平台上进行,点焊用手工电弧焊。
焊缝等级为全熔透一级焊缝。
2.焊接2.1z型接头采用手工电弧焊接,点焊和翼板、腹板拼接采用手工电弧焊,焊条选用j4223.2、4。
3.2用于打底,4用于盖面。
2.2z型接头焊接工艺a.由于h型钢为细长形的焊件,极易变形因此h型钢在大型专用平台上进行组装。
h型钢腹板与平台的高度差、侧板与平台板的垂直度应严格控制在1mm以内。
b.用手工电弧焊进行点焊腹板和翼板,点焊间距为150mm,每条点焊缝长20mm,点焊后应对焊点上出现的裂纹的打磨干净以减少裂纹源。
焊接过程中应随时监测件的变形情况,以便在必要的情况下适当的调整焊接顺序,已控制焊接变形。
Ф219*7.5钢管拼接工艺钢管焊接为对口形式及组对,钢管内部插入直径稍小的钢管,内插管长度不小于直接的3倍并与主钢管焊接,焊缝等级为全熔透一级焊缝,钢管对接形式如钢管对接形式所示,电焊应符合下表规定:篇二:h型钢拼接和对接标准及重量型钢拼接和对接标准1主题内容和适用范围未标准规定了用钢板焊接型钢的几何尺寸、角焊缝高度和型钢对接的结构型式及对接要求本标准适用于用钢板焊接的型钢及对接型钢的制造。
2引用标准jisg3192热扎型钢的形状、尺寸、重量及其允许偏差gb/t706热扎工字钢尺寸、外形、重量及其允许偏差sg1403型钢焊接接头的坡口及锁口尺寸sg0801锅炉栓焊钢结构制造技术条件3技术要求3.1除设计图样有规定外,型钢拼接时的坡口尺寸应符合sg1403标准的规定。
3.2除下列要求外,其它制造要求按sg0801标准。
gb50205-95钢结构工程施工及验收规范

8
中华人民共和国国家标准 钢结构工程施工及验收规范 GB50205-95
4.5.5.2 对接接头在拼接板一侧的螺栓孔为一组;
4.5.5.3 在两相邻节点或接头间的螺栓孔为一组,但不包括上述两款所规定的螺栓
孔;
4.5.5.4 受弯构件翼缘上的连续螺栓孔,每米长度范围内的螺栓孔为一组。
螺栓孔孔距的允许偏差(mm)
加工面表面粗糙度
50▽
4.3.3 焊缝坡口尺寸应按工艺要求确定。
4.4 管球节点加工
4.4.1 螺栓球宜热锻成型,不得有裂纹、叠皱、过烧。 4.4.2 螺栓球加工的允许偏差应符合表 4.4.2 的规定。 4.4.3 焊接球宜采用钢板热压成半圆球,表面不得有裂纹、折皱,并应经机械加 工坡口后焊成圆球。焊接应符合本章的有关规定。
5
中华人民共和国国家标准 钢结构工程施工及验收规范 GB50205-95
渣和飞溅物。
放样和样板(样杆)的允许偏差
表 4.1.2
项
目允
许
偏
差
平行线距离和分段尺寸 对角线
±0.5mm 1.0mm
宽度、长度 孔距 加工样板的角度
±0.5mm ±0.5mm ±20′
号料的允许偏差(mm)
表 4.1.3
项
目允
目次
3
中华人民共和国国家标准 钢结构工程施工及验收规范 GB50205-95
1 总则
1.0.1 为在钢结构工程施工中贯彻执行国家的技术经济政策,确保工程施工质量, 做到技术先进、经济合理、安全适用,制定本规范。 1.0.2 本规范适用于工业与民用房屋和一般构筑物的钢结构工程。 1.0.3 钢结构的制作和安装应符合施工图设计的要求,并应符合本规范的规定。 当需要修改设计时,应征得原设计单位的同意,并应签署设计变更文件。 1.0.4 钢结构工程施工前,制作和安装单位应按施工图设计的要求,编制制作工 艺和安装施工组织设计。 1.0.5 钢结构的制作和安装,应根据工艺要求和施工组织设计进行;并应实行工 序检验,当上道工序合格后,下道工序方可施工。 1.0.6 钢结构工程施工及验收,应使用经计量检定合格的计量器具,并应按有关 规定操作。 1.0.7 在钢结构工程施工中,除执行本规范的规定外,尚应符合国家现行的有关 标准、规范的规定。
H型钢拼接及对接标准及重量
型钢拼接和对接标准1主题内容和适用范围未标准规定了用钢板焊接型钢的几何尺寸、角焊缝高度和型钢对接的结构型式及对接要求本标准适用于用钢板焊接的型钢及对接型钢的制造。
2引用标准JIS G3192 热扎型钢的形状、尺寸、重量及其允许偏差GB/T 706 热扎工字钢尺寸、外形、重量及其允许偏差SG1403 型钢焊接接头的坡口及锁口尺寸SG0801 锅炉栓焊钢结构制造技术条件3技术要求3.1除设计图样有规定外,型钢拼接时的坡口尺寸应符合SG1403标准的规定。
3.2除下列要求外,其它制造要求按SG0801标准。
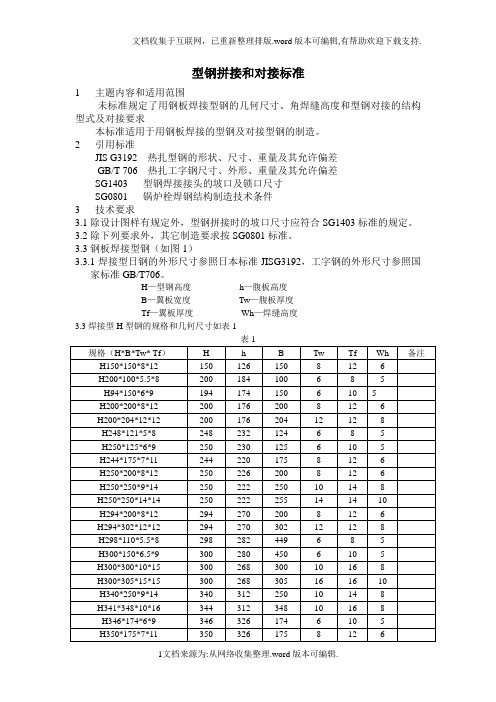
3.3钢板焊接型钢(如图1)3.3.1焊接型日钢的外形尺寸参照日本标准JISG3192,工字钢的外形尺寸参照国家标准GB/T706。
H—型钢高度h—腹板高度B—翼板宽度Tw—腹板厚度Tf—翼板厚度Wh—焊缝高度3.3焊接型H型钢的规格和几何尺寸如表13 型钢的对接,当产品因为结构原因而不允许采用加强板时,允许采用插入的对接型式,如图2b所示。
3.4.2翼缘拼接焊缝(与腹板接合处)应磨平后,再与腹板焊接。
,被加强板覆盖的对接焊缝应采用保证能全焊透的坡口形式。
焊后表面磨平后再焊加强板。
,其对极为焊缝应100%UT及100%MT检查合格,在拼接的十字焊缝处除坡口外,还应开圆弧缺口(R=200mm),并修磨至圆滑。
角焊缝高度按表1。
,拼接加强板的尺寸应按图2及表3-6的规定。
,可取消腹板加强板件号2,但柱腹板对接焊缝需X射线或超声波检查合格;H型钢作为钢梁使用时,可取消翼板加强件号1,但梁翼板对接焊缝需X射线或超声波检查合格。
一、中国标准热扎H型钢GB/T 11263-1998宽、中、窄翼缘H型钢截面尺寸、截面面积、理论重量和截面特性冷弯内卷边槽钢(GB6723-86)。
钢结构最全的设计及施工规范标准

钢结构所有的设计、检测、试验和验收的标准及规范一、设计施工标准钢结构设计规范 GB50017—2003冷弯薄壁型钢结构技术规范 GB50018-2002构筑物抗震设计规范 GB50191-93高耸结构设计规范 GBJ135-90工业建筑防腐蚀设计规范 GB50046-1995涂装前钢材表面锈蚀等级和除锈等级 GB8923-88钢结构防火涂料 GB14907-2002钢结构工程施工质量验收规范 GB50205-2001建筑工程施工质量验收统一规范GB 50300—2001钢结构工程质量检验评定标准GB 50221—95钢结构高强螺栓连接的设计施工及验收规程JGJ 82—91建筑钢结构焊接技术规程 JGJ 81—2002高层民用建筑钢结构技术规程 JGJ 99-98工业建筑防腐蚀设计规范 GB 50046-95钢结构现场检测技术标准 GB/T 50621—2010钢结构工程施工规范 GB 50755—2012钢结构焊接规范 GB 50661—2011型钢混凝土组合结构技术规程JGJ138-2001J130—2001网架结构设计与施工规程JGJ7—1991网架结构工程质量检验评定标准JGJ78—91钢网架检验及验收标准JG12-1999钢桁架检验及验收标准JG 9-1999钢桁架质量标准JG 8—1999网壳结构技术规程JGJ61—2003J258—2003高层民用建筑钢结构技术规程JGJ99-1998钢结构高强度螺栓连接的设计、施工及验收规程JGJ82-91建筑钢结构焊接技术规程JGJ82-2002 J218—2002预应力筋用锚具、夹具和连接器应用技术规程JGJ85—92钢-混凝土组合结构设计规程DL/T5085-1999(国家经济贸易委员会)钢管混凝土结构设计与施工规程JCJ01-89(国家建材工业局)钢管混凝土构件N—M相关设计计算图表JCJ02-90钢-混凝土组合楼盖结构设计与施工规程YB9238-92钢骨混凝土结构技术规程YB9082-1997压型金属钢板设计设计施工规程YBJ216-88钢结构-管道涂装技术规程YB/T9256-96冶金建筑抗震设计规范YB9081—97钢结构制作安装施工规程YB9254-1995钢结构检测评定及加固技术规程YB9257—1996门式刚架轻型房屋钢结构技术规程CECS102:2002预应力钢结构技术规程CECS212:2006门式刚架轻型房屋钢构件JG144-2002户外广告设施钢结构技术规程CECS148:2003钢结构加固技术规范CECS77:1996矩形钢管混凝土结构设计规程CECS159:2004建筑钢结构防火技术规范CECS200:2006钢结构防火涂料应用技术规程CECS24:90索膜结构技术规程CECS158:2004钢货架结构设计规范CECS23:90立体仓库焊接式钢结构货架技术条件JB/T5323-1991塔桅钢结构施工及验收规程CECS80:96拱形波纹钢屋盖结构技术规程CECS167:2004包覆不饱和聚酯树脂复合材料的钢结构防护工程技术规范CECS 133—2002 塔式起重机钢结构制造与检验JG/T5112-1991钢结构腐蚀防护若喷涂锌、铝及其合金涂层选择与应用导则JB/T8427—1996 石油化工钢结构工程施工及验收规范SH/T 3507—2005石油化工特殊钢结构工程施工及验收规范SHJ 507-1987石油化工企业钢结构冷换框架设计规范SH 3077-1996石油化工管式炉钢结构工程及部件安装技术条件SH 3086—1998石油化工钢结构防火保护技术规范SH 3137—2003炼油厂管式加热炉钢结构工程及配件安装工程技术条件SHJ 1037—1984公路桥涵钢结构及木结构设计规范JTJ 025—1986铁路桥梁钢结构设计规范TB 10002。
型钢接头标准及理论重量表
型钢接头标准及理论重量表Document serial number【UU89WT-UU98YT-UU8CB-UUUT-UUT108】技术说明本标准按《钢结构设计规范》GB50017-2003,《锅炉钢结构技术条件》JB/T1620-1993综合编制。
本标准适用于本公司承制的工业与民用钢结构及一般构筑物钢结构工程。
型钢接头所用钢材的材质与被连接型钢相同。
型钢接头焊接材料:材质为Q235B时,用E43系列焊材;材质为Q345B 时,用E50系列焊材。
特殊情况按设计要求。
焊缝质量标准按《钢结构工程施工质量验收规范》GB50205-2001的要求。
对接焊缝采用全焊透的坡口形式,无加强板的对接焊缝为一级,有加强板处对接焊缝清根焊透后磨平,再贴紧加强板焊接。
对接焊缝全焊透坡口形式,当δ﹤16㎜时,采用单面V行坡口,当δ≧16㎜时,采用双面V行坡口。
超长构件在分段时的现场拼接接头形式应按图纸设计要求执行。
第1页第一章角钢拼接1,角钢接头采用加强板进行对接的方式,对接焊缝清根焊透后磨平,再贴紧加强板焊接。
2,对接焊缝及拼接加强板尺寸应按图1及表1的规定。
注:1,V行坡口背向加强板,加强板覆盖处焊缝磨平图1 2,当δ≧16㎜时,采用双面V行坡口。
表1:角钢对接加强板规格角钢规格 .A.B.t .单重(kg) .焊缝高度K .L50及小于L50不采用加强板L56703064 L63803564 L701004064L751004065L801004565L901005065L1001006065L1101006565L1251007066L1401208086L16012010086L180********L20014014086说明:不等边角钢的加强板按等边角钢等同肢宽选用。
第 2 页第二章槽钢拼接1,槽钢接头采用腹板加强板进行对接的方式,腹板对接焊缝须清根焊透后磨平,再贴紧加强板焊接,翼缘必须焊透并达到一级焊缝标准。
钢结构的制造和安装要求
钢结构的制造和安装要求:钢结构的制造和安装,当单体设计无特殊要求时,应按以下要求施工。
焊接H 型钢的制造应符合《石油化工钢结构工程施工及验收规范》(SH3507—1999)等相关规范的要求。
焊接H型钢翼缘与腹板间角焊缝厚度为腹板厚度。
焊接质量等级应按《钢结构工程施工质量验收规范》( GB50205—2001 )检验,其中翼缘板或腹板的拼接采用直对接时,为一级。
当采用45°斜对接时,为二级。
翼缘板与腹板的T 形接头角焊缝为三级,但外观检查应符合二级的要求。
当翼缘板与腹板均需进行拼接时,两拼接缝的间距应大于200 毫米。
拼接焊接应在组装前进行。
H 型钢柱接头位于框架梁上方 1.3m 附近,并且不在柱净高1/2 以上范围内。
其对接接头应采用全熔透焊缝。
柱是焊接H 型钢者,柱拼接接头上下各100mm范围内,柱翼缘与柱腹板间的连接应采用全熔透焊缝。
柱是焊接H 型钢者,柱与梁刚性连接时,柱在梁翼缘上下各500mm 的节点范围内,柱翼缘与柱腹板间的连接应采用坡口全熔透焊缝。
钢结构的焊接及施工验收要求见《建筑钢结构焊接技术规程》( JGJ81 —2002) 以及《钢结构工程施工质量验收规范》( GB50205—2001 )。
1. 钢结构设计1.1 构件定位及下料图中所注标高除注明者外,均为梁顶或基顶标高。
平面图中各构件定位轴线除注明者外,槽钢、角钢均以肢背为准;工字钢、H型钢、组合型钢均以中心线为准。
各构件的尺寸:框架梁、平台大梁、设备梁等其长度按扣除节点中构件端部的空隙计算——见《钢结构焊接节点》图集( SDCV0041-2001)或单体设计;与大梁直接相焊的小梁长度按定位尺寸计算,实际下料应扣除大梁腹板厚度及空隙。
支撑斜杆及节点板的尺寸应经现场放样核实尺寸无误后下料。
设备支座的螺栓位置开设应准确无误,误差 2mm 。
钢构架立面单线表示方法 D-CV150000C-2005 1.3 钢结构节点做法1.3.1 图中各节点除单体设计所示外, 均选自《钢结构焊接节点》 SDCV0041-2002。
钢结构拼接相关规范要求
钢构造拼接相关标准要求一、?钢构造工程施工质量验收标准?GB50205-2001焊接H型钢的翼缘板拼接缝和腹板拼接缝的间距不应小于200mm。
翼缘板拼接长度不应小于2倍板宽,腹板拼接宽度不应小于300mm,长度不应小于600mm。
二、?钢构造工程施工标准?GB52022焊接H型钢的翼缘板拼接缝和腹板拼接缝的间距,不宜小于200mm。
翼缘板拼接长度不应小于600mm;腹板拼接宽度不应小于300mm,长度不应小于600mm。
箱型构件的侧板拼接长度不应小于600mm,相邻两侧板拼接缝的间距不宜小于200mm,侧板在宽度方向不宜拼接,当宽度超过2400mm确需拼接时,最小拼接宽度不宜小于板宽的1/4。
设计无特殊要求时,用于次要构件的热轧型钢可采用直口全熔透焊接拼接,其拼接长度不应小于600mm。
钢管接长时每个节间宜为一个接头,最短接长长度应符合以下规定:1.当钢管直径d≤500mm时,不应小于500mm;2.当钢管直径500mm<d≤1000mm时,不应小于直径d;3.当钢管直径>1000mm时,不应小于1000mm;4.当钢管采用卷制方式加工成型时,可有假设干个接头,但最短接长长度应符合第1~3款的要求。
钢管接长时,相邻管节或管段的纵向焊缝应错开,错开的最小间隔〔沿弧长方向〕不应小于钢管壁厚的5倍,且不应小于200mm。
部件拼接焊缝应符合设计文件的要求,当设计无要求时,应采用全熔透等强对接焊缝。
三、?钢构造焊接标准?GB50661-2022焊缝质量等级应根据钢构造的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按以下原那么选用:1.在承受动荷载且需要进展疲劳验算的构件中,凡要求与母材等强连接的焊缝应焊透,其质量等级应符合以下规定:1)作用力垂直于焊缝长度方向的横向对接焊缝或T形对接与角接组合焊缝,受拉时应为一级,受压时不应低于二级。
2)作用力平行与焊缝长度方向的纵向对接焊缝不应低于二级。
3)铁路、公路桥的横梁接头板与弦杆角焊缝应为一级,桥面板与弦杆角焊缝、桥面板与U形肋角焊缝不应低于二级。
型钢标准接头
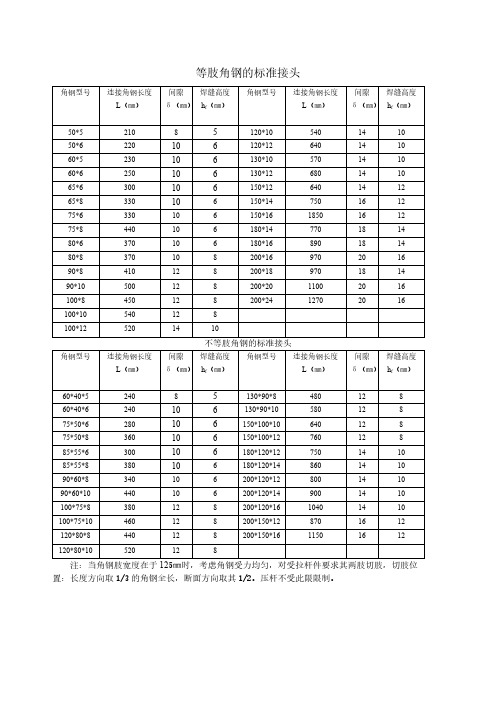
等肢角钢的标准接头角钢型号连接角钢长度L(㎜)间隙δ(㎜)焊缝高度h f(㎜)角钢型号连接角钢长度L(㎜)间隙δ(㎜)焊缝高度h f(㎜)50*521085120*105401410 50*6220106120*126401410 60*5230106130*105701410 60*6250106130*126801410 65*6300106150*126401412 65*8330106150*147501612 75*6330106150*1618501612 75*8440106180*147701814 80*6370106180*168901814 80*8370108200*169702016 90*8410128200*189701814 90*10500128200*2011002016 100*8450128200*2412702016 100*10540128100*125201410不等肢角钢的标准接头角钢型号连接角钢长度L(㎜)间隙δ(㎜)焊缝高度h f(㎜)角钢型号连接角钢长度L(㎜)间隙δ(㎜)焊缝高度h f(㎜)60*40*524085130*90*8480128 60*40*6240106130*90*10580128 75*50*6280106150*100*10640128 75*50*8360106150*100*12760128 85*55*6300106180*120*127501410 85*55*8380106180*120*148601410 90*60*8340106200*120*12800141090*60*10440106200*120*149001410 100*75*8380128200*120*1610401410 100*75*10460128200*150*128701612 120*80*8440128200*150*1611501612 120*80*10520128注:当角钢肢宽度在于125㎜时,考虑角钢受力均匀,对受拉杆件要求其两肢切肢,切肢位置:长度方向取1/3的角钢全长,断面方向取其1/2。
钢结构焊接指导规范
:
1.宜减少焊缝的数量和尺寸; (利用型材/压型/折弯件/铸锻件)
2.焊缝宜布置对称于构件截面的中性轴; (利于减少焊接变形/对于弯曲件
(注1)采用不预热的非低氢焊角焊接方法焊接时,t 等于焊接接头中较厚件厚 度,宜采用单道;采用预热的非低氢焊接方法或低氢焊接方法进行焊 接时,t 等于焊接接头中较薄件厚度。 (注2)焊缝尺寸不要求超过焊接接头中较薄件厚度的情况除外。 (注3)承受动载荷的角焊缝最小尺寸为5mm。
5.被焊构件中较薄板厚度不小于25mm时,宜采用开局部坡口的角焊 缝; 6.采用角焊缝焊接接头,不宜将厚板焊接到较薄板上.
5.管结构节点形式代号
序号 1 2 3
代号 T K Y
节点形式 T形节点 K形节点 Y形节点
5.2.2焊接接头坡口形式、尺寸及标记方法应符合本规范附录A的规定。
现行标准 GB985《气焊、手工电弧焊及气体保护焊焊缝坡口基本形式与尺寸》 GB986《埋弧焊焊缝坡口的基本形式和尺寸》
5.3焊缝 计算 厚度
FCAW药芯焊丝保护 焊
SAW埋弧焊
GMAW气保焊 SMAW焊条电弧焊
GTAW钨极氩弧焊
焊缝代号: 111——手工电弧焊 121——单丝埋弧焊 131——熔化极惰性气体保护电弧焊(MIG) 135——熔化极非惰性气体保护电弧焊(MAG) 141——钨极惰性气体保护电弧焊(TIG) 211——单面电阻点焊 221——搭接电阻缝焊
只采用纵向角焊缝连接型钢的参考图表
5-3.型钢杆件搭接接头采用围焊时,在转角处应连续施焊。杆 件端部搭接角焊焊缝作绕焊时,绕焊长度不应小于焊脚尺寸的2倍, 并应连续施焊。 (另见下页参考)
焊接h型钢标准
焊接h型钢标准焊接H型钢标准。
H型钢是一种常见的结构钢材料,广泛用于建筑、桥梁、机械制造等领域。
在实际工程中,焊接是H型钢连接的常见方式之一。
为了确保焊接质量和连接稳固,我们需要遵循一定的焊接标准和规范。
下面将介绍焊接H型钢的标准要求和注意事项。
首先,焊接H型钢需要符合相关的国家标准和行业规范。
在中国,焊接H型钢的标准主要包括《钢结构设计规范》(GB 50017)和《钢结构焊接规范》(GB 50661)等。
这些标准规定了H型钢的材质、尺寸、焊接工艺、焊接接头类型、质量要求等方面的内容,对于保证焊接质量和结构安全具有重要意义。
其次,选择合适的焊接方法和工艺对于焊接H型钢至关重要。
常见的焊接方法包括手工电弧焊、埋弧焊、气保护焊等。
在选择焊接方法时,需要考虑H型钢的材质和厚度,以及焊接位置和环境等因素。
在焊接工艺方面,需要严格按照标准规范进行操作,包括预热温度、焊接电流、焊接速度、焊接层间温度控制等,确保焊接接头的质量和牢固度。
另外,焊接H型钢时需要注意焊接接头的准备和处理。
在焊接之前,需要对H型钢的接头进行清理和预处理,包括除锈、除油、打磨等工作,确保焊接接头的表面清洁,并保证焊接质量。
同时,还需要对焊接接头进行检查和评定,包括焊缝形态、焊接质量、焊接变形等方面,及时发现和解决问题,保证焊接接头的质量符合标准要求。
最后,焊接H型钢需要严格控制焊接质量,确保焊接接头的牢固性和可靠性。
在焊接完成后,需要对焊接接头进行非破坏性检测和破坏性检测,包括超声波检测、X射线检测、拉伸试验、冲击试验等,验证焊接接头的质量和性能。
同时,还需要对焊接接头进行防腐处理和表面涂装,延长H型钢的使用寿命。
总之,焊接H型钢是一项重要的工程技术,需要严格遵循相关的标准和规范,选择合适的焊接方法和工艺,对焊接接头进行准备和处理,严格控制焊接质量,确保连接的牢固性和可靠性。
只有这样,才能保证H型钢结构的安全和稳定,满足工程建设的需求。
钢结构安装验收标准规范
钢结构安装验收规范一、总则基本规定二、原材料及成品进场1、一般规定2、钢材3、焊接材料4、其他三、钢结构焊接工程1、一般规定2、钢构件焊接工程四、钢构件组装工程1、一般规定2、焊接H型钢3、组装4、端部铣平及安装焊缝坡口5、钢构件外形尺寸五、钢构件预拼装工程1、一般规定2、预拼装六、单层钢结构安装工程1、一般规定2、基础和支承面3、安装和校正七、多层及高层钢结构安装工程1、一般规定2、基础和支承面3、安装和校正八、钢网架结构安装工程1、一般规定2、支承面顶板和支承垫块3、总拼与安装九、钢结构涂装工程1、一般规定2、钢结构防腐涂料涂装3、钢结构防火涂料涂装附录A 焊缝外观质量标准附录B 钢结构安装的允许偏差一、总则1、概述1.1、为加强建筑工程质量管理,统一钢结构工程施工质量的验收,保证钢结构工程质量,制定本规范。
1.2、本规范适用于建筑工程的单层、多层、高层以及网架、压型金属板等钢结构工程施工质量的验收。
1.3、钢结构工程施工中采用的工程技术文件、承包合同文件对施工质量验收的要求不得低于本规范的规定。
1.4、本规范应与现行国家标准《建筑工程施工质量验收统一标准》GB 50300配套使用。
1.5、钢结构工程施工质量的验收除应执行本规范的规定外,尚应符合国家现行有关标准的规定。
2、基本规定2.1、钢结构工程施工单位应具备相应的钢结构工程施工资质,施工现场质量管理应有相应的施工技术标准、质量管理体系、质量控制及检验制度,施工现场应有经项目技术负责人审批的施工组织设计、施工方案等技术文件。
2.2、钢结构工程施工质量的验收,必须采用经计量检定、校准合格的计量器具。
2.3、钢结构工程应按下列规定进行施工质量控制:1>采用的原材料及成品应进行进场验收。
凡涉及安全、功能的原材料及成品应按本规范规定进行复验,并应经监理工程师(建设单位技术负责人)见证取样、送样;2>各工序应按施工技术标准进行质量控制,每道工序完成后,应进行检查;3>相关各专业工种之间,应进行交接检验,并经监理工程师(建设单位技术负责人)检查认可。
型钢接头标准及理论重量表

技术说明1.1 本标准按《钢结构设计规范》GB50017-2003,《锅炉钢结构技术条件》J B/T1620-1993综合编制。
1.2 本标准适用于本公司承制的工业与民用钢结构及一般构筑物钢结构工程。
1.3 型钢接头所用钢材的材质与被连接型钢相同。
1.4 型钢接头焊接材料:材质为Q235B时,用E43系列焊材;材质为Q345B时,用E50系列焊材。
特殊情况按设计要求。
1.5 焊缝质量标准按《钢结构工程施工质量验收规范》GB50205-2001的要求。
1.6 对接焊缝采用全焊透的坡口形式,无加强板的对接焊缝为一级,有加强板处对接焊缝清根焊透后磨平,再贴紧加强板焊接。
1.7 对接焊缝全焊透坡口形式,当δ﹤16㎜时,采用单面V行坡口,当δ≧16㎜时,采用双面V行坡口。
1.8 超长构件在分段时的现场拼接接头形式应按图纸设计要求执行。
第1页第一章角钢拼接1,角钢接头采用加强板进行对接的方式,对接焊缝清根焊透后磨平,再贴紧加强板焊接。
2,对接焊缝及拼接加强板尺寸应按图1及表1的规定。
注:1,V行坡口背向加强板,加强板覆盖处焊缝磨平图1 2,当δ≧16㎜时,采用双面V行坡口。
表1:角钢对接加强板规格第二章槽钢拼接1,槽钢接头采用腹板加强板进行对接的方式,腹板对接焊缝须清根焊透后磨平,再贴紧加强板焊接,翼缘必须焊透并达到一级焊缝标准。
2,对接焊缝及拼接加强板尺寸应按图2及表2的规定。
注:1,V行坡口背向加强板,加强板覆盖处焊缝磨平图2 2,当δ≧16㎜时,采用双面V行坡口。
表2:槽钢对接加强版规格第三章工字钢拼接1,工字钢接头采用腹板加强板进行对接的方式,腹板对接焊缝须清根焊透后磨平,再贴紧加强板焊接,翼缘必须焊透并达到一级焊缝标准。
2,对接焊缝及拼接加强板尺寸应按图3及表3的规定。
注:1,V行坡口背向加强板,加强板覆盖处焊缝磨平图3 2,当δ≧16㎜时,采用双面V行坡口。
表三:工字钢对接加强板规格第四章轧制H型钢拼接1,轧制H型钢接头采用腹板加强板进行对接的方式,腹板对接焊缝须清根焊透后磨平,再贴紧加强板焊接,翼缘必须焊透并达到一级焊缝标准。
型钢接头标准及理论重量表
技术说明本标准按《钢结构设计规范》GB50017-2003,《锅炉钢结构技术条件》JB/T1620-1993综合编制。
本标准适用于本公司承制的工业与民用钢结构及一般构筑物钢结构工程。
型钢接头所用钢材的材质与被连接型钢相同。
型钢接头焊接材料:材质为Q235B时,用E43系列焊材;材质为Q345B 时,用E50系列焊材。
特殊情况按设计要求。
焊缝质量标准按《钢结构工程施工质量验收规范》GB50205-2001的要求。
对接焊缝采用全焊透的坡口形式,无加强板的对接焊缝为一级,有加强板处对接焊缝清根焊透后磨平,再贴紧加强板焊接。
对接焊缝全焊透坡口形式,当δ﹤16㎜时,采用单面V行坡口,当δ≧16㎜时,采用双面V行坡口。
超长构件在分段时的现场拼接接头形式应按图纸设计要求执行。
第1页第一章角钢拼接1,角钢接头采用加强板进行对接的方式,对接焊缝清根焊透后磨平,再贴紧加强板焊接。
2,对接焊缝及拼接加强板尺寸应按图1及表1的规定。
注:1,V行坡口背向加强板,加强板覆盖处焊缝磨平图1 2,当δ≧16㎜时,采用双面V行坡口。
表1:角钢对接加强板规格角钢规格 .A.B.t .单重(kg) .焊缝高度K .L50及小于L50不采用加强板L56703064 L63803564说明:不等边角钢的加强板按等边角钢等同肢宽选用。
第 2 页第二章槽钢拼接1,槽钢接头采用腹板加强板进行对接的方式,腹板对接焊缝须清根焊透后磨平,再贴紧加强板焊接,翼缘必须焊透并达到一级焊缝标准。
2,对接焊缝及拼接加强板尺寸应按图2及表2的规定。
注:1,V行坡口背向加强板,加强板覆盖处焊缝磨平图2 2,当δ≧16㎜时,采用双面V行坡口。
表2:槽钢对接加强版规格槽钢规格 .A.B.t .单重(kg) .焊缝高度K .小于[14不采用加强板[14a [14b14010065 [16a [16b16012065 [18a [18b18012065 [20a [20b20014065 [22a [22b22015085 [25a [25b25016085 [28a [28b [28c 28018085[32a [32b [32c32022085[36a [36b [36c36024086[40a [40b [40c400280108说明:轻型槽钢的加强板参本表使用。
钢结构c型钢规格标准(一)

钢结构c型钢规格标准(一)钢结构C型钢规格标准1. 引言钢结构是一种常见的建筑结构形式,其承载能力强、稳定性好。
在钢结构中,C型钢起到了重要的作用。
C型钢是一种形状像字母”C”的钢材,常用于梁柱和桁架等构件的制造。
本文将介绍C型钢的规格标准,包括尺寸、材质要求等内容。
2. C型钢尺寸标准钢结构C型钢的尺寸标准主要包括以下几个方面:1.宽度:一般C型钢的宽度范围为20mm到300mm,不同规格的C型钢有着不同的宽度要求。
2.腰厚:C型钢的腰厚范围为到12mm,不同规格的C型钢要求的腰厚也有所不同。
3.腰高:C型钢的腰高范围为40mm到80mm,同样地,不同规格的C型钢对腰高也有不同的要求。
3. C型钢材质要求在选择C型钢时,材质的选择也是非常重要的。
常见的C型钢的材质有Q235B和Q345B两种,其化学成分和力学性能都有一定的要求。
钢结构中使用的C型钢必须符合相应的材质标准,以确保结构的稳定性和安全性。
4. C型钢的应用领域C型钢作为一种常见的钢结构材料,在建筑、桥梁、机械制造等领域有着广泛的应用。
它可以用于制造各种梁柱和桁架等构件,能够承受较大的荷载,并能够保持结构的稳定性。
5. 结论钢结构C型钢的规格标准是确定其尺寸和材质要求的重要依据。
在工程实践中,根据具体的需要选择合适的C型钢规格,以确保结构的稳定性和安全性。
同时,合理的C型钢应用能够提升结构的承载能力和经济性。
因此,对C型钢的规格标准有充分了解是非常必要的。
以上就是钢结构C型钢规格标准的相关内容,希望对读者有所帮助。
注:本文所述内容仅供参考,请在实际工程中遵循相应的规范和标准。
钢结构焊接规范
5.1.4钢结构制作详图中应标明下列焊接技术要求:
1详细明确标注焊接部位﹑焊接方法﹑有效焊缝长度﹑焊缝坡口形式﹑ 焊角尺寸﹑部分焊透焊缝的焊透深度﹑焊后热处理要求; 2.应详细.明确标注焊缝坡口详细尺寸,如有钢衬垫,标注钢衬垫尺寸; 3.对重大型结构明确 制作单元,和工地拼装焊接位置;标注工厂制作或 工地安装焊缝; 4根据运输条件,安装能力和焊接的可操作性,及设计允许范围确定构 件分段位置和拼接节点,按设计规范和有关规定,进行焊缝设计交原设 计单位进行结构安全审核。 参考图表
5.4 组焊构件焊接节点(共4项) 5.4.1(共5项)塞焊和槽焊的焊缝尺寸、间距、焊缝高度应
符合下列规定: 1. 塞焊和槽焊的有效面积应为贴合面上圆孔和长槽孔的标称面积。 2.塞焊焊缝的最小中心间隔应为孔径的4倍(e1 min=D×4),槽焊焊缝 的纵向最小间距应为槽孔长度的2倍(e1 min =b×2),垂直于槽孔长度方 向的两排槽孔的最小间距应为槽孔宽度的4倍(e2 min=a×4)。
1..当间隙b≤1.5时,
he=0.7hf
2.当间隙1.5<b≤5时, he=0.7(hf-b) 5.3.4 斜角角焊缝计算厚度he应根据两面角Ψ按下列公式计算
(略)
5.3.5圆钢与平板、圆钢与圆钢之间的焊缝计算he应按下列公式计算
1.圆钢与平板连接 he=0.7hf 2.圆钢与圆钢连接 he=0.1(D+2d)-a
只采用纵向角焊缝连接型钢的参考图表
5-3.型钢杆件搭接接头采用围焊时,在转角处应连续施焊。杆 件端部搭接角焊焊缝作绕焊时,绕焊长度不应小于焊脚尺寸的2倍, 并应连续施焊。 (另见下页参考)
5-4.搭接焊缝沿母材棱边的最大焊脚尺寸,当板厚不大于6mm时,应为母 材厚度,当板厚大于6mm时,应为母材厚度减去1-2mm。(另见下页参考) (同美国AWS D1.1规定标准一致)
H型钢拼接和对接实用标准及重量
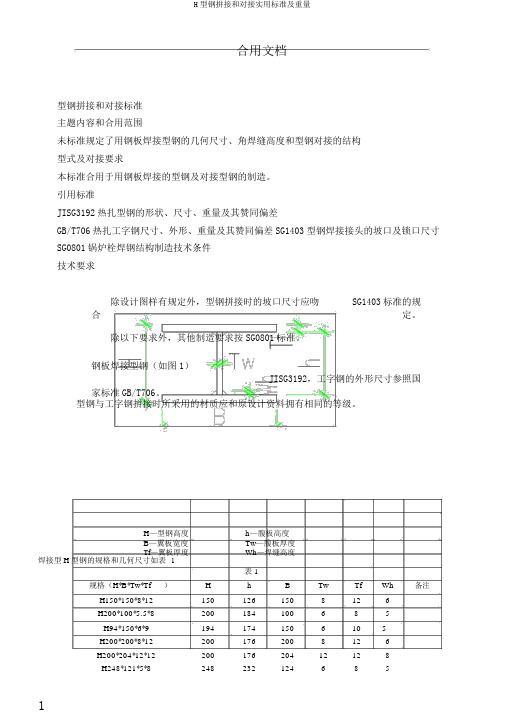
合用文档型钢拼接和对接标准主题内容和合用范围未标准规定了用钢板焊接型钢的几何尺寸、角焊缝高度和型钢对接的结构型式及对接要求本标准合用于用钢板焊接的型钢及对接型钢的制造。
引用标准JISG3192热扎型钢的形状、尺寸、重量及其赞同偏差GB/T706热扎工字钢尺寸、外形、重量及其赞同偏差SG1403型钢焊接接头的坡口及锁口尺寸SG0801锅炉栓焊钢结构制造技术条件技术要求除设计图样有规定外,型钢拼接时的坡口尺寸应吻合SG1403标准的规定。
除以下要求外,其他制造要求按SG0801标准。
钢板焊接型钢(如图1)JISG3192,工字钢的外形尺寸参照国家标准GB/T706。
型钢与工字钢拼接时所采用的材质应和原设计资料拥有相同的等级。
H—型钢高度B—翼板宽度Tf—翼板厚度h—腹板高度Tw—腹板厚度Wh—焊缝高度焊接型H型钢的规格和几何尺寸如表1表1规格(H*B*Tw*Tf )H h B Tw Tf Wh 备注H150*150*8*12 150 126 150 8 12 6H200*100*5.5*8 200 184 100 6 8 5H94*150*6*9 194 174 150 6 10 5H200*200*8*12 200 176 200 8 12 6H200*204*12*12 200 176 204 12 12 8H248*121*5*8 248 232 124 6 8 5H250*125*6*9 250 230 125 6 10 5 H244*175*7*11 244 220 175 8 12 6 H250*200*8*12 250 226 200 8 12 6 H250*250*9*14 250 222 250 10 14 8 文案大全H250*250*14*14 250 222 255 14 14 10H294*200*8*12 294 270 200 8 12 6H294*302*12*12 294 270 302 12 12 8H298*110*5.5*8 298 282 449 6 8 5H300*150*6.5*9 300 280 450 6 10 5H300*300*10*15 300 268 300 10 16 8H300*305*15*15 300 268 305 16 16 10H340*250*9*14 340 312 250 10 14 8H341*348*10*16 344 312 348 10 16 8H346*174*6*9 346 326 174 6 10 5H350*175*7*11 350 326 175 8 12 6H350*350*12*19 350 310 350 12 20 8H388*402*15*15 388 356 402 16 16 10H394*398*11*18 391 358 398 12 18 8H396*199*7*11 396 372 199 8 12 6H400*200*8*13 400 372 200 8 14 6H390*300*10*16 390 358 300 10 16 8H400*400*13*21 400 360 400 14 20 10H100*408*21*21 400 360 408 20 20 12H414*105*18*28 414 358 405 18 28 10H428*407*20*35 428 358 407 20 35 12表2规格H h B Tw Tf Wh 备注120a 200 176 100 8 12 6120b 200 176 102 10 12 8125a 250 222 116 8 14 6125b 250 222 118 10 14 6130a 300 268 126 10 16 8136a 360 328 136 10 16 8136b 360 328 138 12 18 8140a 400 364 142 12 18 8140b 400 364 144 14 18 10145a 450 414 150 12 18 8145b 450 414 152 14 18 10156a 560 516 166 14 22 10156b 560 516 168 16 22 10型钢的对接型钢的对接优先采用有加强板的对接型式,当产品因为结构原因此不一样意采用加强板时,赞同采用插入的对接型式,如图2b所示。