数控车床零件图15加工及工艺分析
数控车床典型零件加工

前言轴是组成机器的重要零件之一根据轴的承载性质不同可将轴分为转轴、心轴、传动轴三类。
工作时既承受弯矩又承受转矩的轴称为转轴。
转轴是机器中最常见的轴,通常称为轴。
用来支承转动零件,只承受弯矩而不传递转矩的轴称为心轴。
心轴有固定心轴和旋转心轴两种。
根据轴线的形状不同,轴又可以分为直轴、曲轴和挠性钢丝轴。
后两种属于专用零件。
直轴按其外形的不同又可以分为光轴和阶梯轴两种。
光轴形状简单、加工容易,应力集中源少,主要用作传动轴。
阶梯轴个轴段截面的直径不同,这种设计使个轴段的强度接近,而且便于轴上零件的装拆和固定,因此阶梯轴在机器的应用中最为广泛。
直轴一般都制成实心轴,但为了减轻重量或为了满足有些机器结构上的需要,也可以采用空心轴。
轴通常由轴头,轴颈、轴肩、轴环、轴端和不安装任何零件的轴段等部分组成,这次设计我主要是设计减速器当中的传动轴,希望通过这次设计,我能学到更多的东西。
目录摘要ﻩ第一章绪论 ...................................................................................................................1.1数控机床的简介ﻩ1.2数控的发展趋势 ..............................................................................................1.3传动轴的概述ﻩ第二章工艺分析 .............................................................................................................2..1零件图工艺分析 ............................................................................................2.3切削顺序的选择 ............................................................................................2.4切削用量的选择和加工余量的确定ﻩ第三章设备的选择 .......................................................................................................3.1机床选择ﻩ3.2刀具的选择ﻩ3.3刀具卡.............................................................................................................................3.4夹具的选择 ........................................................................................................3.5切削液的选择ﻩ3.6量具的选择 ...................................................................................................... 第四章零件的编程ﻩ4.1手工编程ﻩ4.2工艺卡ﻩ4.3工序卡 ................................................................................................................ 结论…………………………………………………………………参考文献……………………………………………………………附录…………………………………………………………………后记…………………………………………………………………摘要轴是组成机器的重要零件之一,轴的主要功用是支承旋转零件、传递转矩和运动。
数控车床零件加工及工艺设计
毕业设计(论文)任务书学生姓名学号专业机械制造与自动化院(系)机电工程系毕业设计(论文)题目数控车床零件加工及工艺计任务与要求本设计要求在车床上,利用工件的旋转和刀具的直线运动或曲线运动来改变毛胚的形状和尺寸,把它加工成符合图纸要求的产品。
为了使数控车床上加工出合格的零件,首先需根据零件图纸的精度和计算要求等,分析确定零件的工艺过程、工艺参数等内容。
用规定的数控编程代码和格式编制出合适的数控加工程序。
编程必须注意数控系统或机床,应该严格按机床编程手册中的规定进行程序编程。
但从数控加工内容的本质上讲,各数控系统的各项指令都是应实际加工工艺要求而设定的。
完成时间段20 年12月15日至20 年3月15日共13周指导教师单位重庆科创职业学院职称讲师院(系)审核意见摘要随着数控技术的不断发展和应用领域的扩大,数控加工技术对国计民生的一些重要行业(IT、汽车、轻工、医疗等)的发展起着越来越重要的作用,因为效率、质量是先进制造技术的主体。
高速、高精加工技术可极大地提高效率,提高产品的质量和档次,缩短生产周期和提高市场竞争能力。
而对于数控加工,无论是手工编程还是自动编程,在编程前都要对所加工的零件进行工艺分析,拟定加工方案,选择合适的刀具,确定切削用量,对一些工艺问题(如对刀点、加工路线等)也需做一些处理。
并在加工过程掌握控制精度的方法,才能加工出合格的产品。
本文根据数控机床的特点,针对具体的零件,进行了工艺方案的分析,工装方案的确定,刀具和切削用量的选择,确定加工顺序和加工路线,数控加工程序编制。
通过整个工艺的过程的制定,充分体现了数控设备在保证加工精度,加工效率,简化工序等方面的优势。
关键词工艺分析加工方案进给路线控制尺寸AbstractWith the continuous development and expansion of application fields of numerical control technology, the development of CNC machining technology to the national economy and a number of important industries (IT, automobile, light industry, medical, etc.) play an increasingly important role, because the efficiency, quality is an advancedmanufacturing technology subjects. High-speed, high precision technology can greatly improve efficiency, improve product quality and grade, shortening the production cycle and enhance market competitiveness. CNC machining, either manual programmingor automatic programming, the processing of parts should be before the programming process analysis, the development of processing program, select the appropriate tool to determine the cutting parameters on some process issues (such as knife point, processing route, etc.) also need to do some processing. Master control precision of the method, and in the process can be processed into a qualified product.According to the characteristics of CNC machine tools for the specific parts to carry out the analysis of the process plan, tooling program to determine the tool and cutting parameters selection, to determine the processing order and processing route, CNC machining programming. Formulation process through the entire process, fully embodies the advantages of numerical control equipment to ensure accuracy, processing efficiency, streamline processesKEY WORD:Process Analysis Processing program Feed line Control the size目录第一章绪言 (1)第一节数控的历史和发展 (1)第二节数控车床特点 (1)第二章工艺方案分析 (2)第一节零件图 (2)第二节零件图分析 (2)第三节确定加工方法 (3)第四节确定加工方案 (3)第五节确定加工路线的原则.......................... 错误!未定义书签。
数控车床零件的工艺分析及编程典型实例

数控车床零件的工艺分析及编程典型实例更新日期:来源:数控工作室根据下图所示的待车削零件,材料为45号钢,其中Ф85圆柱面不加工。
在数控车床上需要进行的工序为:切削Ф80mm 和Ф62mm 外圆;R70mm 弧面、锥面、退刀槽、螺纹及倒角。
要求分析工艺过程与工艺路线,编写加工程序。
图1 车削零件图1.零件加工工艺分析(1)设定工件坐标系按基准重合原则,将工件坐标系的原点设定在零件右端面与回转轴线的交点上,如图中Op点,并通过G50指令设定换刀点相对工件坐标系原点Op的坐标位置(200,100)(2)选择刀具根据零件图的加工要求,需要加工零件的端面、圆柱面、圆锥面、圆弧面、倒角以及切割螺纹退刀槽和螺纹,共需用三把刀具。
1号刀,外圆左偏刀,刀具型号为:CL-MTGNR-2020/R/1608 ISO30。
安装在1号刀位上。
3号刀,螺纹车刀,刀具型号为:TL-LHTR-2020/R/60/1.5 ISO30。
安装在3号刀位上。
5号刀,割槽刀,刀具型号为:ER-SGTFR-2012/R/3.0-0 IS030。
安装在5号刀位上。
(3)加工方案使用1号外圆左偏刀,先粗加工后精加工零件的端面和零件各段的外表面,粗加工时留0.5mm的精车余量;使用5号割槽刀切割螺纹退刀槽;然后使用3号螺纹车刀加工螺纹。
(4)确定切削用量切削深度:粗加工设定切削深度为3mm,精加工为0.5mm。
主轴转速:根据45号钢的切削性能,加工端面和各段外表面时设定切削速度为90m/min;车螺纹时设定主轴转速为250r/min。
进给速度:粗加工时设定进给速度为200mm/min,精加工时设定进给速度为50mm/min。
车削螺纹时设定进给速度为1.5mm/r。
2.编程与操作(1)编制程序(2)程序输入数控系统将程序在数控车床MDI方式下直接输入数控系统,或通过计算机通信接口将程序输入数控机床的数控系统。
然后在CRT 屏幕上模拟切削加工,检验程序的正确性。
第1章_数控加工工艺分析

零件的数控铣削结构工艺性图例
8
9
10
1.2 加工方法的选择
• 对于外圆面,可采用车削、磨削加工等方法; • 内孔加工可采用钻、扩、铰、镗、磨等加工方法; • 数控铣或加工中心加工零件的表面为平面、曲面、
轮廓、孔和螺纹等,所选加工方法要与零件的表面 特征、所要求达到的精度及表面粗糙度相适应。下 面,作为重点探讨。
• 平面轮廓多由直线和圆弧或各种曲线构成,通常采用 三坐标数控铣床进行两轴半坐标加工。下图为由直线 和圆弧构成的零件平面轮廓ABCDEA,采用半径为R 的立铣刀沿周向加工,虚线ABCDEA为刀具中心的 运动轨迹。为保证加工面光滑,刀具沿PA切入,沿 AK切出 。
12
• 三、固定斜角平面加工 • 固定斜角平面是与水平面成一固定夹角的斜面,
不完全定位中只设置与加工要求有关的 支承点,用较少的元件达到定位要求。
平板工件磨平面: 工件只有厚度和 平行度要求,通 过电磁工作台只 限制三个自由度。
27
六点定位原理的应用
欠定位--按照加工要求应该被限制的自由度没
有被限制的定位称为欠定位。装夹中不允许有
欠定位。
加工部位
圆柱体工件
a
b
c
28
六点定位原理的应用
24
六点定位原理
夹具用合理 分布的六个 支承点,分 别限制工件 的六个自由 度,使工件 在夹具中的 位置完全确 定,称为 “六点定位 原理”。
25
六点定位原理的应用
完全定位--工件的6个自由度全部被夹具中 的定位元件所限制。
26
六点定位原理的应用
不完全定位—根据工件加工表面的不同加工 要求,定位支承点少于6个的定位。
4
• 4. 保证基准统一原则 • 有些零件需要在铣完一面后再重新安装
数控车床典型零件加工实例
模块五数控车床典型零件加工实例本课题主要选取了两个实例,一个是模具数控车加工实例,一个是中级数控车床操作工应会试题。
学习目标知识目标:●了解数控车床典型零件的加工过程了解中级数控车床操作工应掌握的基本技能能力目标:●正确运用数控系统的指令代码,编制一般零件的车削加工程序。
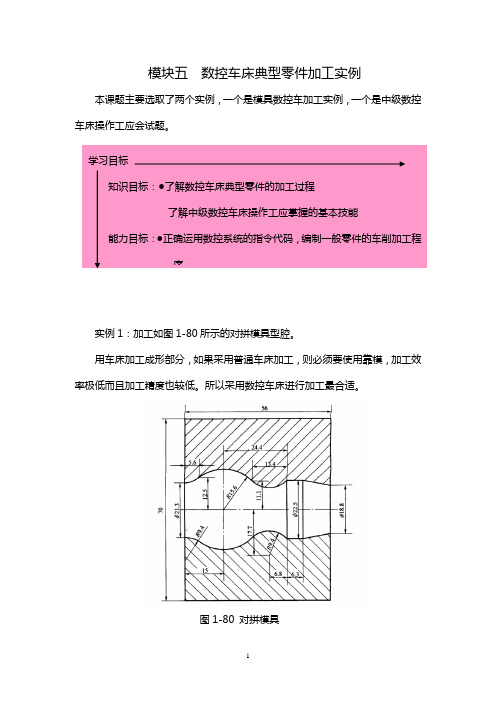
实例1:加工如图1-80所示的对拼模具型腔。
用车床加工成形部分,如果采用普通车床加工,则必须要使用靠模,加工效率极低而且加工精度也较低。
所以采用数控车床进行加工最合适。
图1-80 对拼模具1.加工准备1)将两拼块分别加工成形。
2)在两拼块上装导钉,一端与下模板过渡配合,另一端与上模板间隙配合。
3)两拼块合装后外形尺寸磨正,对合平面磨平并保证两拼块厚度一致。
4)在花盘上搭角铁,将下模板固定在角铁上,拼合上模板并压紧,用千分表校正后固定角铁,安装示意图如图1-81所示。
图1-81 安装示意图2.所需刀具本工件需要通过钻孔、粗车、精车三个工步加工,钻孔时采用在尾架上装夹φ16mm的钻头手动进给,而粗车和精车则采用自动运行的办法。
粗车时用55°的内孔车刀,刀具号为T01,刀补号为01;精车时用35°的内孔车刀,刀具号为T02,刀补为02。
3.编写加工程序N10 M03 S500N20 T0101N30 G00 X0 Z3.0N40 G01 Z-30.0 F0.5N60 G01 Z-57.0N70 G00 X0N80 G00 Z-31.6N90 G01 X24.4 F0.2N100 G01 Z-50.4N110 G00 X0N120 Z3.0N130 G01 X18.3 Z3.0 F0.3N140 Z0N150 X22.0 Z-10.1N160 W-6.3N170 G02 X21.7 W-13.4 I6.45 J-6.8 N180 G03 X24.5 Z-50.4 I-11.1 J-11.0 N190 GO2 X20.8 Z-56.0 I7.55 J-5.6 N200 G01 X0N210 G00 Z200.0N220 G00 X200.0 T0100N230 T0202N240 G00 Z3.0N250 G01 X18.8 Z3.0 F0.3N260 Z0N280 W-6.3N290 G02 X22.2 W-13.4 I6.45 J-6.8N300 G03 X25.0 Z-50.4 I-11.1 J-11N310 G02 X21.3 Z-56.0 I7.55 J-5.6N320 G01 Z-58.0N330 G00 X0N340 G00 Z100.0N350 G00 X200.0 T0200N360 M05N370 M304.加工过程1)在尾架上装φ16mm的钻头,手动进给钻穿工件。
数控车床零件加工及工艺设计

数控车床零件加工及工艺设计数控车床摘要一、数控机床1、数控机床的概述2、数控机床的组成3、数控机床的特点二、数控加工技术1、数控加工技术简介2、数控加工的特点3、数控加工的技术进展4、数控加工工艺三、各部分零件工艺分析1、金属材料的分析2、各零部件的材料选择及工艺分析四、要紧零件的参数设置及加工路径分析1、概述在车床上,利用工件的旋转运动和刀具的直线运动或曲线运动来改变毛坯的形状和尺寸,把它加工成符合图纸的要求。
车削加工是在车床上利用工件相关于刀具旋转对工件进行切削加工的方法。
车削是最差不多、最常见的切削加工方法,在生产中占有十分重要的地位。
在各类金属切削机床中,车床是应用最广泛的一类,约占机床总数的50%。
车床既可用车刀对工件进行车削,又可用钻头、铰刀、丝锥和滚花刀进行钻孔、铰孔、攻螺纹和滚花等操作。
数控车削加工是现代制造技术的典型代表,随着数控技术的进展,数控机床不仅在宇航、造船、军工等领域广泛使用,而且也进入了汽车、机床等民用机械制造行业。
目前,在机械行业中,单件、小批量的生产所占有的比例越来越大,机械产品的精度和质量也在不断地提高。
因此,一般机床越来越难以满足加工周密零件的需要。
同时,由于生产水平的提高,数控机床的价格在不断下降,因此,数控机床在机械行业中的使用已专门普遍。
一、数控机床1、数控机床的概述数控机床和数控技术是微电子技术同传统机械技术相结合的产物,是一种技术密集行的产品和技术。
数控机床是一种用电子运算机和专用电子运算装置操纵的高效自动化机床。
要紧分为立式和卧式两种。
立式机床装夹零件方便,但切屑排除较慢;卧式装夹零件不是专门方便,但排屑性能好,散热快。
数控机床是依照机械加工工艺的要求,使电子运算机对整个加工过程进行信息处理与操纵,实现生产过程自动化。
较好的解决了复杂、周密、多品种、中小批量机械零件加工问题,是一种通用、灵活、高效能的自动化机床。
同时,数控技术又是柔性制造系统(FMS)、运算机集成制造系统(CLMS)的技术基础之一,是机电一体化高新科技的重要组成部分。
数控车床配合零件工艺分析与加工(一) 数控毕业设计论文
完圆,这样可以保证高的同轴度要求,并且是所用的夹具简单。分析零件可以知
道,配合件2与配合件1属于光滑表面配合,所以不适合配合后一次性加工,必
须分布加工每个配合件。分析配合件1,左端不适合装夹,所以先加工右端面圆 柱面。分析配合件2,没有特别的加工特征,因此可以随便先加工哪一端,这里
2.3.1备料: 选择一根45 X 80mm的铝棒和一根<t)45X 60mm的铝棒。
2.3.2夹具零件分析: 装夹材料,伸出50mm长,一夹一顶,先平端面,车外圆,再掉头车外圆,
车切槽,车外螺纹。
其次第二个工件,伸出40mm长,车端面,钻中心孔,用620麻花钻钻孔,
钻穿,车外圆,再车内孔。掉头车内孔,在车出内止口位,在车内螺纹。
再车内孔,用107.78°菱形内孔车刀车内圆,车至35mm出。在掉头车右侧外圆,
再用内孔刀车出内孔,最后车出内螺纹,用60°的内螺纹刀车624的螺纹,螺
距为2mm,长度为15mm的螺纹。
2.3.5零件机械加工工艺过程卡
湖南生物机电职 机械加工工艺
院
过程卡
材料 零件 1 牌 号
件号
每台 1
件数
毛 坯 种类
2
第二部分设计说明 2.1理论分析
数控技术,是指用数字、文字和符号组成的数字指令来实现一台或多台机械 设备动作控制的技术。数控是先进制造技术的基础技术,数控加工在现代化中显 示出很大的优越性。数控加工就是在对工作材料进行加工前,事先在计算机上编 写好程序,再将这些程序输入至使用计算机程序的机床指令性加工。
类零件,外轮廓较简单,采用三爪自定心卡盘装夹,需两次装夹完成。内轮廓由 内锥面构成,属装配表面,需保证其形状、尺寸和形位精度要求。该零件的难点 是内腔加工,应尽量缩短镇刀刀杆长度以增加刀具刚性,在加工中选用切削用量
数控零件加工工艺分析

毕业论文(设计)评定成绩:题目数控零件加工副标题轴套配合件的加工工艺分析性毕业设计学生姓名黄大伟年级数控08-1系别机电工程系专业数控技术指导教师王鸿波黑龙江林业职业技术学院毕业设计(论文)任务书教研室主任签字:年月日目录摘要 (5)前言 (6)1 零件的加工工艺分析 (7)1.1零件图的工艺分析 (7)1.2分析零件图纸中的尺寸 (8)1.3零件的结构工艺性分析 (8)1.4零件毛坯的选择 (9)1.5零件的安装 (9)2 数控加工工艺方案的制定 (10)2.1工序与工步的划分 (10)2.2加工机床的选择 (11)2.3刀具的选择 (11)2.4量具的选择 (13)2.5夹具的选择 (13)2.6冷却液的选择 (14)3切削用量的选择 (15)3.1切削用量的选择原则 (15)3.2背吃刀量的选择 (15)3.3确定主轴转速 (15)3.4进给量或进给速度的选择 (16)4 数控加工工艺过程卡片 (18)4.1确定加工路线 (18)4.2数控加工工艺过程卡片 (19)4.3刀具卡 (20)4.4编写程序数控加工程序 (20)5零件的加工及结果分析245.5解决方法 (25)5.1对刀 (24)5.2加工零件 (24)5.3零件加工结果 (25)5.4原因分析 (25)5.5解决方法 (25)总结 (25)致谢 (26)参考文献: (28)摘要:此次设计是对典型轴套类零件加工技术的应用及数控加工的工艺性分析,主要是对零件图的分析、毛坯的选择、零件的装夹、工艺路线的制订、刀具的选择、切削用量的确定、数控加工工艺文件的填写、数控加工程序的编写。
选择正确的加工方法,设计合理的加工工艺过程,充分发挥数控加工的优质、高效、低成本的特点。
还重点对轴套零件的加工艺进行了分析,最后对零件自检数据进行分析,和加工的结果分析。
关键字:工艺分析,加工程序,切削用量,公差前言毕业设计是专业教学工作的重要组成部分和教学过程中的重要实际性环节。
数控车床加工工艺

螺纹修复
对于不合格的螺纹,可采用螺纹修复 工具进行修复,避免报废和浪费。
04
数控车床加工工艺优化与提高
加工工艺的优化方法
1 2 3
切削参数优化
通过合理选择切削速度、进给量、切削深度等参 数,可以减少切削力、切削热和刀具磨损,提高 加工效率和加工质量。
刀具选择优化
根据加工材料、加工精度和表面质量要求,选择 合适的刀具材料和几何参数,以提高刀具寿命和 加工效率。
03
02
刀具磨损过快
04
表面粗糙度不达标
表面粗糙度不达标可能是由于切削速度过高 、进给量过大或刀具角度不合适等原因导致 的。可以降低切削速度、减小进给量,调整 刀具角度,以改善表面粗糙度。
刀具磨损过快可能与切削参数选择不当、被 加工材料硬度过高或刀具材质不合适等因素 有关。可以优化切削参数、选用适合被加工 材料的刀具材质,以降低刀具磨损速度。
率。
工件的装夹与定位
装夹方式
根据工件的几何形状、尺寸和加工要求,选择合适的装夹方式, 如三爪卡盘、四爪卡盘、液压夹具等。
定位精度
保证工件在装夹过程中的定位精度,采用合适的定位元件和辅助工 具,如定位销、定位心轴等,以减少工件的定位误差。
装夹刚度
确保装夹系统具有足够的刚度,以承受切削过程中产生的切削力, 减少工件变形和振动,提高加工精度和表面质量。
数控车床加工的应用范围
航空航天领域
数控车床加工可用于制造飞机发动机零部件 、涡轮叶片等高精度回转体零件。
精密仪器领域
数控车床加工可用于制造光学仪器、钟表、 医疗器械等精密零件。
汽车制造行业
数控车床在汽车制造过程中可用于加工发动 机缸体、曲轴、凸轮轴等关键零部件。
零件的加工工艺分析

典型零件的机械加工工艺分析本章要点本章介绍典型零件的机械加工工艺规程制订过程及分析,主要内容如下:1.介绍机械加工工艺规程制订的原则与步骤。
2.以轴类、箱体类、拨动杆零件为例,分析零件机械加工工艺规程制订的全过程。
本章要求:通过典型零件机械加工工艺规程制订的分析,能够掌握机械加工工艺规程制订的原则和方法,能制订给定零件的机械加工工艺规程。
§4.1 机械加工工艺规程的制订原则与步骤§4.1.1机械加工工艺规程的制订原则机械加工工艺规程的制订原则是优质、高产、低成本,即在保证产品质量前提下,能尽量提高劳动生产率和降低成本。
在制订工艺规程时应注意以下问题:1.技术上的先进性在制订机械加工工艺规程时,应在充分利用本企业现有生产条件的基础上,尽可能采用国内、外先进工艺技术和经验,并保证良好的劳动条件。
2.经济上的合理性在规定的生产纲领和生产批量下,可能会出现几种能保证零件技术要求的工艺方案,此时应通过核算或相互对比,一般要求工艺成本最低。
充分利用现有生产条件,少花钱、多办事。
3.有良好的劳动条件在制订工艺方案上要注意采取机械化或自动化的措施,尽量减轻工人的劳动强度,保障生产安全、创造良好、文明的劳动条件。
由于工艺规程是直接指导生产和操作的重要技术文件,所以工艺规程还应正确、完整、统一和清晰。
所用术语、符号、计量单位、编号都要符合相应标准。
必须可靠地保证零件图上技术要求的实现。
在制订机械加工工艺规程时,如果发现零件图某一技术要求规定得不适当,只能向有关部门提出建议,不得擅自修改零件图或不按零件图去做。
§4.1.2 制订机械加工工艺规程的内容和步骤1.计算零件年生产纲领,确定生产类型。
2.对零件进行工艺分析在对零件的加工工艺规程进行制订之前,应首先对零件进行工艺分析。
其主要内容包括:(1)分析零件的作用及零件图上的技术要求。
(2)分析零件主要加工表面的尺寸、形状及位置精度、表面粗糙度以及设计基准等;(3)分析零件的材质、热处理及机械加工的工艺性。
数控车床轴类零件加工工艺分析
1.2.2根据精度等级确定最终加工,分析加工方法
图纸中表明所有表面粗糙度均为Ra3.2μm。
精度等级要求:图纸中精度最高尺寸为 等级为IT8。
mm,查阅标准公差数值表得该尺寸精度
查阅轴类零件的加工方法得以上两要求可以用粗车→半精车保证。
初步拟定加工方案:粗车→半精车(经济精度IT8-9,表面粗糙度Ra6.3-3.2μm),以零件 右端开始:
9
切断
切工件左侧倒
角并切断工件
10
去毛刺、
入库
刀具
T0101
T0101 T0101
T0101 T0101 T0101
T0101 T0101
转速
600r/min
600r/min 600r/min
600r/min 800r/min 600r/min
800r/min 500r/min
进给
1.0mm/r
1.0mm/r 1.2mm/r
1.2mm/r 1.5mm/r 1.2mm/r
1束调头
·数控车削加工刀具卡片
产品 名称 或代 号 序号
1
刀具号 T0101
刀具规格名称 35度外圆车刀
零件名称
数量 1把
零件图号
加工表面 车端面及粗,精车轮廓
刀尖半径 0.1
备注
·数控加工工序卡片
单位
工序简图
工步号 1 2 3 4 5 6 7 8 9
编制
数控加工工序卡片
如走刀路线图
工步作业内容 粗车Φ 38的外圆柱面
粗车Φ 30右端面 粗车Φ 30外圆柱面 粗车Φ 26的外圆柱面 粗车Φ 30的右端面 粗车R73的凸圆弧面 粗车Φ 38的左端面 粗车R17的凹圆弧面
数控车削加工工艺与分析
数控加工工艺分析的一般步骤与 方法
10.工艺加工路线的确定
工艺加工路线是指数控加工过程中 刀位点相对于被加工零件的运动轨迹。 编程时,确定工艺加工路线的原则是: (1)保证零件的加工精度和表面粗糙度; (2)方便数值计算,减少编程工作量; (3)缩短加工运行路线,减少空运行行程。
数控车削工艺
1. 选择正确数控车削加工内容
(c)“矩形”进给路
数控加工工艺分析的一般步骤与 方法
5. 零件的安装
1、设计基准、工艺基准和编程计算基准统一。 2、尽量减少装夹次数,尽可能在一次定位装夹 后,加工出全部待加工表面。 3、避免采用占机人工调整加工方案,以便能充 分发挥出数控机床的效能。
数控加工工艺分析的一般步骤与 方法
6. 夹具的选择
3. 加工方法的选择与加工方案的确定 1.加工方法的选择 数控车削内、外回转表面的加工方案的确定,应 注意以下几点。 (1)加工精度为IT8~IT9级、表面粗糙度Ra1.6~3.2 m、 除淬火钢以外的常用金属,可采用普通型数控车床,按粗车、 半精车、精车的方案加工。 (2)加工精度为 IT6~IT7级、表面粗糙度Ra0.2~0.63 m、 除淬火钢以外的常用金属,可采用精密型数控车床,按粗车、 半精车、精车、细车的方案加工。 (3)加工精度为IT5级、表面粗糙度Ra<0.2 m的除淬火 钢以外的常用金属,可采用高档精密型数控车床,按粗车、 半精车、精车、精密车的方案加工。
只需确定每次背吃刀量 也需计算粗车时终刀距S。 ap ,而不需计算终刀距 , 按此种加工路线,刀具切 编程方便。但在每次切 削运动的距离较短,精车 削中背吃刀量 是变化的 , 时背吃刀量相同。 且刀具切削运动的路线 较长。
数控加工工艺分析的一般步骤与 方法
数控车床零件图15加工及工艺分析
数控车床零件图(15)加工及工艺分析作者:李沂摘要:当前数控技术的发展速度很快,作为一个机加工行业的人来说做好一份设计是非常重要的。
根据零件图纸的要求,从材料的选择,刀具的选用,装夹方案的确定,加工路线的设计,数值的计算,加工参数的设定,程序的编写,仿真加工,最后加工出符合零件图纸尺寸要求和形状要求的产品。
关键字:数控 , 加工 ,工艺分析 , 刀具一、课程设计的目的课程设计是在学完本专业所设的相关课程,并进行生产实习的基础上检查学生所学的基础理论知识与实际生产经验相结合的能力。
它要求学生较全面地综合运用本专业及其有关课程的理论和实践知识,进行相应科目的课程设计。
本课程设计是数控加工工艺与编程课程设计,具体设计内容为:根据给定工件图纸,编写加工工艺规程,并说明工艺装备仪器和各项参数的计算和选取方法。
其设计目的在于:1、培养学生运用机械制造工艺学与所涉及的有关课程(机械制造基础与实践、机械设计基础、互换性与检测技术、机械制图、AutoCAD、数控机床等)的知识,结合生产实习中掌握的实践技能,独立地分析和解决工艺问题,编写工艺规程的能力。
2、培养学生熟悉并运用有关手册、规范、图表等技术资料的能力。
3、进一步巩固和加深学生识图、计算机绘图、参数计算、数控编程和编写技术文件等基本技能。
二、数控机床故障诊断与维修随着电子技术和自动化技术的发展,数控技术的应用越来越广泛。
以微处理器为基础,以大规模集成电路为标志的数控设备,已在我国批量生产、大量引进和推广应用,它们给机械制造业的发展创造了条件,并带来很大的效益。
但同时,由于它们的先进性、复杂性和智能化高的特点,在维修理论、技术和手段上都发生了飞跃的变化。
数控维修技术不仅是保障正常运行的前提,对数控技术的发展和完善也起到了巨大的推动作用,因此,目前它已经成为一门专门的学科。
另外任何一台数控设备都是一种过程控制设备,这就要求它在实时控制的每一时刻都准确无误地工作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控车床零件图(15)加工及工艺分析作者:李沂摘要:当前数控技术的发展速度很快,作为一个机加工行业的人来说做好一份设计是非常重要的。
根据零件图纸的要求,从材料的选择,刀具的选用,装夹方案的确定,加工路线的设计,数值的计算,加工参数的设定,程序的编写,仿真加工,最后加工出符合零件图纸尺寸要求和形状要求的产品。
关键字:数控 , 加工 ,工艺分析 , 刀具一、课程设计的目的课程设计是在学完本专业所设的相关课程,并进行生产实习的基础上检查学生所学的基础理论知识与实际生产经验相结合的能力。
它要求学生较全面地综合运用本专业及其有关课程的理论和实践知识,进行相应科目的课程设计。
本课程设计是数控加工工艺与编程课程设计,具体设计内容为:根据给定工件图纸,编写加工工艺规程,并说明工艺装备仪器和各项参数的计算和选取方法。
其设计目的在于:1、培养学生运用机械制造工艺学与所涉及的有关课程(机械制造基础与实践、机械设计基础、互换性与检测技术、机械制图、AutoCAD、数控机床等)的知识,结合生产实习中掌握的实践技能,独立地分析和解决工艺问题,编写工艺规程的能力。
2、培养学生熟悉并运用有关手册、规范、图表等技术资料的能力。
3、进一步巩固和加深学生识图、计算机绘图、参数计算、数控编程和编写技术文件等基本技能。
二、数控机床故障诊断与维修随着电子技术和自动化技术的发展,数控技术的应用越来越广泛。
以微处理器为基础,以大规模集成电路为标志的数控设备,已在我国批量生产、大量引进和推广应用,它们给机械制造业的发展创造了条件,并带来很大的效益。
但同时,由于它们的先进性、复杂性和智能化高的特点,在维修理论、技术和手段上都发生了飞跃的变化。
数控维修技术不仅是保障正常运行的前提,对数控技术的发展和完善也起到了巨大的推动作用,因此,目前它已经成为一门专门的学科。
另外任何一台数控设备都是一种过程控制设备,这就要求它在实时控制的每一时刻都准确无误地工作。
任何部分的故障与失效,都会使机床停机,从而造成生产停顿。
因而对数控系统这样原理复杂、结构精密的装置进行维修就显得十分必要了。
尤其对引进的CNC机床,大多花费了几十万到上千万美元。
在许多行业中,这些设备均处于关键的工作岗位,若在出现故障后不及时维修排除故障,就会造成较大的经济损失。
我们现有的维修状况和水平,与国外进口设备的设计与制造技术水平还存在很大的差距。
造成差距的原因在于:人员素质较差,缺乏数字测试分析手段,数域和数域与频域综合方面的测试分析技术等有待提高等等。
下面我们从现代数控系统的基本构成入手,探讨数控系统的诊断与维修。
1、数控系统的构成与特点目前世界上的数控系统种类繁多,形式各异,组成结构上都有各自的特点。
这些结构特点来源于系统初始设计的基本要求和工程设计的思路。
例如对点位控制系统和连续轨迹控制系统就有截然不同的要求。
对于T系统和M系统,同样也有很大的区别,前者适用于回转体零件加工,后者适合于异形非回转体的零件加工。
对于不同的生产厂家来说,基于历史发展因素以及各自因地而异的复杂因素的影响,在设计思想上也可能各有千秋。
例如,美国Dynapath系统采用小板结构,便于板子更换和灵活结合,而日本FANUC系统则趋向大板结构,使之有利于系统工作的可靠性,促使系统的平均无故障率不断提高。
然而无论哪种系统,它们的基本原理和构成是十分相似的。
一般整个数控系统由三大部分组成,即控制系统,伺服系统和位置测量系统。
控制系统按加工工件程序进行插补运算,发出控制指令到伺服驱动系统;伺服驱动系统将控制指令放大,由伺服电机驱动机械按要求运动;测量系统检测机械的运动位置或速度,并反馈到控制系统,来修正控制指令。
这三部分有机结合,组成完整的闭环控制的数控系统。
控制系统主要由总线、CPU、电源、存贮器、操作面板和显示屏、位控单元、可编程序控制器逻辑控制单元以及数据输入/输出接口等组成。
最新一代的数控系统还包括一个通讯单元,它可完成CNC、PLC的内部数据通讯和外部高次网络的连接。
伺服驱动系统主要包括伺服驱动装置和电机。
位置测量系统主要是采用长光栅或圆光栅的增量式位移编码器。
数控系统的主要特点是:可靠性要求高:因为一旦数控系统发生故障,即造成巨大经济损失;有较高的环境适应能力,因为数控系统一般为工业控制机,其工作环境为车间环境,要求它具有在震动,高温,潮湿以及各种工业干扰源的环境条件下工作的能力;接口电路复杂,数控系统要与各种数控设备及外部设备相配套,要随时处理生产过程中的各种情况,适应设备的各种工艺要求,因而接口电路复杂,而且工作频繁。
2、现代数控系统维修工作的基本条件维修工作开展得好坏首先取决于人员条件。
维修工作人员必须具备以下要求:(1)、高度的责任心与良好的职业道德;(2)、知识面广,掌握计算机技术、模拟与数字电路基础、自动控制与电机拖动、检测技术及机械加工工艺方面的基础知识与一定的外语水平;(3)、经过良好的技术培训,掌握有关数控、驱动及PLC的工作原理,懂得CNC编程和编程语言;(4)、熟悉结构,具有实验技能和较强的动手操作能力;(5)、掌握各种常用(尤其是现场)的测试仪器、仪表和各种工具。
3、在维修手段方面应具备的条件(1)、准备好常用备品、配件;(2)、随时可以得到微电子元器件的实际支援或供应;(3)、必要的维修工具、仪器、仪表、接线、微机。
最好有小型编程系统或编程器,用以支援设备调试;(4)、完整资料、手册、线路图、维修说明书(包括CNC操作说明书)以及接口、调整与诊断、驱动说明书,PLC说明书(包括PLC用户程序单),元器件表格等。
3、维修前的准备接到用户的直接要求后,应尽可能直接与用户联系,以便尽快地获取现场信息、现场情况及故障信息。
如数控机床的进给与主轴驱动型号、报警指示或故障现象、用户现场有无备件等。
据此预先分析可能出现的故障原因与部位,而后在出发到现场之前,准备好有关的技术资料与维修服务工具、仪器备件等,做到有备而去。
4、现场维修现场维修是对数控机床出现的故障(主要是数控部分)进行诊断,找出故障部位,以相应的正常备件更换,使机床恢复正常运行。
这过程的关键是诊断,即对系统或外围线路进行检测,确定有无故障,并对故障定位指出故障的确切位置。
从整机定位到插线板,在某些场合下甚至定位到元器件。
这是整个维修工作的主要部分。
三、工艺分析1、毛坯料的选择根据图纸尺寸毛坯直径为ø40mm,毛坯长度为120mm,所以选择毛坯直径为ø45mm,毛坯长度150mm的圆棒料,材料为Q2352、刀具的选择T01为D形刀片R方向的93度外圆车刀,T02为刀宽为3的外切槽刀,T03为D形刀片L方向的93度外圆车刀,T04为外螺纹车刀,具体见表1。
表1:数控加工刀具卡片3、夹具及装夹方案的确定(1)夹具三爪自动定心卡盘(2)装夹方案圆柱毛坯外圆规整,用三爪自动定心卡盘夹紧毛坯外圆,限制四个自由度,零件处于不完全定位状态,其轴向移动和绕自身轴心线转动2个自由度未被限制,但不影响加工要求。
为保证轴向和径向的尺寸公差要求,使加工、切断零件不干涉,毛坯应露出长度133mm。
完成之后再掉头装夹。
由于R18圆弧两测又连接R4、R8的圆弧,为使刀具在走刀过程中不产生干涉,应该用左、右偏刀分别加工这三段圆弧。
四、加工路线的确定该零件分九个工步来完成,T01切断面、加工R18圆弧的右半部分、掉头后的整个外圆,先粗车后精车;T02切槽,先切螺纹的退刀槽,槽深ø26,然后再在Z-90和Z-65处切两个深为2-4mm的槽,用来掉头后的对刀和加工圆弧时的进刀;T03加工R18圆弧的左半部分,先粗车后精车;T04精车M30×0.75-6g的螺纹,具体数据见表2。
表2:数控加工工序卡片五、计算编程尺寸各节点或基点坐标通过CAD或CAM绘图软件进行捕捉而得到。
螺纹的尺寸计算如下:牙深=0.649×0.75=0.48675导程=螺距=0.75总吃刀量=0.649×2×0.75=0.9735螺纹深度:24-1.08×0.75六、加工参数的设定1、切削用量粗车:主轴转速1000r/min,进给速度0.2mm/r,背吃刀量1.6mm精车:主轴转速1000r/min,进给速度0.1mm/r,背吃刀量0.5mm切断:主轴转速500r/min,进给速度0.05mm/r,背吃刀量0.5mm 2、工件坐标系的设定选取工件的右端面的中心点为坐标原点七、编写加工程序%O0015;G97G99G40G90F1.5;M03S1000;T0101;G00X60.0Z1.0; (循环的起点)G71U2.0R1.0;G71P01Q02U10.0W2.0;N01G00X26.0Z1.0; (精加工的起点)G01X30.0Z-2.0;G01Z-30.0;G01X26.0;G01Z-34.0;G02X47.985Z-38.0R6.0;G01X55.985;G01X59.985Z-42.0;N02G01Z-90.0;G70P01Q02; (精加工)G00Z100.0T0000;T0202;G00X65.0.0Z1.0;G01X56.0Z-65.0;G01X65.0;G01X56.0Z-68.0;G01X65.0;G00Z-30.0;G01X26.0;G01X61.0;G00Z100.0T0000;T0303;G00X60.0Z1.0;G73U2.0W1.0R5; (仿形循环)N03G00X66.498Z-59.986;G01X54.0Z-65.0;G02X53.978Z-64.369R18.0;G02X46.854Z-57.063R10.0;G03X52.0Z-50.0R4.0;N04G01X59.9985;G70P03Q04;G00Z100.0T0000;T0404; (螺纹的加工)G00X60.0Z1.0;G00X31.0Z1.5;G92X29.5Z-31.5F1.5; (螺纹循环加工) X29.0;X28.8;X28.7;X28.625;X28.525;G00Z100.0T0000;T0101; (掉头加工)G00X60.0Z1.0;G73U2.0W1.0R5;N05G00X66.498Z-58.986; G03X53.978Z-65.631R18.0; G03X46.854Z-72.837R10.0; G02X52.0Z-80.0R4.0;G01X55.866;G03X59.9985Z-82.0R2.0; N06G01X61.0;G70P05Q06;G00Z100.0T0000;M05;M30;%外文翻译(CAM)CAM started with NC in 1949 at MIT. This project, sponsored by the U. S. Air Force , was the first application of computer technology to control the operation of a milling machine.Standard NC machine greatly reduced the machining time required to produce a part or complete a production run of parts, but the overall operation was still time-consuming. Tape had to be prepared for the part, editing the program would result in making a new tape, and tapes had to be rewound each time a part was completed. With this in mind, the machine manufacturers added a computer to the existing NC machine, introducing the beginning of CNC.The addition of the computer greatly increased the flexibility of the machine tool. The parts program was now run from the computer’s memory inste ad of from a tape that had to be rewound . Any revisions or editing of the program could be done at the machine, and changes could be stored.As the machine tool manufacturers continued to improve the efficiency of their machine, the com-puter capabilities were greatly increased to programmable microprocessors, and many time-saving devices were introduced to increase the machine’s cutting tine and reduce downtime. Some of these machine op-tions are automatic tool changers, parts loader and unloaders, chip conveyors, tool wear monitors, in-process gaging and robots –which brings us to today’s machine centers.CAM uses all the advanced technologies to automate the operations in manufacturing and handle the date that drives the process. The tools of CAM include computer technologies,CAE, and robotics. CAM uses all these technologies to join the process of design with automated production machine tools, material handling equipment, and control systems. Without computers, the most important tool in industry, the productivity equipment, and control systems. Without computers, the most important tool in industry, the productivity of the United States would be in serious trouble. Computers help people to become more productive and to do things that would almost be impossible without them.CAM ties together all the major functions of a factory. The manufacturing or production operations are joined togeth-er with the process planning, production scheduling, material handling, inventory control, product inspection, machinery control, and maintenance to from a total manufacturing system.A CAM system generally contains three major divisions:Manufacturing: The physical operation of controlling the machine tools, material handling equip-ment, inspection operations, etc . , in order to produce the parts required.Engineering: The process which involves design and engineering activities to ensure that the parts are designed properly in order to function as required.Management: the information such as scheduling, inventory control, labor, and manufacturing costs, and all the date required to control the entire plant.CAM increases the productivity and versatility of machine tools. Before the introduction of NC and CAM, most machine tools were cutting metal only about 5percent of the time. The automated systems available now cut metal about 70 percent of the time, and the goal is to come as close as possible to hav-ing them remove metal 100 percent of the available time.计算机辅助制造随着数控技术的发展,计算机辅助制造(CAM)于1949年在美国马省理工学院问世,这一项由美国空军资助的项目是计算机控制技术在控制铣床中的首例应用。