S7200PLC 和微型打印机应用实例
PLC在印刷与包装行业中的应用案例
PLC在印刷与包装行业中的应用案例PLC(可编程逻辑控制器)是一种专门用于工业自动化控制的设备,它已经广泛应用于印刷与包装行业。
本文将介绍两个PLC在印刷与包装行业中的应用案例,分别是“自动喷墨打印机控制系统”和“自动包装机控制系统”。
一、自动喷墨打印机控制系统自动喷墨打印机是印刷行业中常见的设备,它可以在印刷对象上直接喷墨,实现标识、打码等功能。
要实现自动化的喷墨打印,就需要一个PLC控制系统。
在这个案例中,PLC控制系统主要完成以下功能:1. 与喷墨打印机进行通信:PLC通过与喷墨打印机连接,实现与喷墨打印机的通信和控制。
2. 信号检测与处理:通过传感器检测印刷对象的位置和状态,并将信号传输给PLC进行处理。
3. 打印数据管理:PLC存储和处理打印数据,包括文字、图案、条形码等,通过与上位机或数据存储设备的通信实现数据的读取和传输。
4. 喷墨控制:基于打印数据和信号检测结果,PLC控制喷墨打印机按照设定的位置、速度、喷墨时间等参数进行喷墨操作。
5. 异常处理:当发生异常情况时,如喷墨打印机故障、印刷对象缺失等,PLC能够及时发出报警,并采取相应措施。
通过PLC控制系统的应用,自动喷墨打印机在印刷行业中实现了高效、精确的印刷操作,提高生产效率和质量,降低了人力成本和人为错误的风险。
二、自动包装机控制系统自动包装机是包装行业中常见的设备,它可以根据预设的程序和参数,自动完成物品的装箱、封箱、封口等工作。
PLC控制系统在自动包装机中发挥着重要作用。
在这个案例中,PLC控制系统主要完成以下功能:1. 运动控制:PLC通过接收信号,控制自动包装机的运动部件,如输送带、夹具、机械臂等,实现包装过程中的物品传送、定位、抓取、放置等操作。
2. 运行状态监测:通过传感器检测自动包装机的运行状态和物品位置,将信号传输给PLC进行实时监测和处理。
3. 包装参数设置:PLC存储和管理包装参数,如包装物尺寸、形状、数量等,根据物品不同的要求和包装方式,设置合适的参数。
PLC_S7_200_在实训课中的应用

到原位。
( 6) A 缸 的 退 回 。 S0.5 被 激 活 后 , SM0.0 置 1,
Q0.0 输 出 高 电 位 , 电 磁 阀 线 圈 YA1 得 电 , A 缸 退 回 ,
位 置 开 关 SQ1 接 通 , I0.1 高 电 位 , 激 活 S0.1, 为 系 统
的 下 一 次 起 动 做 好 准 备 , 同 时 自 动 将 原 工 作 状 态 S0.5
1.设 计 要 求 ( 1) A 缸在原位完全伸出; ( 2) B 缸完全伸出; ( 3) 外接电动机运行 10 秒后停止; ( 4) A 缸退回至原位; ( 5) B 缸退回至原位; 2.工 步 图 如图 2。
图 1 多功能控制盘各元器件布置
路的保护及电源开关, 也是控制电动机电路 (外接) 的总 开关;单相断路器是控制回路的保护及电源开关, 并设有 漏电保护功能, 操作时更有效地保证操作者的人身安全。 直 流 电 源 为 双 路 CD24V 开 关 电 源 , 供 PLC 及 直 流 继 电 器组的电源, 直流继电器组 ( K1- K10) 受控于 PLC 开关 量 输 出 , 直 流 继 电 器 组 分 别 控 制 接 触 器 KM1- KM4 和 两 个电磁阀动作。电磁阀 A 是三位四通电磁阀而电磁阀 B 则是二位四通电磁阀, 电磁阀 A 控制气缸 A 的运动, 电 磁阀 B 控制气缸 B 的运动, 气动源是由外设气泵所提供
受 步 的 清 零 命 令 控 制 ) 并 输 出 高 电 位 , 电 磁 阀 线 圈 YB1
得 电 B 缸 伸 出 , B 缸 到 位 后 , 位 置 开 关 SQ4 接 通 , I0.4
高 电 位 , 激 活 S0.3, 同 时 自 动 将 原 工 作 状 态 S0.2 清 零 ,
西门子S7-200PLC指令简介及实例分析.

RRW OUT ,N
RRD OUT , N
IN : VB, IB, QB, MB, SB, SMB, LB, AC, 常量。 OUT : VB, IB, QB, MB, SB, SMB, LB, AC 。 数据类型:字节
IN : VW, IW, QW, MW, SW, SMW, LW, T, C, AIW, AC, 常 量。 OUT : VW, IW, QW, MW, SW, SMW, LW, T, C, AC 。 数据类型:字
后取余数),其结果 0-31 为实际移动位数。 ( 4)使 ENO = 0 的错误条件: 0006(间接寻址错误) , SM4.3 (运行时间) 。
表 5-6 循环左、右移位指令格式及功能
LAD
STL 操作 数及 数据 类型
功能
RLB OUT ,N
RLW OUT ,N
RLD OUT , N
RRB OUT ,N
LAD
STL 操作 数及 数据 类型
BMB IN ,OUT
BMW IN , OUT
BMD IN ,OUT
IN : VB, IB, QB, MB, SB, IN : VW, IW, QW, MW, SW, IN/ OUT :VD, ID, QD, MD,
SMB, LB 。
SMW, LW, T, C, AIW 。
存储器输出。在传送过程中不改变数据的大小。传送后,输入存储器
IN 中的内容不变
使 ENO = 0 即使能输出断开的错误条件是: SM4.3 (运行时间) ,0006 (间接寻址错误) 。 【例 5-1】将变量存储器 VW10 中内容送到 VW100 中。程序如图 5-1 所示。
LD
I0.1
MOVW VW10, VW100
西门子S7-200 PLC在电厂小型设备中的应用

程 的手 持 编 程 器 的性 价 比最 高 ,出 于价 格 考 虑 本 设 备 采 用 相 对 便 宜 的 P 7 2型 手 持 编程 G0 器 ,型 号 为 6 S 0 E 772—0 A 1 Y 。 A 0 —0 A0 P C程序运 行是 从起 始地址 0 0 开 始到最 L 00 后 一 条 地址 ( E D指 令 ) 即 N ,做 反 复式 巡 回扫 描 ,严格 按梯 形 图 、逻辑 图逻 辑 行顺 序 和逻辑 行逻 辑元 素 的排列 自上 而下 ,从 左 到右逐 字逐 句处 理程 序 。这样 ,继 电器 控制 系统 很难解 决
的结 点竞 争及 延 时继 电器不精 确 的现 象就 不会 产生 ,从而 保证 了控制 系统 的可靠性 。 过 流 检 测 通 过 数 据 传 送 语 句 M V 及 比 OW 较 语 句 L W ≥来 实 现 。根 据 电流 变 送 器 检 测 D 的电流 大 小 ,输 出 4~2 A模 拟 信 号送 人 扩 Om 展模 块 E 3 输 入 端 ,当 此信 号 大 于 给定 值 M 21 时 得 出过 流 信 号 , 同 时该 信 号 必 须 考 虑 到 电 机 起 动 时 的正 常 电流 峰 值 ,为 了 达 到 上 述 控 制 要 求 ,在 程 序 中增 加 延 时 回路 以 避 开 此 峰
较 复 杂 的 小 型设 备 来 说 ,微 型 可 编 程 序 控 制 器 紧 凑 的 设 计 、 良好 的 扩 展 性 、低 廉 的 价 格 、 强 大 的指 令 以及 较 高 的可 靠 性 和 简 便 的
运 行 ,反 转 运 行 一 段 时 间 后 ,恢 复 正 向 运 行 ,若 再 次 卡 堵 ,重 复 以上 步 骤 。 即 正 反 转 ’ 交替 反复 3 ,一 般能 够排 除故 障 ,而后 即能 次 继 续 正 常 运 转 ,如排 除 不 了则 发 出故 障 报 警 信号 ,进行 人 工处 理 。 控 制 程 序 框 图 如 图 1所 示 , 程 序 开 始
s7-200计件实验

S7-200计件实验实验目的本实验旨在通过S7-200 PLC(可编程逻辑控制器)对计件实验进行控制和监测,以了解PLC的基本概念和运作原理,并提升学生在工业自动化领域的实际操作能力。
实验仪器和材料•Siemens S7-200 PLC•计件机•传感器•操作面板•电缆•电源实验原理S7-200是西门子公司推出的一种低端PLC,具有简单、灵活、易用的特点。
它通常用于小规模的自动化控制系统,如计件实验等。
在计件实验中,我们使用计件机来计数并记录产品的数量。
通过传感器和PLC的连接,我们可以将传感器的信号输入到PLC中,PLC再根据设定的逻辑程序控制计件机进行计数和显示。
实验步骤1.首先,将PLC的电源和计件机的电源接入,并确保电源连接正确。
2.连接传感器和PLC,将传感器的输出信号接入PLC的输入端口(通常为I/O口)。
3.使用适配的编程软件进行PLC的编程,根据实验要求设置适当的计数逻辑和显示方式。
4.将编写好的PLC程序下载到PLC中,确保程序成功加载。
5.正式开始计件实验,观察计件机的计数情况和PLC 的显示效果。
6.根据实验要求调整计数逻辑和显示方式,再次进行实验。
7.实验结束后,关闭计件机和PLC的电源,拔出相关连接。
实验注意事项1.在操作PLC时,遵循正确的操作顺序和安全规范,以免造成电路短路或其他意外情况。
2.调试PLC程序时,谨慎设置逻辑条件和输出信号,以避免错误操作。
3.串联连接过程中,确保接线正确,避免反向插入或松动连接。
4.实验结束后,及时断开电源,并保存实验数据和编程文件。
实验结果分析通过这次实验,我们可以掌握PLC的基本操作和编程技巧,了解计件实验的原理和方法。
通过计数机和PLC的互联互通,我们可以实现实时监测和控制产品数量,提高生产效率和品质。
实验总结本实验通过S7-200 PLC对计件实验进行控制和监测,掌握了PLC的基本概念和运作原理。
通过实际操作,我们对PLC的编程和调试有了更深的理解,同时也了解了计件实验的应用场景和意义。
西门子S7-200 PLC指令简介及实例分析

数据处理、运算指令及应用本章要点●数据传送、字节交换、字节立即读写、移位、转换指令的介绍、应用及实训●算术运算、逻辑运算、递增/递减指令的介绍、应用及实训●表的定义、填表指令、表取数指令、填充指令、表查找指令的介绍5.1 数据处理指令5.1.1 数据传送指令1. 字节、字、双字、实数单个数据传送指令MOV数据传送指令MOV,用来传送单个的字节、字、双字、实数。
指令格式及功能如表5-1所示。
表5-1单个数据传送指令MOV指令格式使ENO = 0即使能输出断开的错误条件是:SM4.3(运行时间),0006(间接寻址错误)。
【例5-1】将变量存储器VW10中内容送到VW100中。
程序如图5-1所示。
LD I0.1MOVW VW10, VW100图5-1 例5-1题图2. 字节、字、双字、实数数据块传送指令BLKMOV数据块传送指令将从输入地址IN 开始的N 个数据传送到输出地址OUT 开始的N 个单元中,N 的范围为1至255,N 的数据类型为:字节。
指令格式及功能如表5-2所示。
表5-2 数据传送指令BLKMOV 指令格式使ENO= 0的错误条件:0006(间接寻址错误)0091(操作数超出范围)。
【例5-2】程序举例:将变量存储器VB20开始的4个字节(VB20- VB23)中的数据,移至VB100开始的4个字节中(VB100-VB 103)。
程序如图5-2所示。
LAD STLLD I0.0BMB VB20 ,VB100, 4图5-2 例5-2图程序执行后,将VB20~VB23中的数据30、31、32、33送到VB100~VB103。
执行结果如下:数组1数据 30 31 32 33数据地址 VB20 VB21 VB22 VB23块移动执行后:数组2数据 30 31 32 33数据地址 VB100 VB101 VB102 VB1035.1.2 字节交换、字节立即读写指令1. 字节交换指令字节交换指令用来交换输入字IN 的最高位字节和最低位字节。
S7-200PLC子程序指令及应用实例

S7-200PLC子程序指令及应用实例S7-200 PLC把程序主要分为三大类:主程序、子程序和中断程序。
在实际应用中有些程序内容可能被反复使用,对那些需要经常执行的程序段,可设计成子程序的形式,并为每个子程序赋以不同的编号,在程序执行的过程中,可随时调用某个编号的子程序。
子程序的优点在于它可以用于对一个大的程序进行分段及分块,使其成为较小的更易管理的程序块。
程序调试、程序检查和程序维护时,可充分利用这项优势。
子程序只在需要时才被调用、执行。
这样就可以更有效地使用PLC,充分利用CPU的时间。
1)子程序的建立。
可以采用下列方法创建子程序:·在编辑环境的程序块中点击鼠标右键,选择“插入子程序SBR_n”(n的范围为:0~63)。
·从编辑菜单中,选择插入子程序SBR_n。
只要插入了子程序,程序编辑器底部就将出现一个新标签,标志新的子程序名。
此时,可以对新的子程序编程。
2)为子程序定义参数根据子程序有无参数,可以将子程序分为有参子程序和无参子程序,如果该子程序带有参数,就要使用该子程序的局部变量表来定义参数。
S7-200为每个程序都安排了局部变量表,必须利用选定该子程序后出现的局部变量表为该子程序的局部变量,S7-200对其局部变量参数有以下规定:·子程序在带参数调用时,最多可以带16个参数。
每个参数包含变量名、变量类型和数据类型。
这些参数在子程序的局部变量表中进行定义。
·变量名由不超过8个字符的字母和数字组成,但第一个字符必须是字母。
·变量类型:在子程序带参数调用时可以使用4种变量类型,根据数据传递的方向,依次安排这些变量类型在局部变量表中的位置,包含:①IN类型(传入子程序型)。
②IN/OUT类型(传入/传出子程序型,调用子程序时,将指定地址的参数传入子程序,子程序执行结束时,将得到的结果值返回达到同一个地址)。
③OUT类型(传出子程序型)。
④TEMP类型(暂时型,用于在子程序内部暂时存储数据,不能用来与主程序传递参数数据)。
用S7-200编程的五个实例的解析

用S7-200编程的五个实例的解析wyb2866255建议删除该贴!! | 收藏| 回复| 2010-09-23 23:12:23楼主本文用S7-200编写的五个实例是根据网上网友的求助编写的,供大家参考。
1、一网友求助:“本人是PLC新手,刚学习不到一个月,现有一个项目~~ 要对目标信号进行检测计数~~ 信号为24V直流~~ 每隔一定的时间进行信号端检测,如果为“1”即有信号,则对信号进行计数,并最终输出总共检测到的“1”的数目~~ 如果在某一次时,没有检测到信号,则立即停止工作,输出已经检测到的“1”的数目,并输出报警信号~~ 要怎么实现呢?这里检测的是一个系统的返回信号,它只在特定的时间间隔上出现,这个时间间隔是已知的,不用去考虑~~如果在时间点上没有检测到,则证明系统故障~~为了是检测系统寿命~~急切PS:采用西门子S7-200系列PLC,STEP7 V4.0 SP6,组态王6.53,进行上述测试~~如果能有梯形图程序就不胜感激了~邮箱****************回复:按着你的要求,编写如下梯形图,在组态王数据词典里建立I/O整数字变量VW100,设可读方式,再设I/O字节变量M2,其BIT(M2,1)为系统启动工作位,BIT(M2,2)为报警输出位。
在运行时,组态王时时从PLC读取VW100及MB2的数据,出现报警,系统工作停止,此时的VW100值,即为报警前返回信号次数,系统检查完毕始终未出现报警,按下停止按钮,此时的VW100值即为最终检测返回信号值。
2、一网友提出:“谢谢楼主,对我这个新手来说真是好东西。
请教楼主用一个按钮控制电机正反转用S7-200怎么做,考虑了很久不太清楚,请您详细讲解一下,谢谢。
”我的回复:按着你的要求,我给你编了S7-200梯形图,用一个按钮起动电机正反转,又增加一个自锁按钮作为电机工作停止开关。
其工作原理:I1.1为自锁按钮,抬起位,其常闭触点闭合,使M2.0、M2.1、M2.2、M2.3皆为0状态,此时即使按I1,0启动按钮,SR触发器也不会反转,故电机停止不动。
S7-200_PLC功能指令应用及实例分析
(3)线圈不能直接与左母线相连。如果需要,可以通过特殊内部标志位 存储器SM0.0(该位始终为1)来连接,如图所示。
a)不正确
b)正确
(4)适当安排编程顺序,以减少程序的步数。 1)串联多的支路应尽量放在上部,如图所示。
s7-200典型程序例子

S7-200 应用示例本章概述H.1 模拟电位器概述本例包含了有关SIMATIC S7-200 的模拟电位器(POT)的使用信息。
电位器的位置转换为0 至255 之间的数字值,然后,存入两个特殊存储器字节SMB28 和SMB29中,分别对应电位器0和电位器1 的值。
需要一把小螺丝刀用以调整电位器的位置。
本应用示例介绍了使用模拟电位器调整定时器设定值的三种方案。
例图模拟电位器程序和注释方案1说明了用模拟电位器对定时器设定值进行细调的方法。
首先通过程序中的偏移量(本例中为20ms )对定时器进行粗调,然后再用电位器能把定时器的设定值精确地调整到满意的设置。
每个定时器周期之后,执行子程序1中的指令,把POT 0的值(在SMB28中)读到AC1,除以2,再加上200ms 偏移量。
返回主程序时,AC2中的定时器循环计数值加1,并拷贝到输出字节(QB0),以供显示。
在方案2中,对电位器1(POT 1)的100次扫描值在AC3中累加后并取平均,再存入VW12。
如果该值低于低保护限值VW14,或高于高保护限值VW16(两者均在首次扫描时初始化),则将新值VW12拷贝到VW14、VW16和VW18中。
然后再分别对VW16和VW14的值减、加3ms ,作为新限值,而VW18中的平均值被传回主程序作为定时器T34的设定值。
返回主程序时,VW20中的定时器循环计数值加1,并拷贝到输出字节(QB1),以供显示。
在方案3中,把电位器0(POT 0)的值直接作为定时器T35的设定值,AC2中的定时器循环计数值加1,并拷贝到输出字节(QB0),以供显示。
本程序长度为110个字。
// 标题:模拟电位器:// * * * * * * * * * * * * * * *主程序* * * * * * * * * * * * * * *// 这是S7-200的一个演示程序,介绍了使用模拟电位器调整定时器设定值的三种方案。
// 方案1:对来自POT 0的值进行换算并加偏移量,以调整定时器的设定值,可以从200ms调到的1.48s。
PLCS7-200事例编程

S7-200实验指导书实验一基本指令的编程练习(一) 与或非逻辑功能实验一、实验目的1、熟悉PLC实验装置,S7-200系列编程控制器的外部接线方法2、了解编程软件STEP7的编程环境,软件的使用方法。
3、掌握与、或、非逻辑功能的编程方法。
二、基本指令编程练习的实验面板图左图中的接线孔,通过防转座插锁紧线与PLC的主机相应输入输出插孔相接。
I为输入点,Q为输出点。
上图中下面两排I0.0~I1.5为输入按键和开关,模拟开关量的输入。
上边一排Q0.0~Q1.1是LED指示灯,接PLC主机输出端,用以模拟输出负载的通与断。
三、梯形图参考程序通过程序判断Q0.1、Q0.2、Q0.3、Q0.4的输出状态,然后再输入并运行程序加以验证。
实验参考程序,梯形图四、实验步骤梯形图中的I0.1、I0.3分别对应控制实验单元输入开关I0.1、I0.3。
通过专用PC/PPI电缆连接计算机与PLC主机。
打开编程软件STEP7,逐条输入程序,检查无误后,将所编程序下载到主机内,并将可编程控制器主机上的STOP/RUN开关拨到RUN位置,运行指示灯点亮,表明程序开始运行,有关的指示灯将显示运行结果。
拨动输入开关I0.1、I0.3,观察输出指示灯.Q0.1、Q0.2、Q0.3、Q0.4是否符合与、或、非逻辑的正确结果。
(二)定时器/计数器功能实验一、实验目的掌握定时器、计数器的正确编程方法,并学会定时器和计数器扩展方法,用编程软件对可编程控制器的运行进行监控。
1.定时器的认识实验定时器的控制逻辑是经过时间继电器的延时动作,然后产生控制作用。
其控制作用同一般继电器。
实验参考程序2.定时器扩展实验由于PLC的定时器和计数器都有一定的定时范围和计数范围。
如果需要的设定值超过机器范围,我们可以通过几个定时器和计数器的串联组合来扩充设定值的范围。
实验参考程序,3.计数器认识实验西门子S7-200系列的内部计数器分为加计数器,减计数器和加减计数器三种。
基于PLC标签打印控制系统的设计样本

摘要标签打印, 顾名思义就是打印标签。
标签是指产品上文字图形符号及一切阐明物。
随着市场经济发展和商品激烈竞争, 标签已成为公平交易、商品竞争一种重要形式。
随着科技进步、原则规范化管理、公司迅速发展不断地提高, 各行各业对标签质量、形象、安全、高效、精确管理规定越来越高!规范标签管理已经成为各行管理各业各部门重要内容之一, 受到越来越多管理者高度注重, 因此标签制作及打印已经成为寻常工作一某些, 如何高效制作出优质标签将成为人们关注一种问题, 特别是在中华人民共和国大多数需要使用标签机构, 如高效管理中普遍没有专业打印机支持, 在此前提下, 如何在普通打印机上实现高质量标签排版和打印, 是有一定普遍意义。
因此本次设计重要为了实现更加以便快捷控制标签打印过程以及标签内容更易改打印系统而设计。
本次设计重要思路为通过PLC控制俩某些来实现, 第一某些通过PLC输出控制交流接触线圈来控制标签打印电机运营, 进行标签打印;第二某些, 通过PLC输出控制频器, 在通过变频器对传送电机进行三段速控制, 最后实现设计。
通过最后测试, 实现了以上标签打印设计。
核心词:PLC, 交流接触器, 变频器ABSTRACTLabel printing, just as its name implies is to print label.The words on the label, the product is all graphic symbols and instructions.With the development of the market economy and the fierce competition of commodities, the label has become a fair trade, an important form of competition of the commodity.With the progress of science and technology rapid development, standards, standardized management, enterprises constantly improve, in all walks of life, about the quality of the label image, safe, efficient and accurate management of the demand is higher and higher! Specification label management has become all walks of life, one of the important contents of the various departments attach great importance to by more and more managers, so the label production and printing has become a part of the daily work, how effectively to produce high quality label will be a question of attention, especially in most of China's need to use the label, such as efficient management in professional printer support, under the premise, how to achieve high quality label on ordinary printer typesetting and printing, there is a common sense.So this design mainly in order to achieve more convenient and quick control label printing process and label printing system and design content are more likely to change.The design of the main ideas implemented by PLC control two parts,the first part through the output of the PLC control ac contactor coil to control the operation of label printing machine,label printing,The second part,through the output of the PLC controlof frequency,in to three sections of transmitting motor by the frequency converter control,finally realizes the design.Through the final testing, and realized the above label printing design. KEY WORDS:PLC, ac contactor, frequency converter目录1系统方案设计........................................................................................ 错误!未定义书签。
PLC 设计程序实例应用(S7-200)

PLC 设计程序实例应用(S7-200)1.了解可编程控制器的基本单元和编程器的基本结构,了解STEP7 MICRO/WIN V2.0编程软件编程和调试程序的方法;2.了解PLC中不同定时器及计数器的使用方法,掌握基本指令的编程;3.了解比较触点指令,算术运算指令,并能完成简单的运算;4.学会用PLC构成一些简单的控制系统。
1.S7-200可编程控制器或TVT-90C学习机主机箱一台;2.连接导线一套;3.计算机一台或手持编程器一个;T90-1 电机控制实验板;T90-2 天塔之光实验板;T90-2 交通灯控制实验板;T90-4 水塔水位自动控制实验板;T90-7 多种液体自动混合实验板。
1.掌握 STEP7 MICRO/WIN V2.0编程软件编程和调试程序的方法熟悉编程环境STEP7 Microwin32,并能利用其编写一些简单的PLC程序,同时能用这些编写的程序下载到PLC中调试运行。
2.能按要求编写一些简单的程序,并在运行时选择Debug菜单条后再选Ladder Status on 将触点的通断状态显示出来?使某灯按2Hz闪烁。
?使某灯按5秒发亮光,5秒发闪光,5秒不发光,并如此循环下去。
?使用I0.0作输入控制,灯对应输出Q0.0,I0.0通断5次灯亮,I0.1断灯灭。
?用一个按钮开关(I0.0)控制三个灯(1#Q0.0,2#Q0.1,3#Q0.2),按钮按三下,1#灯亮,再按三下,2#灯亮,再按三下,3#灯亮,再按一下全灭。
以此反复。
3.完成下面得任务设某工件加工过程分为四道工序完成,共需30S,当控制开关合上时,工序1开始运行,过了5.5S后工序1停止工序2开始,再过6S工序2停止工序3开始,再过10S工序3停止工序4开始,再过8.5S工序4停止工序1开始,以此反复循环。
I0.0为运行控制开关,I0.0=ON时,启动和运行;I0.0=OFF时停机。
而且每次启动均从第一道工序开始。
要求用4个定时器分别设置4道工序的时间,通过程序依次启动之或者用一个定时器设置全过程时间,在用若干条比较指令来判断和启动各道工序。
S7-200编程的三个实例

用S7-200编程的三个实例的解析之二1、有一网友:“求助用西门子S7-200编个梯形图。
在此,谢谢啦。
P L C c p u224×7 要求:1、液位机量程0—3米,对应输出信号0—10V,通过电位机进行模拟介入PLC模块的模拟量输入专口。
要求P L C正确读取液位机的输出信号转换成水池的液位。
2、水泵控制具有手动与自动两种模拟。
3、自动模拟:PLC内部根据液位至控制水泵的启动和停止,水泵在液位上升至2米时启动,降到1米时停止。
4、手动模拟:水泵通过按钮手动启动/停止。
5、上升到2.5米时,触发液位超上限报警,故障指示灯常亮。
6、对水泵的运行状态进行检测,当水泵运行信号输出后,检测水泵运行反馈信号。
如水泵运行信号,输出1秒后未收到水泵运行反馈信号,则故障指示灯闪亮,同时复位水泵运行信号。
7、故障状态自保持,当故障原因消除且按下复位按钮事,故障复位。
8、A L W0输入信号0—10V,对应P L C寄存器数量0—3200D,输入信号5路。
I0.0:自动手动模拟装换开关S A0,当I0.0接通时为自动模拟,I0.0断开时为手动模拟状态。
I0.1:水泵手动启动按钮S B1,常开点。
I0.2:水泵停止按钮S B2,常闭点。
I0.3:故障复位按钮S B3,常开点。
I0.4:水泵运行状态反馈,正常状态下,水泵运行信号输出后接通,水泵运行信号断开后断开。
Q:输出信号四路,Q0.0:自动模拟指示灯H L0. Q0.1:水泵运行状态指示灯H L1. Q0.2:故障指示灯H L2,超液位报警时常亮,水泵反馈信号异常报警时闪亮。
Q0.3:水泵运行输出K A3。
谢谢你的大力帮助。
”我的回复:根据“液位机量程0—3米,对应输出信号0—10V”可得出:1米对应3.33V,2米对应6.67V,2.5米对应8.33V,再由“ALW0 输入信号0—10V,对应PLC寄存器数量0—3200D”可得出:1米对应数字量10667,2米对应数字量21333,2.5米对应数字量26667,按着你的要求,编写如下梯形图,供你参考。
plc项目8.1【西门子S7-200系列PLC基本应用实例及仿真调试】ppt课件

启
HL2停止灯
HL3 过热灯
I0.1 Q0.1
启SB2
I0.2 Q0.2
1M
M 24VDC 输出
12V
Q0.3
24V
L+
~220V
近
上
10
下
项目8.1
Plc应用案例
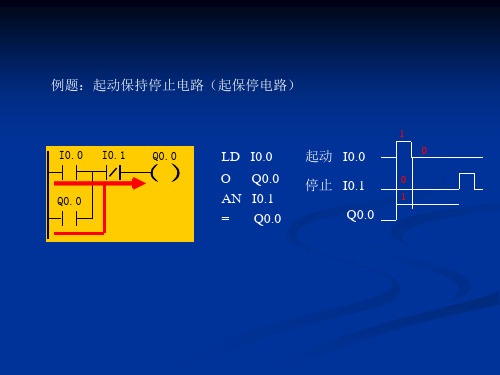
●梯形图程序→译为指令表
对梯形图,按照“自左而右、自上而下”的连接顺序 逐一进行翻译。
梯形图 程序 连到Q0.0的线 圈 取领头的触点 I0.1 I0.2 (Q0.0) QO.0 网络2 Q0.0 运行 指示 网络3 停止 指示 请填空1 网络4 请填空2 返
示意图
PLC 接触器KM2
西PLC仿真
●西PLC简介 ●工序要求 ●原理解剖 ·对比讨论 ·= ●仿真步骤 ●实操任务单 ·实况点评 ●I/O分配图 ·梯形图 ●编程窗口 ●程序录入 ●仿真窗口 ●仿真演示 ·第8章链接
启动按钮 SB2
[按下→松开] 停车按钮 SB1 [按下→松开]
启保 无 I0.2 反应 运算 Q0.2
好,现在请大家利用设备,拟好方案,完成实操任务。
=完 = 纸上得来终觉浅 深知此事要躬行
近
上
9
下
项目8.1
Plc应用案例
㈥拟定I/O接线图如下→请拟定I/O分配图
【思考】应添加哪几只指示灯?
西PLC仿真 I/O接线图
●西PLC简介 ●工序要求 ●原理解剖 ·对比讨论 ·= ●仿真步骤 ●实操任务单 ·实况点评 ●I/O分配图 ·梯形图 ●编程窗口 ●程序录入 ●仿真窗口 ●仿真演示 ·第8章链接 热 停
I/O分配图
I0.0 Q0.0 KM0 去电动机
HL1 运行灯 HL2 停止灯 HL3 过热灯 返
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
西门子S7-200 PLC和微型打印机的应用实例
最近遇到一个项目,要求能够用微型打印机按照要求打印PLC里面的实时检测数据和设置参数等,当我刚拿到项目的时候,对这种使用和控制方式也是第一次遇到,对此也是不明白具体如何操作,也去逛了一些网页,看了论坛等,但是终归没得现成的和你想要的东西完全给你,还得靠自己去解决这个问题。
不过在论坛上还是学到了很多对这个项目起到关键性作用的东西,通过N多次的实验实现了95%的打印内容,最后只差实时时间还无法打印出来,但是改了N多道程序都不能完成时间打印亦或者是说不能完美的打印出自己想要的效果,这时我只能再次去论坛上找点灵感回来,就在这个时候一个账号为“holdkcsxym”的朋友出现了,他回复了我发的求助帖子给了我提示,看到他的提示以后,我拿上对自己的程序做了一点手术,再次下载实验,就能够完美的达到我想要的效果,再次我特别的感谢“holdkcsxym”的帮助,是他在这个关键时刻给了支持。
下面我就将这个实例总结如下,以便大家以后遇到同样的问题可以有个参考或者借鉴的资料。
硬件:西门子S7-200PLC CPU226 DC/DC/DC(这个依据自己的项目确定)
炜煌微型打印机:WH-E361Z20-00E00240B5 (其他品牌也可以,DC24V供电 485
通讯接口)
开关电源;S-100-24 (可以市场上买一个提供DC24V的电源就ok)
硬件接线:PLC 3+ --------打印机485+
PLC 8- --------打印机485-(可以用网线,具有屏蔽作用)
软件:
打印效果图:
软件程序:
1、这是主程序,调用打印机子程序:如下图
2、这是发送指令程序:
3、下面就是设置打印端口,波特率以及需要打印的内容:
4、下面是打印年月日
后面太长了没有裁剪到,下面的这张是接上面未裁剪到的
5、下面为读取PLC时间和设置PLC时间(网络6里面绿色的字就是前面说的那位朋友给我做的提示,非常感谢!)
上面就是整个打印机程序,可能还是比较繁琐,但是至少可以完成要求,在这个程序当中,特别要注意的是每个字占多少字节,怎么准确的填写地址和填对打印长度之类,要是出现问题,打印出来的东西很容易是乱码。
上面的答应文字也可以依据汉字库编码表输入对应的编码,如你要打印“件”你可以查汉字库编码表知道为BCFE,然后将16#BCFE输入据可以。
(如需详细了解可以Q我)汉字库编码表可以在网上或者炜煌官网下载!
当然除了上面这种方式完成打印机打印相关数据,还可以用打印机和触摸屏直接连用,不过要高端触摸品和带有USB接口的打印机。
该方式目前没有实验,但以后有机会试验了再做
总结给大家分享。
欢迎广大技术爱好者讨论,提出更好的控制方式,将程序达到最简化!
特别说明:上述程序有一些缺点,在动态数据可能会有乱码,经过修改一点就会解决留给大家自己改善,如果在使用中不能解决这个缺点,可与我联系!。