部分常见橡胶的塑炼特性
2020年(塑料橡胶材料)塑料成形特性

(塑料橡胶材料)塑料成形特性塑料成形特性:聚苯乙烯1、無定形料,吸濕性小,不易分解,性脆易裂,熱膨脹系數大,易產生內應力。
2、流動性較好,溢邊值0.03mm左右,防止出飛邊。
3、塑件壁厚應均勻,不宜有嵌件,(如有嵌件應預熱),缺口,尖角,各面應圓滑連接。
4、可用螺杆或柱塞式注射機加工,噴嘴可用直通式或自鎖式。
5、宜用高料溫,模溫,低注射壓力,延長注射時間有利于降低內應力,防止縮孔,變形(尤其對厚壁塑件),但料溫高易出銀絲,料溫低或脫模劑多則透明性差。
6、可采用各種形式澆口,澆口與塑件應圓弧連接,防止去除澆口時損壞塑件,脫模斜度宜取2°之上,頂出均勻以防止脫模不良發生開裂﹑變形,可用熱澆道結構。
聚乙烯(低壓)1、結晶料、吸濕性小。
2、流動性極好,溢邊值0.02mm左右,流動性對壓力變化敏感。
3、可能發生熔融破裂,與有機溶劑接觸可發生開裂。
4、加熱時間長則發生分解﹑燒傷。
5、冷卻速度慢,因此必須充分冷卻,宜設冷料穴,模具應有冷卻系統。
6、收縮率范圍大,收縮值大﹑方向性明顯,易變形﹑翹曲,結晶度及模具冷卻條件對收縮率影響大,應控制模溫,保持冷卻均勻,穩定。
7、宜用高壓注射,料溫均勻,填充速度應快,保壓充分。
8、不宜用直接澆口,易增大內應力,或產生收縮不勻,方向性明顯增大變形,應注意選擇進料口位置,防止產生縮孔變形。
9、質軟易脫模,塑件有淺的側凹槽時可強行脫模。
聚氯乙烯(硬質)1、無定形料,吸濕性小,但為了提高流動性,防止發生氣泡則宜先幹燥。
2、流動性差,極易分解,特別在高溫下與鋼,銅金屬接觸更易分解,分解溫度為200℃,分解時有腐蝕及刺激氣體。
3、成形溫范圍小,必須嚴格控制料溫。
4、用螺杆式注機及直通噴嘴,孔徑宜大,以防止死角滯料,滯料必須及時處理清除。
5、模具澆注系統應粗短,澆品截面宜大,不得有死角滯料,模具應冷卻,其表面應鍍鉻。
聚丙烯1、結晶性料,吸濕性小,可能發生熔融破裂,長期與熱金屬接觸易發生分解。
橡胶塑炼的知识小结

橡胶塑炼的知识小结1.橡胶为什么要塑炼橡胶塑炼目的在于使橡胶在机械、热、化学等作用下切短大分子链,使橡胶暂时失去其弹性而使可塑性增大,以满足制造过程中的工艺要求。
如:使配合剂易于混入,便于压延压出,模压花纹清楚,形状稳定,增加压型、注压胶料的流动性,使胶料易于渗入纤维,并能提高胶料溶介性及粘着性。
当然一些低粘度、恒粘度橡胶有时也不一定塑炼,国产标准颗粒胶,标准马来西亚橡胶(SMR)。
2.哪些因素影响橡胶在密炼机中塑炼密炼机塑炼生胶是属于高温塑炼,温度最低在120℃以上,一般是在155℃—165℃间。
生胶在密炼机腔内受高温和强机械作用,产生剧烈氧化,能在较短的时间里获得理想可塑度。
因此影响密炼机进行生胶塑炼因素主要有:(1)设备技术性能,如转速等,(2)工艺条件,如时间、温度、风压及容量等.3. 为什么各种橡胶的塑炼特性都不一样橡胶的塑炼与其化学组成,分子结构,分子量及分子量分布有着密切联系。
天然橡胶和合成橡胶由于结构和性能上的不同特点,一般说来天然胶塑炼比较容易,合成胶塑炼比较困难。
就合成胶而言异戊胶,氯丁胶近于天然胶,丁苯胶,丁基胶次之,丁腈胶最困难。
4.为什么用生胶可塑性作为塑炼胶的主要质量标准生胶的可塑性是关系到制品整个制造过程进行的难易,直接影响到硫化胶的物理机械性能及制品使用性能的重要性质。
若生胶可塑性过高,会使硫化胶的物理机械性能降低。
而生胶可塑度过低,则会造成下工艺加工的困难,使胶料不易混炼均匀,压延,压出时半成品表面不光滑,收缩率大,不易掌握半成品尺寸,在压延时胶料也难于擦进织物中,造成挂胶帘布掉皮等现象,**降低布层间附着力。
可塑性不均则会造成胶料的工艺性能和物理机械性能不一致,甚至影响制品使用性能不一致。
因此正确掌握生胶可塑性是一个不可忽视的问题。
5.混炼的目的是什么混炼就是按照胶料配方规定的配合剂的比例,将生胶和各种配合剂通过橡胶设备混合在一起,并使各种配合剂均匀地分散在生胶之中。
常见橡胶材料及性能
常见橡胶材料及性能常见的橡胶材料有天然橡胶、丁苯橡胶、乙丙橡胶、丙纶橡胶等。
下面将对这些橡胶材料的性能进行介绍。
天然橡胶是一种高分子化合物,由天然树液经过加工得到。
它具有良好的弹性和柔软性,能在广泛温度范围内保持其弹性。
天然橡胶具有优异的拉伸性,抗磨损性和耐热性。
它具有良好的抗老化和抗臭氧性能,可以长时间曝露在阳光下而不会腐烂或老化。
然而,天然橡胶的耐溶剂性较差,容易被有机溶剂侵蚀。
丁苯橡胶是一种由丁二烯与苯乙烯等单体经过聚合制得的合成橡胶。
丁苯橡胶具有出色的耐热性和耐候性,可以在高温下保持良好的弹性。
它具有良好的耐酸碱性和耐溶剂性,可以用于各种化学介质中。
丁苯橡胶也具有较好的耐摩擦和耐磨损性能,适用于制造轮胎、密封材料等。
乙丙橡胶是一种由乙烯和丙烯等单体经过聚合制得的合成橡胶。
乙丙橡胶具有很好的耐热性、耐寒性和耐臭氧性能,可以在较宽的温度范围内保持其弹性。
它具有优异的抗紫外线性能,不易老化和脆化。
乙丙橡胶还具有很好的耐油性和耐溶剂性,可用于制造汽车密封件和工业管道等。
丙纶橡胶是一种由丙烯等单体聚合制得的合成橡胶。
它具有优异的耐热性和耐候性,可以在高温和极寒温度下保持其弹性。
丙纶橡胶具有出色的耐臭氧性、耐拉伸性和耐磨性,可以长时间使用而不会变形或破裂。
它还具有很好的抗紫外线性能,不易老化和退色。
丙纶橡胶还具有很好的耐化学腐蚀性能,可用于制造耐酸碱、耐油溶液的密封材料和橡胶制品。
除了上述材料,还有其他一些常见的橡胶材料,如丁腈橡胶、硅橡胶、聚氨酯橡胶等。
这些橡胶材料在特定的应用领域有其独特的性能和优势。
总的来说,橡胶材料具有良好的弹性和柔软性,能够在广泛温度范围内保持其弹性。
它们通常具有优异的耐热性、耐候性和耐臭氧性能,并且具有很好的耐化学介质、耐溶剂和耐摩擦性能。
然而,每种橡胶材料都有其特定的优缺点,需要根据具体的应用要求选择适合的材料。
橡胶生产工艺简介

橡胶生产工艺简介橡胶生产工艺简介1 综述橡胶制品的主要原料是生胶、各种配合剂、以及作为骨架材料的纤维和金属材料,橡胶制品的基本生产工艺过程包括塑炼、混炼、压延、压出、成型、硫化6个基本工序。
橡胶的加工工艺过程主要是解决塑性和弹性矛盾的过程,通过各种加工手段,使得弹性的橡胶变成具有塑性的塑炼胶,在加入各种配合剂制成半成品,然后通过硫化是具有塑性的半成品又变成弹性高、物理机械性能好的橡胶制品。
2 橡胶加工工艺2.1塑炼工艺生胶塑炼是通过机械应力、热、氧或加入某些化学试剂等方法,使生胶由强韧的弹性状态转变为柔软、便于加工的塑性状态的过程。
生胶塑炼的目的是降低它的弹性,增加可塑性,并获得适当的流动性,以满足混炼、亚衍、压出、成型、硫化以及胶浆制造、海绵胶制造等各种加工工艺过程的要求。
掌握好适当的塑炼可塑度,对橡胶制品的加工和成品质量是至关重要的。
在满足加工工艺要求的前提下应尽可能降低可塑度。
随着恒粘度橡胶、低粘度橡胶的出现,有的橡胶已经不需要塑炼而直接进行混炼。
在橡胶工业中,最常用的塑炼方法有机械塑炼法和化学塑炼法。
机械塑炼法所用的主要设备是开放式炼胶机、密闭式炼胶机和螺杆塑炼机。
化学塑炼法是在机械塑炼过程中加入化学药品来提高塑炼效果的方法。
开炼机塑炼时温度一般在80℃以下,属于低温机械混炼方法。
密炼机和螺杆混炼机的排胶温度在120℃以上,甚至高达160-180℃,属于高温机械混炼。
生胶在混炼之前需要预先经过烘胶、切胶、选胶和破胶等处理才能塑炼。
几种胶的塑炼特性:天然橡胶用开炼机塑炼时,辊筒温度为30-40℃,时间约为15-20min;采用密炼机塑炼当温度达到120℃以上时,时间约为3-5min。
丁苯橡胶的门尼粘度多在35-60之间,因此,丁苯橡胶也可不用塑炼,但是经过塑炼后可以提高配合机的分散性顺丁橡胶具有冷流性,缺乏塑炼效果。
顺丁胶的门尼粘度较低,可不用塑炼。
氯丁橡胶得塑性大,塑炼前可薄通3-5次,薄通温度在30-40℃。
橡胶品种化学组成性能特点主要用途
橡胶品种(简写符号) 化学组成性能特点主要用途 1. 天然橡胶(NR) 以橡胶烃(聚异戊二烯)为主,含少量蛋白质、水分、树脂酸、糖类和无机盐等。
弹性大,定伸强度高,抗撕裂性和电绝缘性优良,耐磨性和耐旱性良好,加工性佳,易橡胶品种(简写符号) 化学组成性能特点主要用途1. 天然橡胶(NR) 以橡胶烃(聚异戊二烯)为主,含少量蛋白质、水分、树脂酸、糖类和无机盐等。
弹性大,定伸强度高,抗撕裂性和电绝缘性优良,耐磨性和耐旱性良好,加工性佳,易于其它材料粘合,在综合性能方面优于多数合成橡胶。
缺点是耐氧和耐臭氧性差,容易老化变质;耐油和耐溶剂性不好,第抗酸碱的腐蚀能力低;耐热性不高。
使用温度范围:约-60℃~+80℃。
制作轮胎、胶鞋、胶管、胶带、电线电缆的绝缘层和护套以及其他通用制品。
特别适用于制造扭振消除器、发动机减震器、机器支座、橡胶-金属悬挂元件、膜片、模压制品。
2. 丁苯橡胶(SBR) 丁二烯和苯乙烯的共聚体。
性能接近天然橡胶,是目前产量最大的通用合成橡胶,其特点是耐磨性、耐老化和耐热性超过天然橡胶,质地也较天然橡胶均匀。
缺点是:弹性较低,抗屈挠、抗撕裂性能较差;加工性能差,特别是自粘性差、生胶强度低。
使用温度范围:约-50℃~+100℃。
主要用以代替天然橡胶制作轮胎、胶板、胶管、胶鞋及其他通用制品。
3. 顺丁橡胶(BR) 是由丁二烯聚合而成的顺式结构橡胶。
优点是:弹性与耐磨性优良,耐老化性好,耐低温性优异,在动态负荷下发热量小,易于金属粘合。
缺点是强度较低,抗撕裂性差,加工性能与自粘性差。
使用温度范围:约-60℃~+100℃。
一般多和天然橡胶或丁苯橡胶并用,主要制作轮胎胎面、运输带和特殊耐寒制品。
4. 异戊橡胶(IR) 是由异戊二烯单体聚合而成的一种顺式结构橡胶。
化学组成、立体结构与天然橡胶相似,性能也非常接近天然橡胶,故有合成天然橡胶之称。
它具有天然橡胶的大部分优点,耐老化由于天然橡胶,弹性和强力比天然橡胶稍低,加工性能差,成本较高。
橡胶工艺之塑炼(机理及常见的塑炼方式)
橡胶工艺之塑炼(机理及常见的塑炼方式)橡胶受外力作用产生变形,当外力消除后橡胶仍能保持其形变的能力叫做可塑性。
增加橡胶可塑性工艺过程称为塑炼。
橡胶有可塑性才能在混炼时与各种配合剂均匀混合;在压延加工时易于渗入纺织物中;在压出、注压时具有较好的流动性。
此外,塑炼还能使橡胶的性质均匀,便于控制生产过程。
但是,过渡塑炼会降低硫化胶的强度、弹性、耐磨等性能,因此塑炼操作需严加控制。
橡胶可塑度通常以威廉氏可塑度、门尼粘度和德弗硬度等表示。
1、塑炼机理橡胶经塑炼以增加其可塑性,其实质乃是使橡胶分子链断裂,降低大分子长度。
断裂作用既可发生于大分子主链,又可发生于侧链。
由于橡胶在塑炼时,遭受到氧、电、热、机械力和增塑剂等因素的作用,所以塑炼机理与这些因素密切相关,其中起重要作用的则是氧和机械力,而且两者相辅相成。
通常可将塑炼区分为低温塑炼和高温塑炼,前者以机械降解作用为主,氧起到稳定游离基的作用;后者以自动氧化降解作用为主,机械作用可强化橡胶与氧的接触。
塑炼时,辊筒对生胶的机械作用力很大,并迫使橡胶分子链断裂,这种断裂大多发生在大分子的中间部分。
塑炼时,分子链愈长愈容易切断。
顺丁胶等之所以难以机械断链,重要原因之一就是因为生胶中缺乏较高的分子量级分。
当加入高分子量级分后,低温塑炼时就能获得显著的效果。
氧是塑炼中不可缺少的因素,缺氧时,就无法获得预期的效果。
生胶塑炼过塑炼时,设备与橡胶之间的摩擦显然使得胶温升高。
热对塑炼效果极为重要,而且在不同温度范围内的影响也不同。
由于低温塑炼时,主要依靠机械力使分子链断裂,所以在像章区域内(天然胶低于110℃)随温度升高,生胶粘度下降,塑炼时受到的作用力较小,以致塑炼效果反而下降。
相反,高温塑炼时,主要是氧化裂解反应起主导作用,因而塑炼效果在高温区(天然胶高于110℃)将随温度的升高而增大,所以温度对塑炼起着促进作用。
各种橡胶由于特性不同,对应于最低塑炼效果的温度范围也不一样,但温度对塑炼效果影响的曲线形状是相似的。
常用橡胶的塑练特性33页PPT

6、法律的基础有两个,而且只有两个……公平和实用。——伯克 7、有两种和平的暴力,那就是法律和礼节。——歌德
8、法律就是秩序,有好的法律才有好的秩序。——亚里士多德 9、上帝把法律和公平凑合在一起,可是人类却把它拆开。——查·科尔顿 10、一切法律都是无用的,因为好人用不着它们,而坏人又不会因为它们而变得规矩起来。——德谟耶克斯
46、我们若已接受最坏的,就再没有什么损失。——卡耐基 47、书到用时方恨少、事非经过不知难。——陆游 48、书籍把我们引入最美好的社会,使我们认识各个时代的伟大智者。——史美尔斯 49、熟读唐诗三百首,不会作诗也会吟。——孙洙 50、谁和我一样用功,谁就会和我一样成功。——莫扎特
常用橡胶的品种特性和用途

常用橡胶的品种特性和用途橡胶是一种常见的弹性材料,具有广泛的应用领域。
根据不同的特性和用途,可以将常见的橡胶品种分为天然橡胶、合成橡胶和工程橡胶三大类。
下面将逐一介绍每一类橡胶的特性和主要用途。
天然橡胶是一种由橡胶树提取的天然高分子聚合物,主要成分是聚异戊二烯。
它具有优异的耐磨性、耐撕裂性和弹性,在低温下也具有良好的柔韧性。
天然橡胶通常呈乳白色或浅黄色,并具有特殊的橡胶味。
它的主要用途包括轮胎、橡胶鞋、橡胶手套、橡胶管、橡胶密封件等。
其优异的弹性和耐磨性使得天然橡胶成为制造轮胎和相关汽车配件的首选材料。
合成橡胶是通过化学合成方法制得的一类橡胶材料。
根据合成方法和化学结构的不同,合成橡胶可以分为丁苯橡胶、丁腈橡胶、丁晴橡胶、丁基橡胶、丁苯橡胶、氯丁橡胶、丁烯橡胶等。
合成橡胶通常具有优异的耐油性、耐化学品性、耐高温性和耐候性等特点,广泛应用于汽车、工程、建筑、化工、电子等领域。
丁苯橡胶具有良好的抗磨性和耐热性,广泛应用于轮胎、橡胶制品和胶带等。
而丁腈橡胶具有优异的耐油性和耐溶剂性,主要用于制造油封、软管和密封件等。
工程橡胶是一类专门用于特殊工程领域的硬质橡胶材料。
常见的工程橡胶有硬质橡胶、热塑性橡胶和氟橡胶等。
硬质橡胶具有较高的硬度和耐磨性,主要用于制造刮板、密封圈和橡胶板等。
热塑性橡胶具有较低的硬度和较高的弹性,可轻易进行成型,通常用于制造密封件和振动隔离器等。
氟橡胶是一种具有优异耐高温性、耐化学品性和耐候性的特种橡胶,主要用于制造密封件和电缆保护套管等。
除了以上三类常见的橡胶品种,还有许多其他特殊用途的橡胶材料。
例如,硅橡胶具有优异的耐高温性和耐候性,广泛用于电子、汽车和航空航天等领域。
聚氨酯橡胶具有良好的耐磨性和耐油性,主要用于制造密封圈和减震器等。
乳胶橡胶是由乳液混合剂和胶体悬浮物制成的高分子材料,通常以水为溶剂,广泛用于涂料、胶水和纺织品等。
总之,橡胶是一种非常重要的材料,广泛应用于各个领域。
各种橡胶基本特性与应用范围

各种橡胶基本特性与应用范围作者:姚左成1 、丁腈橡胶( NBR )1.1 、丁腈橡胶的丙烯腈含量在 15%-50% 的范围,一般多以聚合物中结合丙烯腈量多少来分类,可分为五个系列,即:极高丙烯腈橡胶,丙烯腈含量 43% 以上:高丙烯腈丁腈橡胶,丙烯腈含量 36-42% :中高丙烯腈丁腈橡胶,丙烯腈含量 31-35% :中丙烯腈丁腈橡胶,丙烯腈含量 25-30% :低丙烯腈丁腈橡胶,丙烯腈含量 24% 以下:1.2 、基本特性:1.2.1 、因含有极性腈基,对非极性或弱极性的矿物油、动植物油、液体燃料和溶剂等有较高的稳定性。
耐油性是其最大的特长,丙烯含量愈高耐油性愈好。
1.2.2 、耐热性优于天然橡胶、丁苯橡胶、氯丁橡胶,可在空气中120 ℃ 下长期使用。
1.2.3 、气密性较好,仅次于丁基橡胶。
1.2.4 、耐寒性、耐低温性较差,丙烯腈含量愈高,耐寒愈差。
1.2.5 、因是非结晶性橡胶,生胶强度较低,须配入补强剂,提高结合丙烯腈量有助于增高强度和耐磨性,但弹性下降。
1.2.6 、丁腈胶的介电性能差一点,属于半导体橡胶。
1.2.7 、胶料的耐油性和永久变形的平衡,耐油性与电性能的平衡是重要的。
1.3 、应用范围:主要用于制作耐油橡胶制品,广泛用于制造密封件、垫片、垫圈等模制品和压出制品,各种橡胶胶辊、耐油胶管、工业用品和粘合剂等等。
2. 羧基丁腈橡胶( XNBR )2.1 :基本特性:2.1.1 硫化速度比丁腈胶快,易焦烧。
2.1.2 纯胶配合显示高的拉伸强度。
2.1.3 硫化胶的耐热性、耐磨性好。
2.1.4 与酚酫树脂相容性好。
2.2 、应用范围:主要用于胶管、密封件、垫圈、油封、各种模型制品和粘合剂等。
3 、丁腈橡胶 - 聚氯乙烯共混胶( NBR/PVC )3.1 、基本特性:3.1.1 耐臭氧和耐天候老化性能比通常丁腈橡胶显著提高。
3.1.2 比通常丁腈橡胶提高了耐燃性。
3.1.3 耐磨耗、耐油性、耐化学药品等性能比通常丁腈橡胶有所改善。
橡胶成型技术-塑炼
开炼机塑炼需 要在低温进行
工艺条件及其对塑炼效果的影响
辊温
当辊筒的速度 恒定,辊距减 小可以提高塑
炼效果
在一定的时 间范围内, 时间越长, 效果越好
能提高塑炼 效果,缩短
塑炼时间
辊距 辊速&速比 时间
装胶容量 化学塑解剂
低温塑炼时 ,温度越低 塑炼效果越
好
辊速大,受 机械力大, 塑炼效果好
取决于开炼 机规格,还 要看生胶种
测定时将厚约3mm的胶片冲裁出直径约13mm、
预热3min,在次温度下于两平行板间加5kg负荷,
体积恒定为0.4±0.04cm3的试样后,放至测试
压缩3min后除去负荷,取出试样,室温恢复3min, 根据试样高度的压缩变形量及除掉负荷后的变形恢 复量来计算试样的可塑度。数值越大表示可塑性越 大。
P h0 h2 h0 h1
薄通塑炼法是将生胶在辊距 0.5~1mm 下 通 过 辊 缝 , 不 包 辊薄通落盘,重复薄通至规定 次数或时间,直至获得所需的 可塑性为止。
分段塑炼法是当塑炼胶的可塑 性要求较高,用一次塑炼或薄 通塑炼达不到目的时而采用的 一种有效方法。
精选ppt课件
一次塑炼法(包辊塑炼法)将生 胶在较大辊剧下包辊后连续过辊 直至规定的时间。在塑炼过程中 不停放,多次割刀用于散热及获 得均匀的可塑性。适用胶的掺和 及易包辊的合成橡胶。
06
产品机械性能好耐老化性能下架
由于各种橡胶制品(部件)使用性能 不同,胶料种类很多,对生胶的可塑 性要求也不一样。见P15表2-1
精选ppt课件
6
特别说明
大多数合成橡胶和某些天然橡胶品种 在制造过程中控制了生胶的初始可塑 度,一般门尼粘度60以下可不进行塑 炼而直接混炼,除非有特别的要求, 可以进一步提高可塑度
常用典型橡胶的混炼工艺特点
常用典型橡胶的混炼工艺特点橡胶的混炼就是将各种配合剂借助炼胶机机械力的作用,将各种配合剂均匀地分散在橡胶中,以形成一个以橡胶为介质或者以橡胶与某些能和它相容的配合组分(配合剂、其它聚合物)的混合物为介质,以与橡胶不相容的配合剂(如粉体填料、氧化锌、颜料等)为分散相的多相胶体分散体系的过程。
对混炼工艺的具体技术要求是:配合剂分散均匀,使配合剂特别是炭黑等补强性配合剂达到最好的分散度,以保证胶料性能一致。
混炼后得到的胶料称为“混炼胶”,其质量对进一步加工和制品质量有重要影响。
1·天然橡胶的混炼天然橡胶是生胶塑炼的主要胶种,用开炼机和密炼机进行塑炼均能获得良好效果。
用开炼机塑炼时,通常采用低温(40~50℃)薄通(辊距0.5~1mm)塑炼法和分段塑炼法效果最好。
用密炼机塑炼时,温度宜在155℃以下,时间约在13min 左右。
塑炼时间增加,塑炼胶的可塑性随之增大。
但不要过炼,否则可塑性变得过高而使物理机械性能下降。
天然橡胶塑炼时常加入促进剂M作塑解剂,来提高塑炼效果。
促进剂M对开炼机塑炼和密炼机塑炼都适用。
天然橡胶塑炼后,为使橡胶分子链得到松弛(俗称恢复疲劳)和可塑性均匀,需停放一定时间(4~8h),才能供下道工序使用。
目前国内使用的天然橡胶主要品种有:国产烟片胶和标准胶,进口烟片胶和马来西亚标准胶等。
由于上述胶种的初始门尼粘度不同,欲获得相同的可塑性,所需的塑炼时间当然不同。
其塑炼时间按长短排列的顺序为:进口烟片胶>国产烟片胶>国产标准胶>马来西亚标准胶。
恒粘和低粘标准马来西亚橡胶、充油天然橡胶、轮胎橡胶、易操作橡胶的初始门尼粘度较低(一般小于65),可不经塑炼直接混炼。
天然混炼胶(NR)具有综合性好的物理机械性能,在常温下具有很高的弹性,弹回率可达50%~85%以上。
天然胶还具有较高的机械强度,很好的耐屈挠疲劳性能,滞后损失小,多次变形下生热量低,撕裂强度高,耐磨性和耐寒性良好,以及良好的气密性、防水性、电绝缘性和绝热性。
常用橡胶的性能及优缺点

常用橡胶的性能及优缺点十种橡胶性质优点:******缺点:******问题:******一.天然橡胶(13-17页)1.常温下带一定塑性,温度降低逐渐变硬。
-70℃变成脆性物质,玻璃化温度为-73℃。
2.弹性较好,弹性模量为2-4MPa。
3.纯胶拉伸强度17-25MPa。
4.500%定伸应力为42-4MPa。
5.耐屈挠性能较好,屈挠20万次才出现裂口。
(3·Pa)-1。
6.较好的气密性,渗透系数为2.969*10-12H27.吸水性8.不耐老化性。
9.有较好的耐碱性,但不耐强酸。
耐一些极性溶剂,在非极性溶剂中膨胀。
故其耐油和非极性溶剂性很差。
二.丁苯橡胶(115-116页)(丁二烯、苯乙烯)乳聚丁苯像橡胶:1.溶解度参数为8.4(J/cm3)½能溶于大部分溶解度参数相近的烃类溶剂中。
2.被氧化作用比天然橡胶缓慢。
脆性温度为-45℃,玻璃化温度我-60℃。
3.纯胶强度低,加入配合剂分散性差。
4.收缩大,生胶强度低,粘着性差。
5.硫化速度慢。
6.耐屈挠龟裂性比天然橡胶好,但裂纹扩展速度快,热撕裂性能差。
7.胶料不易焦烧和过硫。
8.耐磨、耐热、耐油、耐老化都比天然橡胶好。
9.不易过炼,可塑度均匀,硫化胶硬度变化小。
10.充油丁苯橡胶加工性能好。
11.很容易与其他高不饱和通用橡胶并用。
与天然橡胶或顺丁橡胶并用,能够克服自身缺点。
溶聚丁苯橡胶:1.多数颜色浅。
2.胶料压出尺寸稳定性好,较快硫化速度。
3.耐屈挠、耐低温、耐龟裂、有较高回弹性,拉伸强度低。
4.加工性能差。
三.丁二烯橡胶(178-180页)高顺式丁二烯橡胶:1.高弹性高顺式在橡胶中弹性最高。
很宽的温度范围,在-40℃保持弹性。
与其他橡胶并用改善他们低温性能。
2.滞后损失和生热小。
3.低温性能好,玻璃化温度-105℃。
4.耐磨性能优异。
5.耐屈挠性优异。
6.填充性好与丁苯橡胶、天然橡胶相比,可填充更多操作油和补强填料。
使炭黑易分散,降低胶料成本。
常用橡胶的塑练特性PPT33页
26、机遇对于有准备的头脑有特别的 亲和力 。 27、自信是人格的核心。
28、目标的坚定是性格中最必要的力 量泉源 之一, 也是成 功的利 器之一 。没有 它,天 才也会 在矛盾 无定的 迷径中 ,徒劳 无功。- -查士 德斐尔 爵士。 29、困难就机遇。--温斯顿.丘吉 尔。 30、我奋斗,所以我快乐。--格林斯 潘。
55、 为 中 华 之 崛起而 读书。 ——周 恩来
谢谢!
51、 天 下 之 事 常成 于困约 ,而败 于奢靡 。——陆 游 52、 生 命 不 等 于是呼 吸,生 命是活 动。——卢 梭
53、 伟 大 的 事 业,需 要决心 ,能力 ,组织 和责任 感。 ——易 卜 生 54、 唯 书 籍 不 朽。——乔 特
各类橡胶特性

丁晴橡胶NBR耐油性能好,能和大多数矿物基油及油脂相容。
但不适用于磷酸酯系列液压油及含极性添加剂的齿轮油,不耐芳香烃和氯化烃,酮,胺,抗然液HFD。
-40~+120制造O形圈、油封等。
适用于一般液压油、水乙二醇HFC和水包油乳化液HFA、HFB、动物油、植物油、燃油,沸水、海水,耐甲、乙、丙、丁烷。
橡塑复合RP材料的弹性模量大,强度高。
其余性能同丁晴胶。
-30~+120用于制造O形圈、Y形圈、防尘圈等。
应用于工程机械液压系统的密封。
氟橡胶FKM或FPM耐热、耐酸碱及其它化学药品。
耐油(包括磷酸酯系列液压油),适用于所有润滑油、汽油、液压油、合成油等。
耐抗然液HFD、燃油、链烃、芳香烃和氯化烃及大多数无机酸混合物。
但不耐酮、胺、无水氨、低分子有机酸例甲酸和乙酸。
-20~+200特点是耐高温、耐天候、耐臭氧和化学介质,几乎耐所有的矿物基和合成基液压油。
但遇蒸汽、热水或低温场合,有一定的局限。
它的低温性能有限,与蒸汽和热水的相容性中等,若遇这种场合,要选用特种氟橡胶。
耐燃液压油的密封,在冶金、电力等行业用途广泛。
硅橡胶PMQ或MVQ耐热、耐寒性好,压缩永久变形小,但机械强度低,只适用于静密封。
-60~+230适用于高、低温下食品机械、电子产品上的密封。
聚丙稀酸酯橡胶ACM耐热优于NBR,可在含极性添加剂的各种润滑油、液压油、石油系液压油中工作,耐水较差。
-20~+150用于各种汽车油封及各种齿轮箱、变速箱中,可耐中高温。
乙丙橡胶EPDM或EPM耐气候性好,在空气中耐老化、耐弱酸,可耐氟里昂及多种制冷剂,不适用于矿物油。
-55~+260广泛应用于冰箱及制冷机械的密封。
耐蒸汽至200℃、高温气体至150℃。
聚四氟乙烯PTFE化学稳定性好,耐热、耐寒性好,耐油、水、气、化学药品等各种介质。
机械强度较高,耐高压、耐磨性好,摩擦系数极低,自润滑性好。
聚四氟乙烯有蠕动和冷流现象,在一定负荷的持续作用下时间的增长变形继续增加(该现象与温度有很大的关系)。
常用橡胶的塑练特性33页文档

谢谢你的阅读
❖ 知识就是财富 ❖ 丰富你的人生
71、既然我已经踏上这条道路,么,任何东西都不应妨碍我沿着这条路走下去。——康德 72、家庭成为快乐的种子在外也不致成为障碍物但在旅行之际却是夜间的伴侣。——西塞罗 73、坚持意志伟大的事业需要始终不渝的精神。——伏尔泰 74、路漫漫其修道远,吾将上下而求索。——屈原 75、内外相应,言行相称。——韩非
常用橡胶的塑练特性
1、战鼓一响,法律无声。——英国 2、任何法律的根本;不,不成文法本 身就是 讲道理 ……法 律,也 ----即 明示道 理。— —爱·科 克
3、法律是最保险的头盔。——爱·科 克 4、一个国家如果纲纪不正,其国风一 定颓败 。—— 塞内加 5、法律不能使人人平等,但是在法律 面前人 人是平 等的。 ——波 洛克
常用橡胶的塑练特性PPT共33页

▪Leabharlann 30、意志是一个强壮的盲人,倚靠在明眼的跛子肩上。——叔本华
谢谢!
33
33、如果惧怕前面跌宕的山岩,生命 就永远 只能是 死水一 潭。 34、当你眼泪忍不住要流出来的时候 ,睁大 眼睛, 千万别 眨眼!你会看到 世界由 清晰变 模糊的 全过程 ,心会 在你泪 水落下 的那一 刻变得 清澈明 晰。盐 。注定 要融化 的,也 许是用 眼泪的 方式。
35、不要以为自己成功一次就可以了 ,也不 要以为 过去的 光荣可 以被永 远肯定 。
▪
26、要使整个人生都过得舒适、愉快,这是不可能的,因为人类必须具备一种能应付逆境的态度。——卢梭
▪
27、只有把抱怨环境的心情,化为上进的力量,才是成功的保证。——罗曼·罗兰
▪
28、知之者不如好之者,好之者不如乐之者。——孔子
▪
29、勇猛、大胆和坚定的决心能够抵得上武器的精良。——达·芬奇
常用橡胶的塑练特性
31、别人笑我太疯癫,我笑他人看不 穿。(名 言网) 32、我不想听失意者的哭泣,抱怨者 的牢骚 ,这是 羊群中 的瘟疫 ,我不 能被它 传染。 我要尽 量避免 绝望, 辛勤耕 耘,忍 受苦楚 。我一 试再试 ,争取 每天的 成功, 避免以 失败收 常在别 人停滞 不前时 ,我继 续拼搏 。
常用橡胶的塑练特性
⑶、顺丁橡胶
顺丁橡胶 常用的顺丁橡胶门尼黏度较低,一般不必 塑炼;对某些门尼粘度值高的顺丁橡胶, 则仍需塑炼。
开炼机塑炼 顺丁橡胶分子量分布较窄,分子链很柔顺,低温 塑炼对顺丁橡胶的可塑性影响很小; 适当塑炼(薄通塑炼,辊温40℃左右,辊距1mm 以下),使其质地均匀,可提高硫化胶的物理机 械性能。
1、概述
天然橡胶
天然橡胶容易塑炼的原因:
1、甲基对双键的诱导效应和共轭效应的加和作用,使 分子主链中链节间的结合键能较低; 2、分子量较高,分子链易被扯断; 3、大分子自由基稳定性较高,不易产生再结合,机械 塑炼效果好。 4、诱导效应和共轭效应活化了α-次甲基位上的氢原子, 使天然橡胶容易进行氧化反应,且生成的氢过氧化 物,主要呈降解反应,因此,天然橡胶的高温塑炼 效果好。
而高丙烯腈含量的一段塑炼即可满足可塑性 要求; 4、粉状配合剂能促进丁腈橡胶的塑炼,粒子 越粗作用越大(如粗粒子炭黑、碳酸钙等)
。
密炼机塑炼
丁腈橡胶高温塑炼条件下,会导致生成凝胶 ,不能使用密炼机塑炼。
⑸、氯丁橡胶
CR
国产硫黄调节型和非硫调节型氯丁橡胶的初始门尼 黏度都较低,一般能满足加工工艺要求,可不进行 塑炼;但是,由于氯丁橡胶在贮存期内(尤其超过 半年),可塑性严重下降,因此仍需塑炼,以获得 所需要的可塑性。
等方法,制成具有较低门尼黏度 的生胶,无须塑炼加工,只有硬丁 腈橡胶等高门尼黏度的合成橡胶 才需进行塑炼加工。
常用橡胶的塑炼特性
天然橡胶 丁苯橡胶 顺定橡胶 丁腈橡胶 氯丁橡胶 丁基橡胶
2、常用橡胶的塑炼特性 ⑴、天然橡胶
塑炼特性
橡胶的成型性能
6. 常用胶料易产生的缺陷与特点
表 5 常用胶料易产生的缺陷与特点
序号 1 2 3 4 5
橡胶种类 天然橡胶 丁晴橡胶 氯丁橡胶
硅橡胶 氟橡胶
缺陷与特点 易粘摸、卷边、和闷气,扯断力差,伸长率大、易出摸、硫化流动性好 易闷气、接合力差、在接头处易出现明显接头痕迹,影响制品强度 因粘行大,易产生凹迹(低洼、麻点),出摸变形较大 易收缩率不易控制,制品尺寸较难保证,出摸较困难 易收缩率变化大、加工工艺性差、不易成形,硫化定形快,易卷边和产生裂纹
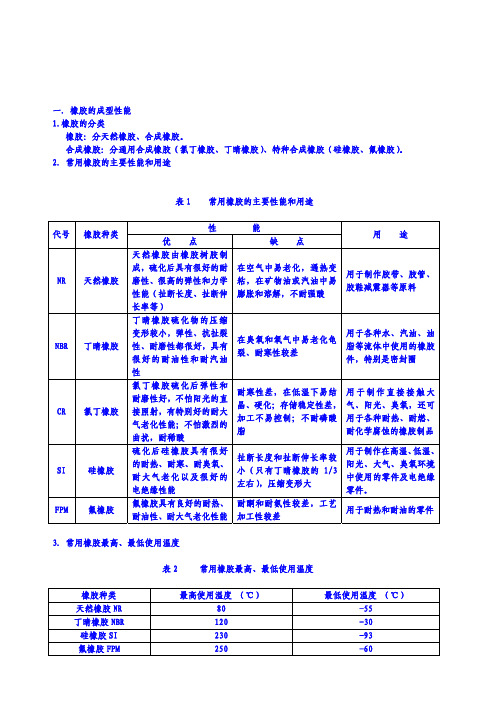
一.橡胶的成型性能 1.橡胶的分类
橡胶:分天然橡胶、合成橡胶。 合成橡胶:分通用合成橡胶(氯丁橡胶、丁晴橡胶)、特种合成橡胶(硅橡胶、氟橡胶)。 2. 常用橡胶的主要性能和用途
表 1 常用橡胶的主要性能和用途
代号 NR NBR CR SI FPM
橡胶种类 天然橡胶 丁晴橡胶 氯丁橡胶
硅橡胶 氟橡胶
性 优点 天然橡胶由橡胶树胶制 成,硫化后具有很好的耐 磨性、很高的弹性和力学 性能(扯断长度、扯断伸 长率等) 丁晴橡胶硫化物的压缩 变形较小,弹性、抗扯裂 性、耐磨性都很好,具有 很好的耐油性和耐汽油 性 氯丁橡胶硫化后弹性和 耐磨性好,不怕阳光的直 接照射,有特别好的耐大 气老化性能;不怕激烈的 曲扰,耐稀酸 硫化后硅橡胶具有很好 的耐热、耐寒、耐臭氧、 耐大气老化以及很好的 电绝缘性能 氟橡胶具有良好的耐热、 耐油性、耐大气老化性能
1.5
1.4
2.2~3〔采用二段(次)硫化〕 2.5~3.5〔采用二段(次)硫化〕
45~65 40~60
70
制品胶料收缩率/% 1.4~1.6 1.5~1.8 1.6~1.8 1.3~1.5 1.7~1.8 1.3~1.4 2.5~3.0 2.2~2.8 2.8~3.2 2.8~3.5
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
常见橡胶的塑炼特性
1:天然橡胶
天然橡胶比较容易获得可塑度。
恒粘度和低粘度标准马来西压橡胶的初始粘度较低,一般不需塑炼。
其他型号的标准胶若门尼粘度大于60时,则仍需塑炼。
天然橡胶用开炼机塑炼时,辊筒温度为30℃-40℃,时间约为15-20min。
用密炼机塑炼时,当温度达到120℃以上时,时间约为3-5min。
当加入增塑剂或塑解剂时,可以显著缩短塑炼时间,提高塑炼效果。
2:丁苯橡胶
一般来说,丁苯橡胶的门尼粘度多在35-60之间。
因此丁苯橡胶也可不用塑炼。
但实际上经过塑炼后,可提高配合剂的分散性,有助于提高产品质量。
特别是海绵橡胶制品,丁苯橡胶经过塑炼后,容易发泡,且泡孔大小均匀。
3:顺丁橡胶
顺丁橡胶有冷流性,不容易提高塑炼效果。
目前常用顺丁橡胶的门尼粘度在聚合时已经控制在适当范围(45°±5°),因此,一般不需要塑炼即可直接进行混炼。
4:氯丁橡胶
氯丁橡胶一般不必进行塑炼,但由于该胶的韧性较大,混炼前用开炼机薄通3-5次,有助于操作,薄通温度一般为30℃-40℃,太高容易粘辊。
5:乙丙橡胶
乙丙橡胶由于分子主链是饱和结构,塑炼难以引起分子的裂解。
因此,宜通过合成使其具有适宜的门尼粘度而不需塑炼。
6:丁基橡胶
丁基橡胶因其化学结构稳定而柔软,且分子量较小,流动性大,所以机械增塑效果不大。
门尼粘度较低的丁基橡胶一般不需经过塑炼即可直接混炼,门尼粘度高的丁基橡胶可采用高温化学塑炼法。
7:丁腈橡胶
丁腈橡胶可塑度小,韧性大,而且塑炼时生热大,因此,通常在开炼机上采用低温(辊温40℃以下),小辊距(约1MM),低容量(为天然橡胶的70%)以及分段塑炼,这样可收到较好效果。
丁腈橡胶不宜使用密炼机塑炼。
软丁腈橡胶由于本身已具有一定可塑度(一般小于60°),故可不必塑炼,直接进行混炼。