模具出入库记录
模具出入库管理规定

XXX有限公司
模具出入库管理规定文件编号:WI-JH-011 版本/版次:B/1
页次:1/5
1.目的
加强模具的流通和储存管理,及时反映模具状态,提高模具的使用效率。
2.范围
适用于我厂或外协厂商开发生产的注塑模具和按键模具(按键冲模、硅胶模、热铆、热熔治具不在此规定之内)。
3.职责
3.1计划科仓库负责公司已转产模具的内部收发及相应的帐务处理。
负责执行我司
模具外发、移模及相关帐务处理(提出领用、外发或移模的部门需提供符合流程的手续);负责对在库12个月以上未使用的模具提报市场部评审,并根据审核结果,分别作报废申请、移送保养等处理动作;负责模具档案的建立及维护工作。
3.2质量部、注塑科负责转产模具状况的确认;
3.3模具组立科负责模具的验收确认及本部门存放的或未转产模具的日常管理;负
责异常模具的维修以及完成维修保养的非生产模具的入库手续的办理;负责根据仓库提报的需保养的呆滞模具进行例行保养维护;负责向仓库提供经注塑部签字确认后的《模具维修跟踪单》。
3.4工程部负责在加工要求表中提供模具资料(包括项目名称、该项目总模具数、
模具名称、模具编号等),并保证其及时性。
3.5工程部负责在接到项目的加工要求表后将模具资料录入K3系统。
4.作业流程:
4.1模具入库:
4.1.1 模具收发过程中,所涉及的所有单据(如《送货单》、《入仓单》、《发料
单》等),都需注明项目、模具名称、模具编号等相关资料,并验证模具
编号的唯一性。
4.1.2 工程部在接到项目的加工要求表后将模具资料录入K3中的模具实仓。
4.1.3新开制(或变型机)的模具,需在仓库接收到合格的《模具验收报告》后,。
模具台账履历表
模具的购入、 更换、 修理、 设计变更、 废弃等记录 生产 模数 费 用
借
入
单
位
负
责
人 印
负责人
经手人
及
单
位
印
章
:
借
入
年 月
厂家代号
日
:
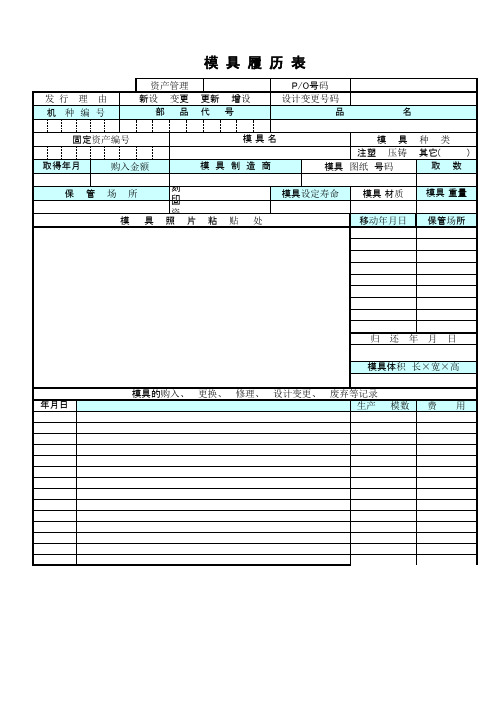
模具履历表
资产管理
P/O号码
发行 理 由
新设 变更 更新 增设
设计变更号码
机 种编号
部 品代 号
品
名
固定资产编号
取得年月
购入金额
模Hale Waihona Puke 名 模具制造商模具 注塑 压铸 模具 图纸 号码
种类
其它(
)
取数
保管场所
刻 印 固
资 模 具照片粘贴 处
模具设定寿命
模具 材质 移动年月日
模具 重量 保管场所
年月日
归还年月日
模具工装出入库检验及领用管理流程(玻璃制品)

模具/工装出入库检验及领用管理流程一、目的:以公司章程为依据,规范公司模具/工装管理工作,为提高模具的使用效率,保障生产需求,特制订本管理流程。
二、适用范围:本公司开发设计订购模具/工装。
三、权责:协助公司模具的运作,完成所进模具的验收及储存管理,确保模具品质,提高其适用性,更好的服务于生产。
四、管理项目和过程控制1、到货清点:模具到货后由模具库管员按照供货商的《发货清单》盘点各品种部件模具数并确认登记,如到货与发货清单不同,需通知采购人员。
确认登记后由库管员交检验员静态检验。
无号码模具待静态检验合格后由检验员或库管员编写临时编号。
UHP厂商代号品名年份月份流水号P38模具编号规则: YG 14 01 —S 0 1Z表示珠盖S表示沙盖H表示环行盖 Q表示足球盖2、静态检验:静态检验内容包括模具外观质量和可用量具直接测量检验的模具工装尺寸。
检验员按图纸要求检验模具,在模具缺陷不良处用记号笔标注,填写《模具检验报告》并交模具技术员。
模具工装检验合格后由检验员交库管员接收存放,不合格品由检验员退回库房,并通知生产保障部模具采购人员和生产技术部模具技术员,采购人员需及时联系供货商处理退货模具并及时补充。
3、接收存放:静态检验合格模具可接收存放,由检验交库房存放保管。
需要热态试模模具待生产安排试模。
不需要热态试模模具和UHP模具静态检验合格后判定为入库,UHP冲头由库管员填写《上模流转卡》并保管存放。
4、热态试模:热态试模的检验内容包括静态检验不能直接用量具测量判定的尺寸、外观质量、光束角等玻璃制品技术要求,改为测量玻璃制品的相关尺寸和玻璃制品的特定标准来判断。
由模修从库房领取模具。
由热检员判定模具是否合格,在模具缺陷不良处用记号笔标注,并填写《试模登记表》。
热态试模的合格模具判定入库。
不合格品由模修退回库房,并通知生产保障部模具采购人员和生产技术部模具技术员,采购人员需及时联系供货商处理退货模具并及时补充。
模具出入库流程图
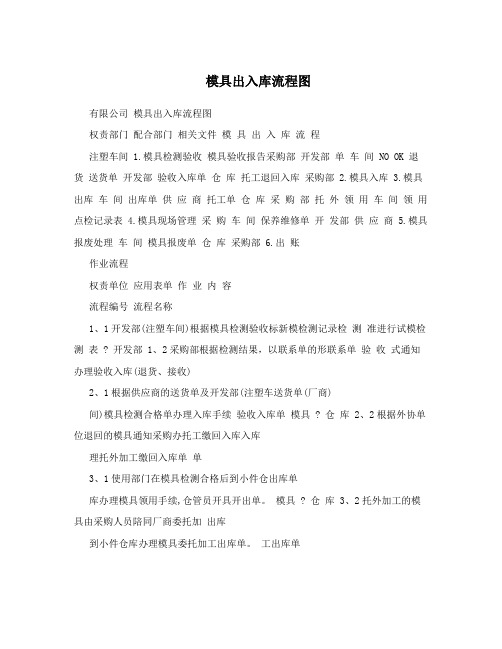
模具出入库流程图有限公司模具出入库流程图权责部门配合部门相关文件模具出入库流程注塑车间 1.模具检测验收模具验收报告采购部开发部单车间 NO OK 退货送货单开发部验收入库单仓库托工退回入库采购部 2.模具入库 3.模具出库车间出库单供应商托工单仓库采购部托外领用车间领用点检记录表 4.模具现场管理采购车间保养维修单开发部供应商 5.模具报废处理车间模具报废单仓库采购部 6.出账作业流程权责单位应用表单作业内容流程编号流程名称1、1开发部(注塑车间)根据模具检测验收标新模检测记录检测准进行试模检测表 ? 开发部 1、2采购部根据检测结果,以联系单的形联系单验收式通知办理验收入库(退货、接收)2、1根据供应商的送货单及开发部(注塑车送货单(厂商)间)模具检测合格单办理入库手续验收入库单模具 ? 仓库 2、2根据外协单位退回的模具通知采购办托工缴回入库入库理托外加工缴回入库单单3、1使用部门在模具检测合格后到小件仓出库单库办理模具领用手续,仓管员开具开出单。
模具 ? 仓库 3、2托外加工的模具由采购人员陪同厂商委托加出库到小件仓库办理模具委托加工出库单。
工出库单4、1注塑车间对模具进行编号上架、对模点检记录单具使用的情况(点检和维修、保养)进注塑车间模具现行记录。
? 模具维修保养场管理 4(2外协厂商要对模具进行保养、维修作厂商记录单单点检记录,要确保模具完好无损。
5、1当出现模具不能使用且不能修理时,由注塑车间填写《模具报废申请单》,交部模具报废注塑车间模具申请单 ? 门主管进行核准,报总经理审批后进行报废报废采购部处理;并到仓库办理模具报废出库处理。
6、1小件仓库根据已审批好的《模具报废模具退回入库申请单》先作模具退回入库,之后再作报废单 ? 出账仓库模具报废出库出库处理,并将退回入库和报废出库单附在单《模具报废申请单》上,作为出库依据。
模具出入库管理流程为进一步规范公司模具出入库管理,保证公司资产的安全与完整,特拟本规定。
模具部货仓出入库作业指导书[规范]
![模具部货仓出入库作业指导书[规范]](https://img.taocdn.com/s3/m/6031f6366f1aff00bfd51e15.png)
模具部货仓出入库作业指导书对应的流程/规范1. 目的为了规范原材料及委外工件出入库流程,确保所有的原材料及委外工件出入库都能得到管控,使其及时、准确的反映出出入库的所有事项。
2. 概述无3. 术语4. 操作说明4.1供应商来料入库4.1.1、所有供应商来料都需要货仓人员统一接收。
4.1.2、来料接收前,收货人员需检查供应商开出的《送货单》上物料名称、编码、规格、数量、采购单号是否完整。
再根据《送货单》核对物料名称、编码、规格、数量是否与实物一致,运输过程中是否有损坏,钢料需附材质证明。
如有其中一项不符,则不予收货,并告知送货人员不符之处。
4.1.3、来料接收后,收货人员将收货信息录入K3系统,并将《送货单》及物料交接给IQC检验。
4.1.4、经IQC检验合格后,再次确认物料名称、编码、规格、数量是否相符。
无误后将物料入库,按储位摆放(第一次到货物料,需登记新储位),并将入库信息录入K3系统。
4.1.5、单据整理归档,《送货单》一式三份,一份签回供应商,一份交采购,一份货仓存档留底。
4.2委外工件接收4.2.1、所有委外工件入库都需货仓人员统一接收。
4.2.2、工件接收前,收货人员需检查委外加工商开出的《送货单》上模号、工件编号、委外单号、数量是否完整。
再根据《送货单》核对模号、工件编号、数量是否与实物一致,如有其中一项不符,则不予收货,并告知送货人员不符之处。
4.2.3、工件接收后,及时在模具管理系统中做回厂登记,模具管理系统中无记录的需在相应的登记表上做好回厂登记。
将工件交接给IQC检验,由品质送到车间。
4.2.4、单据整理归档,委外《送货单》一式三份,一份货仓存档留底,其余签回委外加工商。
4.3车间退料入库4.3.1、所有车间退料入库都需货仓人员统一接收。
4.3.2、物料接收前,收货人员需检查车间开出的《其他入库单》上的各部人员签核是否完整,再根据《其他入库单》核对物料编码、名称、数量、规格是否一致,以及仓位是否有误,如有其中一项不符,则不予接收,并告知退料人员不符之处。
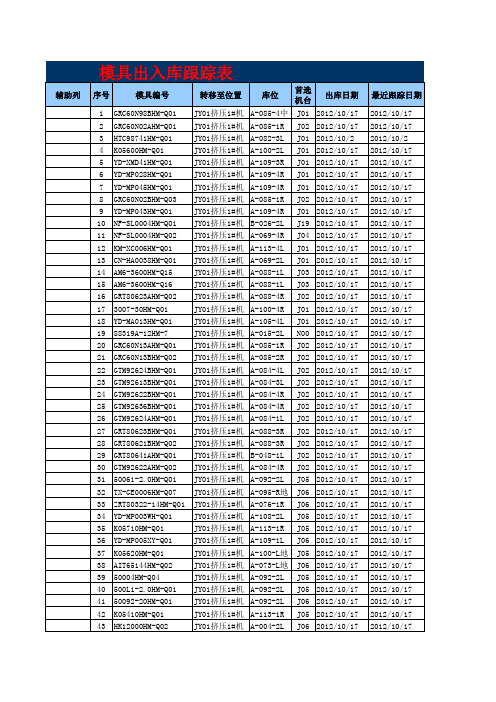
模具出入库跟踪表
JY01挤压1#机 A-085-2R J02 2012/10/17 JY01挤压1#机 A-084-4L J02 2012/10/17
JY01挤压1#机 A-084-3L JY01挤压1#机 A-084-4R JY01挤压1#机 A-002 2012/10/17 J02 2012/10/17
2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17 2012/10/17
JY01挤压1#机 A-109-4R J01 2012/10/17 JY01挤压1#机 A-109-4R J01 2012/10/17
JY01挤压1#机 A-085-1R JY01挤压1#机 A-109-4R JY01挤压1#机 B-026-2L
J02 2012/10/17 J01 2012/10/17 J19 2012/10/17
JY01挤压1#机 A-109-1L J06 2012/10/17 JY01挤压1#机 A-100-L地 J05 2012/10/17
JY01挤压1#机 A-073-L地 J06 2012/10/17 JY01挤压1#机 A-092-2L J05 2012/10/17 JY01挤压1#机 A-092-2L J05 2012/10/17
模具出入库管理制度

模具出入库管理制度一、总则为了规范模具出入库管理工作,确保模具的安全使用和有效管理,提高模具利用率,减少模具损耗,特制定本制度。
二、责任主体1. 生产部门:负责模具的使用和保管工作;2. 设备部门:负责模具的维护和保养工作;3. 仓库部门:负责模具的入库和出库管理。
三、模具出库管理1. 申请:生产部门需要使用模具时,由相关人员填写《模具出库申请单》,注明模具名称、数量、用途、使用时间等信息,并签字盖章;2. 审批:生产部门申请后,需经过主管审批,确认模具的使用合理性;3. 出库:经过审批后,仓库部门根据出库单号和相关信息,将模具出库,并记录出库时间、领用人、使用部门等信息;4. 监管:出库后,生产部门需对模具进行严格监管,防止损坏或丢失。
四、模具入库管理1. 归还:生产部门使用完模具后,需及时归还至仓库,填写《模具归还单》,注明归还日期、数量、状态等信息;2. 清点:仓库部门接收模具后,对模具进行清点,确认数量和状态无误;3. 入库:确认无误后,将模具入库,并记录入库时间、归还人等信息;4. 维护:入库后,设备部门负责对模具进行维护和保养,确保模具的正常使用。
五、模具损坏、丢失处理1. 损坏:生产部门在使用过程中发现模具损坏或出现故障,需及时报告设备部门,由设备部门进行维修或更换;2. 丢失:如果模具无法找到或丢失,生产部门需立即报告主管,进行调查核实,查明责任人并进行追责处理。
六、模具盘点1. 定期盘点:每年至少进行一次模具盘点,对库存模具进行清点和核对,确保数量和状态符合记录;2. 盘点流程:仓库部门负责组织盘点工作,生产部门全程配合,并对盘点结果进行确认。
七、模具管理制度宣传1. 培训:对生产、仓库、设备等相关人员进行模具管理制度培训,让员工了解并遵守相关规定;2. 宣传:定期开展模具管理制度宣传活动,加强员工对模具管理工作的重视和认识。
八、违纪处理对于违反模具管理制度的行为,根据违纪情节轻重,主管部门可对责任人给予批评、警告、甚至停职等处理。
模具出入库跟踪表
JY01挤压1#机 A-069-4R J04 2012/10/17 JY01挤压1#机 A-113-4L J01 2012/10/17
JY01挤压1#机 A-069-2L JY01挤压1#机 A-088-1L JY01挤压1#机 A-088-1L
J01 2012/10/17 J03 2012/10/17 J03 2012/10/17
JY01挤压1#机 A-085-2R J02 2012/10/17 JY01挤压1#机 A-084-4L J02 2012/10/17
JY01挤压1#机 A-084-3L JY01挤压1#机 A-084-4R JY01挤压1#机 A-084-4R
J02 2012/10/17 J02 2012/10/17 J02 2012/10/17
辅助列
模具出入库跟踪表
序号
模具编号
1 GRC60N98BHM-Q01 2 GRC60N02AHM-Q01 3 HTC98741HM-Q01 4 K05600HM-Q01 5 YD-XMD41HM-Q01 6 YD-MP028HM-Q01 7 YD-MP045HM-Q01 8 GRC60N02BHM-Q03 9 YD-MP043HM-Q01 10 NF-SL0004HM-Q01 11 NF-SL0004HM-Q02 12 KM-XC006HM-Q01 13 CN-HA0038HM-Q01 14 AM6-3600HM-Q15 15 AM6-3600HM-Q16 16 GRT80623AHM-Q02 17 3007-30HM-Q01 18 YD-MA013HM-Q01 19 88319A-12HM-7 20 GRC60N13AHM-Q01 21 GRC60N13BHM-Q02 22 GTM92624BHM-Q01 23 GTM92613BHM-Q01 24 GTM92622BHM-Q01 25 GTM92636BHM-Q01 26 GTM92624AHM-Q01 27 GRT80623BHM-Q01 28 GRT80621BHM-Q02 29 GRT80641AHM-Q01 30 GTM92622AHM-Q02 31 50061-2.0HM-Q01 32 TX-GE0006HM-Q07 33 ZRT80322-14HM-Q01 34 YD-MP003WH-Q01 35 K05710HM-Q01 36 YD-MP005XY-Q01 37 K05620HM-Q01 38 AIT65144HM-Q02 39 50004HM-Q04 40 500L1-2.0HM-Q01 41 50092-20HM-Q01 42 K05410HM-Q01 43 HK12000HM-Q02
模具出入库管理程序

1.流程操作说明:
1.1所有进仓五金模具要有车间助理以上管理签名才有效;
1.2进仓模具要与车间保养和防护单一起进仓,防护单要有车间组长以上管理人员签名确认;
1.3进仓模具凭进仓单进仓,进仓单批准栏要有车间助理以上管理人员签名;
1.4具备以上条件,仓管员才能接收,由仓管员指定位置存放;
1.5仓管员接收模具后,根据进仓单、模型、模号进入电脑台账,并做好手工账,所有模具都要在
电脑、手工账确认定位,便于查找管理;
1.6车间领用模具,凭领料单领取模具,领料单批准栏要有车间助理以上管理人员签名,仓库才能
发放;
1.7车间领出模具后,仓管员要做好记录,并及时更新台账;
1.8仓管员要按以上制度做好模具管理工作。
压铸模具出入库记录表示例
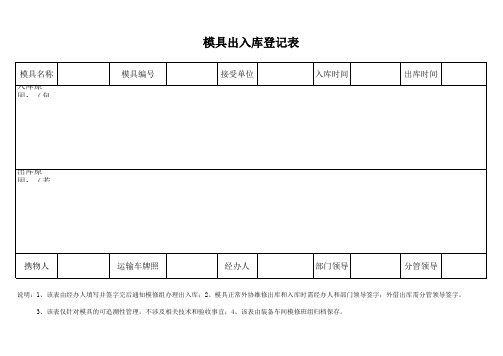
模具名称 模具编号 接受单位 入库时间 出库时间
入库原因:(包括外协维修完工送回、新模具试模、外借调回等)
出库原因:(若是外协维修需详细填写具体维修内容)
携物人
运输车牌照经办人源自部门领导分管领导说明:1、该表由经办人填写并签字完后通知模修组办理出入库;2、模具正常外协维修出库和入库时需经办人和部门领导签字;外借出库需分管领导签字。 3、该表仅针对模具的可追溯性管理,不涉及相关技术和验收事宜;4、该表由装备车间模修班组归档保存。
模具入库验收单

模具型号 模具仓库
模具编号 孔数 收缩比 吨位 同意验收入库 □ 不同意验收入库 □
签 名
日 期
自压班 ( )数 收缩比 吨位
合 格 不合格
□ □
签 名
日 期
株洲明日硬质合金有限公司模具验收入库单验收入库日期模具班模具型号模具编号孔数收缩比吨位同意验收入库模具仓库模具型号模具编号孔数收缩比吨位同意验收入库模具型号模具编号孔数收缩比吨位备注
株洲明日硬质合金有限公司
模具验收入库单
模 号 模具型号 模具班 不同意验收入库 □ 客 户 验收入库日期 签 名 日 期 模具编号 孔数 收缩比 吨位 同意验收入库 □
模具型号 模具仓库
模具编号 孔数 收缩比 吨位 同意验收入库 □ 不同意验收入库 □
签 名
日 期
自压班 ( ) 备注:
模具型号
模具编号 孔数 收缩比 吨位
合 格 不合格
□ □
签 名
日 期
株洲明日硬质合金有限公司
模具验收入库单
模 号 模具型号 模具班 不同意验收入库 □ 客 户 验收入库日期 签 名 日 期 模具编号 孔数 收缩比 吨位 同意验收入库 □