Minitab中如何制作正态分布及Xbar-R控制图幻灯片
MINITAB-Xbar-R控制图

2种数据处理方法生成Xbar-R控制图
数据处理
1)原始数据输入
2)将原始数据中与Xbar-R控制图相关子组(列)数据整理。
上图中相关数据为C2、C4、C6、C8、C10,即对位率值。
A.第一种方法:将数据整理至单列中:选择数据—堆叠—列,将相关数据选入。
按下“确定”后,得到以下处理结果:
对话框选择
将鼠标点在列处理后工作表内,选择统计--控制图—子组的变量控制图(S)---Xbar-R(B)
按以上对话框选择。
将C2添加入数据栏。
子组大小为原始数据中每一列数据的个数,具体含义可点击“帮助”查看。
点击确定按钮,可得该次数据的Xbar-R控制图:
图中的UCL和LCL为控制上下限,为计算值。
与USL和LSL不同。
关于该图的解释可参考“帮助”。
B.第二种方法:将数据整理至多列的同一行中:选择数据—转置列,将相关数据选入。
单击“确定”后,得到以下处理结果。
将鼠标点在此表内,选择统计--控制图—子组的变量控制图(S)---Xbar-R(B)
将30列数据全部选入
按以上对话框选择。
将C2添加入数据栏。
子组大小为原始数据中每一列数据的个数,具体含义可点击“帮助”查看。
单击“确定”后,得到以下控制图:
对比2种方法得到的控制图,结果一致。
MiNitab作控制图的方法.doc

1 控制图的选择1.1 计量值特性凡产品的品质特性以实际量测方式取得的特性称为计量特性,例如重量、厚度等。
此类数据选用“均植和极差值X-R”控制图。
1.2 计数值特性凡产品的品质特性不连续,不易或不能以实际量测方式取得,只能间断取值的特性,例如不合格数、不良品率等。
此类数据选用“P”控制图。
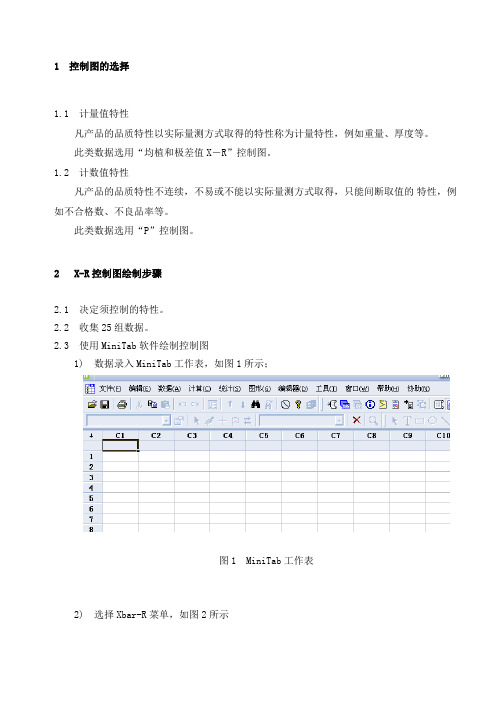
2 X-R控制图绘制步骤2.1 决定须控制的特性。
2.2 收集25组数据。
2.3 使用MiniTab软件绘制控制图1) 数据录入MiniTab工作表,如图1所示;图1 MiniTab工作表2) 选择Xbar-R菜单,如图2所示图2 Xbar-R菜单 3) 根据会话窗口输入相应数据,如图3所示图3 Xbar-R会话窗口4) 绘制X-R控制图,如图4所示S a m p l eS a m p l e M e a n5432126242220__X=22.221UCL=25.459LCL=18.984S a m p l eS a m p l e R a n g e543211612840_R=6.70UCL=13.42LCL=01Xbar-R Chart of C12图4 X-R 控制图2.4 检查是否有超出控制界限的点,如图4中第5组数据。
2.5 将超出控制界限的数据剔除并重复“2.4”。
3 生产现场X-R 控制图的使用3.1 生产现场依据规定的抽样频率及抽样数,记录数据,所得数据录入MiniTab 工作表。
3.2 根据历史计算出的“均值”、“标准差”,绘制生产现场实时X-R 控制图。
历史统计值输入窗口如图5所示。
图5 控制参数输入窗口4 控制图判读原则及异常控制图的纠正/预防措施4.1 正常之控制图其各点的动态1) 多数的点集中在中心线附近。
2) 少数的点落在控制界限附近(但未超出控制界限)。
3) 各点的分布呈随机状态。
4.2 异常控制图的判读1) 任何超出控制限的点2) 连续7个点在中心线之上或之下3) 连续7个点上升或下降4) 任何其它明显的非随机图形,如2/3的描点应落在控制限1/3的中间区域,描点成规则形状。
Minitab质量分析图表控制图 ppt课件
➢ 单击单值控制图选项,然后单击检验选项卡。 ➢ 选择执行所有的特殊原因检验,然后在每个对话框中单击确定。
质量2管021理/3/2学6
5
单值X控制图-绘制与分析
• 输出结果分析: • 检验 1。1 个点,距离中心线超过 3.00 个标准差。 • 检验出下列点不合格: 14, 23, 30, 31, 44, 45
LCL=0
9 11 13 15 17 19 21 样本
• 解释结果
➢ 样本标准差随机地落于控制图限制内。可以断定,班次之间故障的变异性 因常规原因所致,同班次无关。
质量2管021理/3/2学6
15
Xbar-R控制图-制作与分析
• 在同一个图形窗口中显示子组 平均值控 制图(X 控制图)和子组极差控制图(R 控制图)。X 控制图绘制在屏幕的上半部 分,R 控制图绘制在下半部分。通过同时 查看这两个控制图,可以同时跟踪过程水 平和过程变异,以及检测是否存在特殊原 因。
• 操作步骤:
➢ 1 打开工作表“机轴.MTW”。 ➢ 2 选择统计 > 控制图 > 子组的变量控制图 > R。
➢ 3 选择图表的所有观测值均在一列中,然后输入 AB间距。
➢ 4 在子组大小中,输入5。 ➢ 5 单击 R 选项,然后单击估计选项卡。 ➢ 6 在估计标准差的方法,子组大小 > 1 下,选择 Rbar。 ➢ 7 单击检验选项卡。 ➢ 8 选择执行所有的特殊原因检验。在每个对话框中单击确定。
➢ 3 选择图表的所有观测值均在一列中,然后输入供应商2。
➢ 4 在子组大小中,输入 5。单击确定。
质量2管021理/3/2学6
17
Xbar-R控制图-制作与分析
MiNitab作控制图的方法

1 控制图的选择1.1 计量值特性凡产品的品质特性以实际量测方式取得的特性称为计量特性,例如重量、厚度等。
此类数据选用“均植和极差值X-R”控制图。
1.2 计数值特性凡产品的品质特性不连续,不易或不能以实际量测方式取得,只能间断取值的特性,例如不合格数、不良品率等。
此类数据选用“P”控制图。
2 X-R控制图绘制步骤2.1 决定须控制的特性。
2.2 收集25组数据。
2.3 使用MiniTab软件绘制控制图1) 数据录入MiniTab工作表,如图1所示;图1 MiniTab工作表2) 选择Xbar-R菜单,如图2所示图2 Xbar-R菜单 3) 根据会话窗口输入相应数据,如图3所示图3 Xbar-R会话窗口 4) 绘制X-R控制图,如图4所示S a m p l eS a m p l e M e a n5432126242220__X=22.221UCL=25.459LCL=18.984S a m p l eS a m p l e R a n g e543211612840_R=6.70UCL=13.42LCL=01Xbar-R Chart of C12图4 X-R 控制图2.4 检查是否有超出控制界限的点,如图4中第5组数据。
2.5 将超出控制界限的数据剔除并重复“2.4”。
3 生产现场X-R 控制图的使用3.1 生产现场依据规定的抽样频率及抽样数,记录数据,所得数据录入MiniTab 工作表。
3.2 根据历史计算出的“均值”、“标准差”,绘制生产现场实时X-R 控制图。
历史统计值输入窗口如图5所示。
图5 控制参数输入窗口4 控制图判读原则及异常控制图的纠正/预防措施4.1 正常之控制图其各点的动态1) 多数的点集中在中心线附近。
2) 少数的点落在控制界限附近(但未超出控制界限)。
3) 各点的分布呈随机状态。
4.2 异常控制图的判读1) 任何超出控制限的点2) 连续7个点在中心线之上或之下3) 连续7个点上升或下降4) 任何其它明显的非随机图形,如2/3的描点应落在控制限1/3的中间区域,描点成规则形状。
MiNitab作控制图的方法
1 控制图的选择1.1 计量值特性凡产品的品质特性以实际量测方式取得的特性称为计量特性,例如重量、厚度等。
此类数据选用“均植和极差值X-R”控制图。
1.2 计数值特性凡产品的品质特性不连续,不易或不能以实际量测方式取得,只能间断取值的特性,例如不合格数、不良品率等。
此类数据选用“P”控制图。
2 X-R控制图绘制步骤2.1 决定须控制的特性。
2.2 收集25组数据。
2.3 使用MiniTab软件绘制控制图1) 数据录入MiniTab工作表,如图1所示;图1 MiniTab工作表2) 选择Xbar-R菜单,如图2所示图2 Xbar-R菜单 3) 根据会话窗口输入相应数据,如图3所示图3 Xbar-R会话窗口4) 绘制X-R控制图,如图4所示图4 X-R控制图2.4 检查是否有超出控制界限的点,如图4中第5组数据。
2.5 将超出控制界限的数据剔除并重复“2.4”。
3 生产现场X-R控制图的使用3.1 生产现场依据规定的抽样频率及抽样数,记录数据,所得数据录入MiniTab工作表。
3.2 根据历史计算出的“均值”、“标准差”,绘制生产现场实时X-R控制图。
历史统计值输入窗口如图5所示。
图5 控制参数输入窗口4 控制图判读原则及异常控制图的纠正/预防措施4.1 正常之控制图其各点的动态1) 多数的点集中在中心线附近。
2) 少数的点落在控制界限附近(但未超出控制界限)。
3) 各点的分布呈随机状态。
4.2 异常控制图的判读1) 任何超出控制限的点2) 连续7个点在中心线之上或之下3) 连续7个点上升或下降4) 任何其它明显的非随机图形,如2/3的描点应落在控制限1/3的中间区域,描点成规则形状。
4.3 异常之控制图的纠正/预防措施1) 出现任何超出控制界限的点,都应提请相关单位进行原因分析,并采取纠正措施。
2) 对于连续7个点在中心线之上或之下,或连续7个点上升或下降,或其它明显非随机图形,都应提请相关部门分析原因,留意趋势采取相应预防措施。
MiNitab作控制图的方法

1 控制图的选择1.1 计量值特性凡产品的品质特性以实际量测方式取得的特性称为计量特性,例如重量、厚度等。
此类数据选用“均植和极差值X-R”控制图。
1.2 计数值特性凡产品的品质特性不连续,不易或不能以实际量测方式取得,只能间断取值的特性,例如不合格数、不良品率等。
此类数据选用“P”控制图。
2 X-R控制图绘制步骤2.1 决定须控制的特性。
2.2 收集25组数据。
2.3 使用MiniTab软件绘制控制图1) 数据录入MiniTab工作表,如图1所示;图1 MiniTab工作表2) 选择Xbar-R菜单,如图2所示图2 Xbar-R菜单 3) 根据会话窗口输入相应数据,如图3所示图3 Xbar-R会话窗口4) 绘制X-R控制图,如图4所示图4 X-R控制图2.4 检查是否有超出控制界限的点,如图4中第5组数据。
2.5 将超出控制界限的数据剔除并重复“2.4”。
3 生产现场X-R控制图的使用3.1 生产现场依据规定的抽样频率及抽样数,记录数据,所得数据录入MiniTab工作表。
3.2 根据历史计算出的“均值”、“标准差”,绘制生产现场实时X-R控制图。
历史统计值输入窗口如图5所示。
图5 控制参数输入窗口4 控制图判读原则及异常控制图的纠正/预防措施4.1 正常之控制图其各点的动态1) 多数的点集中在中心线附近。
2) 少数的点落在控制界限附近(但未超出控制界限)。
3) 各点的分布呈随机状态。
4.2 异常控制图的判读1) 任何超出控制限的点2) 连续7个点在中心线之上或之下3) 连续7个点上升或下降4) 任何其它明显的非随机图形,如2/3的描点应落在控制限1/3的中间区域,描点成规则形状。
4.3 异常之控制图的纠正/预防措施1) 出现任何超出控制界限的点,都应提请相关单位进行原因分析,并采取纠正措施。
2) 对于连续7个点在中心线之上或之下,或连续7个点上升或下降,或其它明显非随机图形,都应提请相关部门分析原因,留意趋势采取相应预防措施。
MiNitab作控制图的方法.pdf

StDev(Overall) 1.13329
USL Within Overall
Potential (Within) Capability Cp 0.86 CPL 0.80 CPU 0.92 Cpk 0.80
Overall Capability
Pp 0.88
PPL 0.82
PPU 0.95
Ppk 0.82
6
图 8 工序能力指数菜单
图 9 参数设置窗口
3) 工序能力指数 Cpk 的计算结果 Process Capability of C12
LSL
Process Data
LSL
19
Target
*
USL
25
Sample Mean 21.7863
Sample N
30
StDev(Within) 1.16714
4.1 正常之控制图其各点的动态 1) 多数的点集中在中心线附近。 2) 少数的点落在控制界限附近(但未超出控制界限)。 3) 各点的分布呈随机状态。
4.2 异常控制图的判读 1) 任何超出控制限的点 2) 连续 7 个点在中心线之上或之下 3) 连续 7 个点上升或下降 4) 任何其它明显的非随机图形,如 2/3 的描点应落在控制限 1/3 的中间区域,描点成 规则形状。
4.3 异常之控制图的纠正/预防措施 1) 出现任何超出控制界限的点,都应提请相关单位进行原因分析,并采取纠正措施。 2) 对于连续 7 个点在中心线之上或之下,或连续 7 个点上升或下降,或其它明显非随
机图形,都应提请相关部门分析原因,留意趋势采取相应预防措施。
4
5 P 控制图的使用方法
5.1 使用 P 控制图的样本数(n)以能够发现 1-5 个不良品最为适当。 5.2 使用 MiniTab 软件绘制 P 控制图
MiNitab作控制图的方法

1 控制图的选择1.1 计量值特性凡产品的品质特性以实际量测方式取得的特性称为计量特性,例如重量、厚度等。
此类数据选用“均植和极差值X-R〞控制图。
1.2 计数值特性凡产品的品质特性不连续,不易或不能以实际量测方式取得,只能连续取值的特性,例如不合格数、不良品率等。
此类数据选用“P〞控制图。
2 X-R控制图绘制步骤2.1 决定须控制的特性。
2.2 收集25组数据。
2.3 使用MiniTab软件绘制控制图1) 数据录入MiniTab工作表,如图1所示;图1 MiniTab工作表2) 选择Xbar-R菜单,如图2所示图2 Xbar-R菜单 3) 根据会话窗口输入相应数据,如图3所示图3 Xbar-R会话窗口4) 绘制X-R控制图,如图4所示Sa m p l eS a m p l e M e a n5432126242220__X=22.221UCL=25.459LCL=18.984S a m p l eS a m p l e R a n g e543211612840_R=6.70UCL=13.42LCL=01Xbar-R Chart of C12图4 X-R 控制图2.4 检查是否有超出控制界限的点,如图4中第5组数据。
2.5 将超出控制界限的数据剔除并重复“2.4〞。
3 生产现场X-R 控制图的使用3.1 生产现场依据规定的抽样频率及抽样数,记录数据,所得数据录入MiniTab 工作表。
3.2 根据历史计算出的“均值〞、“标准差〞,绘制生产现场实时X-R 控制图。
历史统计值输入窗口如图5所示。
图5 控制参数输入窗口4 控制图判读原那么及异常控制图的纠正/预防措施4.1 正常之控制图其各点的动态1) 多数的点集中在中心线附近。
2) 少数的点落在控制界限附近〔但未超出控制界限〕。
3) 各点的分布呈随机状态。
4.2 异常控制图的判读1) 任何超出控制限的点2) 连续7个点在中心线之上或之下3) 连续7个点上升或下降4) 任何其它明显的非随机图形,如2/3的描点应落在控制限1/3的中间区域,描点成规那么形状。
Minitab中如何制作正态分布及Xbar-R控制图

注意事项
导入的数据列与列之间长度应相同 添加上下限时不要在对边界打钩
h
10
h
4
5.当有多列数据时,重复步骤1~2的方式;然后获得如下窗口,选择“子组跨数列”, 将“C1~C4的数据”选择,输入规格上下限,点击选项将标题输入后点击“确定”
h
5
6. 获得图形
h
6
Xbar-R
1. 将数据输入到minitab工作表中,按图示路径找到Xbar-R
h
7
2. 选择“子组的观测值位于多列的同一行中”,并将C1~C4的数据选择后, 点击“Xbar-R选项”,点击“检验”,按要求选择不同的检验要求后点击确定,再点击 “选项”,将想要的标题输入,点击“确定”,获得Xbar-R图形(如下页PPT图示)
Minitab中如何制作正态分布及Xbar-R控制图
正态分布 X-Bar-R控制图
h
1
1. 将数据复制进Minitab中
h
2
2. 按图示路径找到正态
h
3
3. 获得如下提示框,左键将“C1测量数据” ,点击“选择”; 子组大小为:1(子组大小>1);输入规格上下限,点击“选项”,将想要的标题输入, 点击“确定”,获得正态分布图形
《MINITAB教程》幻灯片

工具栏的介绍
打开文件 保存文件 打印窗口
插入单元格 插入行 插入列 移动列 剪切单元格
管理图形 关闭图形 撤销
剪切 复制 粘贴 恢复
上一次记忆刷
下一次记忆刷
最后一次对话框 程序窗口 数据窗口
帮助
档案
PROJECT
• 工程,是一个宏观的,其可以包含了数 据工作表、图形、报告等。
• 如果你想要存下所有的数据那么应当是 使用PROJECT的格式。
框中,输入 A。在第二行中,输入 81:90 和 B。在第 三行中,输入 71:80 和 C。在第四行中,输入 61:70 和 D。在第五行中,输入 0:60 和 F。单击确定。
操作接口
编码结果
更改数据类型
• Minitab和excel一样,都有不同的数据 类型,最典型的有文本类型和数据类型。
合并结果
计算
涂顺章
计算的功能
• 计算器 • 行统计量 • 列统计量 • 标准化
计算器
计算器例如
• 设定公式以自动计算历时时间的例如 • 假设某家书店要跟踪从收到在线订单到从仓库发出图书所经历的
时间。他们为工作表中的一列设定了一个公式,以便在添加新的 订单日期和发运日期时,让 Minitab 自动计算历时时间。 • 1翻开工作表“订单.MTW〞。 • 2在列标题 C4 下的单元格中,键入历时天数。 • 3单击列标题 C4 以选定该列。选择编辑器 > 公式 > 对列设定公 式。 • 4在表达式中,输入 C3 - C2。单击确定。 • 5选择编辑器 > 公式,确保已选中“自动计算所有公式〞。如果 未选中该项,请选中它。 ? • 6在列 C2 与行 12 的穿插处,输入日期 10-18-2005。在列 c3 与行 12 的穿插处,输入日期 10-21-2005。
MiNitab作控制图的方法
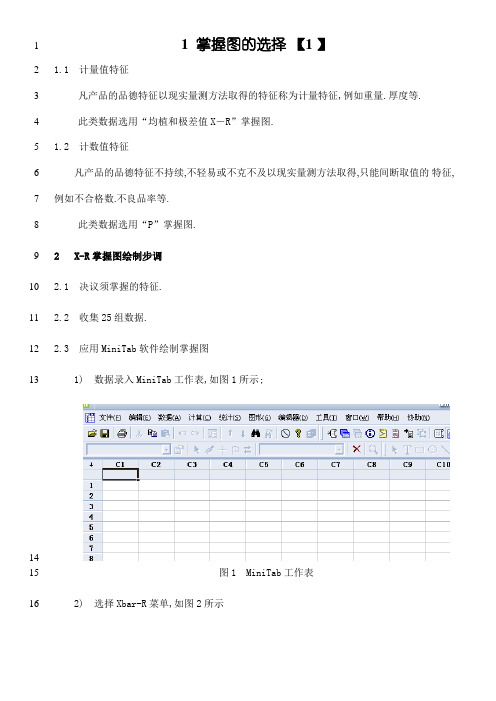
1 掌握图的选择【1 】121.1 计量值特征3凡产品的品德特征以现实量测方法取得的特征称为计量特征,例如重量.厚度等.4此类数据选用“均植和极差值X-R”掌握图.1.2 计数值特征56凡产品的品德特征不持续,不轻易或不克不及以现实量测方法取得,只能间断取值的特征, 7例如不合格数.不良品率等.8此类数据选用“P”掌握图.92 X-R掌握图绘制步调102.1 决议须掌握的特征.2.2 收集25组数据.11122.3 应用MiniTab软件绘制掌握图1) 数据录入MiniTab工作表,如图1所示;131415图1 MiniTab工作表162) 选择Xbar-R菜单,如图2所示1718图2 Xbar-R菜单193) 根据会话窗口输入响应数据,如图3所示2021图3 Xbar-R会话窗口224) 绘制X-R掌握图,如图4所示S a m p l eS a m p l e M e a n5432126242220__X=22.221UCL=25.459LCL=18.984S a m p l eS a m p l e R a n g e543211612840_R=6.70UCL=13.42LCL=01Xbar-R Chart of C1223 图4 X-R 掌握图24 2.4 检讨是否有超出掌握界线的点,如图4中第5组数据. 25 2.5 将超出掌握界线的数据剔除着反复“”. 26 3 临盆现场X-R 掌握图的应用27 3.1 临盆现场根据划定的抽样频率及抽样数,记载数据,所得数据录入MiniTab 工作表. 28 3.2 根据汗青盘算出的“均值”.“尺度差”,绘制临盆现场及时X-R 掌握图.汗青统计值输29 入窗口如图5所示.30313233图5 掌握参数输入窗口344 掌握图判读原则及平常掌握图的改正/预防措施354.1 正常之掌握图其各点的动态361) 多半的点分散在中间线邻近.372) 少数的点落在掌握界线邻近(但未超出掌握界线).383) 各点的散布呈随机状况.394.2 平常掌握图的判读401) 任何超出掌握限的点412) 持续7个点在中间线之上或之下3) 持续7个点上升或降低42434) 任何其它显著的非随机图形,如2/3的描点应落在掌握限1/3的中央区域,描点成规矩外形.44454.3 平常之掌握图的改正/预防措施461) 消失任何超出掌握界线的点,都应提请相干单位进行原因剖析,并采纳改正措施.472) 对于持续7个点在中间线之上或之下,或持续7个点上升或降低,或其它显著非随48机图形,都应提请相干部分剖析原因,留心趋向采纳响应预防措施.495 P 掌握图的应用办法505.1 应用P掌握图的样本数(n)以可以或许发明1-5个不良品最为恰当.515.2 应用MiniTab软件绘制P掌握图521)数据收集,录入MiniTab工作表;532)选择P图绘制菜单对象,如图65455图6 P图对象栏563) 绘制P掌握图57图7 P掌握图586 工序才能指数 Cpk 的盘算59606.1 工程部根据各制作进程或工序影响以及质量特征,周全计划需进行制程才能掌握的制61程或工序并明白响应的Cpk值.626.2 收集数据,应许多于100个数据.6.3 应用MiniTab盘算工序才能指数 Cpk631)数据录入MiniTab工作表;64652)进入工序才能指数盘算菜单,如图8;6667图8 工序才能指数菜单68图9 参数设置窗口69703) 工序才能指数 Cpk 的盘算成果7172图10 Cpk盘算成果73。
Minitab使用教学PPT培训资料
22
6.Run Chart
A. 選擇Sata > Quality tool > Run chart
20.10.2020
23
6.Run Chart
B. 如下輸入
20.10.2020
24
6.Run Chart
C. 結果如下圖:
Run Chart of C1
340
330
C1
320
310
300
1
5
10
Minitab使用教學
20.10.2020
1
目
錄
0. 平均數與標準差圖示 1.平均數與標準差 2.常態檢定 3.直方圖 4.箱型圖
5.二項分配 6.Run Chart
20.10.2020
2
平均數及標準差
變異
(u) MEAN(群體平均) TIGHT DISTRIBUTION(緊密分配) (σ很小)
20.10.2020
4
1.平均數&標準差
B. 在Variable選入” C1”。 檢查 By Variable選入C2 C. 選擇OK
20.10.2020
5
平均數
標準差
20.10.2020
6
2.常態分配檢定
A. 選擇Stat > Basic statistics> Normality Test. B. 在Variable 選入” Height”。 C. 選擇OK
21 23.00000
3 0.20514 0.79486
20.10.2020
25
7.Gage R&R
20.10.2020
26
常態分配機率
μ:母群體平均數(趨中勢) X :樣本平均數(品質特性平均值μ之估計值) σ:(離中趨勢)標準差(母群體)
MiNitab作控制图的方法

1 控制图得选择1、1 计量值特性凡产品得品质特性以实际量测方式取得得特性称为计量特性,例如重量、厚度等.此类数据选用“均植与极差值X—R”控制图.1、2 计数值特性凡产品得品质特性不连续,不易或不能以实际量测方式取得,只能间断取值得特性,例如不合格数、不良品率等.此类数据选用“P”控制图。
2 X—R控制图绘制步骤2、1 决定须控制得特性。
2、2 收集25组数据。
2、3使用MiniTab软件绘制控制图1)数据录入MiniTab工作表,如图1所示;图1 MiniTab工作表2)选择Xbar-R菜单,如图2所示图2 Xb ar-R菜单3) 根据会话窗口输入相应数据,如图3所示图3 Xba r-R 会话窗口4) 绘制X -R 控制图,如图4所示S a m p l eS a m p l e M e a n5432126242220__X=22.221UCL=25.459LCL=18.984S a m p l eS a m p l e R a n g e543211612840_R=6.70UCL=13.42LCL=01Xbar-R Chart of C12图4 X—R 控制图2、4 检查就是否有超出控制界限得点,如图4中第5组数据。
2、5 将超出控制界限得数据剔除并重复“2、4”。
3 生产现场X-R 控制图得使用3、1生产现场依据规定得抽样频率及抽样数,记录数据,所得数据录入MiniTab工作表.3、2 根据历史计算出得“均值"、“标准差",绘制生产现场实时X—R控制图.历史统计值输入窗口如图5所示。
图5 控制参数输入窗口4 控制图判读原则及异常控制图得纠正/预防措施4、1 正常之控制图其各点得动态1) 多数得点集中在中心线附近。
2)少数得点落在控制界限附近(但未超出控制界限)。
3) 各点得分布呈随机状态.4、2 异常控制图得判读1)任何超出控制限得点2)连续7个点在中心线之上或之下3) 连续7个点上升或下降4) 任何其它明显得非随机图形,如2/3得描点应落在控制限1/3得中间区域,描点成规则形状。
Minitab教程-控制图PPT课件

• 数据应当是连续的
• 数据应当采用时间顺序
• 应当按照适当的时间间隔收集数据
• 数据应当是不采用子组形式收集的单值观测值
• 数据应当至少为总共 100 值不应当相互关联
2021
10
• 2.Xbar-R控制图
X 和 R 控制图 通常用于跟踪大小为 8 或更小的样本的过程水平和过程 变异。
样本均值
样本极差
1 602
600
1 UCL=602.474
__ X =600.23
598
LCL=597.986
1
3
5
7
9
11
13
15
17
19
样本
8
UCL=8.225
6
_
4
R=3.890
2
0
LCL=0
1
3
5
7
9
11
13
15
17
19
样本
解释结果
X 控制图上的中心线在 600.23 处,表明您的过程落于规格
产生误解
• 数据应当采用时间顺序
• 应当按照适当的时间间隔收集数据
• 采用子组形式收集数据
• 子组大小应当相等或接近相等
• 子组必须足够大
• 必须收集足够多的子组才能获取精确的控制限
2021
16
• 8.U控制图
当样品的大小保持不变时可用C控制图,而当样品的大小变化时则应换 算为平均每单位的缺陷数后再使用U控制图。
样本极差
120
_
80
R=88.2
40
LCL=16.2
0
1
3
5
7
9
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
• 正态分布 • X-Bar-R控制图
1
1. 将数据复制进Minitab中
2
2. 按图示路径找到正态
3
3. 获得如下提示框,左键将“C1测量数据” ,点击“选择”; 子组大小为:1(子组大小>1);输入规格上下限,点击“选项”,将想要的标题输入, 点击“确定”,获得正态分布图形
4
5.当有多列数据时,重复步骤1~2的方式;然后获得如下窗口,选择“子组跨数列”, 将“C1~C4的数据”选择,输入规格上下限,点击选项将标题输入后点击“确定”
5
6. 获得图形
6
Xbar-R
1. 将数据输入到minitab工作表中,按图示路径找到Xbar-R
7
2. 选择“子组的观测值位于多列的同一行中”,并将C1~C4的数据选择后, 点击“Xbar-R选项”,点击“检验”,按要求选择不同的检验要求后点击确定,再点击 “选项”,将想要的标题输入,点击“确定”,获得Xbar-R图形(如下页PPT图示)
8
9
注意事项
• 导入的数据列与列之间长度应