低碱度铜硫分离新工艺的工业应用
2020年浮选药剂的进展
2021年·102·矿产综合利用Multipurpose Utilization of Mineral Resources2020年浮选药剂的进展朱一民(湖南有色金属研究院,湖南 长沙 400100)摘要:本文收集了2020年国内核心期刊发表部分浮选药剂的信息,分硫化矿捕收剂、氧化矿捕收剂、调整剂、浮选药剂的结构与性能和废水处理五个方面介绍并略加评论。
关键词:浮选药剂;硫化矿;氧化矿;捕收剂;调整剂;浮选药剂的结构与性能;废水处理doi:10.3969/j.issn.1000-6532.2021.02.019中图分类号:TD952 文献标志码:A 文章编号:1000-6532(2021)02-0102-17本文总结了2020年我国选矿工作者有关浮选药剂的研究成果,分硫化矿捕收剂、氧化矿捕收剂、调整剂、浮选药剂的结构与性能、废水处理5部分介绍给大家,以利于大家参考与应用。
1 硫化矿捕收剂1.1 新型铜钴捕收剂BK404B某硫化铜钴矿属铜钴矿带典型的硫化铜钴矿,矿石含铜1.50%、钴0.48%。
根据矿石中铜钴矿物具有难以浮选分离的矿物特性,研究者采用“铜钴混合浮选”的原则流程,结合新型高效选择性捕收剂BK 404B 及铜钴活化剂BKNA ,采用“一粗两扫三精-粗精矿再磨”的工艺流程,浮选闭路实验获得含Cu 26.93%,Co 7.24%,铜回收率93.70%,钴回收率78.42%的铜钴精矿[1]。
1.2 新型铜捕收剂PJ-9有人针对某铜矿山在高碱条件下采用丁铵黑药进行强压强拉选铜,存在的铜回收率偏低、选矿药剂成本高等问题,研究了在不改变现场工艺流程结构及磨矿细度的前提下,采用新型铜捕收剂PJ-9,在低碱条件下实现了该矿山铜硫矿物的有效分离,闭路实验获得铜精矿含铜25.22%、金4.60 g/t 、银90.80 g/t ,铜回收率92.03%、金回收率39.51%、银回收率49.41%的结果,比相同条件下采用丁铵黑药作捕收剂时,铜精矿铜品位高2.77%、铜回收率高2.15个百分点,石灰用量减少800 g/t [2]。
硫化铜浮选药剂

硫化铜浮选药剂选择铜是国家的一种战略性资源,它被很多国家认为是一种关乎着国家发展和人民幸福生活的重要矿产资源。
我国的铜资源大都是从硫化铜矿石中开采到的,那么铜到底是如何从矿石中分离出来的呢?常规的硫化铜浮选有两种工艺,一种为先采用常规捕收挤浮选铜硫混合精矿,然后再进行铜硫分离;另外一种优先浮选,先用对铜有较强选择性的捕收铜,得到铜精矿后在尾矿中浮现出硫精矿。
捕收挤在过去很长一段时间内,黄药和黑药都是捕收挤的主流代表,现在随着对环保要求的不断提高,而且矿石品位也越来越低,这些低品位难选矿石在不断要求着选矿技术的革新,药剂制度作为浮选技术的核心在近几年来也得到了很大的发展。
黄药铜矿、氧化铅锌矿,用硫化钠硫化后也可以黄药作捕收剂进行浮选。
浮选用的黄药有钾黄药和钠黄药两大类,在浮选中起捕收剂作用的是黄原酸根,与钾、钠离中较易吸湿受潮,但较便宜,中国均使用钠黄药。
黄药黑药硫代磷酸盐的溶解度积均较相应离子的黄原酸盐大。
黑药HBSP-10系列捕收剂HBSP-10是近年来国家有色金属科研所科研人员与恒邦集团共同开发研制的新型选矿药剂。
用作含铜多金属硫化矿浮选的特效捕收剂,选择性好并兼有起泡性。
HBSP-10捕收挤抑制剂随着矿石选别难度的不断增加,抑制剂在其中的作用也越来越重要,在浮选实践中出现了许多新型的抑制剂。
石灰石灰是抑制黄铁矿的常用抑制剂,采用石灰法进行铜硫分离时,矿浆PH 值或矿浆中的游离CaO含量能明显地影响分离效果,一般规律是,处理含黄铁矿量多的致密铁矿,对含黄铁矿少的浸染矿,PH值在9左右就能浮铜抑硫。
DT系列DT系列药剂是江西理工大学研制出的一种在低碱度条件下铜硫分离的高效抑制剂。
有实验采用铜硫混浮,混合精矿再磨,在混合精矿铜硫分离中采用DT系列药剂代替石灰,并且成功的都得到了较高的回收率。
新疆地质找矿热铅锌矿远景可增300万t
剂 效果也 不佳 。 () 4 原矿 中可溶性 盐 的影 响 。铜硫 矿 石 的 氧化 带 和次生 带 中 , 由于 铜 矿 物及 大量 硫 化 铁 矿 物 的氧
目前 , 自治 区正在 调整煤 炭 资源勘查 工作 思路 ,
集 中优 势力量 , 加快 煤炭 资源 勘探 进度 。据 了解 , 新
疆 地 区“ 西煤东 运 ” 炭 资源 区沙 尔 湖 、 南 湖等 5 煤 大
出 版 社 . 0 7. 20
[ ] 胡岳华, 2 冯其 明主编. 矿物资源加工技术 与设备 [ . M] 北京 : 科
学 出版社 .06 20 .
[ ] 李索德 , 3 孙传尧. 铜硫浮选分 离的研 究进展 [ ] 国外金 属矿选 J.
矿 ,00 8 : 5 20 ( ) 2— .
21 00年 3月第 3期
物 的表 面改性 , 如黄铁 矿 、 例 黄铜矿 等硫 化矿 物经氧 化亚 铁硫 杆菌 或脱 硫 弧 菌作 用 后 , 表 面 亲水 性 增 其 加 , 到抑 硫浮铜 的 良好效 果 J 达 。
4 结 语
化 , 自然 p 值有 时低 到 4时 , 免金 属 离 子含 量 其 H 难 较多, 铁离 子对铜 矿 物有抑 制作 用 , 离子 对黄 铁矿 铜 浮选 有活化 作用 , 与抑 硫浮 铜 的愿 望 相反 。所 以 , 溶
2 0 . 0 1
() 3 黄铜 矿 和 黄 铁 矿 的微 生 物 浮 选 研 究 , 生 微 物及其 代谢 产物 能 降解 有 机 物 , 一性 质 可用 来 改 这 善常规 浮选 药剂 的性 能或处 理其 它有机 物使 其具 有 选矿药 剂 的功效 。此外 , 用微 生物 作用 于矿 物 , 矿 使
云南某硫化铜矿低碱度铜硫高效分离工艺研究

Ch e n g d u 6 1 0 0 4 1,Ch i n a )
Ab s t r a c t :Th e r e c o v e r y o f Cu a n d Ag h a s b e e n s e r i o u s l y a f f e c t e d b y a d o p t i n g t h e f l o t a t i o n t e c h n o l o g y wi t h h i g h a l k a l i n i t y me d i u m a t a c o p p e r s u l f i d e o r e i n Yu n n a n .To s o l v e t h i s p r o b l e m, l o w a l k a l i n i t y
me d i u m。 p y r i t e a s i n h i b i t o r s a n d Y- 8 9 a s c o l l e c t o r we r e a p p l i e d, a n d 2 0 . 9 1 Cu, 7 2 . 9 0 g / t Ag we r e o b t a i n e d
b y u s i n g t h e p r o c e s s o f s i n g l e - s t a g e r o u g h i n g, t h r e e - s t a g e c l e a n i n g a n d s i n g l e - s t a g e s c a v e n g i n g o n t h e o r e . Th e r e c o v e r y o f Cu a n d Ag a t t a i n 9 3 . 8 8 a n d 7 7 . 9 1 , wh i c h i s v e r y c o n s i d e r a b l e . Ke y wo r d s :l o w— a l k a l i t ;c o p p e r s u l f i d e ;p y r i t e;f l o t a t i o n;s o d i u m h u ma t e
铜冶金炉渣中综合回收有价金属的探究
M etallurgical smelting冶金冶炼铜冶金炉渣中综合回收有价金属的探究文燕儒摘要:在铜冶金过程中,会产生大量含有有价金属的炉渣,如果不回收这些炉渣中的有价金属,将形成资源的巨大浪费,这与资源高效利用的要求不符。
基于这种情况,本文对铜冶金炉渣中有价金属的综合回收进行了研究分析,明确了综合回收有价金属的重要性,并介绍了现有的处理技术方法,为后续的铜冶金炉渣资源的二次利用提供了参考。
关键词:铜冶金炉渣;综合回收;有价金属铜矿资源在社会经济发展中扮演着重要角色。
从青铜时代到信息时代,铜矿资源与人类社会的发展密切相关。
凭借其独特的物理化学性质,铜矿资源广泛应用于各个领域,并成为社会经济发展所必需的金属资源。
一般情况下,铜矿主要以化合物的形式存在,尤其是以硫化矿为主。
目前,全球使用的铜矿资源有超过80%来自于铜的硫化矿冶炼。
由于硫化矿含铜品位仅约为1.5%,其开采后需要经过选矿才能进行后续处理。
我国铜矿开采利用行业整体上资源品质较低,矿山规模相对较小,开采数量难以满足冶金行业的需求,更多的铜矿产品需要依赖进口。
鉴于这种情况,我国应合理调整铜矿资源的开发方式,加快对铜冶金炉渣的有效利用研究进展,逐步找出科学合理的综合利用技术,使有限的铜矿资源能够产生更多具有价值的应用产品,逐步满足市场经济发展的需求。
同时也要认识到铜冶金炉渣资源的重要性,科学制定综合回收有价金属的方法,不断提升铜矿资源的利用效率,进一步提高铜矿开采行业的经济效益,推动我国铜冶金行业健康发展。
1 铜冶金炉渣概述铜冶金炉渣是火法炼铜的熔炼及吹炼过程中产生的副产物。
铜渣的成分因冶炼制度、入炉原料的不同而异,一般炉渣中的铜含量在0.5%~3.0%之间。
铜渣的主要成分为铁、硅的化合物,还包括氧化镁、氧化铝等物质。
数据表明,我国每年外排铜渣约800万吨,其中电炉渣产量约为转炉渣的4倍。
我国的铜资源相当匮乏,对于品位较低的铜矿(0.4%~0.5%)进行开采利用成本较高。
城门山铜矿低碱度铜硫分离试验研究
本文 从城 门山铜 矿 工艺 矿 物学 人 手 ,针 对 选 矿
工艺 流程 特点 ,采用 江 西理 工 大学 资源 与环 境 工程
角砾状 、条带及似条带状 、环状构造等 n 。
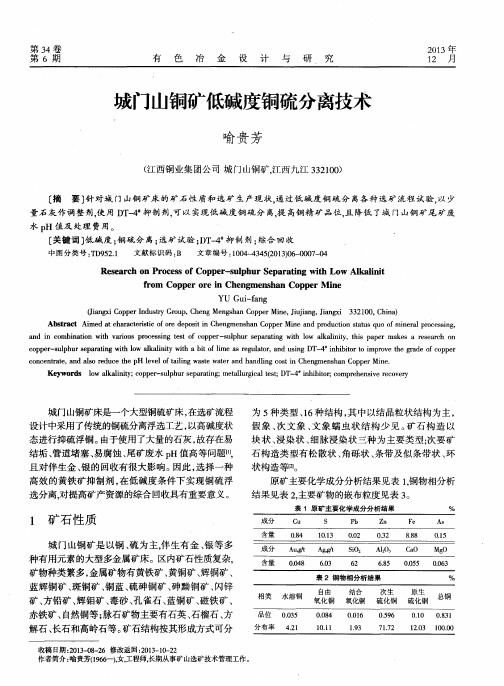
1 原 矿 多元 素分 析 . 1
学 院研 发 的新 型 高 效抑 制 剂 D 一 ,进 行 低 碱 度 铜 T4
矿 、黄铜 矿 、辉 铜矿 、蓝 辉 铜 矿 、斑 铜矿 、铜 蓝 、 硫砷 铜 矿 、砷 黝 铜 矿 、 闪锌 矿 、方铅 矿 、辉 钼 矿 、
毒砂 、孔 雀石 、蓝铜 矿 、磁 铁 矿 、赤 铁矿 、 自然 铜
分 离 技术 ,生 产技 术 指标 逐 步提 高 ,但 高碱 度 工艺 的缺 陷也 暴露 了 出来 。对 此 ,城 门 山铜矿 开 展 了相
1 原 矿化 学物 相 分析 结果 . 2 原矿化 学 物相 分析 结果 见表 2 。 1 矿 物组 成 - 3
城 门 山铜矿 矿 石 中 主要有 用 矿物 有 黄铁 矿 蓝 辉铜 矿 、辉 铜矿 、黄铜 矿 、孔 雀 石 和闪 锌矿 等 ;脉
石 矿 物 主要 以石 英 、绢 云母 为主 ,其 次是 高岭 石 、
关 键 词 :高效抑制剂 ;无 石灰铜硫分离 ;浮选
中 图 分 标 识 码 :A
文章 编 号 :17—4 221 )10 1—5 6 19 9(0 10 ~090
城 门 山铜 矿 是江 西铜 业 集 团公 司重 点发 展 的矿 山 ,属 大 型 多元 素 斑岩 铜 硫 矿 ,也 是 大 型伴 生 金 、 银 矿 。多 年 以来 ,矿 山生 产 一直 是 采 用高 碱 度 铜硫
绿泥 石 等黏 土类 矿 物 。矿石 中矿 物组 成 及铜 在矿 物
收 稿 日期 :2 1— 7 2 000 —1
黄铜矿与磁黄铁矿的浮选分离研究进展

黄铜矿与磁黄铁矿的浮选分离研究进展白丽梅;李萌;张茹;韩跃新;袁志涛【摘要】根据黄铜矿与磁黄铁矿矿石性质的差异,从浮选药剂、浮选理论、分选工艺流程方面介绍了黄铜矿与磁黄铁矿分离技术研究现状,并指出了目前两者浮选分离技术中存在的不足,黄铜矿捕收剂选择性较差以及磁黄铁矿抑制剂抑制效果不佳,分选理论研究不够深入,分选工艺流程不尽合理.加强黄铜矿与磁黄铁矿分选理论研究、新型药剂开发、合理选矿工艺流程的选择将成为今后黄铜矿与磁黄铁矿分离研究的发展方向.【期刊名称】《矿产保护与利用》【年(卷),期】2015(000)006【总页数】7页(P71-77)【关键词】黄铜矿;磁黄铁矿;浮选药剂;浮选理论;工艺流程【作者】白丽梅;李萌;张茹;韩跃新;袁志涛【作者单位】东北大学,辽宁沈阳110004;华北理工大学,河北唐山063009;东北大学,辽宁沈阳110004;华北理工大学,河北唐山063009;东北大学,辽宁沈阳110004;华北理工大学,河北唐山063009;东北大学,辽宁沈阳110004;东北大学,辽宁沈阳110004【正文语种】中文【中图分类】TD952.1世界原生铜产量的90%左右来自硫化矿,而黄铜矿在铜矿物中所占的比例最大,约占铜矿物的 2/3,在我国众多的矿床工业类型中,铜硫共生矿床是较为常见的一种形式[1]。
从宏观上来说,磁黄铁矿在矿床中所占的比例、嵌布状态与黄铜矿的紧密结合程度决定了该矿石分选的难易程度[2-3],从单个矿物来说,黄铜矿可浮性较好,而磁黄铁矿易氧化,与黄铜矿可浮性差异较大[4]。
磁黄铁矿没有固定的化学组成,铁原子亏损数量的不同将引起磁黄铁矿晶体结构的改变(磁黄铁矿主要有六方磁黄铁矿、单斜磁黄铁矿和斜方磁黄铁矿3种同质多象变体,其中以单斜和六方两种晶系最为常见)[5],在可浮性和磁性上不同晶系的磁黄铁矿存在着较大差异。
当磁黄铁矿中铁原子出现亏损而被硫元素替代,同时又被介质中的铜离子活化时,其可浮性有了大幅度的提高,黄铜矿与磁黄铁矿的浮选分离难度增大,导致获得较高质量或回收率的铜精矿成为选矿界的一大难题[6]。
铜钼硫复杂共生矿石选矿新工艺研究

(t t yL b rtr f n r l rcsig Be igG n rl sac n t u eo nn n Sae Ke a oaoyo Miea o esn , in e ea e r I si t P j Re h t fMiiga d
T be a l 1
铜精矿 中矿 4 硫精矿 C 铜钼等可浮原则 流程
混合浮选试 验结 果
T s r s l o u k f t t n f w h e o e t e u t f b l oa i o s e t f l o l
图 1 三种 方案原 则 工艺流 程
i h mo e e u n c mp ia e d s e n t d h o d t n a fc i g t e n e f mi e M r c si g n n o g n o s a d o l td is mi a e .T e c n i o s fe t h i d x o n r p o e sn a d c i n
{ %
回收率
C u Mo S
品位
Mo S
4 .7 铜钼混合精矿 O_2285 中矿 1 2. 8 0 51 . 7
04 .9
03 .8
2 .5 96
1 .6 72 06 .7
在尾矿 中的铜钼均较低 ,主流程短 ,采用设备少 , 多被设计单位采用 ;缺点是铜钼硫分离困难 ,各精 矿中有价金属互含高 ,且在铜钼与硫分离过程中为 了抑 制硫 添加 了石灰 ,石 灰对 钼 有抑 制作 用 ,不 利
某 斑 岩 型铜 铝 矿 位 于 中 国 西 藏 地 区 ,是 中 国 近年来 发现 的重要 的典 型的超 大型斑 岩铜 矿床 。 矿 物 种 类 繁 多 ,主 要 可 回 收 矿 物 嵌 布 粒 度 不 均
硫化铜矿石浮选捕收剂的最新研究进展

硫化铜矿石浮选捕收剂的最新研究进展左小华;谭元敏;苏振宏;张世磊;高鹏【摘要】The collectors for flotation of copper sulfide ore were classified. It systematically analyzed and summarized copper-sulfur flotation of copper sulfide ore. Regime of collectors and flotation technology of copper sulfide ore were reviewed. It was the key of research and development direction that new high-effi-cient and non-toxic collectors for flotation of copper sulfide ore were researched. Flotation technology of copper-sulfur separation with slightly alkaline and combined collectors were carried out,which could im-prove flotation performance and effect of copper sulphide ore.%对硫化铜矿石浮选捕收剂进行了分类并进行了系统的分析与归纳,综述了硫化铜矿石浮选捕收剂的制度和浮选工艺。
指出开发新型高效无毒的捕收剂是硫化铜矿石浮选研究的重点和发展方向,采用低碱度铜硫分离工艺和应用组合捕收剂浮选可提高硫化铜矿石的浮选性能和效果。
【期刊名称】《应用化工》【年(卷),期】2015(000)009【总页数】4页(P1733-1736)【关键词】硫化铜矿石;浮选;捕收剂;铜硫分离【作者】左小华;谭元敏;苏振宏;张世磊;高鹏【作者单位】湖北理工学院化学与化工学院,湖北黄石 435003;湖北理工学院化学与化工学院,湖北黄石 435003;湖北理工学院化学与化工学院,湖北黄石435003;湖北理工学院化学与化工学院,湖北黄石 435003;湖北理工学院化学与化工学院,湖北黄石 435003【正文语种】中文【中图分类】TQ02;TD923铜资源是保障国家经济安全的重要物质之一,在国民经济和社会进步中扮演着重要的角色。
城门山铜矿低碱度铜硫分离技术
有 色 冶 金 设 计 与 研 究
2 0 1 3
1 2 月
城门山铜矿低碱度铜硫分离技术
喻贵芳
( 江 西铜 业集 团公 司 城 门 山铜 矿. 江 西九 江 3 3 2 1 0 0 ) [ 摘 要] 针 对城 门 山铜 矿 床 的矿 石 性 质和 选矿 生产 现 状, 通 过低 碱 度 铜硫 分 离各种 选 矿 流程 试验 , 以少
f r o m Co p p e r o r e i n Ch e n g me n s h a n Co p p e r Mi n e
YU Gu i — — f a ng
( J i a n g x i C o p p e r I n d u s t r y G r o u p , C h e n g Me n g s h a n C o p p e r Mi n e , J i u j i a n g , J i a n g x i 3 3 2 1 0 0 , C h i n a )
结果 见表 2 , 主要矿 物 的嵌 布粒度 见表 3 。
表 1 原 矿 主 要化 学成 分 分 析 结 果 %
结垢 、 管道堵塞、 易腐蚀、 尾矿废水 p H值高等问题【 n , 且对伴生金 、 银的回收有很大影响。 因此 , 选择一种
高效 的黄铁矿抑制剂 , 在低碱度条件下实现铜硫浮 选分离, 对提高矿产资源的综合回收具有重要意义。
c o p p e r — s u l p h u r s e p a r a t i n g wi t h l o w a l k a l i n i t y wi t h a b i t o f l i me a s r e g u l a t o r . a n d u s i n g DT — 4 i n h i b i t o r t o i mp r o v e t h e g r a d e o f c o p p e r c o n c e n t r a t e , nd a a l s o r e d u c e t h e p H l e v e l f o t a i l i n g w a s t e w a t e r a n d h a n d l i n g c o s t i n C h e n g me n s h a n C o p p e r Mi n e . Ke y wo r d s l o w lk a a l i n i t y ; c o p p e r - s u l p h u r s e p a r a t i n g ; me t a l l u r g i c l a t e s t ; DT 一 4 i n h i b i t o r ; c o mp r e h e n s i v e r e c o v e r y
硫化铜与含钴黄铁矿低碱度分离新工艺研究

2 0 1 4年 2月
HUNAN NON F ERR OUS ME T AL S
湖 南有 色金 属
5
硫化铜与含钴黄铁矿低碱度分 离新工 艺研 究
庞 威
( 1 .湖南有 色金属研 究院, 湖南 长 沙 4 1 0 1 0 0; 2 .复杂铜铅锌共伴 生金属 资源综合 利用
前 者是 构成 矿石 中 主要造 岩矿 物 的石英 S i O 和铁 鳞 绿 泥 石 (Mg . F e . A I ) , (O H) 6{ (Mg . F e . A 1 ) 3 一
了黄铁 矿 ( F e S ) 和毒 砂 ( F e A s S ) 中的 F e 从 而 赋存
于黄铁 矿 和毒砂 之 中, 并 有 微 量 钴 取 代 了黄 铜 矿 ( C u F e S ) 和绿泥 石 ( M g . F e . ) 。 ( o H) { ( M g . F e . ) -
[ ( s i . A 1 ) O 。 ] ( O H) : } 的 主要 组 成 成 分 ; 后 者 为 主
F e S : 及极 少 量毒 砂 F e A s S 、 钴 毒砂 ( F e . C o ) A s S 、 辉 砷
钴矿 C o A s S 、 辉铋 矿 B i : O 。 、 辉 铅铋 矿 P b B i S 、 闪锌 矿
Z n S 、 方铅矿 P b S等 金属 硫化 物 的组 成成 分 。矿 物 的 多元 素 分析结 果 见表 1 。
湖 南 省 重 点 实验 室 , 湖南 长沙 4 1 0 1 0 0 )
摘
要: 针对海南某铜钻硫矿 床 , 通过对其进行工 艺矿 物学研究查清其有用矿物 的赋存 状态和嵌布
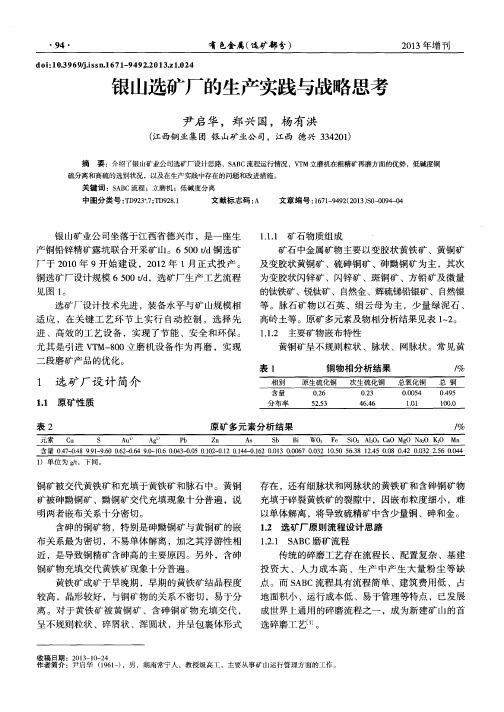
银山选矿厂的生产实践与战略思考
程其原因是 :①脉石矿物粒度最粗 ,黄铁矿粒度居 中,铜矿物最细。另外 ,硫化物集合体颗粒相对较
粗 ,加 之 硫 化 物 与脉 石 矿 物嵌 布 关 系 简单 ,因此 , 对 于粗磨 条件 下 富集硫 化物 后 丢尾 十分 有利 ( 尾矿
产率可达 7 6 % 7 8 %) ;②铜矿物与黄铁矿的关系比 较密切 , 并有少部分微细粒和细脉状铜矿物嵌布在 黄铁矿 中难 以单体解离 ,粗精矿需要再磨 ,方可提 高铜精矿品位 ;③为进一步 回收硫精矿中的金创造 了条件 。根 据原 矿工 艺矿 物学 研 究结 果 ,金 在黄 铁
黄铁矿 成矿 于早 晚期 ,早期 的黄 铁 矿结 晶程 度 较高 ,晶形较好 ,与铜矿物的关系不密切 ,易于分
传统的碎磨工艺存在流程长、配置复杂 、基建 投资大 、人力成本高 、生产 中产生大量 粉尘等缺 点 。而 S A B C流程具 有 流程 简单 、建 筑 费用 低 、占
地面 积小 、运行 成本 低 、易 于管理 等特 点 ,已发展
1 )单位为 ,下同。
铜矿被交代黄铁矿和充填于黄铁矿和脉石中。黄铜 矿 被砷 黝铜 矿 、黝 铜矿 交代 充填 现象 十分 普遍 ,说
明两者 嵌布 关 系十分 密切 。 含 砷 的铜矿 物 ,特 别是 砷黝 铜矿 与 黄铜矿 的嵌 布关 系最 为密切 ,不 易单体 解离 ,加 之其 浮游 性 相
2 0 1 3年增 刊
尹启 华等 :银 山选 矿 厂 的生 产 实践 与战 略思考
原矿
・ 9 5・
矿 时 可降低 主 电机转 速不 停机 ,低转 速条 件 下运 行
可延长衬板寿命。生产实践表明 ,在半 自磨机 的启
动 时 ,使 用 低速 工况 不仅 能节 能 ,而且 可 以有 效避 免 钢球对 衬 板 的冲击 。 1 . 2 . 4 混 合 浮选一 粗精 矿再 磨—铜 硫 分离 工艺 采用 混合 浮选 一 粗精 矿再 磨一 铜硫 分 离浮选 流
某高银多金属矿生产流程分析与改造
集 合体 , 不规 则布衣 状或 团粒状 , 沿黄 铁矿 的裂 隙或
粒 间产 出 , 把黄铁 矿包裹 其 中形 成包 裹结构 。 并 硫 铜银 矿 多 为不 规则 细 小 团块 , 与车 轮矿 形 常
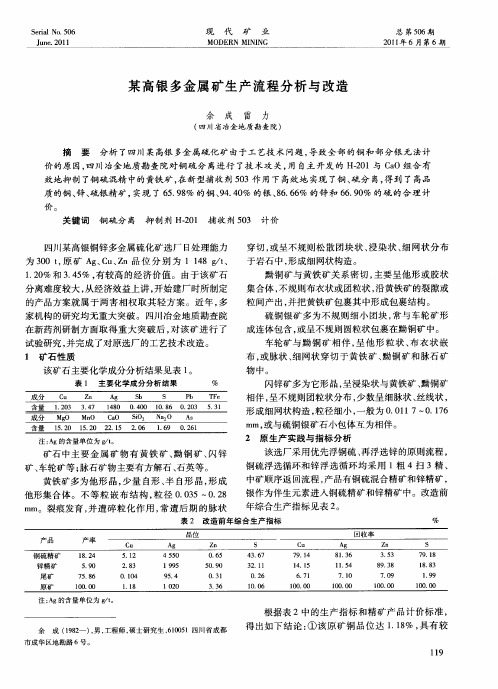
在 新药剂 研制方 面 取得 重 大 突破 后 , 该 矿 进行 了 对 试 验研究 , 并完 成 了对 原选 厂的工 艺技术 改造 。
物中。 闪锌 矿多 为它形 晶 , 呈浸 染状 与黄铁 矿 、 黝铜 矿 相伴 , 呈不 规则 团粒状 分布 , 少数呈 细脉状 、 丝线状 , 形成 细 网状 构造 , 粒径 细小 , 一般 为 0 0 1 0 16 . 1 7~ . 7
堕坌
丝
!
垒 ; 量
堕坌 鱼量 ! :
为 30t原 矿 A 、 u z 品位 分 别 为 118 gt 0 , g c 、n 4 /、 12 % 和 34 % , .0 .5 有较 高 的经 济 价值 。 由于 该 矿石 分离难 度较大 , 从经 济效益 上讲 , 开始建 厂 时所 制定 的产 品方案就 属 于两 害 相权 取 其 轻 方案 。近年 , 多
20 ( ):73 . 0 8 2 3 -8
矿顺序返 回的多金 属综 合 高效 回收 流程 , 以获得 可
铜 品位 为 2 . 7 、 品位 为 1 8 / 、 回收 率 04 % 银 90 0 g t铜
为 6 .8 、 回收率 为 6 .2的铜 精 矿 ; 品位 为 5 9% 银 48 硫 4 .6 、 品位为 200gt硫 回收 率 为 6 .0 、 58 % 银 7 /、 69 % 银 回 收 率 为 2 .2 的 硫 银 精 矿 ; 7 1% 以及 锌 品 位 为
以羟乙基纤维素为抑制剂浮选分离铜硫
以羟乙基纤维素为抑制剂浮选分离铜硫朱贤文;冯博;彭金秀;翁存建;刘焕德;陈迪胜【摘要】In order to test the effectiveness of the new inhibitor of HEC and the influencing factors for the effect of HEC, the flotation tests of chalcopyrite and pyrite pure mineral were carried out with butyl xanthate as collector. And flotation tests for the real minerals were conducted with HEC as the inhibitor. The results show that:①Butyl xanthate has a stronger collecting a-bility on chalcopyrite than that on pyrite and is hardly affected by the pH value of the pulp. In the absence of inhibitor,the floatation of pyritecan was inhibited in the high alkali environment.②HEC can be used for separation of copper and sulfur. When the dosage of HEC is 200mg/L,pyrite can be obviously inhibited,but chalcopyrite isopposite.③suitable pH value for flotation separation of artificial mixed ore of chalcopyrite and pyrite is 7 with HEC as an inhibitor.④In the separation of a cop-per and sulfur ore in Inner Mongolia,using HEC as inhibitor of pyrite for separating copper and sulfur,a copper concentrate with a copper grade of 23. 21% and a copper recovery of 81. 75%,and a sulfur concentrate with a sulfur grade of 13. 20% and a sulfur recovery of 80. 83% were obtained with separation of copper and sulfur better achieved.%为检验铜硫分离新型抑制剂HEC的有效性,并了解HEC作用效果的影响因素,以丁基黄药为捕收剂,对黄铜矿、黄铁矿纯矿物进行了浮选试验,并以HEC为抑制剂进行了实际矿物浮选试验.结果表明:①丁基黄药对黄铜矿的捕收能力强于黄铁矿,且几乎不受矿浆pH值的影响,在无抑制剂的情况下,高碱环境可抑制黄铁矿的上浮.②HEC可用于铜硫分离,用量为200 mg/L时可显著抑制黄铁矿,但对黄铜矿的抑制能力很弱.③抑制剂HEC适宜在pH=7的环境下浮选分离黄铜矿与黄铁矿的人工混合矿.④在分选内蒙古某铜硫矿石时,以HEC为铜硫分离黄铁矿的抑制剂,可获得铜品位为23.21%、铜回收率为81.75%的铜精矿,以及硫品位为13.20%、硫回收率80.83%的硫精矿,较好地实现了铜硫分离.【期刊名称】《金属矿山》【年(卷),期】2017(000)007【总页数】4页(P97-100)【关键词】黄铜矿;黄铁矿;新型高效抑制剂HEC;铜硫分离【作者】朱贤文;冯博;彭金秀;翁存建;刘焕德;陈迪胜【作者单位】江西理工大学资源与环境工程学院,江西赣州341000;西部矿业股份有限公司,青海西宁810006;青海省高原矿物加工工程与综合利用重点实验室,青海西宁810006;江西理工大学资源与环境工程学院,江西赣州341000;西部矿业股份有限公司,青海西宁810006;青海省高原矿物加工工程与综合利用重点实验室,青海西宁810006;江西理工大学资源与环境工程学院,江西赣州341000;西部矿业股份有限公司,青海西宁810006;青海省高原矿物加工工程与综合利用重点实验室,青海西宁810006;西部矿业股份有限公司,青海西宁810006;青海省高原矿物加工工程与综合利用重点实验室,青海西宁810006;西部矿业股份有限公司,青海西宁810006;青海省高原矿物加工工程与综合利用重点实验室,青海西宁810006【正文语种】中文【中图分类】TD923+.7;TD923+.14铜是四大有色金属之一,因具有良好的导热导电性、延展性、耐腐蚀性,广泛应用于电子电气、电机制造、通讯电路等行业[1]。
某硫化铜矿低碱度浮选工艺研究
混 浮一 铜硫 混合 精矿 再磨 分 离 ” 的 流 程 。本 次 研 究 为 了 降 低
矿 浆 碱 度 ,在 低 石 灰 用 量 下 。配 以 亚 硫 酸 钠 和 水 玻 璃 作 为
维普资讯
多 在 高 碱 度下 进 行 , 矿 浆 p 值 有 时 高 达 l ,这 种 高 碱 度 H 1
下 的 选 矿 工艺 不仅 不 利 于矿 石 中 伴 生 元 素 的综 合 回 收 。 还
原 矿 主 要 化 学 成 分及 物相 分析 结 果 见表 1 。 、2
表 1 原 矿 主 要元 素 化 学 组 成 ( ) %
20 0 8年 第 2期
熊文 良 某硫 化 铜 矿低 碱 度 浮 选 工 艺研 究
原矿
3 7
矿 浆 调 整 剂 进 行 了 优 先 选 铜 试 验 。结 果 表 明 ,亚 硫 酸 钠 对 黄 铁 矿 有 一 定 的 抑 制 作 用 , 随 着 用 量 的 增 加 , 在 品 位 变 化
0 引言
我 国 铜矿 资源 矿 床 工 业 类 型 比 较 齐 全 ,其 中 以 硫 化 铜 为 主 一 铜一 共 生 是 硫 化 铜 一 种 常 见 的 矿 石 类 型 , 因此 在 。 硫
硫 化 铜 矿 石 的 浮选 中 .往 往 要 进 行 铜一 分 离 。传 统 的 分 离 硫
石 、 正长 石 和 磷 灰 石 等 。
主要 金 属 矿 物 黄铜 矿呈 细脉 状 、树 枝 状 、 网脉 状 产 出 , 形态 不 一 ,颗 粒 大 小 悬 殊 较 大 。沿 脉 石 间 隙 黄 铁 矿 、 磁 铁 矿破 碎 裂 隙 充 填 胶 结 。矿 物 边 缘 尚 且 有 铜 蓝 、斑 铜 矿 。但 含 量 极 微 。矿 石 中黄 铜 矿 与 黄 铁 矿 密 切 伴 生 。接 触 形 态 复
硫铁矿选矿药剂
书山有路勤为径,学海无涯苦作舟硫铁矿选矿药剂虽然黄药作为硫铁矿主要捕收剂在大量使用,但其存在一定毒性、难闻的臭味、易氧化分解、对环境带来一定的污染、伤害浮选操作人员及选择性较弱等众多缺点,为了降低选矿成本、提高经济效益、减少对环境的危害,开发低价、高效、清洁的捕收剂势在必行。
近年来选矿工作者在寻找与开发对硫铁矿兼具捕收能力和选择性的新型药剂以及对现有的各种捕收剂进行合理搭配、组合使用的方面做了很多研究,取得了卓越的成绩;在伴生硫铁矿的浮选中,近年来,寻找与开发能在低碱条件下抑制硫的抑制剂越来越受到选矿工作者的重视,开发出了一批有效的组合抑制剂和新型抑制剂。
焦芬等[38]采用丁黄药、680 和Mac-10 作为捕收剂,在不同条件下对黄铜矿、黄铁矿的浮选行为和实际矿石的分选效果进行了对比试验研究。
结果表明,Mac-10 在铜硫浮选分离中具有良好的应用潜力,捕收能力较丁黄药、680 好,并且选择性好,能在较少的药剂用量时,在中性或者弱碱性条件下,实现黄铜矿与黄铁矿的有效分离。
杨柳毅等人为了提升云南某低品位碳质硫铁矿硫指标,采用反浮选正浮选新工艺的同时选用浮选性能良好、价格较低的混合捕收剂402 替代之前使用的捕收剂丁基黄药,使硫铁矿精矿品位提升到了42.25%,还将碳质量分数降为1.58%,同时获得硫铁矿回收率为92.96%。
长沙矿冶研究院刘旭等人研制了一种硫铁矿的新型捕收剂CYS,代替现场使用的黄药对广东某硫铁矿进行试验研究,不仅获得的硫精矿品位更高,还减少了药剂用量。
苏建芳根据安徽某伴生硫铁矿原矿特点,采用原有选硫流程,配合使用新型硫浮选捕收剂AT608 及起泡剂BK204,在获得硫精矿品位为41.99%的同时还获得了88.12%的回收率,不仅提高了硫精矿指标还使药剂用量大幅度下降(现。
大山选矿厂简介
大山选矿厂简介大山选矿厂成立于1988年,是江西铜业集团公司德兴铜矿主流程单位之一,目前生产能力6.95万吨/日,是国内最大的铜选矿厂,预计2010年底形成9.2万吨/日生产能力。
大山选矿厂6.95万吨/日系统采用粗碎+中细碎+球磨的碎磨流程,将于2010年底投产的2.25万吨/日系统采用粗碎+半自磨+球磨的碎磨流程;浮选作业采用优先—混合分步浮选工艺;精选段尾矿浮选选硫系统也将在2010年底投入生产。
大山选矿厂选矿设备按大型化、节能化发展要求配置,扩能项目完成后,形成以3台54″×74″旋回破碎机和3台钢芯运输胶带为主要设备的粗碎运输系统;以12台圆锥破碎机、6台双层振动筛、17台单层振动筛为主要设备的破碎筛分系统;以9台5.5×8.5 m球磨机组成的6.95万吨/日磨矿系统;以1台10.37×5.19 m半自磨机、1台7.32×10.68m 球磨机和1台MP800顽石破碎机组成的2.25万吨/日半自磨系统;以18台200m3浮选机和9台160m3浮选机组成的3个系列粗选系统;以3台3.6×6.0 m球磨机组成的粗精矿再磨分级系统;以18台70m3浮选机和13台φ4.27m浮选柱组成的精选系统;以10台70m3浮选机组成的选硫系统。
大山选矿厂现设6个工段,11个科室,职工人数1060人,具有高级专业技术职称14人,中级专业技术职称24人。
自主创新成果总结呈报表自主创新成果总结呈报表自主创新成果总结呈报表优化二段工艺流程(江西铜业公司“讲、比”二等奖)主要参与人员:何庆浪洪玉昆汪中伟余玮陈旭俊杨雄张兴昌项目简介:“优化二段工艺流程”项目的应用,实现减开一台再磨的目的,降低生产作业成本、提高了硫精矿产量,每年可产生经济效益1300多万元,是大山选矿厂“合理利用现有设备,投入成本少,产生效益大”的成功典范。
该项目主要的技术创新点有:(1) 突破了传统浮选厂对磨矿分级应用的思维定式,通过对粗二精矿的预先分级,使Au、Ag、Mo、Cu及脉石在溢流中富集,黄铁矿在沉砂中富集,形成了两部分不同性质的矿浆流,实现黄铁矿与其它有用矿物及脉石的充分脱离,极大提高后三万二段尾矿的硫品位。
大山选矿厂工艺优化实践
铜硫 分离. 铜尾 选硫 。有 价 伴 生元 素 金 、 、 富 集 银 钼
在铜 精矿 中。投产 以来 , 改进 完善 了铜硫 分离T 艺 ,
为 了实 现提高铜 精矿 品位 的 目标 ,0 1年底 改 20
用 优先一 合分 步浮选工艺 , 混 该工 艺粗 选段先 用少 量
高选 择性 的铜矿物 捕 收剂 , 先 浮 出单 体 铜矿 物及 优
S ra . 95 e ilNo 4
现
代
矿
业
总 第45 9 期 2 1年 7月 第 7期 00
Jl. 0 0 uy 2 】
M 0RDEN I NG M NI
大 山选 矿 厂 工 艺 优 化 实 践
张兴 昌
( 西铜 业 股份 公 司德 兴 铜矿 ) 江
摘
要: 介绍 了大 山选矿 厂浮 选工 艺设备存 在 的主要 问题 , 完成 了相 应 的技 术改造 , 并 使铜 硫
的现 代化大型选 矿厂 , 设计 日处理 矿石 6万 t 。 矿石 中主要 有 用 矿 物 有 黄 铜 矿 、 铁 矿 、 钼 黄 辉
回再 磨 的流程 改造 , 而提高 了铜矿物单 体解离度 , 从
改造 后浮选作 业 中矿 循环量减 少 , 延长 了浮选时 间 ,
矿 , 生有一定数 量 的金 、 等 贵金 属 , 伴 银 矿石 类 型为
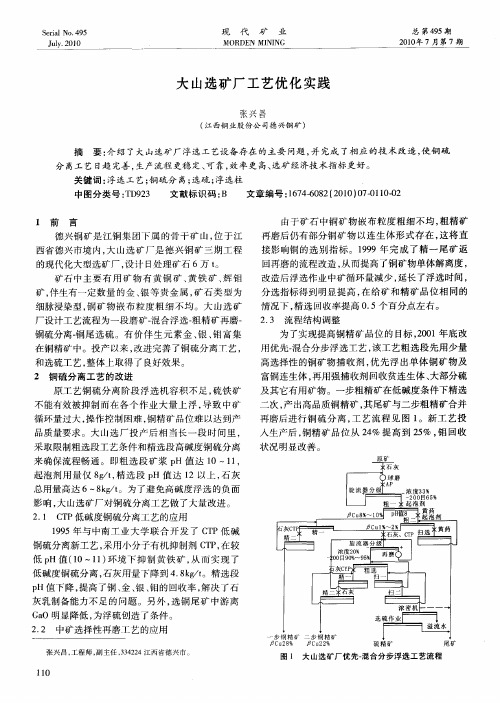
20 0 4年 , 根据 铜硫 分离 两 种入 选 物料 性 质 的差 异, 对其 流程 结构 进行调 整 : 粗二 精矿 进行 预先分 对 级 , 流与一 步精 选尾矿 合并 在低 碱度 环境 中浮选 , 溢 经一粗 二扫抛 弃 大量 脉 石 , 中间 混合 精 矿 与 再 磨后 的沉砂 合并进 行铜 硫 分 离 , 一 粗二 扫 四精 产 出二 经
铜硫分离技术

铜硫分离技术一、石灰法石灰是抑制黄铁矿的常用抑制剂;采用石灰法进行铜硫分离时,矿浆pH值或矿浆中的游离的CaO含量能明显地影响分离效果;一般规律是,处理含黄铁矿量多的致密铁矿;对含黄铁矿少的浸染矿,pH值在9左右就能浮铜抑硫;二、石灰+氰化物法对于浮游活性大的黄铁矿,用石灰加氰化物法抑制是有效的;但由于氰化物有剧毒,会污染环境,因此人们力图用别的方法如石灰加亚硫酸法取代之;三、石灰+亚硫酸法这种方法是广泛使用的无氰抑制黄铁矿的方法;对于原矿含硫、含泥高或黄铁矿浮游活性较大不易被石灰抑制的铜硫矿石,可采用石灰加亚硫酸或SO2抑制黄铁矿进行铜硫分离;此法的关键是要根据矿石性质控制合适的矿浆pH值及亚硫酸SO2的用量,并注意适当的加强充气搅拌;有实验研究指出,在pH=~7的弱酸性介质中,采用石灰加亚硫酸法抑制黄铁矿较有效;此法与石灰法比较具有操作稳定,铜指标好,硫酸等活化剂用量低等特点;四、加温氧化法对于比较难处理的铜硫混合精矿可用此法;此法可分为加石灰或不加石灰的蒸汽加温法,都可以加速黄铁矿表面的氧化,使黄铁矿受到抑制;如某公司加石灰调整pH=11,再用蒸汽加温到60~70℃,获得了良好分选效果;在铜硫分离浮选中,有人还做过石灰加腐殖酸钠的研究,也取得了显著的分选效果;另外,采用选择性好的捕收剂或捕收剂的混合用药,不仅可以减少抑制剂和活化剂用量,而且操作稳定;如某选矿厂用丁基黄药加丁胺黑药或丁基黄药加OSN-43的混合用药,其结果大大提高了铜精矿品位和回收率;被抑制的黄铁矿活化时,为了节省硫酸、硫酸铜、碳酸钠或二氧化碳气体等活化剂的用量,浮铜尾矿可先用水力旋流器浓缩,脱除一部分高碱度泥浆水,然后再加新鲜水稀释;浮选技术---观察泡沫判断浮选效果浮选技术中最主要的一种办法就是观察浮选机中的泡沫,并根据泡沫变化情况来判断浮选效果的好坏;有经验的浮选机操作工人从观察泡沫的表观现象的各种变化,就能判断出引起变化的原因,从而及时调整,以保证浮选过程在最优条件下进行;浮选工能否正确地调节浮选药剂添加量、精矿刮出量和中矿循环量,首先取决于他对浮选泡沫外观好坏判断的正确程度,而观察、判断的能力主要是从不断的、认真的总结操作实践经验中获得;浮选泡沫的外观包括泡沫的虚实、大小、颜色、光泽、形状、厚薄、强度、流动性、音响等现象,这些现象主要是由泡沫表面附着的矿物种类、数量、粒度、颜色、光泽、密度、起泡剂用量多少等决定的;1、泡沫的虚和实:气泡表面附着的矿粒多而密,泡沫则实;气泡表面附着的矿粒少而稀,泡沫则虚,原矿品位高,药剂用量适当,泡沫则实,黄药少而2油多泡沫就会变虚;2、泡沫的大与小:泡沫层表面气泡的大小,常随矿石性质,药剂制度和浮选的区域而变;3、颜色:扫选区浮游矿物的颜色越发白,金属损失越小, 粗精选区浮游矿物的颜色越发黑,则精矿质量越好;4、光泽:浮选黄铁矿的粗选,精选区泡沫矿化好,则其金属光泽强,扫选区泡沫矿化差,呈现水膜的玻璃光泽;如果扫选泡沫出现半金属光泽,说明金属损失大;铜硫分离阶段,矿浆搅拌罐PH值超过12,铜硫分离粗选,泡沫发粘,并且泡沫不易碎,铜精矿品位不高;适宜的PH 值为10-11,现象泡沫不发粘,并且铜扫二浮选机中的泡沫呈现黑白相间;如果出现黑黄相间,说明铜硫未分离,石灰补加量不足,矿浆PH值不够10-11;5、轮廓:被中等疏水性矿粒矿化的泡沫在矿浆表面则形成时,水分充足,每个气泡的轮廓都较为鲜明,泡沫在矿浆面上停留时间长,矿物疏水性大,泡壁干涸残缺后,则气泡轮廓模糊;6、厚与薄:泡沫层的厚薄主要与起泡剂的用量、气泡矿化的程度有关系,起泡剂多,原矿品位高,浓度大,矿化程度好,泡沫层一般较厚,反之就比较薄,浮游矿矿粒过粗,也难以形成厚泡沫层,精选区矿浆面低,泡沫层厚,精矿品位高,扫选区保持矿浆面高,被浮矿物能及时刮出,泡沫层较薄,回收率则高;7、脆性和粘性:泡沫的脆性太大,稳定性差,容易破裂,有时刮不出来,反之,泡沫粘性越大,越不易破,会使浮选机“跑槽”,破坏正常浮选过程,造成精2精矿槽自流困难通常加大冲洗水;造成的原因:起泡剂过量、掉入机油或矿石中有大量的矿泥和硫酸铅等可溶盐类;8、音响:泡沫被刮板刮入泡沫槽时发出“沙沙”的音响,常常是泡沫中含有大量比重较大、粒度较粗的矿物;以上八点就是判断浮选效果的浮选技术;泡沫的外观现象随浮选区域不同而不同,但特定的区域常有特定的现象;观察泡沫情况应抓住对精矿品位和回收率有主要影响的浮选槽包括:最终精矿浮选槽、粗选首部浮选槽和扫选尾部浮选槽;培训内容反浮选要点:稳定,必须保证铜硫精选的稳定,操作:硫反浮选浮选机,贴浆面刮矿;泡沫层厚度控制在10cm到20cm之间,铜硫精选刮黑泡,并且精选泡沫槽里的冲洗水必须固定量,保证下到工序的稳定;黄药和2油,勤检查,如果发现断药,及时补加;反浮选风量,如果液面出现泡沫少时,1.把风阀关掉,再重新开;2.检查2油;反浮选液面,及时根据矿量调整,液面,必须保证刮板贴浆面刮矿; 铜硫分离要点:PH值、柴油、KM109PH值:勤检查石灰补加,发现中断,及时补加;PH值控制在11-12,如果发现铜硫精选泡沫发粘,肯定是石灰量大,要把石灰量调整一下;检测扫选二矿浆PH值,PH值在10时,为最好;柴油:由于铜硫分离流程较长,补加柴油后,浮选机泡沫反应时间较长,调整柴油后,需等待20分钟左右,再进行调整;KM109:在铜硫分离搅拌罐补加,用量为2秒钟1滴左右;全部操作的要点为:稳定,调整稳定,控制刮泡稳定;。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
作者: 黄崇惠,刘建国,尹启华,欧乐明,冯其明,陈建华, 矿产保护与利用
低碱度铜硫分离新工艺的工业应用黄崇惠刘建国尹启华欧乐明冯其明陈建华(德兴铜矿,江西德兴 ,334224)(中南工业大学,长沙,410083)摘要低碱度铜硫分离新工艺在德兴铜矿大山选矿厂试验成功,并使后续硫浮选成为可能。详细介绍了低碱度铜硫分离新工艺的生产应用情况,说明了低碱度工艺比石灰高碱度工艺容易实现铜硫分离的技术特点;对生产应用中存在的问题和解决方法进行了分析讨论。关键词低碱度CTP抑制剂铜硫分离硫浮选工业应用大山选矿厂传统的铜硫混合精矿浮选分离方法是采用加入大量石灰,形成高碱度矿浆环境抑制黄铁矿,实现铜硫分离。但正是由于加入大量石灰而产生了许多有害的后果:石灰制乳、添加困难,管道结垢;伴生金、银、钼等不能有效地富集到铜精矿中。德兴铜矿大山选矿厂选铜时加入了大量的石灰,导致后续浮选硫无法进行。相对于添加石灰的高碱度铜硫分离工艺,中南工业大学矿物工程研究所研究了一种新型小分子有机抑制剂,可降低矿浆碱度。1995年1~7月,中南工业大学与德兴铜矿在大山选矿厂共同完成了低碱度铜硫分离新工艺的小型试验和工业试验研究。工业试验指标为:用新药剂CTP54.46g/t,石灰单耗降低3.73kg/t,铜精矿品位25.11%,铜硫分离作业铜回收率97.41%;选硫作业给矿硫品位为8.23%,获得硫精矿品位43%,作业回收率91.02%;同时,金、银、钼在铜精矿中的回收率较石灰工艺都有较大幅度的提高。工业试验后,为了使该项成果尽快转化为生产力,于1996年元月份开始在德兴铜矿大山选矿厂前、后两系统同时推广低碱度铜硫分离新工艺。并于六月份进入正常的生产阶段。现在不仅生产出合格的硫精矿,而且铜、硫、金、银、钼等有价元素的回收率都有所提高,同时大幅度地降低了铜硫分离的石灰用量,低碱度铜硫分离新工艺在德兴铜矿大山选矿厂得到了成功的应用。1原矿性质与工艺流程1.1原矿性质德兴铜矿属特大型斑岩铜矿,矿石类型以细脉浸染型硫化矿为主。铜矿物以黄铜矿为主,其次为黝铜矿、砷黝铜矿、铜蓝、辉铜矿、蓝辉铜矿等,斑铜矿含量极少。硫矿物以黄铁矿为主,其次为极少量的磁黄铁矿。钼的独立矿物为辉钼矿。金的独立矿物主要为自然金,其次为银金矿。脉石矿物主要有石英、绢云母、绿泥石、绿帘石、水白云母及硫酸盐类矿物等。黄铜矿多不规则嵌布于脉石矿物中;其次呈脉状或网状嵌布于黄铁矿或脉石矿物中,有时黄铜矿呈星点状浸染于脉石中或包裹于黄铁矿中,嵌布粒度很细。黄铁矿呈它形、半自形晶粒,以浸染状或细脉状分布于脉石中,粒度为0.1~0.3mm,少量可达5mm。1.2工艺流程大山选矿厂设计的工艺流程为Ⅰ段铜硫混合浮选、粗精矿再磨、Ⅱ段铜硫分离、Ⅱ段选铜尾矿再选硫。采用低碱度铜硫分离新工艺以前,由于Ⅱ段铜硫分离需要加入大量的石灰形成矿浆高碱度环境(pH值大于12.5)以及Ⅱ段铜硫分离需要很高的磨矿细度(-74μm占95%),使选铜尾矿无法选硫。采用低碱度工艺后,成功地实现了选铜尾矿中硫的回收。工业应用现场生产流程如图1。图1低碱度铜硫分离工艺流程该流程的特点在于:针对Ⅰ段铜硫混合粗精矿,以新药剂CTP代替部分石灰,控制矿浆pH值在10左右,经一粗二精二扫得铜精矿(同时提高了金、银、钼在铜精矿中的回收率),选铜尾矿经浓缩后,用活化剂DZ-1活化黄铁矿,加黄药捕收并以丁铵黑药作为辅助捕收剂并稳定矿化泡沫可实现硫的浮选,生产出合格的优质硫精矿。2工业应用2.1新药剂CTP用量与石灰用量新药剂CTP添加的主要作用是减少铜硫分离作业的石灰用量,降低矿浆pH值,同时有效地抑制黄铁矿。小型试验及工业试验表明,CTP可部分取代石灰,而大山选矿厂石灰耗量一直在8kg/t以上。随着前后两系统的投产,在采用石灰工艺的情况下,每天需要400多t石灰,给石灰的乳化及供应带来了困难,还需投入200多万元增建石灰乳化系统。使用低碱度铜硫分离工艺后,大山选矿厂石灰供应和石灰制备影响生产的情况基本得以缓解。大山选矿厂历年石灰单耗及1996年CTP用量与石灰用量情况见表1。表1大山选矿厂历年石灰及CTP用量项目1992~1995年平均1996年1~8月1996年6~8月石灰单耗(kg/t)8.2365.6244.11CTP单耗(g/t)-39.345.53从表1可以看出,1996年1~8月份,石灰单耗比未用CTP时降低2.612kg/t,按大山选矿厂日处理原矿5万t计,每天可减少石灰消耗130.6t,大大缓解了石灰供应的矛盾;特别是进入正常生产的6~8月份,石灰用量稳定在4kg/t左右,超过了工业试验指标。2.2低碱度工业生产铜指标大山选矿厂历年铜选别指标如表2所示。该厂铜选别指标一直比较低,主要原因是大山选矿厂处理的矿石中有一部分为北山高氧化矿,在现有工艺条件下,Ⅰ段混合浮选对氧化矿的回收差,导致Ⅰ段混合浮选铜回收率低,而Ⅱ段铜硫分离由于磨矿细度-74μm在95%以上,单体解离度高,铜回收率在97.5%左右。氧化率对大山选矿厂铜的回收影响较大,但1996年1~8月份原矿氧化率7.68%,1995年处理的矿石氧化率7.80%相近,但其粗选、精选铜回收率分别高0.25%和0.02%,可以看出采用低碱度铜硫分离工艺对浮铜有利。表2大山选矿厂历年铜选别指标(%)年份氧化率原矿品位精矿品位作业回收率粗选精选19914.600.52322.9884.2697.6419923.520.49523.7187.7897.7119934.460.48023.6086.1398.0819945.370.46224.1184.1797.4819957.800.45024.1083.0497.2919967.680.46924.4783.2997.312.3低碱度工艺对金、银、钼指标的影响金、银、钼在大山选矿厂不能作为独立产品,而在铜精矿中回收,其回收率的高低除与选铜指标有关外,还与浮选作业矿浆碱度有关,碱度高,金、银、钼回收率会有所降低,而低碱度铜硫分离新工艺所采用的新药剂CTP对铜、金、银、钼无抑制作用,因此更有利于金、银、钼的回收。采用低碱度新工艺后,1996年大山选矿厂金、银、钼回收率明显高于泗洲选矿厂(见表3)。表3大山与泗洲选厂1996年金、银、钼选别指标选厂处理量(t)原矿品位(g/t)回收率(%)金银钼(%)金银钼泗洲62963280.22640.930.009461.2759.4651.86大山90637770.26450.950.007764.6565.6856.212.4选硫指标大山选矿厂在使用石灰工艺进行铜硫分离时,由于选铜尾矿含硫低(8%以下),粒度细(-74μm占95%以上)、浓度小,曾采用各种方法选硫,均未成功;采用低碱度工艺后,不仅提高了选铜段各种元素的综合回收率,而且选铜尾矿中硫的含量达到10%以上,矿浆pH值也控制在10以下,为浮选选硫创造了条件。表4为大山选矿厂1996年硫生产指标。表4表明,采用低碱度新工艺产出了合格硫精矿,充分体现了低碱度新工艺在铜硫分离及选硫中的优势。6~8月份选硫作业回收率稳步提高,说明新技术在实用中有一个随操作人员适应而逐步完善的过程。表4大山选矿厂1996年6~8月份选硫生产指标月份处理量(t)给矿品位(%)精矿量(t)精矿品位(%)作业回收率(%)612277.116.862581.842.0352.43718081.810.013116.736.1162.20816141.19.883703.935.6082.70∑46560.011.779402.437.5464.503存在的问题及对策1996年大山选矿厂使用低碱度铜硫分离新工艺的情况说明,低碱度铜硫分离新工艺是成功的。目前存在的问题主要表现在以下两个方面:(1)铜硫混浮的影响。由于大山选矿厂处理原矿性质变化大,处理北山矿(特别是表层矿)时,原矿含泥多、硫低、氧化率高;处理南山矿时,原矿含硫高。大山选矿厂在处理不同矿体的矿石时混合精矿指标波动大,给铜硫分离造成很大影响。(2)石灰的控制问题。由于在采用新工艺实现铜硫分离时需要一定的碱度(pH9~10),因此尚需补加少量石灰调节矿浆pH值。但是,由于受石灰质量和操作条件的影响,石灰添加量往往偏大,不仅影响了低碱度新工艺的应用效果,而且给选铜尾矿回收硫造成了很大的困难。针对上述问题,为了更好地发挥低碱度工艺的技术优势,首先应加强生产管理,在采场解决原矿问题,充分发挥矿点预报的作用,选矿厂根据矿石性质及时调整工艺操作条件和药剂制度,为铜硫分离提供稳定的原料;其次对石灰制乳和添加系统进行完善,使石灰的添加量得到有效控制。经过一段时间的实践,大山选矿厂对石灰添加系统进行了多次改进,取得了明显的效果。4结语低碱度铜硫分离新工艺在大山选矿厂的应用,不仅能部分取代石灰,降低石灰用量以及铜硫分离作业的矿浆pH值,而且有利于铜及伴生元素的回收,也使浮硫成为可能。生产实践证明低碱度铜硫分离新工艺是成功的。INDUSTRIALAPPLICATIONOFNEWTECHNIQUEFORSEPARATIONOFCuSINLOWBASICITYMEDIUMHuangChonghui,LiuJianguo,YinQihuaet.alABSTRACTThenewtechniquehasbentestedsucesfulyinDashanProcesingPlant,DexingCopperMine,sothesulphurflolationfolowedupisofpossiblerealization.Applicationsofthenewtechniquearedweltoninthispaper.Thenewtechniquecan