实验11-聚氯乙烯复合材料的制备与性能测试
PEO/Na-MMT粉体与聚氯乙烯复合材料的制备及性能研究
主。 这 些 性 质 决 定 了蒙 脱 土 / 水 分 散 体 系 以 颗 粒 的 多 分 散 性 、 非 球 型 、 片 状 结 构 及 高 度 分 散 为 特
征 【 o
1 实验
1 原料 .1
实 验 所 使 用 的 是 钠 基 蒙 脱
13 V/ —l 混杂材料的制备 . PCPIT d d
到 含 不 同 层 问 阳 离 子 的 蒙 脱 土 层
问 【。 它 的 主 要 目 的 是 制 备 固 体
中国塑料机械信息 网 ht : / t /www.ls x o c r p pa e p .o n
《 塑胶工业》
维普资讯
Cu 石 墨 靶 , 波 长 = .5 2 m , / 014 n
l M P , 热 压 3 n, 移 至 冷 压 机 5 a mi
剪 切 乳 化 机 的 作 用 下 ,MM T在 P EO 水 溶 液 中 重 新 分 布 , 形 成 桥
联结构 的凝胶 。
生 产 。 所 用 的 聚 氧 乙烯 重 均 分 子
量 为 2 0万 , 为 工 业 级 , 由 上 海 0 联 胜 化 工 有 限 公 司 生 产 。 聚 氯 乙
上 冷 却 至 室 温 后 出 模 , 切 割 样 品 待 用。
制 备 P O/ E MMT 的 溶 液 插 层 纳 米 材 料 ,通 常 是 以 乙 腈 , 甲 醇
等 为 溶 剂 ,将 P O 分 别 插 层 进 入 E
烯 由 天 津 勃 海 化 工 有 限 责 任 公 司 生 产 ,牌 号 为 S 。 G7
【 ”
。
中 , 同 时 保 持 搅 拌 ,MMT溶 胶 经
实验11-聚氯乙烯复合材料的制备与性能测试

实验11-聚氯乙烯复合材料的制备与性能测试实验11热塑性塑料聚氯乙烯的塑化、压制、成型实验一、实验目的1掌握聚氯乙烯板材压制成型的方法,并进行配方设计、混合和物料的压制;2了解聚氯乙烯板材压制成型过程中所用设备的基本结构及原理;3学会使用高速混合机、双辊混炼机及液压机等设备。
二、实验原理压制法生产硬聚氯乙烯板材是将聚氯乙烯树脂与加工助剂经过固体混合、粉体熔融塑化、压成薄片、在压机中经加热、加压,并在压力下冷却定型而制得的。
用压制法生产的硬板光洁度好,表面平整,厚度和规格可以根据需要选择和制备,是工业生产大型聚氯乙烯板材的一种常用方法。
聚氯乙烯硬板的制作可分为以下几步:1配方的设计配方的设计是树脂成型过程的重要步骤,对于聚氯乙烯树脂尤其重要,为了提高聚氯乙烯的成型性能,材料的热稳定性和获得良好的制品性能并降低成本,必须在聚氯乙烯树脂中配以加工助剂。
聚氯乙烯塑料配方中通常包含以下组份:(1)树脂树脂的性能应满足加工成型和最终制品的性能要求,用于硬质聚氯乙烯塑料的树脂通常其绝对黏度为1.5~1.8mPa·s的悬浮疏松型树脂。
(2)稳定剂稳定剂的加入可防止聚氯乙烯树脂在高温加工过程中发生降解而使性能变坏。
聚氯乙烯配方中所用的稳定剂按化学组成分为四类:铅盐类、金属皂类、有机锡类和环氧脂类。
(3)润滑剂润滑剂的主要作用是防止黏附金属等材料,延迟聚氯乙烯的凝胶作用和降低熔体黏度。
润滑剂可按其作用分为外润滑剂和内润滑剂两大类。
(4)填充剂在聚氯乙烯塑料中添加填充剂可大大降低产品成本和改进制品某些性能,常用的填充剂有碳酸钙、玻璃珠、玻璃纤维等。
(5)改性剂为改善聚氯乙烯树脂作为硬质塑料应用所存在加工性、热稳定性、耐热性和冲击性差的缺点,常常按要求加入抗冲改性剂,主要有以下几类:a冲击性能改性剂用以改进聚氯乙烯的抗冲击性及其低温脆性等,常用的有氯化聚乙烯(CPE)、乙烯-乙酸乙烯酯共聚物(EVA)、丙烯酸酯类共聚物(ACR)、丙烯腈-丁二烯-苯乙烯共聚物(ABS)及甲基丙烯酸甲酯-丁二烯-苯乙烯共聚物(MBS)等。
聚氯乙烯配方设计及热性能测试

聚氯乙烯配方设计及热性能测试姓名(烟台大学化学化工学院,高分子材料与工程,学号)摘要:聚氯乙烯(PVC)是综合性能优良的通用塑料,熔融温度较高,熔体黏度大,流动性差,对热不稳定,因此在成型过程中加入适当的添加剂,改善其成型工艺性能。
本实验研究不同助剂及用量对纯PVC性能的影响,通过模压成型制成PVC板材,制备成不同的样条,并测定其维卡软化温度。
关键词:PVC树脂;改性配方;维卡软化温度;热性能前言PVC由氯乙烯在引发剂作用下聚合而成的热塑性树脂。
是氯乙烯的均聚物。
氯乙烯均聚物和氯乙烯共聚物统称为氯乙烯树脂。
PVC为无定形结构的白色粉末,支化度较小。
工业生产的PVC分子量一般在5万~12万范围内,具有较大的多分散性,分子量随聚合温度的降低而增加。
无固定熔点,80~85℃开始软化,130℃变为粘弹态,160~180℃开始转变为粘流态。
PVC大分子链中还含有强极性的氯原子,导致分子间作用力较大,从而提高了PVC 的力学、刚性和硬度,有较好的机械性能,抗张强度60MPa左右,冲击强度5~10kJ/m2,并且在一定程度随分子量的增大而提高,随温度的升高而降低,随增塑剂含量的增大而下降。
有优异的介电性能。
但对光和热的稳定性差,在100℃以上或经长时间阳光曝晒,就会分解而产生氯化氢,并进一步自动催化分解,引起变色,物理机械性能也迅速下降,在实际应用中必须加入稳定剂以提高对热和光的稳定性。
PVC很坚硬,溶解性也很差,只能溶于环己酮、二氯乙烷和四氢呋喃等少数溶剂中,对有机和无机酸、碱、盐均稳定,化学稳定性随使用温度的升高而降低。
聚氯乙烯本色为微黄色半透明状,有光泽,密度为1.35~1.45g/m3,常有悬浮疏松型和悬浮紧密型。
透明度胜于聚乙烯、聚丙烯,随助剂用量不同,分为软、硬聚氯乙烯通常增塑剂的含量在0~5%(以PVC树脂为100%计)为硬质,在6~25%为半硬质,25%以上为软质。
软制品柔而韧,手感黏,硬质品的硬度高于低密度聚乙烯,而低于聚丙烯,在曲折处会出现白化现象。
PVC硅藻土复合材料的制备及性能研究
PVC/硅藻土复合材料的制备及性能研究有机无机复合材料综合了有机相的加工性、高韧性和无机相的高刚性、耐腐蚀和耐热性等特征,应用前景广阔。
各种各样的无机填料普遍应用在塑料和橡胶中,赋予了复合材料许多优异的性能。
但是无机填料的表面疏水性很弱,和聚合物间相容性较差。
并且无机填料具有较大的比表面积,易于团聚,严重影响有机无机复合的各项性能。
对无机填料的表面进行改性是一种提升无机粒子与聚合物基体间相容性的有效方法。
这种方法能够提升无机粒子和聚合物基体间的界面相互作用,因此无机粒子的表面改性受到了广泛的关注。
本论文从改善硅藻土与PVC基体树脂相容性的角度出发,先采用酸处理法清除硅藻土的表面杂质,并期望活化其表层的硅羟基。
然后将KH570接枝到硅藻土表面,使其表面覆盖一层疏水链段,从而改善硅藻土与PVC基体之间的相容性,使改性硅藻土能够更好地分散在基体中。
然后经过熔融共混,利用双辊开炼机,将PVC粉料、改性硅藻土和其他加工助剂制备成PVC/改性硅藻土复合材料。
红外和热失重测试结果显示,KH570成功地通过共价键接枝到硅藻土表面。
并且加入KH570改性硅藻土后,材料的热稳定性提升,当加入1 phr改性硅藻土时,PVC复合材料的最大热失重温度提升了约20°C。
由于PVC基体和改性硅藻土间更强的界面相互作用,PVC/改性硅藻土复合材料表现出更好的力学性能。
当在PVC基体中加入0.5 phr和1 phr改性硅藻土时,复合材料的冲击强度值达到988.9 J/m和828.2 J/m,比加入等量未改性硅藻土的复合材料分别提升33.1%和26.8%,在复合材料冲击断裂面的扫描电镜图片中可以观察到明显的剪切屈服形变。
本文还探究了硅藻土和轻质碳酸钙的混合比例对复合材料的影响。
实验结果表明,随着轻质碳酸钙在复配填料中所占比例增加,复合材料的冲击强度增大,断裂伸长率上升。
从扫描照片中观察到冲击断裂面十分平整。
随着轻质碳酸钙所占比例增加,材料的热稳定性变强,复合材料的T<sub>5%</sub>和最大热失重温度(T<sub>max</sub>)分别向高温方向移动了7.77 <sup>o</sup>C和8.67 <sup>o</sup>C,复合材料的储能模量逐渐下降,玻璃化温度向低温方向移动,复合材料的损耗因子(tanδ)增加。
一种聚氯乙烯材料的制备加工与性能测试
0 前 言
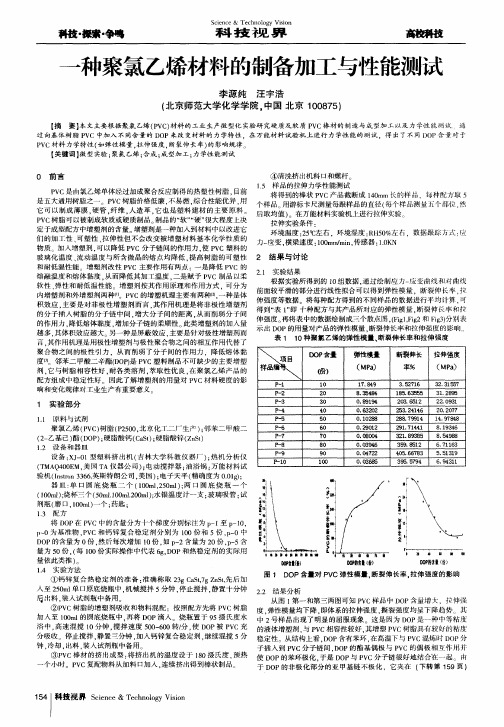
是五大通用树脂之一 P V C树脂 价格低廉 , 不 易燃 。 综 合性能优异 , 用 它 可 以制成 薄膜 , 硬管 . 纤维。 人 造革 . 它 也是塑料 建材 的主要 原料 P V C树脂可 以被制成软质或硬质制品 制品的“ 软” “ 硬” 很 大程度上决 定 于成 型配方 中增塑剂 的含量 增 塑剂是一种加入 到材料 中以改进它 们 的加T性 、 可 塑性 、 拉伸性但 不会改变被增 塑材料基本 化学性质 的 物质 加入增塑剂 . 可以降低 P V C分子链 问的作用力 . 使P VC塑料 的 玻璃 化温度 、 流 动温度与所含 微品的熔点均 降低 . 提高树脂 的可塑性 和耐低 温性能 。增塑剂改性 P V C主要作用有两点 :一是降低 P VC的 熔融 温度和熔体黏度 . 从而降低其加 T温度 . 二是赋予 P V C制 品以柔 软性 、 弹性和耐低温性能 。增 塑剂按 其作 用原理和作用方式 ,可分为 内增 塑剂和外增塑剂两种… P V C的增塑机理主要 有两种 . 一种是体 积效应 . 主要是 对非极性增 塑剂而言 . 其作 用机理是将非 极性增塑剂 的分 子捕人树脂 的分子链 中间 . 增大分子 间的距 离 . 从而 削弱分子间 的作用力 , 降低熔体黏度 , 增加分子链的柔顺性 此类增塑剂 的加入量 越 多. 其 体积效应越大 另一种是屏蔽效应 , 主要是针对极性增塑剂而 言. 其作用机理是用极性增塑剂与极性 聚合物 之间的相互作用代替 了 聚合物之 间的极 性引力 .从 而削弱 了分子 问的作用力 .降低熔体黏 度l 引 邻苯二 甲酸二辛 酯( D O P ) 是P V C塑料 制品不可缺少 的主要增塑 剂, 它与树脂相 容性好 。 耐各类溶 剂 , 萃取性优 良, 在 聚氯 乙烯产 品的 配方组成中稳定性好 因此 了解 增塑剂的用量对 P VC材 料硬度 的影 响和变化规律对工业生产有重要意义
阻燃PVC复合材料的制备及其性能表征
阻燃PVC复合材料的制备及其性能表征阻燃PVC复合材料的制备及其性能表征引言近年来,由于火灾对人们生命财产的威胁日益突出,阻燃材料的研究和应用成为了热点领域之一。
阻燃PVC复合材料因其良好的阻燃性能和广泛的应用前景而备受关注。
本文将重点介绍阻燃PVC复合材料的制备方法及其性能表征。
一、阻燃PVC复合材料的制备方法1. PVC基质材料的选择将PVC作为阻燃复合材料的基质材料,是因其具有良好的绝缘性能、机械性能和加工性能,并且可以通过添加其他阻燃剂来提高其阻燃性能。
2. 阻燃剂的选择与添加常见的阻燃剂包括溴化化合物、氮磷化合物和无卤阻燃剂等。
根据PVC材料的不同要求和使用环境,选择适合的阻燃剂进行添加,并通过调整添加剂的含量来控制阻燃效果。
3. 加工工艺的选择阻燃PVC复合材料的制备过程中,加工工艺的选择对于最终产品的性能表现有重要影响。
常见的加工工艺包括热压法、挤出法和注塑法等。
在选择加工工艺时,需要兼顾材料的性能需求、工艺的可行性和经济效益。
二、阻燃PVC复合材料的性能表征1. 阻燃性能测试通过燃烧实验,测定阻燃PVC复合材料的燃烧性能,包括燃烧时间、燃烧性能等指标。
常见的测试方法包括UL-94垂直燃烧测试和氧指数测试等。
2. 力学性能测试测试阻燃PVC复合材料的力学性能,包括抗拉强度、抗弯强度、冲击强度等指标。
通过力学性能测试可以评估材料的强度和耐久性。
3. 热性能测试测试阻燃PVC复合材料的热性能,包括热变形温度、热稳定性等指标。
热性能测试可以评估材料在高温环境下的性能表现。
4. 绝缘性能测试测试阻燃PVC复合材料的绝缘性能,包括绝缘电阻、介电常数等指标。
绝缘性能测试可以评估材料在电气应用中的可靠性。
结论阻燃PVC复合材料具有广泛的应用前景,通过选择合适的基质材料、阻燃剂和加工工艺,可以制备出具有良好性能的阻燃材料。
通过对阻燃PVC复合材料的性能表征,可以评估材料的阻燃性能、力学性能、热性能和绝缘性能等。
聚氯乙烯塑料配方及加工条件试验
填充剂 在聚氯乙烯塑料中添加填充剂,可大大降低产品成本, 改进制品的一些性能。常用填充剂有碳酸钙等。
润滑剂 润滑剂的主要作用是防止粘附金属,延迟聚氯乙烯的 凝胶作用,降低熔体粘度,润滑剂可按其作用分为外润滑剂和 内润滑剂。
其它 如:抗冲改性剂、阻燃剂、发泡剂、加工改性剂、着色 剂等。
2 混合
复合稳定剂 (g)
CPE(g)
石蜡(g)
100
4~5
0
0.5
100
4~5
20
0.5
100
4~5
30
0.5
表4 填充硬质PVC配方
PVC (g)
100
100
复合稳定剂(g) 4~5 4~5
石蜡(g) 0.5 0.5
CaCO3 30 60
四、讨论与思考
为了制备透明性PVC制品,对助剂有何要求? 比较各配方的包辊温度,你会得出什么结论? 打“三角包”有何作用。 上述PVC硬板配方中,如果加入10份LDPE,能增加其韧性
果。
二、实验原料及设备
实验原料:PVC树脂,有机锡,邻苯二甲酸二辛酯(DOP), 固体石蜡,复合稳定剂, 氯化聚乙烯(CPE);
设备及工具:两辊压延机,电子秤,研钵,测温计,布手套, 石棉手套,毛巾,毛刷,铲刀,托盘,模框,PET膜,裁刀, 游标卡尺,记号笔;
双辊塑炼机:规格 B160×320;辊筒速比为1:1.35;加热 方式:电加热。
3.改变增塑剂用量,观测起始包辊温度,并比较性能变化。 4.升高辊筒温度,混炼PVC硬板配方及其增韧配方,并比较性
能变化。 5.将从双辊塑炼机上取下的软质PVC在平板硫化机上压片,压
好后在裁片机上裁样,制成标准样条,放置一段时间,测试 拉伸性能,比较配方变化时拉伸性能的变化。
聚乙烯复合材料的制备及性能研究
聚乙烯复合材料的制备及性能研究聚乙烯是一种常见的塑料材料,具有轻、柔软、透明、耐酸碱等优点,广泛应用于包装、管道、日用品等领域。
然而,纯聚乙烯材料的力学性能较差,不能满足一些高性能的应用要求。
因此,研究加强聚乙烯材料的力学性能是非常重要的。
复合材料是一种有效的方法来改善聚乙烯的力学性能。
聚乙烯复合材料制备的方法有很多种,其中最常用的是增强材料与聚乙烯的混合。
常见的增强材料包括玻璃纤维、碳纤维、层状硅酸盐等。
增强材料的添加可以提高聚乙烯的强度、刚度和耐热性能,同时能较好地抵抗低温裂纹和紫外线辐射等有害环境因素的影响。
在复合材料制备的过程中,关键的一步是增强材料与聚乙烯的有效结合。
一般来说,增强材料表面会涂上一层能与聚乙烯粘结的物质,例如亲水性物质或亲油性物质。
这些物质能够有效地把增强材料与聚乙烯相结合,形成一体化的材料。
除了增强材料的选择和加工工艺外,复合材料的性能也会受到过去研究中样品加工和测试方法的影响。
过去的方法中,聚乙烯复合材料的力学性能测试一般使用拉伸测试、弯曲测试和冲击测试等。
然而,这些测试方法存在复合材料微观结构中纤维复杂排列的情况不能很好地反映的不足之处。
近年来,逐渐发展起来的纳米技术和高分辨率表征技术提供了一种更加精确的表征手段。
新型复合材料逐渐成为当今研究热点之一,纳米复合材料是其中一种变化较大的复合材料。
其制备方式一般通过纳米颗粒的加入改善复合材料的力学性能。
例如,氧化铝纳米颗粒和碳纳米颗粒等可以提高复合材料的强度和韧性。
同时,由于其纳米级别的颗粒有着较高的比表面积和界面能,这些颗粒能够有效调节聚乙烯材料的界面和链层结构,从而进一步改善其力学性能和热性能。
总的来说,聚乙烯复合材料具有很广泛的应用前景。
随着纳米技术、表征技术和加工工艺的不断更新和发展,聚乙烯复合材料的制备和性能研究也将不断地取得新的进展。
这些进展将为制备高性能的聚乙烯复合材料提供依据和技术支持,也将为促进工业制造的升级和转型发挥重要作用。
PVCCPEGF复合材料制备及力学性能
工 程 塑 料 应 用ENGINEERING PLASTICS APPLICATION第49卷,第4期2021年4月V ol.49,No.4Apr. 202125doi:10.3969/j.issn.1001-3539.2021.04.005PVC /CPE /GF 复合材料制备及力学性能朱清梅,林姗姗,祖立武,吕春梅,汪建新,赵立杰(齐齐哈尔大学材料科学与工程学院,黑龙江齐齐哈尔 161006)摘要:采用玻璃纤维(GF)及氯化聚乙烯(CPE)对聚氯乙烯(PVC)协同增韧改性。
研究表明,当共混体系中有一定量的GF 时,CPE 的加入不仅能够改善共混物的韧性,还能够促进GF 在PVC 基体中的分散,两者协同增韧。
随着CPE 加入量的增加,GF 分散效果增强,PVC /CPE /GF 共混物的硬度呈现先显著增强后缓慢增强的趋势、拉伸强度和断裂伸长率逐渐上升、拉伸弹性模量先升高后下降,增韧效果明显。
当经过硅烷偶联剂KH–550处理过的GF 的质量一定,CPE 用量为配方总质量的15%~20%之间时,通过PVC /CPE /GF 共混物样条冲击断面的扫描电子显微镜观察可见,GF 在基体中分散均匀,与基体粘结紧密,断面产生了大量有规则的网丝结构,增韧效果最佳。
关键词:玻璃纤维;氯化聚乙烯;聚氯乙烯;力学性能;共混体系中图分类号:TQ325.3 文献标识码:A 文章编号:1001-3539(2021)04-0025-04Preparation and Mechanical Properties of PVC /CPE /GF CompositesZhu Qingmei , Lin Shanshan , Zu Liwu , Lyu Chunmei ,Wang Jianxin ,Zhao Lijie(College of Materials Science and Engineering , Qiqihar University , Qiqihar 161006, China)Abstract :The synergistic toughening modification of polyvinyl chloride (PVC) can be achieved by using the glass fiber (GF)and chlorinated polyethylene (CPE). The research shows that the addition of CPE into a certain amount of GF in the blend system ,which not only improve the toughness of the blend ,but also promote the dispersion of GF in the PVC matrix ,and then synergistic toughening is occurred. With the content of CPE increase ,the dispersion effect of GF is enhanced. The hardness of PVC /CPE /GF blends increase significantly at first and then slowly ,the tensile strength and elongation at break increase gradually ,Young ’s modu-lus increased at first and then decrease ,and the toughening effect is obvious. When the quality of GF treated by silane coupling agent KH–550 is certain , the quality of CPE as the dosage of formula between 15%-20%,PVC /CPE /GF blend spline impact cross sec-tion scanning electron microscope observation show that GF disperse uniformly in the matrix ,and the matrix bonding tightly ,cross-section produce a large number of regular mesh structure ,toughening effect is the best.Keywords :glass fiber ;chlorinated polyethylene ;polyvinyl chloride ;mechanical property ;blending system聚氯乙烯(PVC)树脂来源丰富,具有刚性好、强度高、阻燃、耐腐蚀、电气绝缘性能好等优异性能。
多壁碳纳米管聚氯乙烯复合材料的制备
多壁碳纳米管/聚氯乙烯复合材料的制备摘要:文章阐述了通过溶液混合法制备多壁碳纳米管/聚氯乙烯复合材料,并对其性能进行了红外表征,表明制得的复合材料具有良好的性能。
关键词:碳纳米管;聚氯乙烯;复合材料1碳纳米管在1991年日本NEC公司基础研究实验室的电子显微镜专家饭岛(Iijima)在高分辨透射电子显微镜下检验石墨电弧设备中产生的球状碳分子时,意外发现了由管状的同轴纳米管组成的碳分子,这就是现在被称作的“Carbon nanotube”,即碳纳米管,又名巴基管。
碳纳米管按照石墨烯片的层数分类可分为单壁碳纳米管(Single-walled nanotubes, SWNTs)和多壁碳纳米管(Multi-walled nanotubes, MWNTs)。
多壁管在开始形成的时候,层与层之间很容易成为陷阱中心而捕获各种缺陷,因而多壁管的管壁上通常布满小洞样的缺陷。
与多壁管相比,单壁管是由单层圆柱型石墨层构成,其直径大小的分布范围小、缺陷少,具有更高的均匀一致性。
2聚氯乙烯聚氯乙烯(PVC)是一种产量较高的通用塑料,具有较高的强度、刚性、良好的电绝缘性、耐化学腐蚀性等,经过适当的改性可用于工业管道、板件、管件、建筑及家用防火材料、化工防腐设备、各种机械零件、人造革、农用薄膜、耐酸碱软管及电线电缆包覆层等。
3多壁碳纳米管/聚氯乙烯复合材料自从碳纳米管(CNTs)被发现以来,因其独特的结构和优异的性能而引起了科学界和产业界的广泛重视,并迅速成为化学、物理学、材料科学、生物工程等诸多领域的研究热点。
碳纳米管具有优良的力学和导电性能,且具有与聚合物分子类似的高长径比结构,可以作为增强剂和导电剂用于制备高性能聚合物复合材料。
下面介绍一下多壁碳纳米管/ 聚氯乙烯复合材料的制备。
3.1实验部分3.1.1药品与试剂四氢呋喃:分析纯,天津市凯通化学试剂有限公司;双氧水:分析纯,天津市天力化学试剂有限公司;浓硝酸:分析纯,天津市大茂化学试剂有限公司;无水乙醇:分析纯,天津市光厚科技发展有限公司;碳纳米管(CNTs):中科时代纳米有限公司;粉末聚氯乙烯:济南化工有限公司。
聚乙烯复合材料的制备及性能表征的开题报告
渣油/聚乙烯复合材料的制备及性能表征的开题报告一、研究背景与意义随着社会发展和对环保要求的提高,对废弃物的回收和利用愈发重视。
渣油是石油工业中的副产品,其含有大量的聚合物物质,其中以聚乙烯为主要成分。
而聚乙烯具有低密度、良好的耐热性、抗化学性和可加工性等优良性能,在工业中有广泛应用。
然而,目前大部分渣油都被废弃,造成了严重的环境污染问题。
因此,对渣油的资源化利用成为一项迫切需求的任务。
同时,通过将聚乙烯等聚合物复合到渣油中,可以进一步提高渣油的性能,拓宽其应用范围,有效降低了废弃物对环境造成的负面影响。
本研究旨在通过制备渣油/聚乙烯复合材料,并对其性能进行表征,以期在渣油回收和资源化利用方面做出贡献。
二、研究内容和方法1.制备渣油/聚乙烯复合材料选取一定比例的渣油和聚乙烯作为原料,在一定条件下进行混合,并采用熔体法或溶液法制备复合材料。
并对制备过程中不同比例、不同制备工艺的渣油/聚乙烯复合材料进行比较。
2.性能表征采用FT-IR、SEM、DSC等手段对所制备复合材料的结构和性能进行表征。
其中,采用FT-IR分析渣油和聚乙烯在制备过程中发生的化学反应及其对复合材料性能的影响;采用SEM观察复合材料的形态结构及分布情况;采用DSC测定复合材料的熔融温度、结晶度等热力学性质,并探究渣油/聚乙烯复合材料在高温、耐腐蚀等方面的特性。
三、预期成果与意义本研究通过制备渣油/聚乙烯复合材料,针对不同制备条件和比例进行了比较和分析,并通过多种手段对复合材料的结构和性能进行评价和表征。
预期可以得出以下结论:1.渣油和聚乙烯均可以作为制备渣油/聚乙烯复合材料的有效原料,且不同比例和制备工艺对复合材料性能存在明显差异。
2.渣油/聚乙烯复合材料具有一定的耐热性、抗化学性及可加工性等性能,适用于一定范围内的工业应用。
3.本研究对于渣油的回收利用与环保发展有一定的意义,同时为未来渣油/聚乙烯复合材料的应用提供了一定的理论依据。
亚麻织物/聚氯乙烯复合材料的制备和力学性能研究
验
1 1 原 料 .
纯亚麻织物 ( 山西绿洲纺织有限责任公司) 其性能指标如下 : , 平 纹组 织 ; 密 17根/0c 纬 密 29 ̄/0 m; 线 线 密 度 2 e ; 线 线 密度 2 e ; 量 0 13 经 9 1 m; 0 1c 经 4t 纬 x 4tx重 . 8
k / 厚度 0 2 gm ; .8mm。
14 测 . 试
14 1 形 态结 构观察 .. 对复 合材料 试 样 的横 截 面采用 真空 镀 膜 法镀 金后 , 日本 电子 有 限公 司生 产 的 JM-60 V 型扫 描 电 用 S 5 1L
子显 微镜 观察结 构并 拍照 。 14 2 拉 伸性 能测试 ..
在标 准 大气条 件下 ( 温度 为 (0± ) , 2 2 ℃ 相对 湿 度为 6 % ±2 )用 日本 5 % , 岛津公 司生产 的 A 一 G1型万 能材 料试 验机测试 拉 伸性 能 。该 试验 机 由计 算 机 控 制 , 据 自动采 集 。试 样 尺寸如 图 1 示 , 中夹 距为 10m 数 所 其 0 m。 143 动态力 学性 能测试 .. 对 长 3 5mm, 1 m 的复合 材料试 样在 美 国 Pr le 公 司生产 的 宽 0m e i Em r kn Pr i od型动态 热机 械分析 仪 ( MA) 进行 测试 , 动 频 率采 用 1H , yiDa n s m D 上 振 z
13 复合材料的制备 . 将 聚氯 乙烯糊 、 柠檬 酸 三丁酯 、 环氧 大豆 油按 照 10 10 7的质 量 比混 合 搅拌 均 匀 , 浇注 经过 表 面 0 :3 : 并
处 理 的亚麻织 物 , 置 于已升 温到 ( 6 放 10±5 ℃ 的 干燥 箱 中烘 燥 1 i, ) 5mn 冷却 后 制 得 复合 材料 试 样 。如 果 混 合 液浇 注到未 经过 表面处 理 的亚麻 织物 , 烘燥 并冷却 后则 制备 得 到界面 相容性 差 的复合 材料 。
PVC复合材料的制备及性能研究的开题报告
机械活化甘蔗渣/PVC复合材料的制备及性能研究的开题报告一、研究背景及意义甘蔗是我国重要的经济作物之一,其加工产生的甘蔗渣是一种大量的农产品副产物,如果不加以有效利用,不仅会浪费资源,还会对环境造成污染。
近年来,越来越多的研究表明,甘蔗渣具有潜在的应用价值,其主要成分为纤维素、半纤维素和木质素,具有较高的生物降解性,可用于制备各种生物质材料。
PVC是一种常用的合成树脂,具有优异的力学性能、耐腐蚀性能和耐氧化性能,广泛用于制造建筑材料、电缆、管材、人造革等。
然而,PVC也存在一些问题,例如对环境的污染和资源的浪费。
因此,研究如何将PVC与生物质材料复合,以提高材料的可持续性和环境友好性,具有重要的意义。
二、研究内容和方法本课题旨在研究甘蔗渣和PVC的复合材料的制备及性能。
具体研究内容包括以下几个方面:1. 甘蔗渣的机械活化:采用机械剪切力将甘蔗渣加工,以改善其纤维素和半纤维素的结构和性质。
2. 复合材料的制备:将机械活化后的甘蔗渣与PVC进行混合,加入助剂,通过挤出法制备复合材料。
3. 材料性能的表征:通过热重分析、拉伸实验、扫描电子显微镜等方法对复合材料的力学性能、热性能、形态结构等进行表征和分析。
本课题将采用实验室制备甘蔗渣/PVC复合材料,初步研究材料的各项性能,并对材料的结构和性能进行比较和分析。
通过调整复合材料的成分和制备工艺,进一步提高材料性能,并探讨其应用前景和开发潜力。
三、预期成果和意义本研究将为甘蔗渣的资源化利用和PVC的环境友好性改造提供新思路和新方法。
预期成果包括:1. 初步了解甘蔗渣与PVC复合材料的制备及性能。
2. 探讨甘蔗渣机械活化对复合材料性能的影响。
3. 研究复合材料不同添加量对材料性能的影响,并寻求最佳复合比例。
4. 为生物质材料和PVC的混合利用提供新思路和新方法,为建立可持续发展的社会和环境保护提供新途径。
乙烯法聚氯乙烯的制备工艺及性能评价
乙烯法聚氯乙烯的制备工艺及性能评价摘要:聚氯乙烯(PVC)是一种重要的合成塑料,广泛应用于建筑、电子、汽车和包装等领域。
本文介绍了聚氯乙烯的制备工艺和性能评价。
在聚氯乙烯的制备工艺中,详细描述了原料准备、聚合反应、聚合反应条件、聚合反应设备以及聚合反应控制的过程。
在聚氯乙烯的性能评价方面,涵盖了物理性质、化学性质、热性能、电绝缘性能以及可加工性的评估。
关键词:聚氯乙烯;制备工艺;性能评价引言:聚氯乙烯(Polyvinyl Chloride,PVC)是一种常见的合成塑料,具有良好的物理性质和化学稳定性,因此被广泛应用于各个领域。
聚氯乙烯的制备过程涉及原料准备、聚合反应和反应控制等关键步骤。
同时,聚氯乙烯的性能评价对于其应用的可行性与效果至关重要。
通过对聚氯乙烯的制备工艺和性能评价的深入了解,可以为其应用提供指导和优化。
1.聚氯乙烯的制备工艺1.1聚氯乙烯的原料准备聚氯乙烯的主要原料是乙烯和氯气。
乙烯是从石油或天然气中分离出来的烃类化合物,而氯气则是通过电解食盐水制备得到的。
在原料准备阶段,需要对乙烯进行预处理,如去除杂质和调节纯度。
1.2聚合反应聚合反应是制备聚氯乙烯的关键步骤。
聚氯乙烯的聚合反应通常采用自由基聚合的方法。
在聚合过程中,乙烯单体与氯气发生反应,形成聚合物链。
聚合反应的机理是通过引发剂(通常是过氧化物)产生自由基,引发乙烯与氯气的共聚反应。
1.3聚合反应条件控制聚合反应的条件对于获得优质的聚氯乙烯至关重要。
以下是常见的聚合反应条件:聚合反应通常在温度较高的条件下进行,一般为50°C至90°C之间。
聚合反应需要在高压下进行,一般为5至10兆帕(MPa)左右;聚合反应的时间取决于反应规模和聚合物的目标性质,通常为数小时至数十小时。
1.4聚合反应设备聚合反应设备的选择取决于生产规模和工艺要求。
常见的聚合反应设备包括以下内容:反应釜用于容纳原料和反应混合物,并提供适当的温度和压力条件;搅拌器用于保持反应混合物的均匀性,促进反应的进行;冷却系统用于控制反应温度并避免过热[1]。
石墨烯聚氯乙烯复合材料的制备及其性能研究
石墨烯聚氯乙烯复合材料的制备及其性能研究作者:刘丹谭和平黄丽萍康迪迪郜忠茹王欣来源:《江苏理工学院学报》2021年第02期摘要:石墨烯及氧化石墨烯结构独特,具有电化学、机械性能等优异的物理特性。
利用石墨烯类材料修饰聚氯乙烯,形成性能优异的石墨烯-聚氯乙烯复合材料,使得聚氯乙烯的导电性能、力学性能、热稳定性得到了极大改善。
为此,主要介绍石墨烯-聚氯乙烯复合材料的制备过程,阐述熔融共混法、溶液共混法、原位聚合法三种制备石墨烯-聚氯乙烯复合材料的方法。
对石墨烯-聚氯乙烯复合材料的发展趋势进行展望,认为石墨烯-聚氯乙烯复合材料具有绿色、用途广、规模化生产的特点,有广阔的应用前景。
关键词:石墨烯;聚氯乙烯;复合材料;研究进展中图分类号:TQ15 文献标识码:A 文章编号:2095-7394(2021)02-0095-07全球五大通用塑料之一聚氯乙烯(PVC)是世界上最早实现工业化的塑料产品之一,同时也是世界上产量最大、需求量最多的塑料产品之一,更是我国首要的有机合成材料,在我国合成领域中占有重要地位。
聚氯乙烯是在引发剂作用下通过氯乙烯单体(VCM)聚合而成的具有良好的耐腐蚀性、绝缘性和阻燃性的熱塑性氯乙烯树脂。
此外,由于其成本低、原材料广泛,在建筑材料、工业制品、日用品等生产生活领域中应用普遍。
目前,国内聚氯乙烯产能已经过剩,行业已经处于产业结构调整期[1],因此,研发专门用途、高性能的特种产品并提高现有产品质量对行业的发展具有极其重要的意义。
近年来,纳米技术领域的研究(特别是纳米碳材料方面)已取得了众多前沿成果。
通过纳米材料(碳酸钙、硫酸钡、纳米二氧化硅、石墨烯等)修饰聚氯乙烯,可以改善其机械强度、冲击性能、导电性、热稳定性等物理化学性能[2-3],从而扩大聚氯乙烯的应用,提高其市场价值。
由于石墨烯及氧化石墨烯具有良好的导电导热性、极大的固有拉伸强度等物理性能,因此,被视为增强复合材料导电导热和机械性能的优异的纳米填料,在复合材料领域中得到广泛应用。
聚氯乙烯塑料配方及加工条件试验
由于使用上的要求有所不同, PVC 塑料可以配制成硬度差异很大的材料。 通常在配方中增塑剂含量在10phr 以内,所得材料硬度较大,而增塑剂在40~ 70phr时所得材料柔软而富于弹性。但如果配方中加入大量的填充料,即使增塑 剂用量较多时,也可成为硬性材料。DOP(邻苯二甲酸二辛酯)用作增塑剂,其极
性较大,与 PVC 有良好的相容性,增塑效率高,少量加入可以大大改善加工性 能而又不致于过多降低材料的硬性。
由于 PVC 树脂受热易分解,在加工过程中容易分解放出 HC1, 因此必须加 入碱性的三盐基硫酸铅和二盐基亚磷酸铅,使 HCI 中和,否则树脂的降解现象 会愈加剧烈。此外,又因PVC 在受热情况下还有其他复杂的化学变化,为此在 配方中还加入硬酯酸盐类化合物,同样起热稳定作用。几种稳定剂同时应用,各 种组分独特效能和它们之间的协同效应,将会使材料在高温等条件下不至于破 坏。添加石蜡等润滑剂,起到降低熔体粘度,利于加工,成型时易脱模等作用。 在PVC 塑料中添加碳酸钙等填充剂,可大大降低产品的成本。
填充软质PVC
PVC
复合稳定 有机锡
剂 (g)
(g)
100
2~3
1
100
2~3
1
丁酯
60 60
CaCO3
30 60
硬 质PVC
PVC
复合稳定剂
(g)
CPE
(g)
石蜡 (g)
100
1
下
0
0.5
100
士
()4
20
0.5
100
4
5 U
30
0.5
填充硬质PVC
PVC
(g)
复合稳定剂 (g)
100
4~5
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
实验11热塑性塑料聚氯乙烯的塑化、压制、成型实验
一、实验目的
1掌握聚氯乙烯板材压制成型的方法,并进行配方设计、混合和物料的压制;
2了解聚氯乙烯板材压制成型过程中所用设备的基本结构及原理;
3学会使用高速混合机、双辊混炼机及液压机等设备。
二、实验原理
压制法生产硬聚氯乙烯板材是将聚氯乙烯树脂与加工助剂经过固体混合、粉体熔融塑化、压成薄片、在压机中经加热、加压,并在压力下冷却定型而制得的。
用压制法生产的硬板光洁度好,表面平整,厚度和规格可以根据需要选择和制备,是工业生产大型聚氯乙烯板材的一种常用方法。
聚氯乙烯硬板的制作可分为以下几步:
1配方的设计
配方的设计是树脂成型过程的重要步骤,对于聚氯乙烯树脂尤其重要,为了提高聚氯乙烯的成型性能,材料的热稳定性和获得良好的制品性能并降低成本,必须在聚氯乙烯树脂中配以加工助剂。
聚氯乙烯塑料配方中通常包含以下组份:
(1)树脂树脂的性能应满足加工成型和最终制品的性能要求,用于硬质聚氯乙烯塑料的树脂通常其绝对黏度为1.5~1.8mPa·s的悬浮疏松型树脂。
(2)稳定剂稳定剂的加入可防止聚氯乙烯树脂在高温加工过程中发生降解而使性能变坏。
聚氯乙烯配方中所用的稳定剂按化学组成分为四类:铅盐类、金属皂类、有机锡类和环氧脂类。
(3)润滑剂润滑剂的主要作用是防止黏附金属等材料,延迟聚氯乙烯的凝胶作用和降低熔体黏度。
润滑剂可按其作用分为外润滑剂和内润滑剂两大类。
(4)填充剂在聚氯乙烯塑料中添加填充剂可大大降低产品成本和改进制品某些性能,
常用的填充剂有碳酸钙、玻璃珠、玻璃纤维等。
(5)改性剂为改善聚氯乙烯树脂作为硬质塑料应用所存在加工性、热稳定性、耐热性和冲击性差的缺点,常常按要求加入抗冲改性剂,主要有以下几类:
a冲击性能改性剂用以改进聚氯乙烯的抗冲击性及其低温脆性等,常用的有氯化聚乙烯(CPE)、乙烯-乙酸乙烯酯共聚物(EVA)、丙烯酸酯类共聚物(ACR)、丙烯腈-丁二烯-苯乙烯共聚物(ABS)及甲基丙烯酸甲酯-丁二烯-苯乙烯共聚物(MBS)等。
b加工改性剂其作用只改进材料的加工性能而不会明显降低或损害其他物理性能的物质,常用的加工改性剂有丙烯酸酯类(ACR)、α-甲基苯乙烯低聚物及丙烯酸酯与苯乙烯共聚物等。
c热变形性能改性剂用以改进制品的负荷热变形温度,常用丙烯酸酯和苯乙烯聚合物。
(6)增塑剂可增加树脂的可塑性、流动性,使制品具有柔软性,对于硬质聚氯乙烯制品,一般不加或少加(5%以下)增塑剂,以避免其对某些性能(如耐热性和耐腐蚀性)的影响。
此外,还可以根据制品需要加入颜料、阻燃剂及发泡剂等。
聚氯乙烯配方中各组份的作用是互相关联的,不能孤立地选配,在选择组份时,应全面考虑其他方面的因素,按照不同制品的性能要求、原材料来源、价格以及成型工艺进行设计。
2混合
混合过程是使多相不均态的各组份转变为多相均态的混合料,常用的混合设备有Z型捏合机和高速混合器。
高速混合器是密闭的、高强力的、非熔融的立式混合设备,由圆筒形混合室和设在混合室底部的高速转动的叶轮组成,在固定的圆筒形容器内,由于搅拌叶的高速旋转而促使物料混合均匀。
除了使物料混合均匀外,还有可能使塑料预塑化。
在圆筒形混合室中,设有挡板,由于挡板的作用使物料呈流化状,有利于物料的分散均匀。
在混合时,物料沿容器壁急剧散开,造成漩涡状运动,由于粒子的相互碰撞和摩擦,导致物料温升,水分逃逸,增塑剂被吸收,物料与各组分助剂分散均匀。
为提高生产效率,混合过程一般需要加热,并按需要顺序加料。
3塑炼
塑炼的目的是使受热的聚氯乙烯塑料反复通过一对相向旋转的水平辊筒的间隙而被塑化,并经过挤压和延展拉成薄片,在生产中也可通过密炼或挤出来完成塑化过程。
双辊塑炼机的辊距、辊温、加料量、辊速比以及辊筒的转速等因素均影响塑化的效果。
4压制
压制是在一定温度、时间和压力条件下将叠合的聚氯乙烯薄片加热到黏流温度,并施加压力,加压到一定时间后在压力下进行冷却的过程。
压制过程的影响因素有压制温度、压力及压制时间等。
三、实验仪器及药品
1聚氯乙烯成型所用仪器
高速混合机、双辊筒炼胶(塑)机、平板硫化液压机、冷压机、烘箱、模具及万能制样机等。
表11-1仪器及设备一览表
仪器/设备名称型号生产厂家
高速混合机GH-10DQ北京塑料机械厂
双辊筒炼胶(塑)机LG-160上海勤奋机械厂
塑料制品液压机YA71-45A天津锻压机床厂
50吨压力试验机NYL-50无锡建筑材料仪器机械厂
万能制样机ZHY-W河北省承德试验机厂
2原材料
制备聚氯乙烯硬板,拟采用以下原料:聚氯乙烯(SG-3型~SG-5型树脂)、三盐基硫酸铅、二盐基亚硫酸铅、硬脂酸铅、硬脂酸钡、硬脂酸钙、硬脂酸、石蜡、碳酸钙(或其他填料)、二氧化钛。
四、实验步骤
表11-2制备PVC 复合材料的加工配方(推荐)
注:因市场原因,部分稳定剂种类可能有变动,可根据当年情况调整加工助剂的种类及用量。
1配料
按照性能要求设计的配方,称量树脂及其他助剂,要求配料总量在250克左右。
2混合
(1)准备
将混合机清扫干净后关闭釜盖,在出料口接上接料用塑料袋。
(2)调速开机空转,在转动时将转速调至1500rpm 。
(3)加料及混合
将已称量好的聚氯乙烯树脂及辅料倒入混合器中,盖上釜盖,混合时间为8min 。
(4)出料
到达所要求的混合时间后,马达停止转动,打开出料阀,点动按钮出料。
(5)清理
待大部分物料已排出后,静止5分钟,打开釜盖,将混合器内的余料全部扫
入袋内。
3塑炼将辊距调至0.5~1mm 范围内,将混合料投入两辊缝隙中使其包辊,经过5分钟的翻炼,将辊距调至厚度为1mm 左右即可出片(根据平板模具的尺寸)。
4压制
(1)准备将经过塑炼的聚氯乙烯薄片按模框大小剪成多层片材。
(2)烘箱预热
将样片在100~120o C 的烘箱中预热10分钟。
(3)热压
a 升温
将平板硫化机加热,控制上、下板温度为170±1o C 。
b 调压工作液压的大小可通过压力调节阀进行调节,要求压力指示的压力在3~5MPa (表压)的范围之内。
c 模具预热将所用模具在压制温度下预热10分钟。
d 料片预热将烘箱中的料片取出置于模具框内,将模具置入平板中央,在压机上预热组分名称
PVC 树脂复合稳定剂加工助剂
ACR 轻质CaCO 3钛白粉TiO 2CPE 质量份数100 4.51958
10分钟。
e加压开动压机加压,使压力表指针指示到所需工作压力,经过2~7次卸压放气后,在工作压力下压制3分钟。
(4)冷压迅速去掉平板间的压力,将模具取出,放在冷压机上,在油压为10MPa下冷压10分钟。
(5)出模卸掉压机压力,取出模具用铜片开模具,取出制品。
5制样
将聚氯乙烯硬板在制样机上切割成所需测试用板材,供测试力学性能和耐热性能。
加工流程:
配料—>干混合—>塑炼—>压片—>制样
测试样条尺寸(单位:mm)
5.1冲击性能测试标准:GB/T1043-1993(硬质塑料简支梁冲击试验方法)
样条尺寸:80×10×4mm3
将制得的板材按照GB/T1043-93标准在万能制样机上制成80×10×4mm3的样条11个,其中10个在万能制样机上铣成C型缺口,按照要求在室温下放置24小时以上,以消除样条制备过程中的内应力。
5.2拉伸性能测试标准:GB/T1040-92(塑料拉伸性能试验方法)
将制得的4mm厚板材按照GB/T1040-2006用切刀裁切成哑铃型拉伸样条至少5个,在CMT-6104型微机控制电子万能试验机进行拉伸试验,分别测得共混PVC复合材料的抗拉伸性能。
拉伸速度:20~100mm/min(根据材料断裂情况而定),原始标距:70mm。
5.3热变形温度—维卡软化温度测定标准
按GB1633-2000中要求,将制得的板材用万能制样机裁成15×15×4mm3的测试样板,取表面平整光滑、无气孔、毛刺和毛边的两片,选择负荷为1kg,升温速度5±0.5o C/6min,测试材料的维卡软化点温度。
五、实验注意事项
1配料时称量必须准确。
2双辊及压机温度必须控制严格。
3双辊操作时,必须严格按照操作规程进行,防止将硬物落入辊间,更要防止手套卷入其间。
4压机和双辊的升温均需要一定的时间,应注意穿插进行。
六、预习要求
1了解实验原理,原始记录要清楚。
2准备试验纪录表,将配料、塑炼、压制按操作要求画出相应的纪录表格。
七、实验报告要求
1简述实验原理,原始记录要清楚;
2根据制品好坏情况,分析其原因。
八、思考题
1分析聚氯乙烯树脂相对分子质量的大小与产品性能及加工性能间的关系?
2分析配方中各组分的作用?
3比较聚氯乙烯板材的压制与酚醛树脂压制过程的区别?
4观察所压制硬板的表观质量,分析出现塌坑、气泡、开裂等现象的原因?
九、实验要求
1做好试验纪录,原始记录要附在实验报告中;
2掌握高速混合机、双辊开炼机、液压机、万能制样机的操作方法;
3严格按照操作要求进行实验,注意保持环境卫生。