杰出班组长9小时版
杰出班组长PPT课件
10/22/2024
8
贰 认知教育
1、何谓管理:它是一种方法、也是一种制度;是一 种科学,也是一种艺术。
方法:运用法则、观念、工具、以达成管理的目标。
10/22/2024
14
叁、日常管理
◎人员编制基准.人员编制基准.ppt 本班组人工作是什么?固定的(每天、每周、每 月),不固定的(工作说明书) 每一个工作的现行作法是不是最省时、省力?(作 业标准书) 每一个工作须花费时间是多少?(作业标准书) 目前的工作量有多少? 总需工时是多少? 本班组的出勤工时是多少? 本班组过去的稼动率是多少%? 本班组的目前稼动率是多少%? 人员编制应如何调整?
4
壹 续论
班组长的基本职能2
日常管理
方法管理 环境管理
机能管理
质量管理 成本管理 交期管理 安全管理
10/22/2024
5
壹 续论
班组长的基本职能3
问题排除
发掘问题 分析问题 改善问题
领导统御
团队沟通能力训练 问题员工处理
提案改善与小组活动
人际关系
自我成长与前途规划
10/22/2024
6
贰 认知教育
杰出班组长
壹 续论
一、班组长的定义
班组是为了共同完成某项生产(工 作)任务,而由一定数量的操作人员或工 作人员在有统一指挥、明确分工和密切配 合的基础上所组成的一个工作集体。
班组长是班组中的生产、行政负责 人,一般由现场/车间主管指派或由群众 选举经现场/车间主管批准产生。
杰出班组长训练

5. 班组长的重要作用
9
REV:1.0
成长中的角色定位
6.了解员工的五个期望值 员工对班组长有以下五个方面的期望:
办事要公道 关心部下 目标明确 命令适当 及时指导 需要荣誉
7. 班组长必备的五个知识和技能
班组长影掌握以下五个方面的知识和技能: 品质的知识 管理的知识 管控的技能 专业的技能
21
REV:1.0
工作教導技法
通路与工作场所的整理整顿不 良 作业员对工作没有兴趣 没有正确使用辅助工具或计量 器具 无故缺勤者多 浪费消耗品 作业员的流动性大 工作没有计划性 ……
3.工作现场常有的问题
没有遵守正确的工作方法 工作品质没有达到标准 工作常常失败 损坏道具或设备 产品或重新加工过多 有人受伤 没有正确使用安全装置 作业员工作不小心 没做好也能获得奖赏
(蘇州廠)
(Stock Code : 1997)
杰出班組長訓練
编写人员: 彭素云
职称:副理
编写日期:2010﹑6﹑8
审 核﹕鄧國祥
REV:1.0
核准﹕楊文賓
1
REV:1.0
课 程 大 纲
教學時數: 1H 课程名称 杰出班組長訓練 课程编号 选用对象 班組長
课程目标:強化管理能力 教学大约/重点内容 一、成長中角色定位 二、永遠第一位的---安全 三、工作教導方法 四、有效溝通 五、員工激勵 教学方法 讲授法 讲授法 讲授法 讲授法 讲授法﹑舉例法 电脑投影机 教学资源 時數 20 5 15 10 10 备注
9. 对企业的正确认知
企业不是顺风车 企业不是收容所 ——纵容能力不足的人 ——管理不是比赛谁最受欢迎 企业不是福利院
杰出的班组长应该具备的条件

杰出的班组长应该具备的条件引言在一个组织或团队中,班组长是一个非常重要的角色。
他们不仅是团队成员之间的沟通桥梁,还是任务执行的组织者和协调者。
一个杰出的班组长应该具备一些特定的条件和品质。
本文将探讨一些杰出的班组长应该具备的条件。
1. 领导能力领导能力是一个杰出的班组长必备的条件之一。
班组长需要能够激励和激发团队成员的潜力,带领他们一起追求共同的目标。
他们应该能够提供明确的指导和方向,并且能够在困难时刻保持冷静并做出正确的决策。
2. 沟通技巧优秀的沟通技巧是一个杰出的班组长必不可少的条件。
他们应该能够清晰地表达自己的想法和观点,并且能够有效地倾听和理解团队成员的意见和反馈。
同时,他们还应该能够利用不同的沟通方式,如会议、电子邮件等,与团队成员进行良好的沟通。
3. 团队合作团队合作是班组长不可或缺的品质之一。
一个杰出的班组长应该能够建立一个积极的团队氛围,并促进团队成员之间的协作和互助。
他们应该鼓励团队成员分享知识和经验,提倡团队合作,以实现共同的目标。
4. 问题解决能力问题解决能力是一个杰出的班组长应该具备的条件之一。
在工作中,团队往往会遇到各种问题和挑战。
一个杰出的班组长应该能够迅速分析和解决问题,并采取适当的措施来避免类似问题再次发生。
他们应该能够保持冷静和理智,并能够做出明智的决策。
5. 计划和组织能力一个杰出的班组长应该具备良好的计划和组织能力。
他们应该能够制定清晰的目标,制定有效的计划,并合理分配资源和工作任务。
他们还应该能够管理时间,合理安排任务的优先级,并能够有效地监督和跟踪任务的执行进度。
6. 长期远见长期远见是一个杰出的班组长应该具备的条件之一。
他们应该能够有长远的目标和愿景,并能够带领团队朝着这个目标努力。
他们应该能够预见到潜在的挑战和机遇,并采取措施来应对和利用它们。
他们还应该能够持续学习和适应变化,并不断提高团队的绩效和效率。
7. 积极的激励一个杰出的班组长应该具备积极的激励能力。
10101GB 杰出的班组长
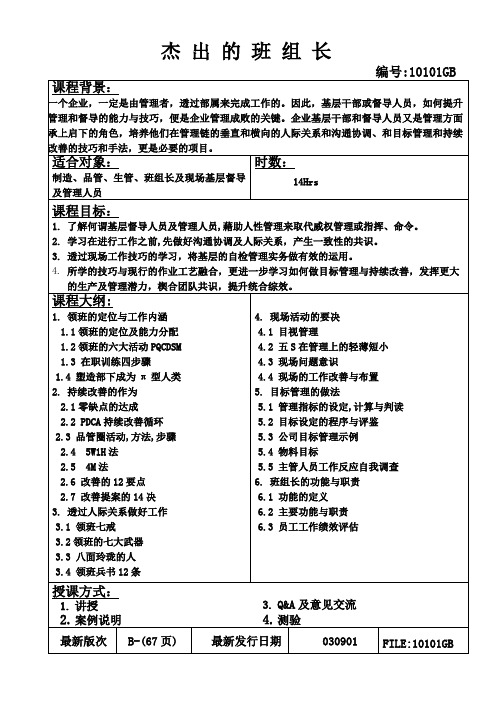
编号:10101GB
课程背景:
一个企业,一定是由管理者,透过部属来完成工作的。因此,基层干部或督导人员,如何提升管理和督导的能力与技巧,便是企业管理成败的关键。企业基层干部和督导人员又是管理方面承上启下的角色,培养他们在管理链的垂直和横向的人际关系和沟通协调、和目标管理和持续改善的技巧和手法,更是必要的项目。
适合对象:
制造、品管、生管、班组长及现场基层督导及管理人员
时数:
课程目标:
1.了解何谓基层督导人员及管理人员,藉助人性管理来取代威权管理或指挥、命令。
2.学习在进行工作之前,先做好沟通协调及人际关系,产生一致性的共识。
3.透过现场工作技巧的学习,将基层的自检管理实务做有效的运用。
4.所学的技巧与现行的作业工艺融合,更进一步学习如何做目标管理与持续改善,发挥更大的生产及管理潜力,楔合团队共识,提升统合综效。
3.透过人际关系做好工作
3.1领班七戒
3.2领班的七大武器
3.3八面玲珑的人
3.4领班兵书12条
4.现场活动的要决
4.1目视管理
4.2五S在Βιβλιοθήκη 理上的轻薄短小4.3现场问题意识
4.4现场的工作改善与布置
5.目标管理的做法
5.1管理指标的设定,计算与判读
5.2目标设定的程序与评鉴
5.3公司目标管理示例
5.4物料目标
课程大纲:
1.领班的定位与工作内涵
1.1领班的定位及能力分配
1.2领班的六大活动PQCDSM
1.3在职训练四步骤
1.4塑造部下成为π型人类
2.持续改善的作为
2.1零缺点的达成
2.2 PDCA持续改善循环
2.3品管圈活动,方法,步骤
杰出班组长系列专题之过程控制是关键(PPT48页)

不管是GOOD样板还是BAD样板,均要放置在操作员的操作位 置附近,并与作业指导书一样可以方便容易的获得。
三、管好多事的“两ຫໍສະໝຸດ ”时段1、“两头”是什么 一个完整的过程总是有始有终的,我们通常把它
开始和结束的两个端头叫做“两头”。
三、管好多事的“两头”时段
2、为什么“两头”多事 “两头”多事的根本原因在于一个变字,因为变,所以事
多。 开头的时候变因主要有: 人员:迟到、旷工、情绪差、不稳定; 机器:异常、故障; 材料:缺料、品质差; 方法:缺工艺文件,首件NG; 环境:指标欠佳,能源不足。 结尾的时候总体上可能比开头要稍微好一点,但人员方面
杰出班组长系列专题--过程控制是关键
三、管好多事的“两头”时段 识别他们可能流动的场所,横向排列; 互检是下一工序的作业者在开始作业前对前道工序的作业内容所进行的确认,即别人检自己; 3、重大异常问题第一时间解决 过程特殊特性:比较特殊或关键的工程技术参数。 方法:缺工艺文件,首件NG; 突发事件指的是突然发生的影响生产秩序正常运行的事项。 班组长除了日常管理途径可以获得经验外,还可以借助管理工具来发现异常的兆头,比如用控制图、趋势图等,通过对这些图表进行科学分析, 找出工作中异常的兆头。 被批准后进入实施与考核阶段。 结尾的时候总体上可能比开头要稍微好一点,但人员方面的因素会更多,下班时的收尾工作也可能做不好,如忘记关灯、关机器电闸等。 必要时请求上级支援,让他们在两头时段出现在现场。 识别出错环节:通过分析不良结果,找出易错环节;
第二节:及时处理过程中的异常
经典班组长-技巧篇

ACACACACA CAC
121212121 212
交接时间:两个班工作交替前后
交
交接人员:班组长、相关骨干
交接内容:上一班生产进度
材料状况及切换安排
品质状况及注意点
班
设备状况及对应事项 需下一班协助处理的事项
其它必要交流的信息
交接形式:书面、口头(当面) 现场、办公区、个别、会议
任何事物每一天都在以某种方式变化着。 变化点管理是现场管理中的重要内容,其 目的是预见性地发现问题、在事故、故障和 损失出现之前即采取主动性的改善行动。
6、预见性地主动对应 偏差
异常
事故 故障
隐患
事故 “救火”
预见性改善
即时 纠正
停产 调整
计划性 委外 纠正 改造
本部门
跨部门
别部门
独立解决 共同解决 独立解决
第五章 班组长日常管理技巧
1、工作交接 2、早会、夕会 3、生产(产品质量、产量、交期)确认 4、品质巡检及记录确认 5、4M1E变化点把握 6、预见性地主动对应 7、交流、联络与协调 8、报表填写 9、当日工作总结
现场确认 工作预交接
早会 · 安排 工作交接
生产确认
品质确认
4M1E变化点
班
进度 · 切换
作业 标准化
工艺条件
· 各机种对应条件 · 三级权限设定
作业动作 · 动作经济原则
作业配置 机型切换
· 工具、材料 · 作业点
· 工具、材料 · 切换步骤、内容、作业 · 切换分工
最高权限的 更改规格
中等权限的 更改规格
微调规格
只能由相关最高行政或技术权 威决定更改的规格,一般人绝对不 能更改。
优秀班组长培训课件(PPT90页).pptx
• 通过下面的图表来看一下,(概念技能和人际技能)
高层管理 中层管理 基层管理
概念技能
技术技能
大纲
第一部分:班组长的领导技 能 (人际技能)
一、 班组长的角色认知 二、 适合班组长的领导方式 三、 高效班组团队建设 四、 班组长的沟通能力 五、 班组长的执行力 六、 班组长的激励力 七、 班组长培养下属的能力
课程大纲
第二部分:班组长生产现 场管理技能(概念技能)
一、员工质量意识的再造 二、卓越现场管理的起
点——5S精益管理 三、从一切领域杜绝浪费
第一部分:班组长的领导技能
一、 班组长的角色认知
1.制造业核心竞争力与一线班组的关系
班组定义: 为了共同完成某项生产(工作)任务,而由一定数量的工作/操作人 员在有统一指挥、明确分工和密切配合的基础上所组成的一个工作集 体。 班组的重要性: 企业生产经营活动的基本单元 班组管理是企业管理的基础 班组工作的好坏直接关系着企业经营的成败
有效沟通的六个步骤
• 一、事前准备 • 二、确认需求 • 三、阐述观点 • 四、处理异常 • 五、达成协议 • 六、共同实施
2.有效与上司沟通技巧---获得支持
• 除非上司想聽,否則不要講. • 若是意見相同,要熱烈反應. • 意見略有差異,要先表贊同. • 持有相反意見,勿當場頂撞. • 想要有些補充,要用引伸式. • 如有他人在場,宜仔細顧慮. • 心中存有上司,比較好溝通.
领导者都是界于专制型、民主型和放任型之间的混合型。
企业班组长的现状
• 生产技术型 • 盲目执行型 • 大撒把型 • 劳动模范型 • 哥们儿义气型
(对待设备的方法对待人) (态度强硬官僚作风) (得过且过缺乏责任) (勤恳务实缺乏领导) (感情用事缺乏原则)
优秀班组长个人先进事迹(通用13篇).doc

优秀班组长个人先进事迹(通用13篇)优秀班组长个人先进事迹【篇1】小刘作为检修维护部电气一次班班长,在今年1月15日,桐梓公司#1发电机抢修中,作为抢修现场工作负责人和党员突击队队长迅速投入到抢修工作中,组织班组人员分工合作,第一时间进入发电机内部确认故障点,与班组人员24小时轮流作战,连续奋战26个昼夜,放弃春节与家人团聚的机会,全程参与并顺利完成发电机抢修项目60余项,为春节保电和能源保供作出了突出贡献。
在日常班组管理中,注重班组安全文化建设,克服班组人员少,人员结构不合理的实际,较好地完成了各项工作任务。
他带领班员积极参与技术攻关和管理创新工作中,3个课题分获20__、20__年贵州省优秀成果一级和三级,班组连续四年荣获乌江公司“五星班组”,连续两年荣获公司安全生产先进班组。
同时,小刘本人荣获桐梓公司“青年岗位能手”、标兵(劳动模范)称号,多次荣获年度公司安全先进个人、公司先进个人。
优秀班组长个人先进事迹【篇2】熟话说:火车跑得快,全靠车带头!一个优秀的班组、先进的班组,一定有位称职的班组长,公交物业保洁部晏家湾的班组长__就是这样一位班组长。
__,女,x岁,__年参加工作,年进入物业公司从事保洁工作,在这个辛苦、劳累的工作岗位上工作年,兢兢业业,从没有说过半点怨言,她以扎实的工作作风,凭着埋头苦干、勤奋钻研在自己的工作岗位上脱颖而出,从一位普通的保洁员成长为带领全班组人员共同战斗的领头人。
一位优秀的班组长有要吃苦耐劳和艰苦奋斗的精神,__在平凡的工作岗位上一干就是二十余年,她留给大家的印象是埋头苦干、踏踏实实、任劳任怨、恪尽职守,不管工作多苦多累,这些年来,他始终保持高昂的工作热情和积极的工作态度,全身心忘我地投入到挚爱的事业中,体现了强烈的责任心和事业心。
__现在所率领的晏家湾保洁班组负责晏家湾停车场条线路共台车辆的保洁工作,每当夜幕降临,__就和其班组所有人员在晏家湾停车场的车辆保洁区域开始紧张的工作,每天从晚上6点到晚上11点不间段地给场内的车辆进行保洁,风雨不改,这段时间内,车辆会陆续进场保洁,每台车辆的保洁时间非常有限,不超过4分钟,在这短短的4分钟内,不但要保证车辆的保洁质量,又不能超过时间,着实有点困难,但__和她的班组成员并没有在困难的前面气馁,而是动作迅速、程序固定,沉着冷静地将每一台进场保洁的车辆清洁干净。
杰出的班组长该应具备的条件

终身学习
不断学习和提升自己的技能和 知识,以适应快速变化的工作 环境。
接受反馈
愿意接受反馈,并从中吸取经 验教训,以改善自己的领导能 力。
发展人际关系
与其他优秀的领导者建立联系, 从他们的经验中学习并获取指 导。
2 良好的人际关系
他们应该与团队成员建立良好的关系,以建立信任和合作。
3 卓越的业务能力
他们需要具备优秀的技术能力和卓越的领导能力,以有效地指导团队。
关键技能与特质
沟通技巧
优秀班组长应该具备出色的沟 通技巧,能够清晰地传达信息 并倾听团队成员的意见。Fra bibliotek灵活性
他们应该能够适应不同的情况, 并做出适当的调整和决策。
设定目标
制定明确的目标,并与团队一起 努力实现它们。
问题解决与决策能力
1 分析问题
优秀班组长应该能够迅速 有效地分析问题,并找到 解决问题的方法。
2 权衡决策
3 团队参与
他们需要能够权衡不同的 选择,并作出明智的决策。
与团队一起讨论和制定决 策,以确保团队的意见充 分被考虑。
如何持续发展成为杰出的班组长
杰出的班组长该应具备的 条件
优秀的班组长是能够激励和引领团队取得卓越成果的人。他们具备关键的技 能和特质,以及良好的领导能力,他们知道如何有效沟通和协作,并能解决 问题和做出明智的决策。如何更好地成为一个杰出的班组长呢?
什么是优秀班组长的定义
1 积极向上的榜样
优秀班组长应该以身作则,成为团队的榜样,激励他人向上努力。
激励能力
优秀的班组长能够激励团队成 员发挥他们的最佳水平,并保 持团队的凝聚力。
领导能力的重要性
领导能力对于一个班组长来说至关重要。他们需要有能力鼓舞团队成员、引 导他们朝着共同的目标努力,并提供必要的支持和指导。
2024年优秀班组长培训心得总结(3篇)
2024年优秀班组长培训心得总结工作时是班头:是生产一线的指挥官,要负责协调完成上级下达的工作任务,是班组长行政职务的体现和要求,在此过程中,要充分运用好班组长的五种权力(职位权力、奖赏权、惩罚权、专家权和个人影响力),软硬兼施;完成同样的工作任务,不同的班组长有不同的方法。
这就是如何运用好五种权力的差别,也是班组长个人素质的体现。
学习、生活中是教头:是下属成长的教导员。
是指班组长在生活中要关心下属,关心下属的学习、生活和工作,做下属信赖的朋友。
在此过程中,班组长进行感情投资、逐步树立个人影响力,为自己班组工作的开展带来方便。
既有利于下属的成长与进步,又有利于班组的和谐。
现场问题出现时的锄头,在指在工作中遇到问题时,班组长要利用自己业务技能熟悉的特点,及时解决问题。
在关键时刻做下属依赖的大哥。
这要求班组长要有很强的业务能力和解决问题的能力。
班组长的工作能力,可用“六臂”进行总结。
“领导激励能力”要求班组长及时对下属进行激励,对不同的下属用不同的激励方法。
在不同的时间用不同的激励方法,不同的环境下用不同的激励方法。
“有效沟通能力”要求班组长能及时主动地与上级、同事及下属进行沟通,让上级了解自己的想法,让同事理解自己的观点,让下属支持自己的观点,同时,自己也了解各方的想法,便于调整自己的工作重点、工作方法,为班组工作创造良好的环境。
“部属培育能力”要求班组长能根据下属的特点和长处,扬长避短,挖掘下属的潜力,将下属的短处弥补到不影响工作的正常开展的地步,将下属的长板充分发挥,达到脱颖而出的程度。
既要用好“短板理论”,保证工作的正常开展,又要运用好“长板理论”,让下属及班组的工作得到创新。
“业绩管理能力”要求班组长能科学地管理、评价下属的工作能力和工作业绩。
让能者、勤者得到肯定,让落后者能得到鼓励。
让全体成员能得到共同进步。
“现场管理能力”要求班组长对现场的五大要素:人、机、料、法、环进行科学的管理,使工作效率得到提高,工作质量得到保证。
班组长培训心得体会(优秀9篇)-最新

班组长培训心得体会(优秀9篇)当我们受到启发,对学习和工作生活有了新的看法时,可用写心得体会的方式将其记录下来,这样可以帮助我们总结以往思想、工作和学习。
那么问题来了,应该如何写心得体会呢?的精心为您带来了9篇《班组长培训心得体会》,可以帮助到您,就是最大的乐趣哦。
班组长培训心得体会篇一1、各级领导的高度重视与支持是开展好计量标杆班组建设的关键。
计量标杆班组创建过程中,得到了营口供电公司计量中心及大石桥供电分公司几位领导的关心、指导与支持,他们不分工作日、休息日深入现场了解情况、部署策略、跟踪进度,在人力、物力、财力上给予大力支持,保证了计量标杆班组创建工作顺利开展。
2、做好宣传动员、做好任务分解、将责任落实到人头、确保全员积极参与是开展好计量标杆班组建设的前提。
创建之初,经过精心准备,我们组织召开了计量标杆班组创建动员启动大会,通过会议,使大家深刻理解了计量标杆班组创建的目的与意义,掌握了计量标杆班组创建工作落在每个人身上的责任是什么,以及每个岗位怎样进行创建工作。
通过周密部署、精心组织,班组成员踊跃参与,发挥了积极性和主动性,推动了班组建设的顺利开展。
3、打造一支团结、高素质、能战斗的队伍是开展好计量标杆班组建设的基本保证。
队伍建设是班组建设的核心,优秀的团队是胜利完成一切任务的保证。
首先优秀的团队必须是团结的,也就是说凝聚力至关重要。
班组的管理者要以德服人、以情感人、以诚聚人,建设和谐、奋进的职工小家。
在这个“家”里,大家共同分担每个人的困难和忧愁,共同分享和体验每个人的成绩和快乐,共同挑战每项攻关难题,共同承担责任和义务。
其次,要有针对性地做好日常培训工作,逐步提高职工的理论水平与业务技能,并与实际工作相结合,在磨练中提高水平。
第三,对人员要科学分工、合理搭配、实现互补,营造比学赶帮超的氛围,使落后员工迎头赶上。
4、计量标杆班组创建要以安全生产为主线、以规范管理为目标。
计量维换班是不则不扣的生产单位,每天都要面对大量的停带电作业,因此安全生产的理念要贯彻到计量工作的至始至终,计量标杆班组建设应该以安全生产建设为主线,逐步规范各工作环节、流程,达到安全、规范、高效的'工作目标。
火力发电厂卓越6S管理与杰出班组长培训

•你会捡起地上的一张纸吗
火力发电厂卓越6S管理与杰出班组 长培训
6s-关键
n 意识 n 时间 n 团队与支持 n 构架 n 认可和奖赏 n 满意度 n 系统思考
火力发电厂卓越6S管理与杰出班组 长培训
如何策划6s推行活动?
•1.推行小组的成 立
•2.推行前的培训
•3.推行计划的拟 定
•4.推行活动的展 开
6S的五大效用
n 6S是最佳宣传员(Sales):清爽明朗洁 净的工作环境,能提高企业的知名度和 形象;还会吸引优秀的人才到这样的工 厂工作。
火力发电厂卓越6S管理与杰出班组 长培训
•6S的五大效用
n 6s是节约专家(Saving):可降低很多不 必要的材料以及工具的浪费;可降低订 购时间,节省很多宝贵的时间;还可节 省工作场所。
•5.现场评比和诊 断
•9.推行活动的标准化和存档 •8.推行活动的优秀部门和人员奖励
•7.推行活动的复查 •6.推行成果的发表和展示
火力发电厂卓越6S管理与杰出班组 长培训
实施6s的阻力...
n 整理,整顿为什么很重要? n 为什么要作清扫,它马上就又会脏的? n 整理,整顿并不能生产出更多的产品. n 我们已经实施整理,整顿了. n 我们在很多年以前已经实施6s了. n 我们太忙了,哪有时间实施6s. n 为什么要实施6s?
火力发电厂卓越6S管理与杰出班组 长培训
1S-如何实施1S
n 存在问题:
n 员工不知道如何区分“需要和不需要” n 员工对浪费视而不见
采取对策:
•培训和指导 •开展红单运动
火力发电厂卓越6S管理与杰出班组 长培训
1S-哪些是“不需要”的物品
n 有缺陷的或是过量的零件库存
杰出的班组长应该具备的条件

杰出的班组长应该具备的条件作为一名班组长,担负着组织和协调团队工作的重要责任。
为了成为一位杰出的班组长,需要具备一系列技能和特质。
本文将介绍一些必备的条件和能力,以帮助您成为一位成功的班组长。
1. 知识和技能1.1 行业知识:作为班组长,了解自己所在行业的最新发展趋势和相关知识至关重要。
掌握行业潜在的挑战和机遇,能够为团队提供专业的建议和指导。
1.2 技能与经验:具备必要的管理和领导技能,包括沟通、协调、决策和问题解决等能力。
此外,有丰富的工作经验也是提升班组长能力的重要因素。
1.3 时间管理和组织能力:班组长需要合理安排和管理团队的工作进度,确保任务按时完成。
优秀的时间管理和组织能力有助于提高工作效率和团队绩效。
2. 沟通和人际关系2.1 清晰的沟通能力:作为班组长,能够清晰明确地传达工作要求和目标,并能够倾听和理解团队成员的需求和意见。
2.2 团队建设与激励:班组长需要懂得如何建立和维护高效的团队合作关系。
通过激励和培养团队成员的能力,提高团队的士气和工作效率。
2.3 解决冲突:在工作中,不可避免地会出现冲突和分歧。
杰出的班组长具备解决冲突的能力,能够平衡各方利益,化解矛盾。
3. 领导潜质和个人特质3.1 领导风格:尽管班组长的领导风格可以多样化,但仍需要有明确的目标和愿景。
在团队内树立榜样,通过个人行为和言行激励团队成员。
3.2 自我管理:杰出的班组长具备自我驱动和自我管理的能力。
能够管理个人情绪和压力,以及管理时间和资源,提高自身工作效率。
3.3 坚定与果断:在决策时,班组长需要具备果断和坚定的决策能力。
同时,能够担当责任并承担后果。
4. 学习与成长4.1 持续学习:行业和技术的发展日新月异,作为一名优秀的班组长,需要保持持续学习的态度,并不断更新知识和技能。
4.2 接受反馈:积极接受来自团队成员和上级的反馈意见,理解并改进个人的不足之处,以提高自身的领导能力。
4.3 持续发展:寻求各种发展机会,包括参加培训、读书学习、参与行业活动等,提升个人的领导素质和知识水平。
杰出班组长 金牌班组长个人先进事迹【精选12篇】

杰出班组长金牌班组长个人先进事迹【精选12篇】(经典版)编制人:__________________审核人:__________________审批人:__________________编制单位:__________________编制时间:____年____月____日序言下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!并且,本店铺为大家提供各种类型的经典范文,如总结报告、演讲发言、规章制度、员工手册、创业计划、企划方案、心得体会、法律文书、教学资料、其他范文等等,想了解不同范文格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!Moreover, our store provides various types of classic sample texts, such as summary reports, speeches, rules and regulations, employee manuals, entrepreneurial plans, planning plans, insights, legal documents, teaching materials, other sample texts, etc. If you want to learn about different sample formats and writing methods, please pay attention!杰出班组长金牌班组长个人先进事迹【精选12篇】从某件事情上得到收获以后,就十分有必须要写一篇心得体会,这样可以记录我们的思想活动。
刘小明-杰出班组长

(3)工作指派原则
5、日程基准
6、存货与订货生产流程
7、生寒进度管制
(1)进度管制之范围
(2)进度管制之方法
(3)生产管制之工具
8、生管组织
(1)生管组织
(2)生管人员的甄选
(3)建立生产管理制度
四、员工管理
1、人力资源的特点及分析
(1)人的定义
(2)人的需要
(3)人性理论
(4)人力资源
21、如何提升自己的能力?
22、脱产求学是否必要?
23、跳槽多是否意味着对企业“不忠诚”?
24、理想为什么离我这么远?
25、当自己辞工了该如何做?
非常感谢您关注刘小明老师的课程!
(4)职业生产设计的步骤
十、案例分析
1、当下属之间闹矛盾的时候,怎么处理比较恰当?
2、当自己请假时,应如何安排工作?
3、间接上司亲自指挥自己工作怎么办?
4、与上司意见相左怎么办?
5、如何将员工的意见向上司反映?
6、如何向员工传达执行上面的决议?
7、如何对待员工的越级报告?
8、下属爱打别人的“小报告”怎么办
3、班组长的素质要求
(1)专业能力
(2)目标管理能力
(3)问题解决能力
(4)交流、交际能力
(5)倾听能力
(6)组织能力
(7)幽默的能力
(8)激励的能力
(9)指导员工的能力
(10)培养能力
(11)控制情绪的能力
(12)自我约束的能力
(13)概念化能力
4、管理的原则和要点
5、管ቤተ መጻሕፍቲ ባይዱ者的基本要求
(1)对现场管理干部的十项要求
(2)与下属沟通的原则
3、如何与上司沟通
杰出的班组长应具该备的条

组织能力
时间管理
能够合理分配时间,安排 工作任务的优先级。
资源管理
有效地利用和分配资源, 确保项目的顺和文档管 理,以便团队成员了解相 关信息。
总结
成为杰出的班组长,并不只需要具备单一的特质,而是需要具备多个特质的 综合能力。通过不断学习和发展,每个人都有机会成为一位杰出的班组长。
杰出的班组长应具该备的 条
提供高质量的领导帮助,以及发展团队协作精神。通过沟通和团队合作解决 问题,激励团队。具备组织能力,能够有效地管理工作。
杰出班组长的特质
1 责任感
2 沟通能力
时刻承担起领导作用,为团队的结果负责。
能够有效地传达信息,促进团队内部的沟 通与合作。
3 问题解决能力
4 团队合作能力
能够迅速识别和解决问题,并采取适当的 行动。
激励团队成员之间的合作,促进团队的整 体发展。
领导能力
激励团队
通过激励和鼓励团队成员,提升团队的士气和 工作效率。
决策能力
在关键时刻做出明智的决策,为团队提供正确 的方向。
愿景
为团队设定愿景和目标,并为实现这些目标提 供领导。
适应能力
灵活应对变化的环境和情况,为团队带来稳定。
工厂班组长优秀事迹材料(推荐3篇)

工厂班组长优秀事迹材料(推荐3篇)(实用版)编制人:______审核人:______审批人:______编制单位:______编制时间:__年__月__日序言下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!并且,本店铺为大家提供各种类型的实用资料,如工作计划、工作总结、个人总结、汇报体会、策划方案、事迹材料、申请书、演讲稿、主持稿、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor.I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!Moreover, our store provides various types of practical materials for everyone, such as work plans, work summaries, personal summaries, report experiences, planning plans, deeds materials, application forms, speeches, hosting drafts, and other materials. If you want to learn about different data formats and writing methods, please stay tuned!工厂班组长优秀事迹材料(推荐3篇)本店铺为你整理了多篇工厂班组长优秀事迹材料(推荐3篇),希望对您的工作学习有帮助,您还可以在本店铺找到更多相关《工厂班组长优秀事迹材料(推荐3篇)》范文。
优秀班组长培训资料.ppt

人际关系能力
这是在人和人之间制造良好“人际氛围”的待人处事的能力。 作一个组长,要想有较好的工作成绩,必须具备人际交往能 力,与上级、下级建立广泛的交往,沟通思想,联络感情, 努力使自己成为同级的知音,下属信赖的上司。这样,对外 能打开局面,得到其他部门的鼎力相助,对内能得到下属的 拥护,从而齐心协力地完成工作任务。具体包括:
知识大致分为实务知识和基础知识。实务知识,如果以工作现场为 例,就是指系统操作、实用等标准知识。与此相对,基础知识是理财端、 借款端、宜农、宜人贷等有关知识。 (三)、态度
所谓态度,是指对工作的心态或价值观,例如:对公司、领导、工 作等的态度。其中最重要的是对工作的态度。无论是学习技能还是知识, 如果本人对此不感兴趣,自己无心学习,就难以取得进步。
想 ……
理想是不断更新的! 改善是持续的,是永无止境的!
24
协调意识
重视团队精神
25
TEAM
的
WORK
2
★通过对TEAM中的人员培养, 使其具有一致的努力方向
★工作正常推进 ★工作成果会更好
26
顾客意识
客户第一
客户就是上帝!
与其他部门进行协调成为主要工作之 一, 应时刻把“后道工序是客户”
这条原则牢记在心,来开展工作。
班组长是企业最基层的负责人,作为班组生产管理指挥者和组织者必须掌握关于企业及组织方面的基本知 识,要理解和掌握企业的发展目标,认识当前企业的现状和存在的问题。只有这样,才能真正认识到自己所负 责班组在整个企业中的重要地位,理解班组长工作的重要性。
作为一个管理者必须明确自己的权限,掌握与工作相关的各种规章,自觉地维护员工的合法权益。拒绝违 章指挥,停止违章作业,执行劳动纪律,维护正常的生产秩序。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、班组长的地位和使命
• 班组长是企业最基层的管理者, 班组长的水平决定企业的执行 力;
班组长 的作用
决策者
管理者
督导者 操作执行 者
• 班组长是品质Q、成本C 、交 货期D 、士气M 、安全S指标 达成最直接的责任人;
组织的层次
• 班组长素质直接影响企业的经 营效益和竞争力。
4
1、班组长的地位和使命(续)
生产线改善前平衡率的计算:
各工序的总时间 ×100% 人数×循环时间 20+10+30+25+10+5+15+5 ×100% 平衡率= 8 × 30 平衡损失率=1-平衡率=1-50%=50% 平衡率=
生产线改善后平衡率的计算:
20+18+22+22+15+20 =88.6% 6 × 22 平衡损失率=1-平衡率=1- 88.6 %= 11.4 %
1、针对原因制订纠正及预防措施。 1、依据对策表认真执行。
因果图/ 5W法 /头脑风暴法
对策表/ 5W1H法 对策表
D C A
5实施计划 6检查效果 7总结经验 8遗留问题
1、根据对策表跟进结果。
1、将改善方案纳入标准,对员工培训 新标准。 1、尚未解决的问题,转入下个循环
对策表
指导培训 / 作业标准书
是否备齐作业指导书、检验标准、 是否需编制、修改? 图纸、确认样等资料,是否正确。
工作现场的清洁、秩序、噪音、温 是否需整顿清扫等? 湿度等是否达到标准。
11
产品代号: 准备日期: 分类 人员 项 目
名称: 确认资料 员工技能表 培训记录
计划开工日: 检查结果
生 产 准 备 检 查 表
设备 机器 设备 工装夹具 测量器具
案例分析:李组长的一天为什么这么忙?
16
三、卓越的品质管控
教战篇
1、你不可不知的品质意识
2、品质意识的四个陷阱
3、卓越的品质意识 4、防止不良品产生的要诀 5、PDCA解决品质问题八步法 6、简单品质问题快速处理技巧
■ 经典案例:海尔砸冰箱
17
1、你不可不知的品质意识
◆检查不是为了做修修补补的工作,那样失 去了检查的意义,反而增添了企业的负担, 检查的目的是为了精益求精; ◆检验只是一种手段,并没有达到提高品质 的功能,重要的是应用检验信息进行品质 改善活动,才能提升品质;检验的主要目 的是不让不良的物品流入下道工序; ◆品质管理,没关系就有关系,有关系就没关系。
-----知识改变命运,学习成就未来
多
学习圈
挫
学
少
学员自检:班组长应重点学习什么知识、技能?
9
二、班组长的一日管理
运作篇 1、班前要准备的事情 2、班中要处置的事情 3、班后要掌握的事情 4、案例:李组长的一天为什么这么忙?
10
1、班前要准备的事情
-----依据“4M1E”做好产前准备 经典格言: 工作前如果你未做好准备,你就在为失败而做准备。
1M MAN 人员 MACHIN 机器 MATERIAL 材料 员工的技术能力、熟练度、配合度、 是否需培训? 思想意识等。 即机器、工装夹具、量具功能、状 是否需维修? 况、准确度等。 材料是否能及时供应、品质是否符 是否需追料? 合要求。
2M
3M 4M 1E
METHOD 技术和方法
ENVIRONMENT 环境
21
5、PDCA解决品质问题八步法
步 骤
1界定问题
关 键
1、对比目标,发现差异。 2、统计不合格品(列出全部问题) 3、统计分析不合格品(找出主要问题) 推移图
应用工具
检查图、柏拉图 柏拉图 因果图/ 5W法 /头脑风暴法
P
2分析原因
3确认原因 4制定对策
1、分析主要问题(找出全部原因)
1、从全部原因中找出主要原因
4、建立无间断的生产流程“一个流”
24
1、生产排程的高明做法
----生产准备不周使生产陷入混乱的恶性循环
现场混乱 生产不顺畅 半成品堆积 加班不良多 培训士气低 停工待料多 设备故障多 ------
太忙乱 没时间准备
计划准备 不足
返工多 影响进度
交期迟 成本高 不良多
产品 返工多
产品 质量失控
产前准备不足 员工欠培训 设备欠保养 生产秩序 物料不到位 混乱 主附件不配套 作业无标准 环境脏乱差
18
2、品质意识的四个陷阱
“差不多”就 可以了
这不关我 的事
陷 阱
炒质量比做质量 重要
“零缺陷”是可望 而不可及的
19
3、卓越的品质意识
宏基电脑的 十大品质意识
第一次 就做对事
顾客第一
预防胜 于治疗
品质就是 合乎规格
下工程 就是顾客
拿出数据来
对品质执着 ,该说“不 ”时,请不 要犹豫
小问题往往 形成大毛病
为何墙壁上有鸟屎? 房子里有燕子 为何房子里有燕子? 房子里有虫子 窗户没关,房内阳光 为何房子里有虫子? 充满,适合虫子生长
• 在问题根源处予以解决。
• 制定措施,预防再发生。
解决方案
关掉窗户(短板原理)
23
四、生产效率大提升
教战篇 1、生产排程的高明做法
2、生产效率改善四步法
3、平衡生产线改善方法
7
4、班组长正面的工作态度
◆ ◆ ◆ ◆ 能力高 能力高 能力低 能力低
提个醒:
1.观念变则态度变,态度变则行为变,行为变则结果变 2.人品决定产品,思路决定出路
,意愿高 ,意愿低 ,意愿高 ,意愿低
→ → → →
(精 品) (毒 品)优秀的班 组长就是 (半成品) “精 品” (报废品)
8
4、班组长正面的工作态度
学员自检:总结平衡改善的主要方法与步骤
29
4、建立无间断的生产流程“一个流”
建立无间断操作流程“一个流”(one piece flow)
原 来 的 生 产 流 程
冲压机
零件柜
机床一 机床三 机床四
焊 接
上 漆 车 间
改造过的生产流程 焊接
4 3 2 冲压机 1
零 件 柜
机床二
上 漆 车 间
30
4、建立无间断的生产流程“一个流”
计划 A03 实际
200 180 200 180 400 370 200 190 600 570 200 200 800 780 200 210 1000 990 200 210 1200 1210 200 220 1400 200 1600 200 14
***
3、班后要掌握的事情
◆确认明天的排程及原材料、工治具等的准备状况; ◆分析今天生产实绩,找到改善点与改善方法。
1
首件产品确认
是品质预防的重要手段之一,前5个产品QC检查合格后, 连同首件卡置于现场。 是现场质检的依据,分good板、bad板、限度板,需工 程技术部认可,可妥善保管。 两头时段需重点管理好人员(含换线换模时段),班组长 需以身作则,针对问题建立对策,形成制度。
2
3 4 5 6 7
样板管理法则
管好两头时段 重点关注新手 控制特殊工序 不良品的管理 工程变更管理
------
25
1、生产排程的高明做法(续)
利用日程管理架的原理
按规定日期安排生产
按开工日提前三天准备
依据生产单 注相应 日期文件夹
(蓝色文件夹)
已完成 生产单
(黑色文件夹)
生产排程应考虑的事项:
◆标准产能、标准工时、放宽时间 ◆上下工序的配套性 ◆减少生产时的工艺变更
生产排程目视化
生产计划进度 管理看板
延误生产单
紧急处理 (红色文件夹)
26
2、生产效率改善四步法
第一步: 第二步: 第三步: 第四步:
输入
场地研究 流程研究 工序研究 动作研究
输出
生产线流程
工序A
工序B
工序C
工序D
周期
27
3、平衡生产线改善方法
均衡(Line Balancing)是进度的重要保证,在100个环节中,存在一 个环节效率低下,那么99个环节的努力都可能解决不了进度落后的问题。 抓住瓶颈工序的生产节拍,不断予以改善,是提升效率最重要的法宝。 作 业 时 间
交接班注意事项:
三不交 接班者未到不交班;接班者没有签字不交班;事 故没有处理完不交班 岗位检查不合格不接班 ; 事故没有处理完不 接班;交班者不在岗位不接班
三不接
4、本节小结
①.一线干部的一日管理重点:
⑴.样板与首件产品确认; ⑵.特采材料的重点检查; ⑶.新进员工的工作教导; ⑷.新规格品的质量控制。 ②.一日管理关键须关注事情的轻重缓急。 ③.一日管理要做到:班前心中有数、班中 巡查控制、班后分析改进。
如何成为优秀的班组长
臺灣:新竹市自由路109號翡冷翠大廈8F-2 Tel: 886-3-5312402 Tel: 86-20-86396586 Fax: 886-3-5323908 Fax: 86-20-86396590 廣州:廣州市白云大道北12号永泰城 B609室
深圳:深圳市寶安區松崗鎮新汽車站508室
Tel: 86-755-27098545 Fax: 86-755-27098547
1
通过学习本课程,使您掌握: ①.班组长的角色认知 ②.班组长的一日管理 ③.卓越的品质管控 ④.生产效率大提升 ⑤.员工教导与培育 ⑥.做好下属 辅助上司 ◆ 沙盘演习之模拟生产线
2
一、班组长的角色认知
洗脑篇 1、 班组长的地位和使命 2、班组长的素质要求 3、班组长角色的转型 4、班组长正面的工作态度 5、学员自检:自己为什么要担任班组长