车身3C1B涂装工艺的应用研究
紧凑型水性3C1B工艺在商用车涂装线的应用
• 765 •【工艺规划/Process Planning 】 DOI: 10.19289/j.1004-227x.2021.10.006紧凑型水性3C1B 工艺在商用车涂装线的应用刘金萱,吴有高*(东风柳州汽车有限公司,广西 柳州 545005)摘要:介绍了水性3C1B (三涂一烘)工艺的主要流程及其在中重卡多车型混线的商用车涂装线中的应用,讨论了水性与溶剂型颜色共线生产的方案。
关键词:商用车;涂装;水性三涂一烘工艺;溶剂型两涂一烘工艺;混线生产中图分类号:TQ639; U466 文献标志码:A 文章编号:1004 – 227X (2021) 10 – 0765 – 05Application of compact waterborne 3C1B process in commercial vehicle painting lineLIU Jinxuan, WU Yougao *(Dongfeng Liuzhou Automobile Co., Ltd., Liuzhou 545005, China)Abstract: The main process flow of waterborne 3C1B (3-coat-1-bake) and its application in painting of different models of medium- and heavy-duty trucks in a commercial vehicle production line were introduced. The scheme for water-based painting and solvent-based painting with different colors in one production line was discussed.Keywords: commercial vehicle; painting; water-based three-coat one-bake process; solvent-based two-coat one-bake process; mixed production in one line目前国内商用车主机厂主要采用的工艺有溶剂型1C1B 、溶剂型2C1B 、溶剂型3C2B (多用于出口车、高端重卡、展车等)以及水性3C2B 等,随着国家环保法规加严,以及国家对汽车行业清洁生产的要求日益清晰,新建生产线及老涂装线体的改造需要符合降低VOC (挥发性有机化合物)排放的法规要求。
B1B2免中涂工艺汽车涂装的成功应用V08

DOI(B级面) 金属漆≥85 深素色≥90 浅素色≥88
光泽 ≥88% ≥88% ≥88%
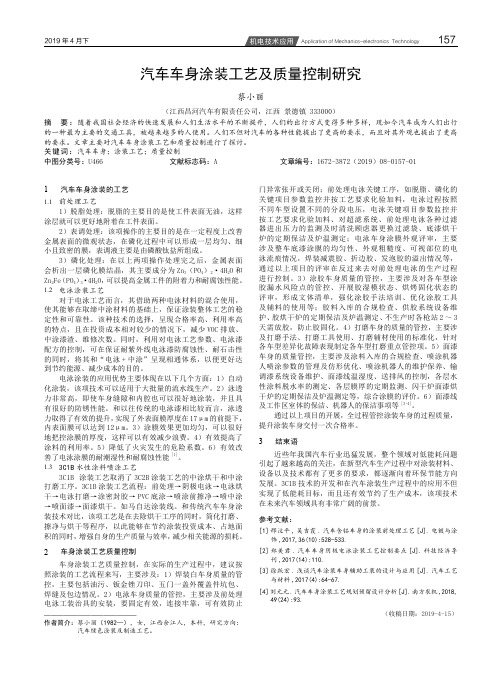
① 优化流平室滚床进出程序,延长流平时间, 流平时间达到≥7min。
② 添加助剂,增加清漆的流平性能,助剂含 量≤0.3%。
③ 优化闪干温度,提高B1+B2复合涂层脱水 率,脱水率≥88%。
④ 优化闪干升温段和保温段辊床进出程序,
B1B2水性免中涂工艺
——汽车涂装的成功应用
众所周知,能耗以及污染问题一直是限制着汽车涂装发展的两大瓶颈,目前汽车涂装工艺正朝着 节省设备投资、降低涂料耗量、低污染、低能耗、低成本、高产出和生态可持续性的方向不断发展。 水性免中涂工艺(B1B2)正是为了满足上述各项要求而开发的最新涂装技术,其不仅可以满足国家 提出的 “节约型、环境友好型社会”发展目标,并且在减少设备投入,降低耗能、VOC 排放量的方 面更具优势,被认为是目前最具发展前景的涂装技术之一。
率太快会引发针孔缺陷,经过大量实验验证,
改
升温斜率控制在11-13℃/min时效果最佳。
善
管控方法:
1、烤炉炉温实车测量, 频次:1次/1月 ;
2、调整烤炉内风嘴风向,提高热能利用率;
3、增加烘炉内铜焊,保证烤炉保温性。
通过做分层膜厚来确认各层油漆厚度达到技术要求, 为保证外观效果,重点确保清漆膜厚达标。 分层膜厚测量频次:1次/1季度
0.974
0.882 0.821
0.881 0.826
2017.5.11 2017.5.16 2017.5.25 2017.6.2
平面
立面
标准
0.889
0.787 2017.6.8
0.350 0.330 0.310 0.290 0.270 0.250 0.230
浅谈水性3C1B汽车涂装工艺的应用
10.16638/ki.1671-7988.2018.21.084浅谈水性3C1B汽车涂装工艺的应用曾德锦,吴珍珍,金忠(江西五十铃汽车有限公司,江西南昌330100)摘要:阐述了水性涂料自身特性以及对施工设备的要求,并详细介绍江西五十铃水性3C1B涂装工艺项目上的实际应用情况,为汽车涂装线水性3C1B工艺的规划、投产和管理维护提供相关参考信息。
关键词:水性3C1B工艺;水性涂料;输调漆;闪干;外观中图分类号:U466 文献标识码:B 文章编号:1671-7988(2018)21-245-04Brief Talking on the application of Waterborne 3C1B Automotive Painting ProcessZeng Dejin,Wu Zhenzhen, Jin Zhong( Jiangxi Isuzu Motor Company Ltd., Jiangxi Nanchang 330100 )Abstract:This article demonstrate the character of Waterborne 3C1B coating process and its request to construction equipment. And introduction on the Jiangxi-Isuzu painting application of waterborne 3C1B.Provide relevant information on automation waterborne 3C1B process planning\lunching and maintaining.Keywords: Waterborne 3C1B process; Waterborne Coatings; Paint Circulation System; Flash-off Oven; Paint appearance CLC NO.: U466 Document Code: B Article ID: 1671-7988(2018)21-245-04引言随着国内汽车市场竞争的日益激烈以及中国可持续发展战略对汽车行业实施清洁生产提出的迫切要求,许多汽车制造企业的发展已经开始受到环境的制约。
水性3C1B汽车涂装线产能提升浅析
水性3C1B汽车涂装线产能提升浅析杨苏生;曾德锦;吴珍珍【摘要】为了提升涂装生产线产能,满足交付要求,减少涂装厂一线员工的拖加班时间,主要从管理改善和工艺改善两个方面入手,在保证质量不变的前提下,以不影响生产,不增加设备投资为原则进行自主改善.【期刊名称】《汽车实用技术》【年(卷),期】2018(000)020【总页数】5页(P210-214)【关键词】水性3C1B;涂装线;产能提升;管理改善;工艺改善【作者】杨苏生;曾德锦;吴珍珍【作者单位】江西五十铃汽车有限公司,江西南昌 330100;江西五十铃汽车有限公司,江西南昌 330100;江西五十铃汽车有限公司,江西南昌 330100【正文语种】中文【中图分类】U445我司涂装厂水性3C1B生产线2015年3月正式投产,通过人员、工艺优化,至2016年10月,净JPH已经达到设计产能12.5。
随着市场需求增大,对产能交付提出了更高的要求,日产需达到125台,工厂只能通过每天提前1小时开班,延后1小时下班的方式来满足交付。
为提高交付能力、降低生产成本、节约能耗,2016年10月成立了涂装厂产能提升项目小组,以达到产能16JPH的目标,并进一步提升生产线效率。
项目组在收集并详细分析了12.5JPH下所有的工艺、质量、生产和设备参数,并以此为基础,在保证质量、成本、交付的前提下,提出了如下原则:1)不影响生产的前提下自主改造、不增加设备投资;2)油漆外观及性能数据不变;3)自主实施机器人仿型及工艺调试;4)烘干炉通过炉温调整改善;5)工作区通过作业人员熟练度提升和工艺优化改善。
如何在保证上述5个原则的基础上,产能从12.5JPH提升到16JPH,就成为了项目组所面临的挑战:1)水性3C1B生产线JPH提升,国内无任何经验可借鉴;2)JPH提升后闪干及烘烤的工艺时间缩短,如何保证油漆质量就成为了项目组需克服的重大难题;3)喷涂机器人的喷幅、整形空气、喷涂速度、电压、流量等均需重新调试。
基于水性面漆3C1B的普通货车栏板漆膜碰伤问题的原因分析和工艺优化
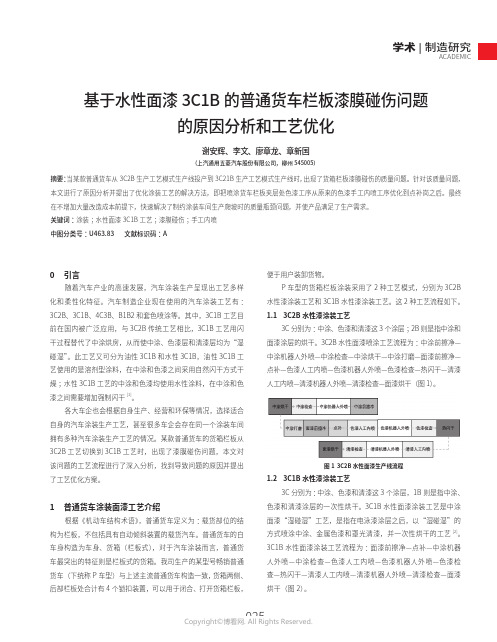
图1 3C2B水性面漆生产线流程1.2 3C1B水性漆涂装工艺3C分别为:中涂、色漆和清漆这3个涂层,1B则是指中涂、色漆和清漆涂层的一次性烘干。
3C1B水性面漆涂装工艺是中涂面漆“湿碰湿”工艺,是指在电泳漆涂层之后,以“湿碰湿”的方式喷涂中涂、金属色漆和罩光清漆,并一次性烘干的工艺。
图3 货箱栏板夹层部位需补喷部位图4 3C1B水性面漆工艺生产中栏板碰伤部分缺陷图2 3C1B水性面漆生产线流程由上述2种生产流程对比可知,3C1B水性面漆工艺较3C2B水性面漆工艺减少了中涂前擦净、中涂打磨和中涂烘干工艺,属于紧凑型工艺。
3C1B水性面漆工艺由于减少了部分中涂打磨和中涂烘干室体建设,能够节约前期设备投资约10%~15%[3]。
而2.2 问题分析由3C1B工艺流程来看,在色漆人工内喷工序放下栏板,因车身外面已经覆盖了未烘干的中涂漆膜,碰伤漆膜是很难避免。
通过多方调研得知,目前采用3C1B水性面漆工艺生产普通货车的主流车企,一般采用以下3种方法避免普通货车货箱栏板碰伤质量问题。
(1)A类车企:货箱栏板之外的整车在本公司生产线按3C1B水性面漆工艺正常喷涂,但货箱栏板则外包给他处喷涂,完成喷涂后转运回总装生产线进行安装。
这样可以较好地避免湿膜碰伤,但缺点是转运、人工与外包等成本的增加,外观质量一致性也难于保证。
(2)B类车企:整车在本公司生产线正常按3C1B水性面漆工艺喷涂,但机器人喷涂不到之处,货箱栏板的夹层部位同时也不喷涂。
打开货箱栏板时,这些部位处于电泳漆状态,与整个货箱底板有明显色差、不美观,外观质量一致性差。
(3)C类车企:利用与车身构造相匹配的工装作为支撑,在色漆人工内喷工序将栏板放下喷涂色漆,但操作过程中因为失误造成漆膜碰伤、漆渣颗粒掉落的风险系数也非常高,质量控制难度增加。
此外,工装的管理、周转和清洗维护也是一个难点问题。
不过,此类工装必须在造车前期设计好,车身有可靠的安装点且必须高度匹配。
汽车保险杠三涂一烘工艺的涂装
保险杠三涂一烘工艺的涂装1 涂装前的表面处理由于PP的结晶度和内聚力高,表面无极性基团,临界表面张力低,使涂膜很难通过溶解作用增进附着力。
如PP的表面张力为3.1×10-4N,而一般涂料需要的可附着张力为3.7×10-4N以上。
为提高涂料对PP产品的涂装性能,需要对聚烯烃基材进行表面处理。
主要的处理方法有:表面化学处理、表面火焰处理、表面等离子处理、表面辐射处理、表面涂覆处理等。
目前国内保险杠厂家正逐步推广使用机器人(也称机械手)火焰处理。
其化学机理在于:火焰中含有大量的离子,具有很强的氧化性,在高温状态下与PP形成一层带电的极性功能团,提高了其表面能,从而增进了对塑料底漆的附着力。
同时高温的火焰将能量传递给基材表面的油污和杂质,使其受热蒸发,起到了清洁保险杠表面的作用。
2.2 3C1B的底漆涂装工艺其中,JC50-9070作为一款导电中涂,对PP/EPDM基材有良好的附着力。
该底漆应用于不具有导电性的塑料基材表面时,可以用静电喷涂的方法将面漆涂布在这类塑料基材上,即底漆的干膜具有导电的功能。
此外,施工应用窗口宽,可以满足静电喷涂和空气喷涂2种施工工艺条件。
2.2.1 底漆的施工粘度底漆的施工粘度在不同施工温度条件下的变化见图2。
从图2可以看出:在温度较低时,受配方树脂性能的影响,液态原漆在长时间贮存后容易出现短暂的假稠现象,需要在稀释前充分搅拌。
但施工过程中,随着环境温度的变化,尤其在低于20℃时,粘度与温度近似于线性的关系。
这就要求在施工时尽可能保证喷涂室温在(23±3)℃,以利于底漆的施工粘度控制。
2.2.2 底漆的膜厚保险杠等外饰零件主要采用的材料是PP+EPDM以及滑石粉的改性产品。
基材外观颜色以黑色和深灰色为主。
对于涂料供应商,通常将保险杠底漆的颜色调整为灰色,利于保险杠面漆色相的控制,以保障与车身颜色匹配。
JC50-9070作为一款深灰色PP中涂,其遮盖性能较好,一般干膜在5μm左右,就可以完成黑白格的遮盖。
汽车车身涂装新技术及其应用分析

108AUTO TIMEMANUFACTURING AND PROCESS | 制造与工艺涂装是指将涂料涂抹在已处理物质上,再经干燥成膜处理的工艺。
随着汽车用途的广泛化、其活动范围也会随之增加,运动环境的恶劣,使其表面出现不同程度的损坏,而有效的汽车涂装技术,能够在预防其表面锈蚀的同时,起到屏蔽作用。
1 汽车车身涂装新技术、新材料1.1 新技术3C1B技术:作为传统工艺的简化技术,借助对不必要工序的摒弃,使其能够在减少有机化合物排放量的同时,预防涂装成本的消耗。
B1:B2技术:是对3C1B技术的尝试改造,即通过对各项工序的简化集成,辅之涂喷漆工艺、烘干工艺的使用,使其能够在高温烘干状态下,便于涂层颜色的把控。
而在第二道涂喷漆操作中,B1层的使用可直接取缔涂层功能,再融合色漆底层功能,将B2层作为色漆涂层,以此在减少喷涂流程次数的基础上,节约成本,预防污染。
双底涂技术:将中涂湿碰湿、电泳底漆技术予以整合,以此展现电泳漆耐候性的优势。
该种技术的使用,不仅可简化底漆打汽车车身涂装新技术及其应用分析王飞陕西交通职业技术学院 陕西省西安市 710018摘 要: 随着居民生活质量的提高,汽车逐渐成为日常生活的代步工具,对社会经济建设也有着强有力的推进作用。
而在汽车生产期间,涂装作为其核心环节,不仅是保证汽车车身美观度的前提,更是获取市场地位的关键。
对此,本文通过对汽车车身涂装新技术的思考,探讨其实践应用,意在为相关人员提供理论参考。
关键词:汽车;车身涂装;新技术;实践应用磨、电泳烘干等流程,还可在增强涂层附着力及外观效果的同时,使其耐腐蚀性、抗划伤性、抗石击性导致预期状态。
敷膜技术:依据内模工艺、夹物模压等工艺而预制的新兴工艺,在有效的加热处理条件下,能够增强面漆性能、外观性,以便能够和传统烘烤喷涂工艺效果相贴近。
1.2 新材料中途涂料:作为汽车涂装的核心环节,不仅要对中涂予以全新认知,还应对中途涂料加以保护,使其能够在增强自身紫外线抵抗能力的同时,对电泳漆层予以保护。
水性3C1B工艺在汽车涂装中的应用
在世界汽车市场不断发展、汽车市场竞争的日趋激烈的环境下,界内对环境保护的呼声日渐高涨,在保证汽车涂装高防腐蚀性、高装饰性能的同时,涂装设备投资、涂装生产成本、涂装材料的环保效果也受到越来越多的重视。
本文以水性3C1B涂装工艺为例,研究水性3C1B工艺在汽车涂装中的应用。
1 水性3C1B 工艺流程3C 1B 工艺实质上是3C 2B 工艺的简化,它省去了传统的涂烘干工序,即只是在电泳底漆烘干后,在底涂层上喷涂耐久性罩光涂层、辅助面漆层和耐久性底色涂层和中涂,采用3C 1B 工艺流程路线,利用现有生产线进行整车喷涂,这一工艺的使用能有效降低挥发性有机化合物排放量,大大降低能耗,从而降低涂装成本。
2 水性3C1B工艺在汽车涂装中的具体应用2.1现场施工条件3C1B工艺的施工方式:首先,中涂喷涂1遍,闪干7~10min;其次,色漆喷涂2遍,闪干7~10m i n ;接着,清漆喷涂2遍,闪干15m i n ;之后,喷涂清漆后,预烘烤5~7min,期间保持90℃恒温,最后,在140℃环境下烘烤20min即可。
因为在现场没有办法保证阶段性的升温操作,因而,升降机上升到烘房口时直接转为急停,停留5~7min后再自动进入烘房烘烤。
预烘烤的程序主要是利用烘房入口的热风热量来完成的,可以保证外观的优质。
2.2材料主要施工参数水性3C1B工艺使用的材料的主要施工参数见下表1。
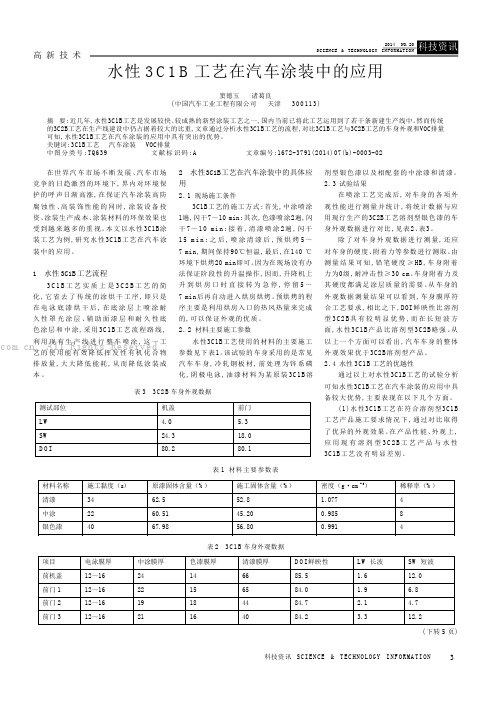
该试验的车身采用的是常见汽车车身,冷轧钢板材,前处理为锌系磷化,阴极电泳,油漆材料为某原装3C 1B 溶水性3C 1B 工艺在汽车涂装中的应用窦德玉 诸葛良(中国汽车工业工程有限公司 天津 300113)摘 要:近几年,水性3C1B工艺是发展较快、较成熟的新型涂装工艺之一,国内当前已将此工艺运用到了若干条新建生产线中。
然而传统的3C2B工艺在生产线建设中仍占据着较大的比重,文章通过分析水性3C1B工艺的流程,对比3C1B工艺与3C2B工艺的车身外观和VOC排量可知,水性3C1B工艺在汽车涂装的应用中具有突出的优势。
轿车中漆及3C1B手工喷涂工艺手则(备用)
工位(一)
工位(二)
工位(三)
喷漆工 A 组
喷漆工 B 组
喷漆工 C 组
机器人(右)
侧喷机
7.1.2 7.1.2.1 7.1.2.2 10μ m。
各工位喷涂过程 对 3C1B 车身右侧围中立柱(图示 1)进行手补中漆,膜厚控制在 15~20μ m。 对右侧围中立柱下方距中客门门框边缘 15 cm 宽的范围(图示 2)内进行手补中漆,膜厚控制在 7~
1
2 15cm
标记 处数 更改文件号
签字
日期 标记 处数 更改文件号
签字
日期 标记 处数 更改文件号
签字
日期
**** 汽车有限公司
****系列轿车 车身中漆及 3C1B 手工喷涂工艺守则
****系列-2977-07 共 10 页 第6页
7.1.2.3 对车身右侧围中后立柱(图示 3)进行手补中漆,膜厚约 15~20μ m。 7.1.2.4 对右侧围中后立柱下方距中客门门框边缘 15 cm 宽的范围(图示 4)内进行手补中漆,膜厚控制在 7~ 10μ m。 3
中漆段的手工喷涂作业位置图
机器人 手工喷涂工位
自动涂装机 手工喷涂工位
机器人 机器人 手工喷涂工位
中漆工位
3C1B 金属漆工位
3C1B 罩光漆工位
手工喷涂 机器人
侧喷机
顶喷机
6 6.1
中漆喷涂过程及要求(不包括下部 3C1B 中漆喷涂) 工位划分 工位(一) 工位(二) 机器人(左) 工位(三) 顶喷机
****系列-2977-07 共 10 页 第3页
各工位接班后,首先要试喷枪的状态,如不佳应及时调整,喷涂开始时第一枪不要涂在车身上。 操作者用撑具撑开车身后门。 车身进入喷漆室内操作者就开始作业。 车身内喷漆区域划分及要求
汽车涂装水性“3C1B”工艺简介及其在国内的使用情况

汽车涂装水性“3C1B”工艺简介及其在国内的使用情况【涂料工业】一、“3C1B”工艺简介在电泳漆涂层后以“湿碰湿”的方式喷涂中涂、金属色漆和罩光清漆,并一次性烘干的工艺称为三涂一烘(“3C1B”)工艺。
“3C1B”工艺已被福特公司采用,国内南京福特马自达涂装线也即将采用此工艺。
与传统的汽车涂装工艺相比,该工艺取消了中涂烘干工序,从而减少中涂打磨、擦净和烘干等涂装设备的投资和占地面积,提高生产效率、降低能源消耗。
同时,由于无中涂打磨工序,因而节约了打磨所需的人员和辅料费用。
在“3C1B”工艺材料配方中采用了特殊的丙烯酸树脂和高韧性聚酯树脂,通过调整中涂的树脂结构及溶剂来优化固化速率,使之与面漆有良好的湿碰湿涂装性能。
同时,涂料粘度和触变性要求尽可能增大,保证在溶剂挥发时产生的湍流对铝粉片定位取向影响程度不致变差。
在施工过程中,“3C1B”工艺对喷漆室环境温度和湿度要求较高。
“3C1B”工艺的技术发展趋势是采用高固体分中涂、高固体分色漆和高固体分清漆,可提高涂装线速度,减少VOC的排放,降低中涂、色漆和清漆涂层之间的混溶。
高固体分中涂采用不透明的颜料防止紫外线的辐射,同时由于中涂膜厚高可防止电泳漆受紫外线辐射的影响。
二、水性“3C1B”涂装工艺的开发和运用我国的汽车OEM厂家从2003年开始在引入水性汽车涂装线以来,短短10年间,水性涂装线目前已经在整个汽车涂装线中占了半壁江山。
如何进一步减少汽车涂装过程中产生的VOC,也就成为了汽车制造业的重点课题。
所以,在溶剂型涂装线中曾引起重点关注的三涂一烘工艺顺理成章地成为了今后水性涂装线工艺中考虑的重点。
1、水性“3C1B”体系的分类(1)水性中涂涂装后有预热:(2)水性中涂涂装后无预热(俗称“免中涂”):三、水性“3C1B”涂装体系的涂料构成及膜厚变化1、涂料体系分类目前现有的中涂无预热型的水性“3C1B”工艺的涂料体系基本上可分为2大类:(1)以欧系车厂为主使用的“聚氨酯—聚酯体系”该涂料技术的主要特点是:A 第一层色漆中加入着色成分用以改善机械特性和抗紫外线问题的应用;B 第一道色漆B1与第二道色漆B2可以使用同色底漆。
高固体分溶剂型3C1B涂装工艺的应用及涂膜外观影响的研究
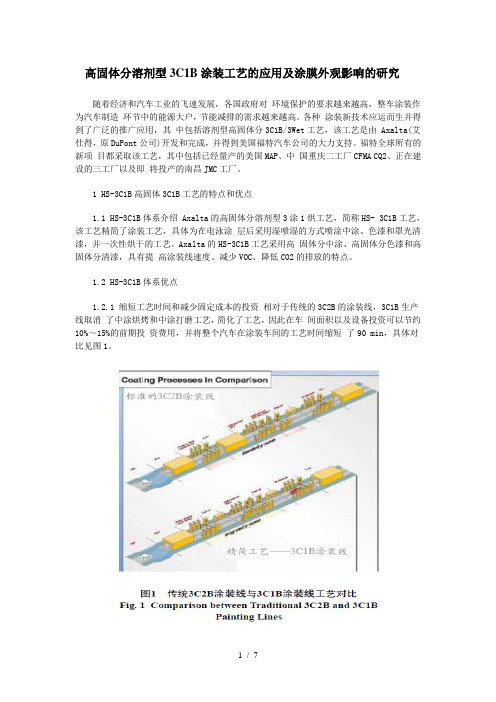
高固体分溶剂型3C1B涂装工艺的应用及涂膜外观影响的研究随着经济和汽车工业的飞速发展,各国政府对环境保护的要求越来越高,整车涂装作为汽车制造环节中的能源大户,节能减排的需求越来越高。
各种涂装新技术应运而生并得到了广泛的推广应用,其中包括溶剂型高固体分3C1B/3Wet工艺,该工艺是由 Axalta(艾仕得,原DuPont公司)开发和完成,并得到美国福特汽车公司的大力支持。
福特全球所有的新项目都采取该工艺,其中包括已经量产的美国MAP、中国重庆二工厂CFMA CQ2、正在建设的三工厂以及即将投产的南昌JMC工厂。
1 HS-3C1B高固体3C1B工艺的特点和优点1.1 HS-3C1B体系介绍 Axalta的高固体分溶剂型3涂1烘工艺,简称HS- 3C1B工艺,该工艺精简了涂装工艺,具体为在电泳涂层后采用湿喷湿的方式喷涂中涂、色漆和罩光清漆,并一次性烘干的工艺。
Axalta的HS-3C1B工艺采用高固体分中涂、高固体分色漆和高固体分清漆,具有提高涂装线速度、减少VOC、降低CO2的排放的特点。
1.2 HS-3C1B体系优点1.2.1 缩短工艺时间和减少固定成本的投资相对于传统的3C2B的涂装线,3C1B生产线取消了中涂烘烤和中涂打磨工艺,简化了工艺,因此在车间面积以及设备投资可以节约10%~15%的前期投资费用,并将整个汽车在涂装车间的工艺时间缩短了90 min,具体对比见图1。
研究表明,随着涂装固体分的提高,VOC的排放将逐渐降低,传统溶剂型色漆一直是VOC排放的主要来源,其主要原因就是传统型金属涂料在施工时候需要使用大量的稀释剂,施工固体分低于20%,因此VOC的排放远远高于传统水性涂料。
而由Axalta开发的高固3C1B产品具有原漆喷涂的特点,而且其施工固体分可以达到45%以上,因此色漆的VOC 达到甚至低于了传统水性涂料的排放,见图2。
同时中涂和清漆也都具备开罐即用原漆喷涂的特点,施工固体分比传统的溶剂型都要高出5~10个百分点,因此高固3C1B体系真正在降低VOC排放方面做到了和水性涂料在一个水平线上,做到了低VOC排放。
浅谈水性3C1B涂装工艺设备规划建设
10.16638/ki.1671-7988.2018.12.048浅谈水性3C1B涂装工艺设备规划建设杨苏生,吴文锋(江西五十铃汽车有限公司,江西南昌330100)摘要:文章围绕安全环保、能耗、质量、成本、交付详细介绍水性3C1B涂装工艺设备规划及建设。
包括项目规划阶段的立项背景及总体思路,各工序工艺设备的详细介绍,关键技术及主要创新点。
关键词:水性3C1B;工艺设备规划和建设;安全环保;能耗;质量;成本;交付中图分类号:U466 文献标识码:B 文章编号:1671-7988(2018)12-135-04Study on Equipment Layout and Construction of waterborne 3C1B Coating ProcessYang Susheng, Wu Wenfeng( Jiangxi Isuzu Motor Company Ltd., Jiangxi Nanchang 330100 )Abstract: An introduction on Equipment Layout and Construction of Car-body 3C1B Coating Process in detail, Safety and environment protection, energy, quality, cost and delivery is widely involved. The planning background and entire mind, detailed introduction for each process equipment, critical techonology and main innovations are fully discussed. Keywords: waterborne 3C1B; Equipment Layout and Construction; Safety and environment protection; Energy; Quality; Cost; DeliveryCLC NO.: U466 Document Code: B Article ID: 1671-7988(2018)12-135-04引言江西五十铃是日本五十铃在中国的战略投资项目。
汽车车身涂装工艺及质量控制研究
汽车车身涂装工艺及质量控制研究蔡小丽(江西昌河汽车有限责任公司,江西 景德镇 333000)摘 要:随着我国社会经济的快速发展和人们生活水平的不断提升,人们的出行方式变得多种多样,现如今汽车成为人们出行的一种最为主要的交通工具,被越来越多的人使用。
人们不但对汽车的各种性能提出了更高的要求,而且对其外观也提出了更高的要求。
文章主要对汽车车身涂装工艺和质量控制进行了探讨。
关键词:汽车车身;涂装工艺;质量控制中图分类号:U466 文献标志码:A 文章编号:1672-3872(2019)08-0157-01——————————————作者简介: 蔡小丽(1982—),女,江西余江人,本科,研究方向:汽车绿色涂装及制造工艺。
1 汽车车身涂装的工艺1.1 前处理工艺1)脱脂处理:脱脂的主要目的是使工件表面无油,这样涂层就可以更好地附着在工件表面。
2)表调处理:该项操作的主要目的是在一定程度上改善金属表面的微观状态,在磷化过程中可以形成一层均匀、细小且致密的膜,表调液主要是由磷酸钛盐所组成。
3)磷化处理:在以上两项操作处理完之后,金属表面会析出一层磷化膜结晶,其主要成分为Zn 3(PO 4)2·4H 2O 和Zn 2Fe (PO 4)3·4H 2O,可以提高金属工件的附着力和耐腐蚀性能。
1.2 电泳涂装工艺对于电泳工艺而言,其借助两种电泳材料的混合使用,使其能够在取缔中涂材料的基础上,保证涂装整体工艺的稳VOC 排放、+中涂”呈现相通体系,以便更好达化涂装,该项技术可以适用于大批量的流水线生产。
2)泳透力非常高,即使车身缝隙和内腔也可以很好地涂装,并且具有很好的防锈性能。
和以往传统的电泳漆相比较而言,泳透力取得了有效的提升,实现了外表面膜厚度在17μm 的前提下,内表面膜可以达到12μm。
3)涂膜效果更加均匀,可以很好地把控涂膜的厚度,这样可以有效减少浪费。
4)有效提高了涂料的利用率。
5)降低了火灾发生的危险系数。
3C1新B体系涂料跟工艺介绍

引入高弹性聚氨脂树脂 环氧树脂的施工
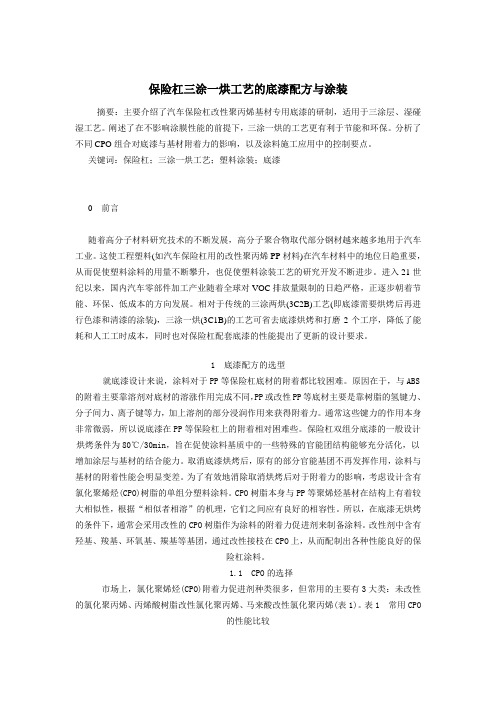
工艺介绍
面漆工艺
中涂喷涂
色漆喷涂
清漆喷涂
烘炉
完成
为保证涂膜具有良好的外观,必须保证涂膜中有足够的溶剂以便涂膜良好 的流平,但又不至导致3层涂膜互相回融,所以通常在中涂特别是色漆后面添加 预烘烤工艺。
推荐使用工艺:
面漆工艺
中涂
ED车身
预热 清漆
色漆
预热
烘炉
完成
有使用实绩的工艺:
工艺 中涂喷涂 色漆第一遍 色漆第二遍 预烘烤(60℃) 清漆第一遍 清漆第二遍
时间控制 0min
20min
23min
26~29min
34min
35.5min
烘烤(140℃) 45~65min
外观:
按照以上工艺,以金属漆为例,目前3C1B涂料的外观现状:
L
实验室 水平面 3.9
浅色金属漆
实车 水平面 实验室 垂直面
3C1B体系涂料及工艺介绍
湖南湘江关西涂料有限公司 / 2007.11.11/
湖南湘江关西的3C1B体系涂料,是根据日本关西专利、 结合中国涂料市场实际需要进行开发设计的。
3C1B涂料具有3C2B涂料同等的装饰、保护性能。
从2004开发年至今,湖南湘江关西的3C1B涂料仅应用于 南京福特马自达汽车。目前湘江关西的这支产品,除在涂膜 性能上可以达到传统3C2B水平外,在涂膜抗擦伤性、耐酸性 方面表现优良。结合目前国内环保要求,涂料设计时在甲苯、 二甲苯排放方面进行了很好的控制。
★交叉配套适应能力较差:使用3C1B涂料时,由于受到溶剂挥发速度、涂料融 合性、涂料固化速度均衡等诸多因素影响,只能采用同一厂家涂料进行配套( 底漆外),而不建议采用不同厂家涂料交叉配套使用;
汽车涂装水性“3C1B”工艺简介及其在国内的使用情况

【涂料工业】
一、“3C1B”工艺简介
在电泳漆涂层后以“湿碰湿”的方式喷涂中涂、金属色漆和罩光清漆,并一次性烘干的工艺称为三涂一烘(“3C1B”)工艺。
“3C1B”工艺已被福特公司采用,国内南京福特马自达涂装线也即将采用此工艺。
与传统的汽车涂装工艺相比,该工艺取消了中涂烘干工序,从而减少中涂打磨、擦净和烘干等涂装设备的投资和占地面积,提高生产效率、降低能源消耗。
同时,由于无中涂打磨工序,因而节约了打磨所需的人员和辅料费用。
在“3C1B”工艺材料配方中采用了特殊的丙烯酸树脂和高韧性聚酯树脂,通过调整中涂的树脂结构及溶剂来优化固化速率,使之与面漆有良好的湿碰湿涂装性能。
同时,涂料粘度和触变性要求尽可能增大,保证在溶剂挥发时产生的湍流对铝粉片定位取向影响程度不致变差。
在施工过程中,“3C1B”工艺对喷漆室环境温度和湿度要求较高。
“3C1B”工艺的技术发展趋势是采用高固体分中涂、高固体分色漆和高固体分清漆,可提高涂装线速度,减少VOC的排放,降低中涂、色漆和清漆涂层之间的混溶。
高固体分中涂采用不透明的颜料防止紫外线的辐射,同时由于中涂膜厚高可防止电泳漆受紫外线辐射的影响。
二、水性“3C1B”涂装工艺的开发和运用
我国的汽车OEM厂家从2003年开始在引入水性汽车涂装线以来,短短10年间,水性涂装线目前已经在整个汽车涂装线中占了半壁江山。
如何进一步减少汽车涂装过程中产生的VOC,也就成为了汽车制造业的重点课题。
所以,在溶剂
结合世界及我国环保发展的趋势,从今后涂装体系、涂装材料的新动向来看,水性的3涂1烘(1次预热)(免中涂)体系是发展的必然趋势,相信不久的将来,我国大部分汽车OEM厂家都会采用该项涂装技术。
保险杠三涂一烘工艺的底漆配方与涂装
保险杠三涂一烘工艺的底漆配方与涂装摘要:主要介绍了汽车保险杠改性聚丙烯基材专用底漆的研制,适用于三涂层、湿碰湿工艺。
阐述了在不影响涂膜性能的前提下,三涂一烘的工艺更有利于节能和环保。
分析了不同CPO组合对底漆与基材附着力的影响,以及涂料施工应用中的控制要点。
关键词:保险杠;三涂一烘工艺;塑料涂装;底漆0前言随着高分子材料研究技术的不断发展,高分子聚合物取代部分钢材越来越多地用于汽车工业。
这使工程塑料(如汽车保险杠用的改性聚丙烯PP材料)在汽车材料中的地位日趋重要,从而促使塑料涂料的用量不断攀升,也促使塑料涂装工艺的研究开发不断进步。
进入21世纪以来,国内汽车零部件加工产业随着全球对VOC排放量限制的日趋严格,正逐步朝着节能、环保、低成本的方向发展。
相对于传统的三涂两烘(3C2B)工艺(即底漆需要烘烤后再进行色漆和清漆的涂装),三涂一烘(3C1B)的工艺可省去底漆烘烤和打磨2个工序,降低了能耗和人工工时成本,同时也对保险杠配套底漆的性能提出了更新的设计要求。
1 底漆配方的选型就底漆设计来说,涂料对于PP等保险杠底材的附着都比较困难。
原因在于,与ABS的附着主要靠溶剂对底材的溶涨作用完成不同,PP或改性PP等底材主要是靠树脂的氢键力、分子间力、离子键等力,加上溶剂的部分浸润作用来获得附着力。
通常这些键力的作用本身非常微弱,所以说底漆在PP等保险杠上的附着相对困难些。
保险杠双组分底漆的一般设计烘烤条件为80℃/30min,旨在促使涂料基质中的一些特殊的官能团结构能够充分活化,以增加涂层与基材的结合能力。
取消底漆烘烤后,原有的部分官能基团不再发挥作用,涂料与基材的附着性能会明显变差。
为了有效地消除取消烘烤后对于附着力的影响,考虑设计含有氯化聚烯烃(CPO)树脂的单组分塑料涂料。
CPO树脂本身与PP等聚烯烃基材在结构上有着较大相似性,根据“相似者相溶”的机理,它们之间应有良好的相容性。
所以,在底漆无烘烤的条件下,通常会采用改性的CPO树脂作为涂料的附着力促进剂来制备涂料。
新型水性3C1B工艺在汽车涂装中可行性研究
新型水性3C1B工艺在汽车涂装中可行性研究王福才;夏天渊;张景斌;张萌;施礼方【摘要】采用单组分高固含清漆替代传统双组分清漆,探讨新型水性3C1B(三涂一烘)工艺对汽车涂装的可行性;通过比较现行3C2B体系和仅有一个预烘工序的传统3C1B体系,考察新型水性3C1B工艺在汽车涂装应用中所具有的潜在优势.【期刊名称】《涂料工业》【年(卷),期】2016(046)012【总页数】6页(P74-79)【关键词】三涂一烘;高施工固含;清漆;水性;单组分【作者】王福才;夏天渊;张景斌;张萌;施礼方【作者单位】北京新能源汽车股份有限公司,北京102606;立邦涂料(中国)有限公司,上海201201;廊坊立邦涂料有限公司,河北廊坊065001;廊坊立邦涂料有限公司,河北廊坊065001;立邦涂料(中国)有限公司,上海201201;廊坊立邦涂料有限公司,河北廊坊065001;立邦涂料(中国)有限公司,上海201201【正文语种】中文【中图分类】TQ639.2进入21世纪以来,随着全球对VOC排放量限制的日趋严格,汽车行业正逐步朝着节能、环保、低成本的方向发展。
在竞争日趋激烈的环境下,汽车制造厂商在关注汽车涂装高防腐蚀性和高装饰性的同时,也越来越多地关注涂装设备投资、涂装成本和涂装材料环保性对未来汽车行业发展的影响[1]。
20世纪90年代初,欧美一些汽车制造厂商开始联合涂料生产厂商开发更为节能环保的涂装工艺[2-4],例如:将传统的溶剂型涂装体系转变为水性涂装体系以及将水性三涂两烘(3C2B)体系转变为水性三涂一烘(3C1B)体系[5-7]。
上述的革新技术已经在欧美一些汽车制造厂获得了成功的应用,这对后续推广此类技术提供了有利的技术支持。
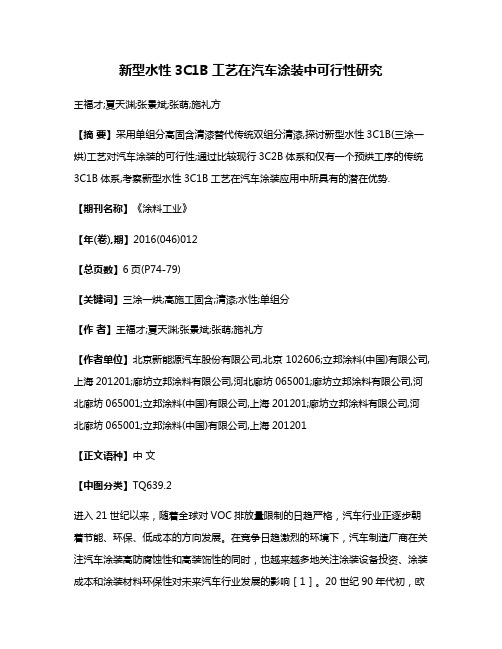
目前,现有3C1B技术包含2种不同的施工工艺,如图1所示。
对于工艺一来说,其施工过程是严格的湿碰湿工艺,通常采用双组分清漆来赋予优异的涂膜外观,这就要求汽车制造厂商添加额外的涂装设备以满足双组分清漆的施工要求;另外,双组分清漆使用价格较高的异氰酸酯作为固化剂,这对汽车制造厂商来说也增加了成本。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
即 90 ℃预烘干 5 min,对油漆的流平固化起到了相当 大的影响,保证了良好的漆面外观效果。
3)因此次试验采用的是现场报废车身,电泳漆状 态比较粗糙,已经对目前的面漆外观造成了负面影响。
4)电泳粗糙度对外观的影响,后续在如何提高电 泳车身质量,减少颗粒与打磨点数量,提高电泳涂层的 整体质量,以获得更优的外观质量效果。
3 结语
1)在符合溶剂型 3C1B 工艺产品施工要求情况下, 取得了优异的外观效果。产品性能和外观与现有溶剂 型 3C2B 工艺产品基本无差异。
2)此次试喷中考虑了烘烤参数中要求的阶梯升温,
!!!!!!!!!!!!!!!!!!!!!!
(上接第 39 页)
5 结语
质量和成本是增强产品竞争力的两大支柱。制造 业获得竞争力优势的奥秘是用同等数量的原材料和能 源,加工出更多更好的产品,从而创造出更高的产值。 在当前的环境下,涂装工艺设计必须改变观念,依靠技 术进步,创新设计模式,在确保涂装质量的基础上,重 视涂装线的环保性和经济性,尽最大努力实现涂装车 间的生产经济规模化。
文献标识码:B
文章编号:1007-9548(2012)04-0044-02
Study on Application of Car-body 3C1B Coating Process
YUAN Jie (Hunan Geely Automobile Parts Co., Ltd., Technology Ministry, Xiangtan Hunan 411100, China)
表 1 材料主要参数表
中涂
银色漆
34
22
62.50
60.51
52.80
45.20
1.077
0.985
4
8
清漆 40 67.98 56.80 0.991 4
2 试验结果
喷涂完成后,对车身各项外观性能数据进行测量, 并与现行生产线生产出来的溶剂型 3C2B 工艺的银灰 金属漆车身相关外观数据进行对比,车身数据及对比 数据见表 2 ~ 3。
项目 电泳膜厚/μm 中涂膜厚/μm 色漆膜厚/μm 清漆膜厚/μm DOI 鲜映性 LW 长波 SW 短波
表 2 3C1B 车身外观数据
前机盖
前门 1
前门 2
12~16
12~16
12~16
24
22
19
14
15
18
66
65
44
85.5
84.0
84.7
1.6
1.9
2.1
12.0
6.8
4.7
前门 3 12~16
作者借鉴国外溶剂型 3C1B 生产工艺的成功经 验,结合目前国内汽车涂装现状,将溶剂型 3C1B 新工 艺的理念应用到生产实际中,本文以溶剂型银灰金属 漆为例,对该涂装工艺的可行性进行探讨。
MPF2012 年 4 月
44
第 15 卷 第 4 期
1 试验部分
1.1 工艺流程 采用 3C1B 工艺流程路线,利用现有生产线进行
— ——— —— —— —— —— —— —— — 收稿日期:2011-07-10
测试部位 机盖 前门
表 3 3C2B 车身外观数据
LW
SW
DOI
4.0
24.3
80.2
5.3
18.0
80.1
测取车身外观数据的同时,对车身的附着力、硬 度等参数进行测量,附着力为 0 级,铅笔硬度(三菱铅 笔)≥HB,耐冲击性≥30 cm,均达到了涂层质量要 求。从外观数据可以看出,车身膜厚达到了工艺要求, DOI 鲜映性优于溶剂型 3C2B 产品,长短波方面比溶 剂型 3C2B 产品略强,整体外观效果优于 3C2B 溶剂 型产品。
整车喷涂,工艺流程如图 1 所示。
1.2 现场施工条件 环境温度:23 ℃;油漆温度:25 ℃;环境相对湿度:
51%;喷涂方式:手工静电喷涂。 施工方式:3C1B。中涂 1 遍喷涂,闪干 7 min;色
漆 2 遍喷涂,闪干 7 min;清漆 2 遍喷涂,闪干 15 min; 喷涂清漆后保持 90 ℃预烘烤 5 ~ 7 min,140 ℃烘烤 20 min。因现场无法实现阶段性升温,故在升降机升 到烘房口时转成急停,在烘房口停留 5 ~ 7 min 后再 转成自动进入烘房进行烘烤,利用烘房入口的热风热 量进行预烘烤,以满足该烘烤特性,实现优质的外观 质量。
现代涂装 MPF
Modern Finishing
1.3 材料主要施工参数 材料的主要施工参数见表 1。试验车身采用吉利
远景车身,板材为冷轧钢板,进行锌系磷化前处理和阴 极电泳,油漆材料采用美国杜邦进口原装的 3C1B 溶 剂型银灰色金属漆及与之相配套的中涂漆和清漆。
材料名称 施工黏度/s 原漆固体含量/% 施工固体含量/% 密度/g·cm-3 稀释率/%
5)3C1B 高固体分清漆在连续生产中使用调漆系 统的惰性保护,避免空气中的水分对清漆造成影响。
6)这种 3C1B 溶剂型产品固体分比常规 3C2B 溶剂 型产品要高,属于高固体分产品,现场施工时对黏度调 整很少,稀释比也很低(<10%),在现场基本上不需调 整就可以用原漆直接进行喷涂,低溶剂的使用也可以 有效地降低 VOC 的排放量。
本文推荐的年产量中等规模以下的中涂、面漆喷 涂线设计选用共线涂装模式,与传统的分线设计相比, 可节省投资和降低涂装运行成本 20%以上,如果同时 选用“三湿”喷涂工艺,则经济技术效果更加显著。
—— —— —— —— —— ———— —— —— — 收稿日期:2011-11-04
MPF2012 年 4 月 第 15 卷 第 4 期 45
20 世纪 90 年代开始,欧美一些汽车制造企业开 始联合涂料供应商开发更为节能、环保的涂装工艺, 相继开发出溶剂型 3C1B 工艺、水性 3C1B 工艺和水 性免中涂工艺,并在多个车型和工厂应用于实例中, 以达到改进涂层体系性能,降低设备投资,减少施工 过程中的成本和能源消耗,降低 VOC 排放量的目的, 缓解环保与成本之间的矛盾。目前国内 3C1B 工艺应 用成熟的主机工厂为数还很少,代表性的是南京福 特,其使用的是日系(关西涂料)的溶剂型 3C1B 工艺 体系。
Abstract:The feasibility of vehicle 3C1B process was explored by comparing with the 3C2B coating process performance process and the solvent grey metallic paint was used as case. Key words: car-body; 3C1B process; automotive coating
现代涂装
MPF
Modern Finishing
车身 3C1B 涂装工艺的应用研究
袁捷
(湖南吉利汽车部件有限公司技术部,湖南 湘潭,411100)
摘 要:以溶剂型银灰金属漆为例,通过与 3C2B 工艺的涂层性能对比,探讨整车 3C1B 工艺的可行性。
关键词:车身;3C1B 工艺;汽车涂装
中图分类号:TQ639ห้องสมุดไป่ตู้
7)这种 3C1B 溶剂型产品的施工黏度比 3C2B 溶剂 型产品高,对喷涂设备的选型的要求比 3C2B 溶剂型 产品也要略高,尤其是机器人喷涂方面对于旋杯的选 型,要求旋杯转速达到 60 000 r/min以上,以实现高转 速下的高触变性,手工喷涂方面要求油漆循环到喷枪, 设备略作改动即可实现。
8)烘烤和打磨工艺的优化,对新工厂的设备选型、 初期设备投资等方面都可节约大量的资金投入;对于 老生产线的工艺改善,无需进行大的设备技改,只要保 证生产线喷漆房有足够的工艺长度 (长度不够可略微 降低链速得以实现),可快速提升工厂的产能。
0 引言
国内目前主流涂装工艺为 3C2B 工艺,其工艺流 程为:前处理→阴极电泳→电泳烘干→电泳打磨→ PVC 作 业 → 喷 中 涂 → 中 涂 烘 干 → 中 涂 打 磨 → 喷 面 漆→面漆烘干。随着国家、国际法规对环境保护越来 越重视,为了满足环保要求,降低 VOC 的排放量,国 内目前大部分新建生产线也都是由溶剂型 3C2B 工 艺向水性 3C2B 工艺转变,大都仍然停留在 3C2B 工 艺水平上。