电机座加工工艺及夹具设计
轴承座加工工艺及夹具设计.

轴承座加工工工艺及夹具设计学生姓名:学生学号:院(系):年级专业:指导教师:二〇一三年十二月摘要本次设计是对轴承座的加工工艺规程及一些工序的专用夹具设计。
轴承座零件的主要加工表面是端面,孔,螺纹及槽加工。
由加工工艺原则可知,为了保证零件的精度,同时节约成本縮短加工周期提高生产效率。
那么一个良好的工艺安排以及专用夹具的设计必不可少。
在工艺的安排下不紧考虑合理的加工要求,还要考虑操作者及加工机械的安全。
同时夹具的设计也要考虑拆卸的方便及安全。
设计一个良好的工艺工装安排路线必须对加工件的详细分析及周密考虑后才能得出。
所以分析问题是解决问题的关键。
同时还要反复的调整。
来寻求一个最好的方案。
这样才能保证工件的加工精度及生产节拍。
关键词轴承座,加工工艺,专用夹具ABSTRACTThis design is the design of special fixture for machining the bearingseat and some work. The main processing surface of the bearing seatparts of the face, hole ,thread and arc processing. By the principleknown processing, in order to ensure the accuracy of the parts, at thesame time, save cost and shorten the processing cycle to improveproduction efficiency. So the design of a good process arrangementand special fixture is essential. In the process of arrangement is nottight reasonable processing requirements, but also consider theoperator and processing machinery safety. At the same time, thefixture design also consider removing the convenience and safety.The design of a good tooling arrangement route must have to processa detailed analysis and careful consideration can reach. So theanalysis of the problem is the key to solve the problem. At the sametime, repeat adjustment. To seek a better solution. In order toguarantee the processing precision of the workpiece and theproduction rhythm.Key words:shaft block,Process the craft,special fixture目录摘要 (Ⅰ)ABSTRACT ................................................................................................................. I I 目录 . (1)1绪论 (1)2 轴承座加工工艺规程设计 (3)2.1零件的分析 (3)2.1.1零件的作用 (3)1.1.2零件的工艺分析 (3)2.2工艺过程设计所应采取的相应措施 (4)2.3轴承座加工定位基准的选择 (4)2.3.1 确定毛坯的制造形式 (4)2.3.2粗基准的选择 (4)2.3.3精基准的选择 (5)2.4工艺路线的制定 (5)2.4.1 工艺方案一 (5)2.4.2 工艺方案二 (5)2.4.3 工艺方案的比较与分析 (6)2.5机械加工余量、工序尺寸及毛坯尺寸的确定 (6)2.6确定切削用量及基本工时(机动时间) (8)2.7时间定额计算及生产安排 (17)2.8本章小结 (19)3轴承座铣Ø80开口槽夹具设计 (20)3.1轴承座铣Ø80开口槽夹具设计 (20)3.2定位方案的分析和定位基准的选择 (20)3.3铣削力与夹紧力计算 (19)3.4本体和定位销及定位档销的设计 (21)3.5夹具精度分析 (23)3.6本章小结 (24)........................................................................................................................................................ 结论 .. (24)参考文献 (25)致谢 (26)1 绪论机械的加工工艺及夹具设计是在完成了大学的全部课程之后,进行的一次理论联系实际的综合运用,使我对专业知识、技能有了进一步的提高,为以后从事专业技术的工作打下基础。
发电机支架加工工艺及夹具设计

发电机支架加工工艺及夹具设计发电机支架是用于支撑和固定发电机的重要组成部分,其加工工艺和夹具设计对于发电机的安装和稳定运行至关重要。
本文将从加工工艺和夹具设计两个方面进行探讨。
一、发电机支架的加工工艺1. 材料选择:发电机支架通常采用高强度、耐腐蚀的金属材料,如钢材或铝合金。
在选择材料时需要考虑发电机的重量和使用环境等因素,确保支架具有足够的强度和稳定性。
2. 切割工艺:根据发电机支架的设计图纸,采用切割机械或激光切割等工艺对金属板材进行切割。
确保切割尺寸准确,切口光滑,以便后续的加工和焊接工艺。
3. 弯曲和冲压工艺:根据设计要求,采用弯曲机械或冲压机械对切割好的金属板材进行弯曲和冲压。
通过对金属板材的弯曲和冲压,使其形成符合设计要求的形状和结构。
4. 焊接工艺:发电机支架通常需要通过焊接工艺进行组装和固定。
在焊接过程中,需要确保焊接接头的强度和密封性,并注意避免焊接变形和裂纹等问题。
常用的焊接方法包括手工电弧焊、气体保护焊等。
5. 表面处理:为了提高发电机支架的耐腐蚀性和美观度,通常需要进行表面处理。
常见的表面处理方法包括喷涂、电镀、阳极氧化等,可以根据实际需要选择合适的表面处理方式。
二、发电机支架的夹具设计1. 夹具类型选择:根据发电机支架的形状和尺寸,选择合适的夹具类型。
常见的夹具类型包括平口夹具、V型夹具、平行口夹具等,可以根据实际情况进行选择。
2. 夹具结构设计:根据发电机支架的形状和加工工艺要求,设计夹具的结构。
夹具应具有足够的强度和刚性,能够稳定固定发电机支架,并且方便操作和调整。
3. 夹具定位设计:发电机支架在加工过程中需要保持一定的位置和角度,因此夹具的定位设计非常重要。
通过合理设计定位销、定位块等部件,确保发电机支架的定位准确和稳定。
4. 夹具压紧设计:为了确保发电机支架在加工过程中不发生位移和变形,夹具需要具有一定的压紧力。
通过合理设计夹具的压紧机构,确保夹具能够稳定固定发电机支架,并且不会对其造成损坏。
支架零件的机械加工工艺规程与装备设计(doc 17页)

支架零件的机械加工工艺规程与装备设计(doc 17页)题目:支架零件的机械加工工艺规程及工艺装备设计(Φ25mmΦ22mm阶梯孔和8XΦ8mm孔钻孔及相关工艺)一、设计题目(学生空出,由指导教师填写)支架零件的机械加工工艺规程及工艺装备设计(Φ25mmΦ22mm 阶梯孔和8XΦ8mm孔钻孔及相关工艺)此套设计有全套CAD图和卡片,有意者请联系我索取522192623@二、原始资料(1)被加工零件的零件图1张(2) 生产类型:中批或大批大量生产三、上交材料(1)被加工工件的零件图1张(2)毛坯图1张(3) 机械加工工艺过程综合卡片(参附表1) 1张(4) 与所设计夹具对应那道工序的工序卡片1张(4)夹具装配图1张(5)夹具体零件图1张(6)课程设计说明书(5000~8000字) 1份四、四、进度安排(参考)(1)熟悉零件,画零件图2天(2) 选择工艺方案,确定工艺路线,填写工艺过程综合卡片5天(3) 工艺装备设计(画夹具装配图及夹具体图) 9天(4)编写说明书3天(5)准备及答辩2天五、指导教师评语成绩:指导教师日期摘要笔者对机械图学书166页的支架三视图进行工艺分析,确定下端面为工序基准。
在确定铸造材料的同时,查阅相关资料,主要是课程设计指导书和机械设计手册等。
在用CAXA画出零件图的基础上,完成对毛坯图的绘制,相关形位公差和粗糙度加以补充。
在李老师的指导下完成了加工工艺过程卡片和加工工序卡片。
并由指导书上钩形压板的启发设计了一套支架的专用夹具。
在笔者设计的专用夹具上可以进行钻两种孔的工艺加工。
AbstractThe author analysis the book that call on “mechanical graphics”. In 166 page author find the three view analysis. Facing on the next benchmark for the process. In determining the casting material at the same time, access to relevant information, mainly to guide curriculum design books and manuals, such as mechanical design. Painted parts with CAXA electronic chart on the basis of the rough to complete the mapping, the relevant geometric tolerance and roughness to be added . Under the guidance of Ms.Li, author completed the process of card processing and card processing. Guide books by the inspired hook plate has designed a special fixture stent. Author design in a special fixture which can drill two kinds of holes for processing.1.零件的工艺分析1.1设计对象该设计对象是笔者自己找《机械图学》书166页的一个支架零件。
夹具设计说明书
序言工艺学是以研究机械加工工艺技术和夹具设计为主技术学科,具有很强的实践性,要求学习过程中应紧密联系生产实践,同时它又具有很强的综合性,本次课程设计的课题是CA6140车床法兰盘加工工艺规程及某一工序专用夹具设计,主要内容如下:首先,对零件进行分析,主要是零件作用的分析和工艺分析,通过零件分析可以了解零件的基本情况,而工艺分析可以知道零件的加工表面和加工要求。
根据零件图提出的加工要求,确定毛坯的制造形式和尺寸的确定。
第二步,进行基面的选择,确定加工过程中的粗基准和精基准。
根据选好的基准,制订工艺路线,通常制订两种以上的工艺路线,通过工艺方案的比较与分析,再选择可以使零件的几何形状、尺寸精度及位置精度等技术要求得到合理的保证的一种工序。
第三步,根据已经选定的工序路线,确定每一步的切削用量及基本工时,并选择合适的机床和刀具。
对于粗加工,还要校核机床功率。
孔的夹具。
先提出设计问题,再选择定位基准,然后最后,设计钻49开始切削力、夹紧力的计算和定位误差的分析。
然后把设计的过程整理为图纸。
通过以上的概述,整个设计基本完成。
课程设计是我们对大学三年的学习的一次深入的综合性的总考核,也是一次理论联系实际的训练,这次设计使我们能综合运用机械制造工艺学中的基本理论,并结合实习中学到的实践知识,独立地分析和解决工艺问题,初步具备了设计一个中等复杂程度零件(CA6140车床法兰盘)的工艺规程的能力和运用夹具设计的基本原理和方法,拟订夹具设计方案,完成夹具结构设计的能力,也是熟悉和运用有关手册、图表等技术资料及编写技术文件等基本技能的一次实践机会。
因此,它在我们大学生活中占有重要地位。
就我个人而言,我也希望通过这次设计对自己未来将从事的工作进行一次适应性心理,从中锻炼自己分析问题,解决问题的能力,对未来的工作发展打下一个良好的基础。
由于能力所限,设计尚有许多不足之处,恳请各位老师给予指教。
目录序言 (1)目录 (2)一、零件的分析 (3)1.1零件的作用 (3)1.2零件的工艺分析 (3)二、工艺规程设计 (4)2.1确定毛坯制造方法,初步确定毛坯形状 (4)2.2基准的选择 (4)2.3制定工艺路线 (4)2.4 机械加工余量、工序尺寸及毛坯尺寸的确定 (5)2.5 确定切削用量及基本工时 (7)三、夹具设计 (25)3.1定位方案的设计 (25)3.2定位误差分析与计算 (26)3.3导向元件设计 (26)3.4夹紧装置的设计 (27)3.5夹具结构设计及操作简要说明 (27)四.方案综合评价与结论 (28)设计小结 (29)参考文献 (30)一、零件的分析1.1零件的作用题目所给定的零件是CA6140车床上的法兰盘, 主要是用来安装在机床上,起到导向的作用使机床实现进给运动,零件上精度要求较高的两个平面用以装配,4个孔是用于连接其他机构或零件的。
“一平双线、五定七步”实践教学模式的创建
武夷学院学报JOURNAL OF WUYI UNIVERSITY第39卷第12期2020年12月Vol.39 No.12Dec. 2020野一平双线、五定七步”实践教学模式的创建刘其南,林权,林 铮,潘应晖,梁珍瑛(武夷学院 机电工程学院,福建 武夷山354300)扌商 要:为进一步提升机械类专业创新应用型人才培养,课题组围绕“一平双线、五定七步”进行实践教学模式改革与探索。
实践证明,该模式有以下几点优势:激发学生学习主体地位,端正学风,增强学生创新意识;在学科竞赛、课设实践、大创训练、科研实践、毕设实践上发挥重要作用,实践成果得到校内外专家赞许;学生受益面大,受益程度深,引领 示范作用强,可为其他专业实践教学改革提供参考。
关键词:学科竞赛;大创训练;教学改革;科研实践中图分类号:G642文献标识码:A文章编号:1674-2109(2020)12-0072-05在机械类专业创新应用型人才培养实施过程中普遍存在以下问题[1-8]:缺乏创新实践平台和相关制度 规范、课程设计与毕业设计存在选题难或论文质量不高缺乏实际应用、实践动手能力弱以及团队协作能力不足、学科竞赛与实践教学之间缺乏衔接、科研育人缺乏途径等。
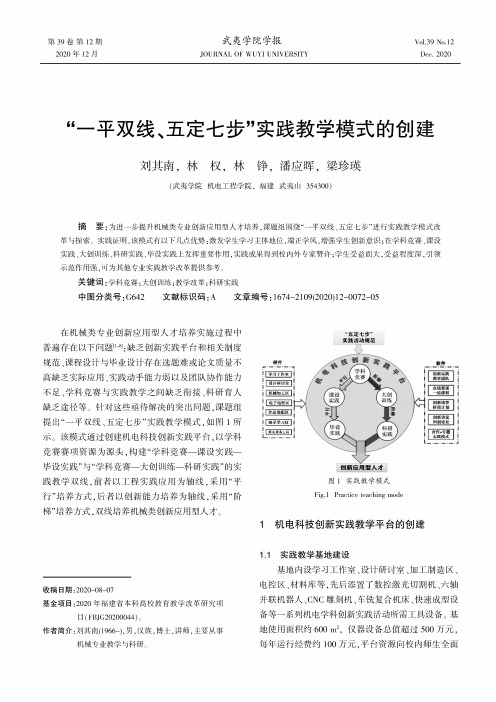
针对这些亟待解决的突岀问题,课题组提岀“一平双线、五定七步”实践教学模式,如图1所示。
该模式通过创建机电科技创新实践平台,以学科竞赛赛项资源为源头,构建“学科竞赛一课设实践一毕设实践”与“学科竞赛一大创训练一科研实践”的实 践教学双线,前者以工程实践应用为轴线,采用“平 行”培养方式,后者以创新能力培养为轴线,采用“阶 梯”培养方式,双线培养机械类创新应用型人才。
“五定七步” 实践活动规范! |展示学习区|! |机电at备丄具|! |学习I :作宅|-1设计研讨室Ii |机撤加丄区|! |电了屯控X |碘件创新应用型人才图1实践教学模式Fig.1 Practice teaching mode实践樓式j |作品装配区|Ji 训练¥1机电科技创新实践教学平台的创建收稿日期:2020-08-07基金项目:2020年福建省本科高校教育教学改革研究项目(FBJG20200044)。
电机座液压夹紧粗镗工艺夹具设计

摘要二十一世纪的制造业面临着顾客需求驱动、不可预测、快速多变和来自全球不断增加的市场竞争,而且竞争不断加剧。
市场的不断变化要求制造系统加工的产品品种能够快速变换以满足市场需求。
近来的制造业发展表明,夹具能比较好的满足上述要求并符合我国国情。
作为制造系统重要组成部分的夹具设计部分,制造系统对其提出了新的要求。
夹具在机械加工起着重要的作用,它直接影响着机械加工的质量,生产效率和成本,因此夹具设计是机械工艺准备和施工中的一项重要工作。
这篇毕业设计主要阐述的是一套关于电机座液压夹紧粗镗夹具的设计方法,这种夹具主要应用于电机座的粗镗工序,通过这个夹具可以保证电机座粗镗后的加工要求和达到提高生产效率的目的。
在说明书中,首先明确了设计任务并对夹具作了相关的阐述,接着根据电机座的加工工序提出了镗床夹具的设计方法和理论,并依据这些方法和理论对夹具进行设计和校核、验算。
最后对夹具中某些典型或重要的零件进行了介绍和校核。
这种设计方法代表了镗模的一般设计过程,对其他夹具的设计工作也有一定的价值。
关键词:夹具、电机座、工序1AbstractManufacturing companies in the 21s' century will face unpredictable, high-frequency market changes driven by global competition. The continuous changes of market require a rapid change of product varieties in order to meet the market demands. Recent surveys have showed that fixture are the cornerstones of this new manufacturing paradigm. Fixture is also suitable to our country. After reconfiguration manufacturing system puts new requirements on fixture design, an important component of the traditional manufacturing system. Fixture is very important equipment in process of machine manufacturing because it can directly affect the quality of products and productivity and cost. So fixture designing is also a base portion in machine process.This paper of graduation mainly presents a systematic approach for the design of Electrical Block hydraulic upholding tool rough noise of drums .this upholding tool are mainly used in the working procedure of Electrical Block hydraulic rough noise of drums . It can accomplished the purpose what this fixture can be satisfy after Electrical Block hydraulic upholding tool rough noise of drums produce demand and approach to improve production efficiency.First ,we define the design of assignment and represent something about fixture. The next ,Accordingly to the processing of workpiece of motor cabinet ,we extract the method and way of boring lathe of fixture. And then ,we practice into design the fixture according to the method and way .After this design ,we take some canonical workpiece for example to check the strength.. The method of this fixture represent the process of canonical fixture. Of course ,the design of our fixture also can guide the design of fixture.: 、 、2目录前言 (1)第1章毕业设计的目的和任务 (2)1 毕业设计的目的 (2)2 毕业设计的任务 (2)第2章夹具方案设计1 夹具的概述及作用 (4)1.1 夹具的概念 (4)1.2 夹具的作用 (5)2 夹具设计的一般步骤2.1 设计前的准备工作 (6)2.2 拟定夹具结构方案、绘制工件工序图 (7)2.3 确定夹具的结构方案 (8)2.4 夹具体的设计 (13)3 绘制夹具结构草图3.1 布置图面 (15)3.2 设计定位夹紧元件 (16)3.3 夹具的精度计算 (18)3.4 夹紧力(矩)的验算 (19)3.5 绘制夹具总图 (28)3.6 尺寸标注与公差配合 (29)3.7 液压传动原理 (32)33.8 夹具总体设计中须注意的问题 (33)第3章典型零件介绍 (44)总结 (48)致谢 (49)参考文献 (50)4前言四年的大学生活马上就要结束了,我们也进入了大学生活的最后一个阶段——毕业设计。
夹具设计说明书完整版
序言机械制造工艺学课程设计是在我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的。
这是我们在进行毕业设计之前对所学的各课程的一次深入的综合性总复习,也是一次理论联系实际的训练,因此,它是我们四年的大学生活中占有重要的地位。
对我个人来说,这次课程设计的意义很大,我希望能通过这次课程设计对自己以后将要从事的工作进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,提高自己的实践能力。
由于能力有限,设计中海存在许多不足之处,恳请老师给予指教。
一、零件的分析(一)零件的作用题目所给的是底板座架,它的作用是:一、建立设备基础,用于构架设备的支撑基础,并在此基础上安装轴类零件;二、利用它们的工艺结构起到其他重要零件的定位作用;三、用于连接机器设备与地面的基础零件。
(二)零件的工艺分析底板座架总有三组加工表面,现分析如下:1、以φ45mm的外圆表面为中心的加工表面这一组加工表面包括φ45mm的外圆,以及退刀槽。
2、加工孔φ36H7(+00.025)mm的两个对称端面和三个台阶面。
3、加工三个阶梯孔、φ36mm孔和M10的螺纹孔。
由以上分析,对于以上三组加工表面,可以先加工第一组表面,然后利用专用夹具加工另外两个组的表面。
二、工艺规程设计(一)确定毛坯的制造形式零件的材料为HT200,考虑到它是底板座架,要求刚度、强度、耐压性能好,抗震性好,因此,选用铸件。
由于该零件的年产量为4000件,属于大批量生产,而且零件的外形尺寸不大,故可采用砂型铸造成型,这从提高生产率,保证加工精度上考虑也是应该的。
(二)基面的选择基面选择是工艺规程设计中的重要工作之一,基面的选择正确和合理,可以使加工质量得到保证,生产率得以提高。
(1)粗基准的选择轴类零件,以外圆作为粗基准。
按照有关粗基准的选择原则,即当零件有不加工表面时,应以这些不加工的表面作为粗基准;若零件有若干个比加工表面时,则应以与加工表面要求相对位置精度较高的不加工表面作为粗基准;取零件最右端面作为粗基准加工两个对称的端面。
工艺夹具工装夹具类毕业设计论文题目有全套图纸
工艺夹具工装夹具类毕业设计论文题目有全套图纸CA6140拨叉(831006)课程设计资料(UG4.0装配图)(三维图)[A7-045]课设类-CA6140车床法兰盘[831004]车Ф90端面夹具设计双向杠杆传递装置本体加工工艺及其孔(2-Ф10)加工夹具设计120X120mm圆柱体毛坯孔加工钻床夹具设计1P68F上箱体工艺及夹具设计(全套含图)1、V553机械制造技术课程设计-摇臂支架的加工工艺及钻Φ2mm孔夹具设计【4张优秀】2110型柴油机气缸盖加工工艺规程设计及夹具设计4110发动机飞轮壳前端面钻模夹具设计A0051毕业设计(论文)-一种包装机箱体的加工工艺分析及夹具设计(含全套CAD图纸)A0147毕业设计(论文)-凿岩机缸体加工工艺及夹具设计(含全套CAD图纸) A0154毕业设计(论文)-轴加工工艺规程及铣方块的夹具设计A0164毕业设计(论文)-CA6110发动机曲轴的加工工艺及夹具设计(含图纸) A0175毕业设计(论文)-主轴轴承座加工制造及钻床夹具设计(含图纸+工序卡) A0176毕业设计(论文)-中心架盖加工工艺规程及工装夹具设计A0181毕业设计(论文)-车床套工艺及夹具设计(含CAD图纸)A0183毕业设计(论文)-WHX112减速机机盖及机壳加工工艺及铣夹具设计A0185毕业设计(论文)-C6132车床尾座体的机械加工工艺规程及夹具设计B029机械设计毕业设计(论文)-车床拨叉A的加工工艺及夹具设计(含全套图纸及综述) B061毕业设计(论文)-星轮加工艺及专用夹具设计(含全套CAD图纸)B072毕业设计(论文)-PKZ160列车轴支承座加工工艺及夹具设计(含全套CAD图纸)B102毕业设计(论文)-JH-14型回柱绞车蜗轮箱加工工艺及夹具设计(含全套CAD图纸)B120毕业设计(论文)-气门摇臂轴支座加工工艺及其夹具设计(含全套CAD图纸)B157毕业设计(论文)-拨叉加工工艺及夹具设计(含全套CAD图纸)B158毕业设计(论文)-CA6140杠杆零件的加工工艺及夹具设计(含全套CAD图纸)B164毕业设计(论文)-车床转盘机械制造工艺及夹具设计-全套图纸B166毕业设计(论文)-发动机机体加工工艺及其夹具设计(含全套CAD图纸)B171毕业设计(论文)-4125型柴油机气缸体的机械加工工艺及夹具设计(含全套CAD图纸)B200毕业设计(论文)-CA6140主轴工艺与夹具设计(含全套CAD图纸)C068毕业设计(论文)-托盘交换器及其随行夹具设计(含全套CAD图纸)C073毕业设计(论文)-电动叉车变速箱箱体的加工工艺规程及夹具设计(含全套CAD图纸)C096毕业设计(论文)--拨叉C加工工艺及夹具设计(含全套CAD图纸)C097毕业设计(论文)-拨叉A加工工艺及夹具设计(含全套CAD图纸)C098毕业设计(论文)-拨叉80-08的加工工艺及夹具设计(含全套CAD图纸) C128毕业设计(论文)-齿轮泵泵体工艺规程及夹具设计(含全套图纸)C135毕业设计(论文)-变速箱壳体组合机床夹具设计(含全套CAD图纸)C155毕业设计(论文)-回转盘工艺规程设计及镗孔工序夹具设计(全套CAD图纸)C156毕业设计(论文)-CA6140型铝活塞的机械加工工艺设计及夹具设计C157毕业设计(论文)-CA141汽车左转向节的加工工艺规程及夹具设计(含全套图纸)C161毕业设计(论文)-车床转盘工艺夹具的设计(含全套图纸)C163毕业设计(论文)-气门摇臂轴支座的机械加工工艺及夹具设计(含全套图纸)C196毕业设计(论文)-WHX112减速器机壳及夹具设计(全套图纸)C200毕业设计(论文)-B6065刨床推动架机械加工工艺规程设计和机床专用夹具设计(含全套CAD图纸)C620拨叉的机械加工工艺规程及专用夹具设计CA10B加工零件课程设计CA10B 前刹车调整臂外壳”零件的机械加工工艺及工艺设备设计CA6140主轴加工工艺及夹具设计(全套含图)5CA6140床头I轴轴承座及专用夹具设计(全套含图)CA6140机床后托架加工工艺及夹具设计(全套含图)5CA6140杠杆中心孔夹具设计(全套含图)CA6140车床后托架加工工艺规程CA6140车床后托架的夹具.docCA6140车床拨叉的加工工艺(设计钻φ5孔及2-M8孔的钻床夹具)ca6140车床拨叉的加工工艺(设计钻φ5孔及2-m8孔的钻床夹具)6o8c9tCA6140车床拨叉的加工工艺(设计钻φ5锥孔及2-M8孔的钻床夹具)ca6140车床拨叉的加工工艺(设计钻φ5锥孔及2-m8孔的钻床夹具)8b8i3iCA6140车床法兰盘的加工工艺(设计钻φ6mm孔的钻床夹具)ca6140车床法兰盘的加工工艺(设计钻φ6mm孔的钻床夹具)4n8s4wCA6140车床法兰盘零件的机械加工工艺及工艺设备设计CA6140车床法杠杆的加工工艺(含全套设计图纸)CA6140车床齿轮工艺规程与夹具设计(全套含图)CA6150车床主轴箱箱体工装工艺及夹具设计D001毕业设计(论文)-C6140主轴箱体加工工艺及夹具设计D008毕业设计(论文)-汽车连杆加工工艺及夹具设计(含全套图纸)D017毕业设计(论文)-CA6140杠杆加工工艺及夹具设计(含全套图纸)D018毕业设计(论文)-CA6140主轴加工工艺及夹具设计(含图纸)D021毕业设计(论文)-CA6140车床后托架加工工艺及夹具设计D021毕业设计(论文)-CA6140车床拨叉831002加工工艺编制及夹具设计(含全套图纸) D049机械设计课程设计-“法兰盘”零件的机械加工工艺规程及铣距Φ90mm中心线24mm和34mm两侧平面的工序专用夹具设计(含全套图纸)D050机械设计课程设计-拨叉加工工艺与铣夹具设计及其三维造型D106夹具课程设计-120X120mm圆柱体毛坯孔加工钻床专用夹具(含全套CAD图纸)D114毕业设计(论文)-CA6140普通车床床头1轴轴承座夹具设计(含全套CAD图纸)D120毕业设计(论文)-2110型柴油机气缸盖加工工艺规程设计及夹具设计(含全套CAD图纸)D138毕业设计(论文)-4110发动机飞轮壳前端面钻模夹具设计-(含全套CAD图纸)D146毕业设计(论文)-Z3050×16立柱摇臂升降钻床壳体的加工工艺及夹具设计(含CAD图纸)D159毕业设计(论文)-X5020B立式升降台铣床拔叉壳体工艺及夹具设计(全套CAD 图纸)D180柴油机12孔攻丝机床及夹具设计d180柴油机12孔攻丝机床及夹具设计6e8l1oD180柴油机12孔攻丝机床及夹具设计(含全套设计图)D187毕业设计(论文)-YTP26气腿式凿岩机机体工艺、夹具设计(CAD图纸)d85推土机齿轮工艺及刀具设计8r8j5eE014毕业设计(论文)-传动轴的工艺规程及夹具设计(全套图纸)E025毕业设计(论文)-粗镗活塞销孔专用机床及夹具设计(完整图纸)E045毕业设计(论文)-回转盘的机械加工工艺规程及其镗工序的专用夹具(完整图纸)E056机械制造工艺学课程设计-制定机械密封装备传动套的加工工艺,设计铣8mm凸台的铣床夹具(完整图纸)E088毕业设计(论文)-梳棉机多轴箱箱体工艺及夹具设计(全套图纸)E096毕业设计(论文)-内圆磨床主轴工艺及夹具设计(全套图纸)E143机械制造工艺学课程设计-连杆钻孔φ10H9专用夹具(完整图纸)E158毕业设计(论文)-X5020B立式升降台铣床拨叉壳体工艺及夹具设计(全套图纸)E168毕业设计(论文)-WH212减速机壳体加工工艺及夹具设计(全套图纸)E169机械制造工艺学课程设计-设计“拨叉831006”(CA6140车床)零件的机械加工工艺规程及夹具设计(全套图纸)E174毕业设计(论文)-X6232C齿轮加工工艺及其齿轮夹具和刀具设计(完整图纸)E175毕业设计(论文)-连杆零件工艺规程及其夹具设计(完整图纸)E190机械制造技术基础课程设计-制定CA6140C车床杠杆(831009)的加工工艺,设计钻φ25的钻床夹具(全套图纸)E191机械制造工艺及夹具课程设计-制定CA6140C车床拨叉(831005)的加工工艺,设计铣8mm槽的铣床夹具(全套图纸)E192机械制造工艺及夹具课程设计-制定CA6140C车床拨叉(831005)的加工工艺,设计铣18mm槽的铣床夹具(全套图纸)E193机械制造工艺学课程设计-CA6140法兰盘机加工规程及夹具设计(全套图纸)E194机械制造工艺学课程设计-CA6140车床拨叉(831007)工艺规程及钻φ22的钻床夹具(全套图纸)E195机械制造工艺学课程设计-制定CA6140车床法兰盘的加工工艺,设计钻φ6mm孔的钻床夹具(全套图纸)E196机械制造工艺学课程设计-CA6140车床后托架的加工工艺(设计钻40mm,30.2mm,25.5mm孔的钻床夹具)--全套图纸E197机械制造工艺学课程设计-制定CA6140车床拨叉(831003)的加工工艺,设计钻φ5孔及2-M8孔的钻床夹具(全套图纸)E198机械制造工艺学课程设计-设计轴承座车Φ30mm孔的车床夹具(全套图纸)E199机械制造工艺学课程设计-制定CA6140车床拨叉(831002)的加工工艺,设计钻φ25孔的钻床夹具(全套图纸)E200机械制造工艺学课程设计-制定拨叉F零件的加工工艺,设计铣尺寸18H11槽的铣床夹具(全套图纸)F001机械制造工艺学课程设计-制定拨叉零件(831003)的加工工艺,设计铣30×80面的铣床夹具(全套图纸)F002毕业设计(论文)-CA6140车床拨叉(831008)机械加工工艺规程及铣断专用夹具设计(全套图纸)F003机械制造工艺学课程设计-制定CA6140C车床杠杆(831009)的加工工艺,设计钻直径12.7的孔的钻床夹具(全套图纸)F004机械制造工艺学课程设计-CA1340自动车床杠杆工艺规程及夹具设计(全套图纸)F007机械制造工艺课程设计-CA6140卧式车床上的法兰盘工艺规程及夹具设计(全套图纸) F008机械制造工艺学课程设计-C6410车床拨叉工艺规程及专用夹具设计(全套图纸)F013夹具课程设计-CA6140钻床专用夹具设计(全套图纸)F014机械制造工艺学课程设计-制定CA6140车床拨叉(831002)的加工工艺,设计车60H12圆弧车床夹具(全套图纸)F015机械制造工艺学课程设计-CA6140车床拨叉的加工工艺,设计车55圆弧的车床和钻25孔的钻床夹具(全套图纸)F018毕业设计(论文)-D180柴油机12孔攻丝机床及夹具设计(全套图纸)F030毕业设计(论文)-络筒机槽筒专用加工机床及夹具设计(完整图纸)F043毕业设计(论文)-齿轮架零件的机械加工工艺规程及专用夹具设计(全套图纸)F075毕业设计(论文)-拨叉的CADCAPP设计及夹具PROE造型(全套图纸)F076机械制造工艺学课程设计-制定电机壳的加工工艺,设计钻Φ8.5mm孔的钻床夹具(全套图纸)F082毕业设计(论文)-推动架的钻床夹具设计(全套图纸)F083毕业设计(论文)-镗柴油机连杆大头孔组合机床总体及夹具设计(全套图纸)F089机械制造工艺学课程设计-CA6140车床拨叉零件(831007)的工艺规程及夹具设计(全套图纸)F092毕业设计(论文)-法兰盘工艺规程及夹具设计(全套图纸)F094毕业设计(论文)-法兰盘工艺规程及夹具设计(全套图纸)F129毕业设计(论文)-勾尾框夹具设计(全套图纸)F161机械设计课程设计-飞锤支架的夹具设计(全套图纸)FT380L油箱隔板底边纵向点焊自动传动工装设计(全套含图)G002机械制造工艺学课程设计-设计杠杆零件的机械加工工艺规程及加工Φ8孔工序的专用机床夹具(完整图纸)G003毕业设计(论文)-组合机床主轴箱及夹具设计(全套图纸)G022数控技术毕业设计(论文)-十字接头零件工艺及钻孔夹具设计(完整图纸) G047毕业设计(论文)-三爪卡盘增力机构夹具设计(全套图纸)G053毕业设计(论文)-齿轮泵泵盖连接螺孔底孔钻削专机及夹具设计(有图纸) G074机械制造技术基础课程设计-填料箱盖夹具设计(全套图纸)G091机械制造技术基础课程设计-CA10B解放牌汽车前刹车调整臂外壳夹具设计(全套图纸)G093机械制造工艺学课程设计-滤座的机械加工工艺规程编制及车夹具设计(全套图纸)G094机制工艺及夹具课程设计-活动钳口零件的机械加工工艺规程及专用夹具设计(全套图纸)G104毕业设计(论文)-CWU180减速器机体工艺规程及工装夹具设计(全套图纸)G109毕业设计(论文)-机体齿飞面双卧多轴夹具设计(全套图纸)G117毕业设计(论文)-阀体零件加工工艺规程及夹具设计(全套图纸)G124机械制造技术课程设计- C6140车床拨叉(831002)零件的机械加工工艺规程及夹具设计(全套图纸)G133毕业设计(论文)-X5020B立式升降台铣床拔叉壳体加工工艺规程及其专用夹具设计(全套图纸)G143毕业设计(论文)-汽车后桥减速器粗镗夹具设计(全套图纸)G147毕业设计(论文)-设计自来水管阀阀体的零件的机械加工工艺规程及6、7道工序的夹具设计(全套图纸)G164毕业设计(论文)-压缩机箱体加工工艺及夹具设计(全套图纸)G165毕业设计(论文)-CA6140车床后拖架零件加工工艺及铣底面专用夹具设计(全套图H184机械制造工艺学课程设计-铣曲轴两端面打中心孔夹具(含全套CAD图纸)H185机械制造技术基础课程设计-6140车床杠杆(831009)工艺规程及夹具设计(含全套CAD图纸)H186机械制造技术基础课程设计-变速器轴承外壳工艺规程及铣端面夹具设计(全套图纸)H187机械制造技术基础课程设计-变速器轴承外壳钻5-φ10.5孔夹具设计(含全套CAD图纸+工序卡)H188机械制造技术基础课程设计-填料箱盖零件的机械加工工艺规程及夹具设计H189机械制造技术基础课程设计-制定“左摆动杠杆”的机械加工工艺规程及工艺装备(设计铣2mm槽的铣床夹具)(全套图纸)H190机械制造技术课程设计-设计变速器换挡叉的机械加工工艺规程及夹具设计规程(含全套CAD图纸)H192机械制造工艺学课程设计-输出轴的机械加工工艺规程与夹具设计(含图纸)H194机械制造基础课程设计-设计推动架零件的机械加工工艺规则及工艺装备(钻孔φ6的钻床夹具)(含全套CAD图纸)H195机械专业课程设计-1105柴油机气门摇臂轴支座的机械加工工艺及夹具设计(含全套CAD图纸)I002机械制造工艺学课程设计-CA6140车床拔叉(84009)工艺及夹具设计(含图纸)I003机械制造工艺课程设计-星轮零件机械加工工艺规程及夹具设计(含全套图纸)I004机械制造工艺课程设计-CA6140杠杆零件831009的加工工艺规程及专用夹具设计(含全套图纸)I007机械制造技术基础课程设计-设计“拨叉”零件831006的机械加工工艺及车?55圆弧车床夹具(含全套图纸)I008机械制造技术基础课程设计-油阀座机械加工工艺规程及夹具设计(含全套CAD图纸) I010机械制造工艺学课程设计-转速器盘零件的机械加工工艺规程及专用夹具I011机械设计制造及其自动化专业毕业设计(论文)-VF67空气压缩机曲轴加工工艺及夹具设计(含全套图纸)I017毕业设计(论文)-气门摇臂轴支座的机械加工工艺及夹具设计(含全套图纸) I018毕业设计(论文)-汽车连杆加工工艺及夹具设计(含全套图纸)I031毕业设计(论文)-阀体零件工艺规则及铣夹具设计(含全套CAD图纸)I032毕业设计(论文)-翻转式钻床夹具的设计与虚拟制造(含全套图纸)I036毕业设计(论文)-YZJ1956立式铣床总体及夹具设计(全套图纸)I039毕业设计(论文)-CA6140车床手柄座14H7孔加工钻床专用夹具设计(含全套图纸) I058毕业设计(论文)-推动架加工工艺及夹具设计(含全套CAD图纸)I077毕业设计(论文)-潍坊LW-7连杆零件加工工艺规程及专用夹具设计(含全套CAD 图纸)I105机械设计及自动化毕业设计(论文)-后钢板弹簧吊耳加工工艺及夹具设计(全套图纸) I110机械课程设计-推动架加工工艺及夹具设计(含CAD图纸)I112机械加工技术课程设计-离合器齿轮零件的工艺规程及夹具设计I113机械制造技术基础课程设计-连杆铣削槽口工序专用夹具设计(含全套图纸)I118机械自造工艺及夹具课程设计-制定CA6140车床法兰盘的加工工艺,设计钻4×φ9mm孔的钻床夹具(含图纸)I141毕业设计(论文)-方向机壳钻夹具设计(全套图纸)I143机械加工工艺及夹具课程设计-等臂杠杆加工工艺规程设计及夹具设计(含全套CAD 图纸)I162机械制造工艺学课程设计-CA6140车床的拨叉零件(831008)机械加工工艺及夹具设计(全套图纸)I164毕业设计(论文)-拨叉831008的工艺规程及铣Φ50端面的工装夹具设计(全套图纸) J032机械制造工艺学课程设计-制定CA6140C车床拨叉(831007)的加工工艺,设计钻22mm孔的钻床夹具(全套图纸)J034机械制造工艺学课程设计-CA6140车床拨叉(831007)机械工艺规程及夹具设计(全套图纸)J041毕业设计(论文)-CA6140车床拨叉零件(831008)的机械加工工艺规程及夹具设计(全套图纸)J044机械制造工艺学课程设计-法兰盘831004零件的机械加工工艺规程及钻Ф6和Ф4孔夹具设计(全套图纸)J045 优秀机械制造工艺学课程设计-CA6140车床法兰盘(831004)零件的机械加工工艺规程制订及精铣Φ90上下两面工序专用夹具的设计(全套图纸)J051机械制造工艺学课程设计-设计“支架”零件的机械加工工艺规程及Ф11孔的工艺装备与夹具设计(全套图纸)J052机械制造工艺学课程设计-解放牌汽车的后桥差速器壳的工艺规程和钻端面12孔钻床夹具设计(全套图纸)J059机械制造工艺学课程设计-制定后钢板弹簧吊耳零件的加工工艺,设计钻?37孔的钻床夹具(全套图纸)J060机械制造工艺学课程设计-制定后钢板弹簧吊耳的加工工艺,设计钻?30工艺槽的铣床夹具(全套图纸)J061 优机械制造工艺学课程设计-制定CA6140车床拨叉831002的加工工艺,设计钻φ25孔的钻床夹具(全套图纸)J062 优机械制造工艺学课程设计-制定CA6140车床拨叉831003的加工工艺,设计钻φ5锥孔及2-M8孔的钻床夹具(全套图纸)J063 优机械制造工艺学课程设计-制定CA6140车床拨叉831002的加工工艺,设计车φ60h12圆弧车床夹具(全套图纸)J067机械制造工艺学课程设计-CA6140杠杆零件(831009)的加工工艺规程及夹具设计(全套图纸)J071《机械制造工艺及夹具设计》课程设计-连接座零件的机械加工工艺规程及夹具设计(全套图纸)J072 优机械制造工艺学课程设计-“CA6140车床”拨叉(831003)零件的机械加工艺规程制定及粗铣底槽专用夹具设计(全套图纸)J073 优机械制造工艺学课程设计-CA6140车床拨叉831003钻攻2-M8螺纹孔两工位夹具设计(全套图纸)J074 优机械制造工艺学课程设计-设计CA6140拨叉(831005)零件的加工工艺规程及拉削Φ6毛坯孔的专用夹具设计(全套图纸)J076机械制造工艺学课程设计-支座零件的机械加工工艺规程及钻孔专用夹具设计(全套图纸)J077机械制造工艺学课程设计-“扁叉”零件的机械加工工艺规程及铣削专用夹具设计(全套图纸)J080毕业设计(论文)-柴油机气缸体顶底面粗铣组合机床总体及夹具设计(全套图纸)J081毕业设计(论文)-柴油机气缸套工艺规程设计及精镗内孔夹具设计(全套图纸)J083毕业设计(论文)-B6065刨床推动架机械加工工艺规程及夹具设计(全套图纸)J084 优机械制造工艺学课程设计-CA6140车床拨叉零件831003加工工艺规程编制及槽18H11的铣床夹具设计(全套图纸)J086毕业设计(论文)-拨叉零件加工工艺规程及专用夹具设计(全套图纸)J087机械制造工艺学课程设计-CA6140车床滤油器工艺及钻φ11孔夹具设计(全套图纸)J099毕业设计(论文)-CA6140车床拨叉零件831002工艺规程及夹具设计(全套图纸)J102钻床夹具课程设计-设计“挡环”零件的钻床夹具(全套图纸)J106机械制造工艺学课程设计-角形轴承箱钻6-Ф13孔钻床夹具(全套图纸)J111机械制造工艺学课程设计-制定厚钢板弹簧吊耳零件的加工工艺,设计钻37孔的钻床夹具(全套图纸)J135毕业设计(论文)-粗铣油阀座135度上端面缺口的专用机床夹具的设计(全套图纸)J136毕业设计(论文)-设计油阀座零件的机械加工工艺规程及夹具设计(全套图纸)J138机械制造工艺学课程设计-转速器盘零件的机械加工工艺规程及粗铣Φ10孔上端面的专用机床夹具的设计(全套图纸)J142机械制造工艺学课程设计-铣气门摇臂轴支座φ18mm孔两端面的铣床夹具设计(全套图纸)J145机械制造工艺学课程设计-制定变速器换挡叉的加工工艺,设计钻φ15孔的钻床夹具(全套图纸)J161毕业设计(论文)-B6065刨床推动架机械加工工艺规程设计和机床专用夹具设计(全套图纸)J164 优机械制造工艺学课程设计-CA6140车床的型号831002拨叉零件的机械加工工艺规程及夹具设计(全套图纸)J165毕业设计(论文)-前盖的加工工艺及其8M13钻孔夹具的设计(全套图纸) J176毕业设计(论文)-总泵缸体的加工工艺及夹具设计(全套图纸)J182机械毕业设计(论文)-连杆孔加工工艺与夹具设计(全套图纸)J183机械毕业设计(论文)-CA6140卧式车床上法兰盘的工艺规程及钻夹具的设计(全套图纸)J193机械制造装备设计课程设计-设计容积式压缩机阀体零件的机械加工工艺规程及相关工序的专用夹具(全套图纸)J5600调温器工艺规程设计和系列夹具设计K004 优机械制造工艺学课程设计-CA6140车床杠杆831009机械加工工艺规程及夹具设计(铣30mm的下平台夹具设计)(全套图纸)K006机械制造技术基础课程设计-CA6140车床拨叉831006机械加工工艺规程及专用夹具设计(全套图纸)K006机械制造技术基础课程设计-CA6140车床拨叉831006机械加工工艺规程及专用夹具设计(全套图纸)55孔K011毕业设计(论文)-CA6140卧式车床法兰盘831004机械加工工艺及夹具设计(全套图纸)K011毕业设计(论文)-CA6140卧式车床法兰盘831004机械加工工艺及夹具设计(全套图纸)-钻Φ20孔的专用夹具K015毕业设计(论文)-道奇T110总泵缸加工工艺和车夹具设计(全套图纸)K023毕业设计(论文)-CA6140车床法兰盘831004加工工艺规程及夹具设计(全套图纸) K023毕业设计(论文)-CA6140车床法兰盘831004加工工艺规程及夹具设计(全套图纸)-24和34的两平面K030机械制造工艺学课程设计-填料箱盖加工工艺及磨φ60内孔底面夹具设计(全套图纸)K031机械制造工艺学课程设计-填料箱盖零件的工艺规程及钻12孔夹具设计(全套图纸)K034机械制造工艺学课程设计-CA6140法兰盘831004机械加工工艺及4×φ9孔钻床夹具设计(全套图纸)K051毕业设计(论文)-连接座的机械加工工艺规程及专用夹具设计(全套图纸) K052机械制造工程学课程设计-小拨叉机械工艺与夹具设计(全套图纸)K055毕业设计(论文)-填料箱盖的工艺规程及夹具设计(全套图纸)K065毕业设计(论文)-多拐曲轴工艺及夹具设计(全套图纸)K066机械制造工艺学课程设计-连杆螺钉工艺及其夹具设计-2套夹具(全套图纸) K080毕业设计(论文)-连杆盖的工艺工装设计(车夹具+钻12孔夹具)(全套图纸) K116毕业设计(论文)-减速箱体机械加工工艺及夹具设计-2套夹具(手动)(全套图纸)K125机械制造工艺学课程设计-设计CA6140车床拨叉零件的机械加工工艺规程及铣宽8mm槽铣床夹具设计(全套图纸)K130机械制造工艺学课程设计-CA6140车床法兰盘[831004]车Ф90端面夹具设计(全套图纸)优K132机械制造工艺学课程设计-解放牌汽车第四及第五速变速叉工艺及钻φ19孔夹具设计(全套图纸)K133机械制造工艺学课程设计-“解放汽车第四及第五变速叉”的机械加工工艺规程及铣82.8孔的两端面夹具设计(全套图纸)K134机械制造工艺学课程设计-拖拉机倒挡二、三档拨叉机械加工工艺规程及铣叉档80夹具设计(全套图纸)K137机械制造工艺学课程设计-飞锤支架加工工艺及通槽夹具设计(全套图纸)K140机械制造工艺学课程设计-设计油阀座零件的机械加工工艺规程及钻φ5mm孔工序的专用机床夹具(全套图纸)K141机械制造工艺学课程设计-油阀座工艺规程及钻端面2mm孔专用夹具设计(全套图纸) K142机械制造工艺学课程设计-油阀座零件工艺规程及圆周上φ2mm的孔夹具设计(全套图纸)K144机械制造工艺学课程设计-变速器换挡叉工艺规程及顶端两侧面的铣床夹具设计(全套图纸)K145机械制造工艺学课程设计-变速器换挡叉零件加工工艺规程及加工Φ15.8孔专用夹具(全套图纸)K149毕业设计(论文)-油泵接盘的工艺规程及Φ18孔夹具设计-未传网K150机械制造工艺学课程设计-后法兰盘零件”的机械加工工艺规程及钻6-m14孔的钻床夹具设计(全套图纸)K151机械制造工艺学课程设计-C6132车床I轴的加工工艺设计铣右侧宽12长70键槽的铣床夹具(全套图纸)K154 CA6140法兰盘铣2侧面夹具设计-CAD图K155 优机械制造工艺学课程设计-法兰盘831004机械加工工艺及其铣φ90两侧面工序夹具设计(全套图纸)-K156 优机械制造工艺学课程设计-CA6140法兰盘831004机械加工工艺及4×φ9孔钻床夹具设计(全套图纸)。
机械制造技术课程设计-机油泵传动轴支架工艺及钻3-φ11和2-φ8孔夹具设计【全套图纸】

辽宁工程技术大学机械制造技术基础课程设计题目:机油泵传动轴支架机械加工工艺规程及3*φ11和2*φ8孔钻削夹具设计班级:加工09-1姓名:学号:0907070116指导教师:完成日期:2012.9.10任务书一、设计题目:机油泵传动轴支架机械加工工艺规程及钻孔夹具设计二、原始资料(1) 被加工零件的零件图1张(2) 生产类型:(中批或大批大量生产)三、上交材料1.所加工的零件图1张2.毛坯图1张3.编制机械加工工艺过程卡片1套4.编制所设计夹具对应的那道工序的机械加工工序卡片1套5.绘制夹具装配图(A0或A1)1张6.绘制夹具中1个零件图(A1或A2。
装配图出来后,由指导教师为学生指定需绘制的零件图,一般为夹具体)。
1张7.课程设计说明书,包括机械加工工艺规程的编制和机床夹具设计全部内容。
(约5000-8000字)1份四、进度安排本课程设计要求在3周内完成。
1.第l~2天查资料,绘制零件图。
2.第3~7天,完成零件的工艺性分析,确定毛坯的类型、制造方法,编制机械加工工艺规程和所加工工序的机械加工工序卡片。
3.第8~10天,完成夹具总体方案设计(画出草图,与指导教师沟通,在其同意的前提下,进行课程设计的下一步)。
4.第11~13天,完成夹具装配图的绘制。
5.第14~15天,零件图的绘制。
6.第16~18天,整理并完成设计说明书的编写。
7.第19天~21天,完成图纸和说明书的输出打印。
答辩五、指导教师评语该生设计的过程中表现,设计内容反映的基本概念及计算,设计方案,图纸表达,说明书撰写,答辩表现。
综合评定成绩:指导教师日期摘要本次设计是对机油泵传动轴支架零件的加工工艺规程及一些工序的专用夹具设计。
机油泵传动轴支架零件的主要加工表面是平面及孔。
由加工工艺原则可知,保证平面的加工精度要比保证孔的加工精度容易。
所以本设计遵循先面后孔的原则。
并将孔与平面的加工明确划分成粗加工和精加工阶段以保证加工精度。
基准选择以机油泵传动轴支架端面作为粗基准,以上表面作为精基准。
电机座设计资料
第1章引言随着社会经济的发展,人们对电梯产品的品种、数量、质量及款式都有越来越高的要求,工艺也越来越复杂]1[。
为了满足人类的需要,世界上各工业发达国家都十分重视驱动技术的开发,大力开展稀土永磁同步无齿轮曳引技术发面的研究,积极采用先进技术和设备,提高技术水平,并取得显著的经济效益]2[。
电梯进入人们的生活已经150年了。
一个半世纪的风风雨雨,翻天覆地的是历史的变迁,永恒不变的是电梯提升人类生活质量的承诺。
生活在继续,科技在发展,电梯也在进步]3[。
150年来,电梯的材质由黑白到彩色,样式由直式到斜式,在操纵控制方面更是步步出新——手柄开关操纵、按钮控制、信号控制、集选控制、人机对话等等,多台电梯还出现了并联控制,智能群控;双层轿厢电梯展示出节省井道空间,提升运输能力的优势;变速式自动人行道扶梯的出现大大节省了行人的时间;不同外形——扇形、三角形、半菱形、半圆形、整圆形的观光电梯则使身处其中的乘客的视线不再封闭]3[。
如今,以美国奥的斯公司为代表的世界各大著名电梯公司各展风姿,仍在继续进行电梯新品的研发,并不断完善维修和保养服务系统。
调频门控、智能远程监控、主机节能、控制柜低噪音耐用、复合钢带环保——一款集纳了人类在机械、电子、光学等领域最新科研成果的新型电梯竞相问世,冷冰冰的建筑因此散射出人性的光辉,人们的生活因此变得更加美好]4[。
现在大家认识到,研究和发展稀土永磁同步无齿轮曳引技术的重要性,因此可以断言,随着工业生产的迅速发展,电梯在国民生活中的地位将日益提高,WYT-S曳引电机技术也将不断发展[5],并在国民经济发展过程中发挥越来越重要的作用。
同样的机座是WYT-S曳引电机的主要部件,其上有多个配合面、定位面以及许多螺钉孔等。
本课题主要研究该机座各个面与孔的加工工艺及夹具的设计方法。
首先,孔要以面为定位粗基准加工,并为下一序的加工提供定位精基准。
所以,为了达到孔的精度要求机座上的某些孔,尤其是用做精基准的孔必须要对其进行精镗或精磨。
机械工艺与工装夹具的设计

机械工艺与工装夹具的设计一.工装夹具设计的基础㈠.具备机械设计方面的知识;㈡.具备机械原理、液压(气压)传动原理、电机电气等方面的知识;㈢.具备制造工艺方面的知识;㈣.具备材料工程方面的知识;㈤.具备检测方面的知识;㈥.具备机械绘图(特别是计算机辅助设计)方面的知识;㈦.具备有关国家、企业标准方面的知识;二.制造工艺的简单介绍Ⅰ、机床的分类机床主要是按加工方法和所用刀具进行分类,根据国家制定的机床型号编制方法,机床分为11大类:车床,钻床,镗床,磨床,齿轮加工机床,螺纹加工机床,铣床,刨插床,拉床,锯床和其他机床。
在每一类机床中,又按工艺范围,布局型式和结构性能分为若干组,每一组又分为若干个系(系列)。
除了上述基本分类方法外,还有其它分类方法:1.按照万能性程度,机床可分为:①通用机床工艺范围很宽,可完成多种类型零件不同工序的加工,如卧式车床、万能外圆磨床及摇臂钻床等。
②专门化机床工艺范围较窄,它是为加工某种零件或某种工序而专门设计和制造的,如铲齿车床、丝杠铣床等。
③专用机床工艺范围最窄,它一般是为某特定零件的特定工序而设计制造的,如大量生产的汽车零件所用的各种钻、镗组合机床。
2.按照机床的工作精度,可分为普通精度机床、精密机床和高精度机床。
3.按照重量和尺寸,可分为仪表机床、中型机床(一般机床)、大型机床(质量大于10t)、重型机床(质量在30t以上)和超重型机床(质量在100t以上)。
4.按照机床主要器官的数目,可分为单轴、多轴、单刀、多刀机床等。
5.按照自动化程度不同,可分为普通、半自动和自动机床。
三.自动机床具有完整的自动工作循环,包括自动装卸工件,能够连续的自动加工出工件。
半自动机床也有完整的自动工作循环,但装卸工件还需人工完成,因此不能连续地加工。
Ⅱ、刀具种类(一)刀具分类由于机械零件的材质、形状、技术要求和加工工艺的多样性,客观上要求进行加工的刀具具有不同的结构和切削性能。
因此,生产中所使用的刀具的种类很多。
机械工艺夹具毕业设计103电机座液压夹紧粗镗夹具
前言四年的大学生活马上就要结束了,我们也进入了大学生活的最后一个阶段——毕业设计。
毕业设计是对我们四年来所学知识的大总结和测验我们对所学知识的掌握,也是向我们今后即将从事的工作的正常过渡。
设计的正确程度也标志着我们四年来对所学知识的掌握和熟练运用程度。
四年来,在我院老师及领导的精心关怀和指导下,我学习了机械设计制造与设备专业的有关知识,同时也了解了一些相关学科的基本情况,为毕业设计打下了坚实的基础。
我们这次设计的题目是《电机座液压夹紧夹具》。
我所设计的部分主要是夹具部分主要是夹具方面,对液压涉及的比较少,只是在典型零件介绍中简要提了一下。
图书馆中对这一方面的资料还是又不少相关资料,但是重复很多而且计算很少。
通过整个设计过程,让我懂得了只有阅读大量的有关知识,触类旁通,精密构思与计算,仅仅靠所学的知识是远远不能解决设计过程中所遇到的难题,通过实习和在院先进制造研究所的观察和分析,对电机座的加工工艺有了一个初步了解。
综合以上各种材料,得出了现在比较满意的结果。
在姜无疾老师的辛勤指导下和同组同学的帮助下,我的这次设计取得了基本成功。
本次设计可以说是对所学知识的综合运用,也是第一次单独面对这样庞大的设计工作。
鉴于本人水平有限,经验不足,设计中难免有不足之处,请各位老师同学批评指正。
1第 1 章毕业设计的目的和任务1 毕业设计的目的通过本次毕业设计,我们能够达到以下目的:1.1 培养我们综合运用和巩固扩展所学知识,提高理论联系实际的能力;1.2 培养我们收集、阅读、分析和运用各种资料,手册等科技文献的能力;1.3 使我们更加熟练的运用AUTOCAD、Word 等计算机办公软件,提高计算机辅助设计的能力;1.4 训练和提高机械设计的基本理论和技能1.5 培养独立思考,独立工作的能力;1.6 培养我们的团队合作意识。
2 毕业设计的任务在姜无疾老师的带领下,我们进行了一段毕业设计前的准备,比如查询资料,进行必要的毕业实习,然后结合自己所掌握的资料提出设计任务并进行设计。
风能发电机转子支架钻模的设计及工艺设计
目录前言 (1)1 课题介绍 (3)2 风能发电机转子支架钻模的设计 (4)2.1、加工产品的介绍 (4)2.2、风能发电机转子支架钻模加工演示 (5)2.3 钻模简介及选择 (6)2.3.1、钻模的定义及优点 (6)2.3.2、钻模的类型及选择 (6)2.3.3、钻模板的类型及选择 (8)2.3.4、钻套的类型与选择 (11)2.4钻模的设计 (13)2.4.1、定位方案 (13)2.4.2、夹紧方案 (14)2.4.3、钻套的设计 (15)2.4.4、钻模板的设计 (16)3、风能发电机转子支架钻模的工艺 (19)3.1钻模板的工艺 (19)3.2、定向键的加工工艺 (22)参考文献 (24)总结 (25)致谢 (26)前言众所周知全球的能源争夺战已经进入白热化阶段,随着人类社会的进步,人口的增长,地球上的各种资源渐渐被消耗枯竭,人类正面临着严重的能源危机,我们迫切的寻找各种能替代的新型能源。
世界能源危机是人为造成的能源短缺。
其中石油资源将会在一代人的时间内枯竭。
它的蕴藏量不是无限的,容易开采和利用的储量已经不多,剩余储量的开发难度越来越大,到一定限度就会失去继续开采的价值。
在世界能源消费以石油为主导的条件下,如果能源消费结构不改变,就会发生能源危机。
另一大资源煤炭虽比石油多,但也不是取之不尽的。
代替石油的其他能源资源,除了煤炭之外,能够大规模利用的还很少。
人类已经估计到,非再生矿物能源资源枯竭可能带来的危机,从而将注意力转移到新的能源结构上,探索、研究开发利用新能源资源。
现在已经开发的新型能源有∶燃料电池、甲醇、生物能、太阳能、潮汐能和风能等,但是迄今为止只有水利发电和核能有明显的功效。
不过风能却有很大的研究价值和发展潜力。
风能是太阳辐射下流动所形成的。
风能与其他能源相比,具有明显的优势,它蕴藏量大,是水能的10倍,分布广泛,永不枯竭,对交通不便、远离主干电网的岛屿及边远地区尤为重要。
风力发电,是当代人利用风能最常见的形式,自19世纪末,丹麦研制成风力发电机以来,人们认识到石油等能源会枯竭,才重视风能的发展,利用风来做其它的事情。
600机XYZ三轴电机床切削加工

600机XYZ 三轴电机床切削加工一简介:600机三轴电机传的材质是HT200铸件毛坯,按图纸的尺寸、形位公差要求铸件毛培作退火热处理(Th196~229)工件内孔的半精加工。
2、精加工在夹具中一次装夹完成以保证工件的质量要求。
关键词:夹具、工件定位、镗刀、刀具定位、内孔精加工。
难点;孔φ47 +0.02 +0.01 X33±0.05,基准面B 与C 面D 面平行度。
二、零件工艺分析;600机三轴电机传.如图1图2所示,工件材质是铸件毛培,工件整体之积小,外表面各尺寸,行位精度一般,粗加工可通过画线校正后,在车床,铣床上加工,而内孔的尺寸精度、形位公差要求较高,例如;φ110×7内孔主口对工件中心轴线的同轴度为0.005mm ,φ47×33mm 内孔直径公差:+0.02+0.01mm ,而C 、D 两端面对基准面B 的平行度是0.01mm ,长度尺寸33mm 公差只允许±0.05mm ,要达到图纸以上的要求,工件内孔半精加工,精加工最好在夹具中定位,夹紧一次装夹加工完成,减少校正时间,保证质量。
内孔精加工之前,孔内应留1mm 余量、而基准面B 、内端面C 、和D 留0.5mm 余量,工件各外表面按图加工至尺寸。
E 、F 表面图纸中没有位置公差限制,为了精加工内孔在夹具准确快速定位,E 、F 两垂直度控制在0.05mm 公差范围.工件总长170mm ,而孔φ4701.002.0++mm 深至160mm ,C 、D 两面有长度33±0.05mm 尺寸限制,用常规办法用单一镗刀加工,一来不好观察,二来不好控制,如果用镗刀杆架上两把小镗刀同时加工φ70mm内孔和φ4702.0+mm 内孔,并用镗刀的精确间距定位保证33±0.05这长度尺寸,效果会更好。
见图4.三、600机三轴电机座加工工艺:(见工艺表)四、夹具设计:600机三轴电机座专用夹具见图3,.夹具材料:ZG200-400铸钢件,坯件在机加工之前作退火处理,目的清除铸钢件内应力,改善切削性能稳定内部组织。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电机座加工工艺及夹具设计
【摘要】电机座是机床上数量较多的零件,它的精度直接影响到机床的精度、性能等。
加快电机座的加工速度、降低电机座的加工成本可以增加机床的竞争优势。
【关键词】电机座;工艺;夹具
在机器中支承或容纳零部件的零件称之为机架,电机座作为机架的一种,设计的时候应考虑到机架设计需要保证的特性:刚性、强度及稳定性,还要满足机架的一般要求,如抗震性好、热变形对精度影响小、结构设计合理、工艺性好、便于铸造加工、安装调整方便以及经济美观等。
电机座是数控机床拖动环节中重要的零部件之一,使用数量大,属于小箱体类零件,主要作用是联接伺服拖动电机和滚珠丝杠,因此对该零件的制造精度、加工效率的要求都很高。
安装轴承处孔的大小为Φ62H7,该孔对电机安装面垂直要求不大于0.01,压盖的安装面装轴承孔中心的跳动不大于0.01;电机止口大小为Φ110H7,其中心线对轴承座处中心线同轴度要求不大于Φ0.02,电机的安装面对电机止口中心线的跳动要求不大于0.01。
1.电机座加工工艺性分析
电机座用于连接电机与丝杠,并将其固定在基座上。
加工中心三轴的定位精度、重复定位精度等对电机座的精度有很大关联。
因此电机座精度对加工中心的成品精度起到决定性的作用。
我们公司的电机座,经过几年的不断改进,已具有良好的工艺性、经济性。
下面对电机座加工的重点部位进行分析:
1.1电机座毛坯因铸造工艺、留量、木型、拔模斜度、车间当时温湿度以及供货商不同等因素,电机座之间存在很大差异,无法寻找折中的部位作定位和装置,而且车间内部取消了划线工序。
以上为电机座的夹具设计造成很大麻烦。
我们现在的解决方案为增加一道工艺序,在此序使用机床手脉粗略的定位并加工出装置面和定位面。
要求此序夹压简单,耗时少。
影响精度的主要因素有:操作者的技术水平以及责任心。
1.2作为机床上的拖动环节,作用是拖动装配体在导轨上运行,要求丝杠与导轨的平行度好,反映到电机座上就是轴承孔、电机止口连线与基面的平行度(要求0.01),因电机座的结构问题(只有2个面可以作为装置面使用,无法使上述2个加工部位在一次夹压内完成),只能在2个工序内完成。
可以在加工前精修夹具,检测一下此面与机床Z轴(卧式加工中心)的平行度(要求0.008)。
影响精度的主要因素有:设备精度、刀具(Φ62H7镗刀)、夹具。
1.3电机座位于电机与丝杠之间(丝杠与电机之间使用联轴节连接)。
电机与电机座止口配合,丝杠与电机座轴承口内的轴承(3个)配合。
为了保证机床工作平稳,要求电机与丝杠同轴度要达到一定的精度。
这个精度反映到电机座上就是电机止口与轴承安装孔的同轴度(要求0.01)。
可以由设备在一次夹压内加工完成来保证。
影响精度的主要因素有:设备精度、刀具(轴承安装孔Φ62H7需使用200长的镗刀)。
总上,电机座的加工存在几个重点部位,都可以很容易解决,具有良好的加工工艺性。
设计夹具主要需要考虑的是电机座的加工的经济型。
2.电机座的加工工艺略述
总结上一小节的叙述,电机座的加工分为3序:工艺序、铣基面、镗孔。
2.1粗铣装置面(加工工艺性分析1.1)。
电机座属于批量生产零件,首件加工时使用机床粗略的确定零件在机床上的位置,后续的零件按照此位置校准。
加工出下序所需的装置面以及定位面。
此序存在的问题主要表现在,铸出的轴承孔与电机止口的同轴差1~5mm。
解决方案为,用铧钻检测轴承孔与电机止口的位置,作用与划线相似,有点不同就是可以加工下序的定位面,使下序的加工方便,快捷。
使用设备卧式加工中心、立式加工中心。
建议使用立式加工中心,可以有效的降低加工成本,提高电机座加工的经济性。
2.2铣基面(加工工艺分析1.2)。
使用上序加夹具置面、定位面夹压电机座。
加工电机座与基座的装配面、定位销孔、安装孔等。
使用设备卧式加工中心、立式加工中心。
建议使用卧式加工中心,可以旋转工作台,减少1次夹压。
2.3镗孔(加工工艺分析1.3)。
使用基面、定位销、M10螺栓,模拟电机座的工作状态夹压。
依次加工电机安装面、止口、轴承孔端面、轴承孔、各种螺纹孔,需旋转卧式加工中心工作台1次。
使用卧式加工中心加工。
2.4电机座的加工与其他零件的加工一样,有以下几条经验:
(1)粗加工时先面后孔,平面的接触面积大,定位稳固可靠,而且大部分的零件的装配和设计基准都是平面,可以使设计、定位、装配的基准重合,减少误差,降低变形,提高精度;精加工时先孔后面,产品装配涉及孔时,先装配的是孔的位置,然后才是面,孔决定面,所以精加工时要先加工孔,然后加工孔所在的平面。
对于钻孔无论粗精都是先加工面,后加工孔,这样可以避免钻孔时孔的偏斜和钻头的崩刃。
(2)粗、精加工分开。
零件加工的时候,会因加工过程中的受力与温度的变化产生变形,变形的大小与零件的结构、刚性等因素有关系。
粗加工完成时需将零件时效,释放应力后再进行精加工,这样可以提高零件的精度,以及装配成品的稳定性。
在零件结构好、刚性强、内应力小的前提下,粗加工产生的变性小,此时可以在面粗加工完成后粗加工孔,最后依次精加工孔、面。
电机座的加工镗孔序的加工顺序为粗铣-粗镗-转工作台180°-铣-转工作台180°-精镗-精铣。
(3)零件中若有形位公差要求,需将形位公差的相关位置集中加工。
这样可以提高形位公差的精度。
3.电机座夹具的设计
电机座夹具的设计应考虑到装置、定位、夹压、效率等方面:
3.1保证电机座的各项精度。
设计夹具是最重要是保证零件的各项精度,在保证定位、夹压、对刀等方面的方案准确的前提下提高效率。
夹具的工装等级比零件要高1级。
3.2夹具上各零部件尽量选用厂内标准零件,这样可以避免一些夹具设计的错误,降低设计者的工作量,减少备件,缩短制造周期,降低制造成本,提高夹具的质量。
3.3夹具使用的安全性,扳手应有足够的空间;而且在扳手的操作范围内应注意不应有锋利的边缘,以免对操作者造成伤害;夹紧方向尽量在前侧活右侧,方便用力。
3.4夹具应具有良好的工艺性、经济性,夹具的加工、装配都应该本着方便、简单的思想,应有可以通过调整、加修等定期修正夹具的方法。
并且应在满足需要的前提下,尽量降低夹具的成本。
3.5根据车间情况对各序工装设计思路:
(1)第1序的夹具,夹具在立式加工中心工作台上的位置偏前,便于装夹;
电机座上确定位置的部位在前侧,便于操作者观察、确定位置。
一个夹具上安装4个电机座。
(2)第2序的夹具,夹具位于工作台的中间,可使电机座前后两面都可以加工到;电机座的定位使用2顶1靠的方式。
一个夹具上安装2个电机座。
(3)第3序夹具,夹具位于工作台的中间,使用弯板类夹具,电机座安装面与工作台垂直,方面在加工前精修装置面;定位方式使用销孔定位,定位销比销孔小0.1mm,方便安装。
一个夹具上安装4个电机座。
(4)第1序使用立式加工中心,第2序、第3序设计加工多面使用卧式加工中心。
3.6改革与创新是一个企业可持续发展的源动力,下一步的工作重点是对夹具进行改进,使用液压夹具实现夹压定位的自动化;使用测头完成对刀的自动化。
进一步提高零件质量,降低操作者的工作量。
【参考文献】
[1]王文斌.机械设计手册.北京:机械工业出版社,2005.。