光学元件技术要求与检验国际新标准
氯化钠光学元件-最新国标

氯化钠光学元件1 范围本文件规定了氯化钠光学元件(以下简称氯化钠)的技术要求、试验方法、检验规则及包装、标志、运输和贮存等要求。
本文件适用于氯化钠光学元件的制造与验收。
2 规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 1185-2006 光学零件表面疵病GB/T 2831-2009 光学零件的面形偏差GB/T 7661-2009 光学零件气泡度GB/T 32561.1-2016 红外光学硫系玻璃测试方法第1部分:均匀性GB/T 32561.2-2016 红外光学硫系玻璃测试方法第2部分:条纹度GB/T 34184-2017 红外光学玻璃红外折射率测试方法偏折角法GB/T 903-2019 无色光学玻璃3 术语和定义本文件没有需要界定的术语和定义。
4 技术要求4.1 密度在25 ℃时,氯化钠的密度为(2.164±0.1)g/cm3。
4.2 晶向氯化钠晶向为<111> ,<110>,<100>。
4.3 维氏硬度载荷为200 g时,沿(100)方向维氏硬度值为(22.01±0.5)kg/mm2。
4.4 熔点氯化钠熔点为(801±1)℃。
4.5 溶解度不同温度下,氯化钠溶解度应符合表1要求,溶剂为水,误差不得超过±3%。
表1氯化钠的溶解度1在(0.4~14)μm波段内,氯化钠的平均透过率不小于90.5%。
4.7 反射损耗在10.6 μm处氯化钠两个表面的反射损耗为7.6%±0.1%。
4.8 折射率氯化钠折射率应符合表2要求。
表2 氯化钠的折射率在2.7 μm处氯化钠光吸收系数不大于1.64×10-4cm-1。
4.10 折射率温度系数氯化钠折射率温度系数应符合表3要求。
iso-10110中文国际光学制图标准.pdf

国际10110光学制图标准的执行——适用于国家点火装置此文件为国际讨论会第44届年会之光学科学、工程学、仪器学会专供材料1999年7月国际10110光学制图标准的执行——适用于国家点火装置摘要1996年,国家点火装置(NIF)工程决定选取ISO-10110标准作为NIF光学制图标准。
7000个大型NIF光学器件和20000多个小型NIF光学器件都将依照ISO-10110标准生产制造。
ISO-10110标准满足NIF光学规范中的所有要求。
它为光学工程师统计、交流光学规范提供了平台。
当没有单独的制图标准能够满足高能量激光系统所需时,ISO-10110标准(及详细备注)解决了这一问题,它成功的将国际制图标准应用到了NIF激光系统当中。
本文将简述利弗莫尔国家实验室的研究结果和ISO-10110制图标准的实施,并列举NIF光学制图的某些案例,以及应用ISO-10110标准的正反意见。
本文重点是NIF光学器件的表面缺陷规格,称为5/。
1. 序言1996年,经172个 ISO技术委员会和1个分技术委员会批准并颁布了ISO-10110文件,文件第1-13章的总标题为“光学和光学仪器——适用于光学元件和光学系统制图”。
ISO-10110标准具体说明了设计情况,以及技术图纸(生产制造和检测中的技术图纸)中对光学元件的功能要求。
此标准已被国际光学供应社团所广泛认可,同时也引起了越来越多美国商家的注意。
在NIF早期作业的准备过程中,采购7000个大型光学器件(孔径尺寸≥40cm)和20000多个小型光学器件(孔径尺寸≤15cm),这将大大超过未来几年的采购量。
在NIF工程未来30年的运作中,美国光学制造业将继续提供返修和更换的器件。
我们试图购买能够满足NIF高端技术、生产安排及成本需求的光学器件。
为研发成功,我们为每个光学器件寻找合适的标准,以便可以向光学供应商清晰的表述要求。
三年半前,当着手为NIF光学器件制定规格时,我们需要一份能够满足光学规范和制图需要的标准。
光学元件技术要求与检验国际新标准.ppt
G Rq L
PM Rq C/D
P PSD C/D
3.4 其它部分
• 关于列表方式(Part 10)
• 关于非公差数据 ➢ Part 11给出一系列数据 ➢ Leica公司也给出一系列参考数据
• 关于非球面
非旋转对称
椭球面 双曲面 抛物面 锥面(ab)
柱面
非球面 绕Z轴旋转对称面
椭球面 双曲面 抛物面
球面 锥面(a=b) 平面(斯密特校正板)
坐标轴不重合的回转面 环带面
4. 值得关注的若干问题 4.1 分级相反的规定
材料缺陷-非均匀性及条纹的分级与国 内标准分级含义恰恰相反。
ISO 数字小
国标 数字小
值大(差) 值小(高) Hoya都如此见附录4.1
Schotl、
附录4.1 国标光学均匀性及条纹度
3. 基本内容与说明 3.1 基本内容
ISO10110包括十三个部分,大致 分四个方面:
第一,一般规范:Part1 概述 第二,光学材料缺陷,包括:
Part2 应力双折射 Part3 气泡与杂质 Part4 非均匀性与条纹
第三,表面特性,包括: Part 5 表面面形偏差 Part 6 中心偏差 Part 7 表面缺陷公差 Part 8 表面微观轮廓
B/G×J ;CN×B;Pz
➢ 表面粗糙度(GB1031-83《机械…》)
Ra=0.012m ▽14
• ISO10110-7
Ⅰ. 5/N×A;CN’ ×A; LN”×A”; EA’” Ⅱ. 5/TV或RV,EA’”
• 用Suface texture
• 无严格对应关系
• 对于较好的波面: • 对于不规则波面:
2PV(Power)≈ N
光学元件技术要求和检验国际新标准

第三,表面特征,涉及:
Part 5 表面面形偏差
Part 6 Part 7 Part 8
中心偏差 表面缺陷公差 表面微观轮廓
第四,其他要求,涉及:
Part 9 表面处理与镀膜
Part10 透镜元件数据旳列表表达
Part11 非公差数据
Part12 非球面
Part13 激光辐射损伤阈值
3.2 一般规范 基本要求:波长:546.07nm 单位:mm 温度:22°±2° 视图:阴影线;无阴影线
提议
• 普及方面:举行短训班,知识讲座等 • 提升方面:
加强新概念旳认识和了解以及 研究报 导有深度旳论文,如PSD旳应用及检验原 则;抛光微缺陷旳定量测试与分级等
• 新国标旳修订方面: • 直接全方面采用? • 修改制定国标?
6 结语
• ISO10110内容及其丰富 • 仅就个人感到主要旳几种内容作粗浅旳
Ra=0.012m ▽14
• ISO10110-7
I. 5/N×A;CN’ ×A; LN”×A”; EA’” II. 5/TV或RV,EA’”
• 用Suface texture
表4.4 措施I用旳疵病原则板旳详细数值
SCRATCH SAMPLE
10 20 40 60 80
DIG SAMPLE
4. 值得关注旳若干问题
1. 分级相反旳要求 材料缺陷-非均匀性及条纹旳分级与国
内原则分级含义恰恰相反。
ISO 数字小
国标 数字小
值大(差) 值小(高) Hoya都如此见附录4.1
Schotl、
附录4.1 国标光学均匀性及条纹度
附录 4.2 几家企业材料非均匀性原则旳比较
附录 4.3
用Δn=eλ/t 求解材料厚 度、均匀性 及波前畸变 旳关系。
光学零件通用技术要求最新
平板零件的类型 不平行度
滤光镜 高精度 3″-1′
保护镜 一般精度 1′-10′
分划板
10′-15′
表面涂层的反射镜 10′-15′
背面涂层的反射镜 2″-30″
光楔精度 公差 高精度 ±(0.2″-10″) 中等精度 ±(10″-30″) 一般精度 ±(30″-1 ′)
十三、对光学部件的技术要求
方案之3:光圈检验
外表形状公差〔N 、ΔN〕
n 对光圈数N和局部光圈ΔN的要求
n 光波在被检光学外表与参考光学外 表间由于干预所形成的条纹。它表 示被检光学零件外表曲率半径误差。
R
4NR2
D2
n 被检光学零件外表与参考光学外表由干 预所形成的干预条纹的不规那么程度, 它表示面形精度。
n ΔN应由光学设计确定。
第二节 对光学零件的要求
n 透镜
曲率半径及面形精度 中心误差 外圆直径及公差 厚度及公差 外表粗糙度 外表疵病 气泡度
棱镜
角度及直线尺寸误差 屋脊棱镜误差 非圆形零件的保护性倒角 平面度 分辨率 研磨外表的粗糙度 抛光外表的疵病 气泡度
一、气泡度q
n 限定气泡大小,可以不限制也可以限制数量
n q=0.01 n q=0.01×3
n N和ΔN的取值应协调一致。一般ΔN= 〔0.2~0.1〕N
曲率半径及面形精度
三、标准样板精度等级△R
n 标准样板的精度ΔR分为A、B两级。
精
标准样板的曲率半径R
度 0.5~5 >5~10 >10~35 >35~350 >350~1000 >1000~4000
等
半径允差
级
ΔR(µm)
相对R名义尺寸的百分比
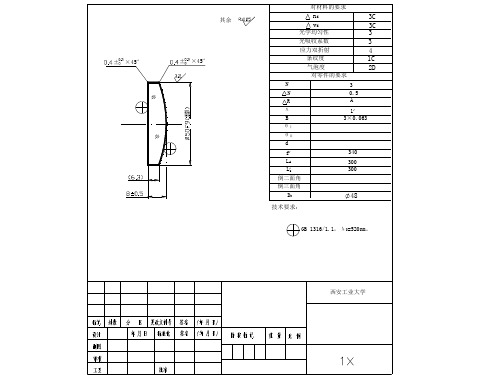
十五、光学零件图
光学元件检验标准
光学元件检验标准《光学元件检验标准,你知道多少?》嘿,小伙伴们!你们知道吗?在我们生活中那些神奇的光学产品背后,可有着一套严格的光学元件检验标准呢!这就好像是一场超级重要的考试,只有通过了才能成为优秀的“光学小战士”。
比如说我们常见的眼镜片,这小小的东西可有着大讲究。
检验人员就像是超级侦探,拿着各种神秘的工具,对镜片进行仔细的“审查”。
他们会看镜片的清晰度,哎呀,这要是不清晰,戴上眼镜不就跟没戴一样啦?难道你愿意看东西还是模模糊糊的吗?还有那些望远镜的镜片,要是检验不过关,那我们用望远镜看星星的时候,看到的难道是一堆模糊的光斑?那多扫兴呀!检验的时候,可不光是看看这么简单。
他们要测量镜片的厚度是不是均匀,这就好像做蛋糕,要是有的地方厚有的地方薄,那能好吃吗?镜片也是一样呀,不均匀怎么能给我们带来清晰的视野呢?还有啊,光学元件的表面不能有划痕。
这就好比我们漂亮的脸蛋,如果有了划痕,那得多难看呀!你想想,要是镜片上有划痕,看东西的时候不就总有个道道挡着吗?而且,对于镜片的折射率也要严格把控。
这折射率就像是镜片的“本领”,本领大不大,决定了它能不能出色地完成任务。
要是折射率不对,那成像效果能好吗?我曾经好奇地问过检验员叔叔:“叔叔,这么严格的检验标准,不累吗?”叔叔笑着说:“孩子,这可关系到大家使用的效果和安全,累也值得!” 听到这话,我心里可敬佩他们啦!其实,光学元件检验标准就像是给光学元件们设立的一道道关卡,只有那些真正优秀的才能通过。
这就好像我们参加比赛,只有实力最强的才能拿到冠军。
如果没有这些标准,那市场上不就会有很多不合格的产品吗?那我们的生活不就会变得乱糟糟的?所以呀,光学元件检验标准可太重要啦!它能保证我们用到高质量的光学产品,让我们的生活更加清晰、更加美好!小伙伴们,你们说是不是呀?。
光学元件技术要求与检验国际新标准
±2
±1
3
4
H3b
H4b
H3b
H4b
A2
A1
±0.5
5
附录 4.3 用Δn=eλ/t 求解材料厚 度、均匀性 及波前畸变 的关系。
4.2 关于表面形状偏差
• ISO10110-5,3/A(B/C)RMSx • 我们习惯于N,ΔN • 干涉仪中描述波面常习惯于用波
前PV,Power,RMSx值表示
ISO10110-3
1/N×A
ISO10110-4
2/A;B
ISO1011 0-5
3/A(B/C); 3/(B/C) 3/=表面形状偏差编 码号; 3/A(-/C); 3/A(B);3/-; 3/A(B/C)RMSX∠D all¢) 其余见后说明 4/б /τ /б(L) 4/定中心偏差编码号 б=面倾向τ=胶合楔 角L=横向偏移量
ISO1011 0-6
ETD n 1 3438 弧分 δ Φ
L f ETD 1 mm 1 1 R1 R2
ISO1 5/N×A; 0110 CN’×A’ -7 LN”×A”; EA” (方法1) 5/TV或 /TV;EA” 5/RV或 RV;EA” (方法2)
ISO10110
Optics and Optical InstrumentsPreparation of Drawing for Optical Elements and Systems.
光学元器件与仪器 — 光学元 件及系统图纸绘制
该标准文件全面制定了用于光 学加工与检验光学元件及系统的技
术图纸绘制及其技术要求的总的技
1 1.5 2 3 4 6 8
号
1 2 3 5 10 15 20 30 40 50
光学零件通用技术要求
级
ΔR(µm)
相对R名义尺寸的百分比
A
0.5 1.0
2.0
0.02
0.03
0.03R/1000
B
1.0 3.0
5.0
0.03
0.05
0.05R/1000
四、曲率半径R
❖ 透镜表面的曲率半径应该符合国标规定。 ❖ n的取值为1000,500,250,125,公比
q n 10
五、表面粗糙度
① 轮廓最大高度—Ry
❖ ΔN应由光学设计确定。
❖ N和ΔN的取值应协调一致。一般ΔN= (0.2~0.1)N
曲率半径及面形精度
三、标准样板精度等级△R
❖ 标准样板的精度ΔR分为A、B两级。
精
标准样板的曲率半径R
度 0.5~5 >5~10 >10~35 >35~350 >350~1000 >1000~4000
等
半径允差
方案之1: 球径仪测量曲率半径
方案之2: 轮廓仪测量面形
方案之3:光圈检验
表面形状公差(N 、ΔN)
❖对光圈数N和局部光圈ΔN的要求
光波在被检光学表面与参考光学表面 间由于干涉所形成的条纹。它表示被 检光学零件表面曲率半径误差。
R 4NR2
D2
❖ 被检光学零件表面与参考光学表面由干 涉所形成的干涉条纹的不规则程度,它 表示面形精度。
I
第二光学平行差
II
棱差的分类
2、屋脊棱镜的双像差
棱镜的其他要求
• 保护性倒角
最短棱边 长度 3--6 >6~10 >10~30 >30~50 >50
二面角倒角 宽度
三面角倒角 宽度
倒角位置
0.1 + 0.1 0.2+0.2 0.4+0.3 0.6+0.4 0.8+0.5
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Ra 0.012
Rq15nm
?
Rq2.0~0.5nm
• 国外光学元件表面粗糙度要求(RMS)
细磨玻璃表面、磁盘表面 良好的机械加工表面 单点金刚石切削表面 普通光学元件 超光滑光学元件 特殊超光滑光学元件 10nm- 几m 10nm- 1m 3-15nm 1.5-2.5nm <0.5nm <0.1nm
光学元件技术要求国际新标准 及其在我国推行与研究现状
基本内容
1. 概况
2. 3. 4. 5. 6.
背景 基本内容及简要说明 值得关注的若干问题 推行及研神光Ⅲ 装置规定以ISO10110为基础制定各
种技术要求 • 上海地区光学商贸往来 • NIF: 1999年7月SPIE会议两条信息: (1) NIF光学图纸均按ISO10110标准实施 (2) MIL-0-13830A与ISO10110的转换关系
ISO1011 0-6
ETD n 1 3438 弧分 δ Φ
L f ETD 1 mm 1 1 R1 R2
ISO1 5/N×A; 0110 CN’×A’ -7 LN”×A”; EA” (方法1) 5/TV或 /TV;EA” 5/RV或 RV;EA” (方法2)
3.3 列表说明各部分内容 所在部分 ISO10110-2 编码 0/A 解 说 0/=材料应力双折射的编码 号 A=最大光程差(OPD),以 nm/cm为单位 1/=材料气泡及杂质编码号 N=气泡和/或杂质数目A=气 泡分级数(尺寸),以mm 为单位所允许缺陷最大尺寸 截面面积的平方根 2/=材料非均匀性和条纹编码 号,A=非均匀性级数,B=条 纹级数
• 起草与颁布
◊ ISO/TC172/SC1/WG2/于1979年起草 “光学制图表示法” ◊定名为ISO10110 ◊依据DIN3140 差异 *表面粗糙度;*干涉波面描述;….. ◊1980年4月16日通过 ◊1996年发布1,2,3,5,6,7,9,10 1997年发布4,8,11,12,13
4.2.1 被测表面偏差分解与A、B、C
Sagitta/A
PV/B(RMSt)
PV/C(RMSi)
-b-d=e (RMSa)
4.2.2 3/…与USA用法的关系
由上图分析,及下图(干涉仪说明书)得出 • Power=Sag
4.2.3 PV,Power与3/…关系
• PV— 相当于3/A (B/C)RMSX中的
5/=表面缺陷编码号; N=缺陷数目 A=级数(缺陷面积的平方根) C=镀膜缺陷标志; N’=镀膜缺陷数目 A’=级数(缺陷面积的平方根) E=倒棱标志; A=倒掉棱的尺寸 L=长划痕标志; N”=长划痕数目 A”=级数(划痕宽度,mm) T=透过检验; V=可见度的级数 R=反射检验;E,A”=倒棱,同方法1
Hoya都如此见附录4.1
Schotl、
附录4.1 国标光学均匀性及条纹度
光学均 折射率最 条纹度类 距离及结 别 果说明略 匀性类 大偏差 *10-6 别 00 H1 ±2 无 ±5 0 H2 无 ± 10 1 H3 无 2 ± 20 H4 有
附录 4.2 几家公司材料非均匀性标准的比较
Hoya Dhara 折射率变 ISO10110-4 Schott 化×10-6 DIN3140 (类别) (类别) (级别) (级别) 0 ±50 ±20 ±5 1 2 H1a H2b H1a H2b A20 A5
ISO10110
Optics and Optical InstrumentsPreparation of Drawing for Optical Elements and Systems.
光学元器件与仪器 — 光学元 件及系统图纸绘制
该标准文件全面制定了用于光 学加工与检验光学元件及系统的技
术图纸绘制及其技术要求的总的技
ISO10110-13 6/Hth;λ;pdg; fP; 6/=激光辐射破坏 阈值编码号 Nts x NP(脉冲的) 6/Eth;λ;Nts(连续的) Hth=能量密度阈值; λ=激光波(nm) pdg=脉冲宽度分组; fP=脉冲重复率; Nts =所需要的检 验部位数; Np=每一个检验部 位的脉冲数;Eth= 功率密度阈值
学习基本内容
• ISO 10110 : 共13部分 • ISO10110 A User’s Guide • ANSI PH 3.617-1980 • BS 4301:1991 • 国内一些标准:光学设计手册,
1996
2.背景
• 组织体系
1947年成立ISO TC172-光学元件与光学仪器 (1979) (9) SC1-基本标准 WG1 光学检验 WG WG2 光学制图 WG3 环境检验
ISO10 110-8
G Rq L
PM Rq C/D
P PSD C/D
=表面轮廓符号G=粗表面轮廓标志(粗磨); Rq=最大可允许RMS表面粗糙度(μm); L=取样长度(mm) P=镜面表面(抛光过的),非定量的 PM=有微缺陷抛光面分级符号M=1.2.3或4 C=下限取样长度(mm);D=上限取样长度(mm); PSD=功率谱密度;A=常数,以(μm)3-B表示;f=粗 糙度表面的空间频率(mμ-1);B=是空气频率的指数, <1<B<3
标准 板 N0.2
SCRATCH SAMPLE 10 20 40 60 80
DIG SAMPLE 5 10 20 40 50
• MIL-O-13830A
表4.6划痕/坑点号码与尺寸对照表
划 痕 坑
(如:40/20)
点
号
10 15 20 30 40 60 80
码
最大宽度 (μm)
1 1.5 2 3 4 6 8
KDP开关 T: λ/4 晶体
4.3 表面缺陷问题
• 早期 : “光学量度”把光学机械表面质量(60
年代): 光学表面光洁度PI … PVII ― 缺陷 机械表面光洁度▽1-14 ― 粗糙度 • 现用“光学设计手册” (90年代): 光学表面疵病(GB1185-89) B/G×J ;CN×B;Pz 表面粗糙度(GB1031-83《机械…》) Ra=0.012m ▽14
“B”(去除球面)、“C”(去除非球面) 值; • RMS— 相当于3/A (B/C)RMSX中的 “RMSX”;x=t, i, a • Power— 相当于3/A (B/C)RMSX中的 “A”。
(注意单位转换)
4.2.4 关于PV值的理解
• 定义:最大峰谷值
PV
• 可能的形状:同一PV值的不同波面或光学表面
ISO10 110-9
λ=涂膜符号 =涂膜技术要求与说明 保护性表面处理(涂漆……)
3.4 其它部分
• 关于列表方式(Part 10)
Left surface R 60.43 CC e 35 Protective chamfer 0.2–0.4 () AR 207b 3/ 2(0.5) 4/ 5/ 50.16; L2 0.04; E 0.5 Material specification BK7 ne 1.518720.001 e 63.96 0.8% 0/ 10 1/ 50.16 2/ 1;2 Right surface R 50.17 CX e 34 Protective chamfer 0.2– 0.4 () – 3/ 3(1) 4/ 2 5/ 5 0.16; L2 0.04; E 0.5
号
1 2 3 5 10 15 20 30 40 50
码
最大直径
10 20 30 50 100 150 200 300 400 500
• NIF光学图纸是从MIL-O-13830A
转换用 ISO10110-7规范 • 我国 *一个如何制定问题 *一个如何检验问题 *标准板的制作 *检验设备的研制
4.4 关于表面结构特性 表面抛光程度 ,即表面粗糙度的容 许量和表示法与国内差异较大。倍加注 意:用机械表面标准表述光学表面是极 不充分的。
4.2.2 关于PV值及Power值与N及ΔN
• 无严格对应关系
• 对于较好的波面: • 对于不规则波面:
2PV(Power)≈ N 2│PV- Power│≈ΔN 2 Power ≈N
结论
• 单纯用PV值(指标)评定波面或镜面是不够的 • 应指出是相对于最佳拟合球面的PV值或就
是两波面最大距离的PV值 • 考虑到波面的旋转对称性是十分重要的, 尤其在神光装置中的补偿效果 • 建议:定义的PV值用大写;用最佳拟合球 面分离出的PV值用小写,以示区别
• ISO10110-7
Ⅰ. 5/N×A;CN’ ×A; LN”×A”; EA’” Ⅱ. 5/TV或RV,EA’”
• 用Suface texture
表4.4 方法I用的疵病标准板的具体数值
标准 板 N0.1 级数A mm 0.004 0.006 0.010 0.016 0.025 0.040 0.040 0.060 0.100 0.160 0.250 0.400 圆“缺陷”直径 “划痕”尺寸 μm μm 4.5 1×16 7 1.6×25 11 2.5×40 18 4.0×63 28 0.3×100 45 10×160 45 10×160 70 16×225 110 25×400 180 40×630 280 63×1000 450 100×1600
ISO10110-3
1/N×A
ISO10110-4
2/A;B
ISO1011 0-5
3/A(B/C); 3/(B/C) 3/=表面形状偏差编 码号; 3/A(-/C); 3/A(B);3/-; 3/A(B/C)RMSX∠D all¢) 其余见后说明 4/б /τ /б(L) 4/定中心偏差编码号 б=面倾向τ=胶合楔 角L=横向偏移量
• 关于非公差数据 Part 11给出一系列数据 Leica公司也给出一系列参考数据