鞍钢鲅鱼圈4038m3高炉停炉检修开炉实践
3#炉停炉检修及开炉工作总结

3#炉停炉检修及开炉工作总结第一篇:3#炉停炉检修及开炉工作总结3#炉停炉检修及开炉工作总结根据公司总体检修计划,3#高炉于2月14日3:10分停炉检修,这次检修是3#高炉自投产以来规模最大的一次检修,在检修中炼铁厂坚持“安全第一、质量优先”的指导思想,严把安全关、质量关,通过认真组织,精心安排,经过半个多月的辛勤付出,高质量的完成了所有检修项目,按计划于3月3日16:58分顺利点火开炉。
开炉后设备运行完好,没有因为设备故障而导致慢风、休风等,为顺利开炉快速达产创造了良好的条件。
现将有关情况总结于下:一、设备的检修改造方面这次检修是3#高炉自投产以来规模最大的一次检修。
检修前我们召集各班组长以上人员专门召开了检修会议,会上就大检修中检修物资、检修进度、检修安全措施、检修技术措施、检修技术标准以及检修工作的重点及难点,有针对性的提出了切实可行的解决方案,为检修工作安全顺利的完成奠定了基础。
为了保证检修工作按质、按量、按时完成,要求班组对各项检修任务进行了具体分工,做到了责任到人、任务落实、层层把关、各尽其责。
充分调动每个检修人员的积极性和创造性,为全面完成检修目标、推动和促进检修及技改任务的顺利完成做好准备。
本次3#炉停炉检修大小项目达30多项,其中高炉此次检修重点项目包括:热风炉喷涂灌浆,高炉煤气管道喷涂,炉体压浆,冷却设备酸洗,循环水置换清理等,检修涵盖了需外协施工的五大项目:热风炉喷涂;高炉煤气上升管、下降管喷涂;炉体压浆;透平机更换煤气出口膨胀节;渣沟加固和钢槽更换,为保证施工质量,我们安排工长和工作较为负责的部分班长进行监护,做到从项目开工到结束的全过程控制。
从施工开始到质量验收,从施工管理到质量管理都“凡事有人管理、凡事有人监督”对施工中出现的问题及时指正和汇报,及时解决,使本次检修的外协项目全部按时完成并达到施工要求。
通过本次检修重点取得以下效益:1、通过炉顶煤气管道喷涂,增加了高炉承压能力,使3#高炉具备了提高顶压的条件,可上提5kpa压力,节约焦比0.2%。
鞍钢11号高炉开炉达产及强化实践
4月 5830 2. 257 388 120 1. 141 1003 2. 0 0. 442 0. 018 88. 6 55. 1 5791 330 173 157 36885 0. 3680 230 108361 97. 0 20. 5 58. 43 79. 5 8. 51
5月 5760 2. 232 373 126 1. 089 1003 1. 9 0. 412 0. 017 94. 3 54. 3 5712 334 174 160 35700 0. 3680 221 94074 98. 5 20. 8 58. 73 79. 5 7. 99
口及风量的增加、 冶炼强度的提高, 逐渐采取发展 中心和加重边缘的措施。 上述措施的采取, 使高炉 积极、 稳妥、 顺利、 快速地达产, 开炉第 10 天达到 全风口操作。
3 强化冶炼阶段
© 1995-2005 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.
12 月 6326 2. 452 368 120 1. 146 1027 2. 0 0. 338 0. 021 83. 0 60. 27 6002 347 190 157 38229 0. 3674 231 113427 96. 1 20. 3 59. 55 79. 5 6. 80
综合强度 t ・m - 3 ・d -
6%~ 0. 8% , 并尽早恢复风温及喷煤。 随着工作风
2. 2 开炉方法
本次开炉采用传统的木材填充炉缸方法, 高 炉送风后木材迅速燃烧, 有利于炉料松动, 开炉顺 行好, 加热炉缸快, 铁口好开。
2. 3 开炉总焦比的确定
考虑到高炉本体条件、 开炉料条件及开炉方 式等因素, 开炉总焦比确定为 2. 4t t, 正常料焦比 为 0. 7t t, 炉渣碱度为 0. 95。实践证明, 高炉冶炼 行程稳定, 开炉渣铁排放顺畅, 渣铁物理热充沛。 开炉一周后由冶炼铸造铁过渡到制钢铁。 此次开 炉总焦比确定得非常合理, 既满足了开炉需要, 又
世界最大炼铁高炉沙钢5860立方米高炉(下)

世界最大炼铁高炉——沙钢5860立方米高炉(下)世界高炉之王——沙钢5860立方米炼铁高炉(下)工程投资额:18亿元以上工程期限:2008年——2009年1852年前后,日本佐贺藩研制的反射炉和铁制大炮,这是日本工业革命的开端,也是日本侵略亚洲诸国的起点。
当现在的中国人还在为工业落后的症结争执不休时,同样在工业发展中饱受挫折的日本,在历经屡屡失败后,认识到:只有做,才能成,无论经历多少失败,关键是要坚持下去。
此后日本通过不断对外侵略扩张,用掠夺来的资源加大技术投入,最终成为亚洲第一个工业强国。
日本早期炼铁技术由中国传入。
自1840年中国在第一次鸦片战争中战败后,西方国家的坚船利炮对日本幕府产生了极大震动。
同时西方殖民者也敲开了日本的国门,日本幕府为严守海防武力自保,开始转向欧洲学习铸炮技术。
1842年,长崎领主佐贺藩设立“兰传石火矢制造所”,秘密聘请荷兰人仿制荷兰式青铜大炮。
但此时西方已经开始从制铁向制钢时代转变,制铁技术逐渐向外扩散。
于是日本各藩镇竞相按照荷兰人的方式,建造熔炼铸炮生铁的反射炉。
但耗时3年多时间和大量资金试制的11门火炮全部失败。
经过不断改进,直至1852年,佐贺藩终于制成了第一门能实战的铁炮。
至明治维新时,共造了200多门。
由于反射炉所炼生铁性能很脆,熔铸非常困难,参与铸炮的大岛高任提出,应该使用洋式高炉从矿石制铁。
在南部藩的支持下,由商人出资,大岛高任开始在岩手县釜石市建造高炉。
1857年11月26日高炉点火,12月1日成功出铁水,日产2吨。
这天被日本定为打铁纪念日。
大岛型高炉使用水车送风,木炭消耗只有传统制铁法的1/3,到明治维新时共建成12座。
此间,幕府开始派遣武士留学生到欧洲学习,向日本移植铁路、舰船、电信、港口等新技术,以期实现富国强兵。
1874年2月,日本工部卿伊藤博文(甲午战争时的日本首相)提出船铁国造计划,由政府补贴资金,强力推动本国工业发展。
工部省于9月设立官营釜石制铁所。
宝钢3号高炉开炉操业实践
宝钢3号高炉开炉操业实践焦兵(宝钢股份上海29(>()⑷)摘要:宝钢3号高炉于2013年11月开炉,开炉过程比较顺利本文通过对开炉炉料填充,开炉送风过程以及出渣铁过程进行阐述与分析,总结了宝钢3号高炉开炉过程的操业实践关键词:高炉;开炉;炉料填充;出渣铁中图分类号:T F 57文献标识码:B文章编号:1003-0514(2()21)02-0()51-()3Operation and practice of blowing in BaosteeFs No.3 BFJiao Bing(Baosteel Co., Ltd., Shanghai 290000, China)A b strac t: In November 2013, Raosteel's No.3 BF was blowing-in., whose process was smooth. This paper mainly summarizes the operation and practice of blowing in process, based on the elaboration and analysis of 丨he charge filling, the blow ing in process, and tapping slag and iron.K eyw ords : blastfurnace; blowing-in; charge filling; tapping slag and iron1概述宝钢股份炼铁厂3号高炉于2013年9月1日停炉,开始原地大修,11月16日开炉,大修时间共 用了 76天,是宝钢历史以来用时最短的一次快速 大修。
大修后三高炉炉容扩展到4 850 m 3,风口数 增加到40个,采用全干法煤气净化工艺、炉腹炉腰 采用铜冷却壁、炉缸碳砖选用NDK 大块碳砖、高炉 整体冷却强度大幅提升:3号高炉于2013年丨丨月3日14:58开始烘炉, 11月12日烘炉结束9 11月丨日开始装人铺底 焦,I I 月16日0:30开炉料装人结束I I 月16日 11:16三高炉开始点火开炉,是宝钢历史上首次采 用全开风口并插煤枪进行开炉,I I 月17日12:00开 始出铁,并成功冲水渣,11月18日07:35风量达到 0标水平,11月19日铁水[Si ]快速降至目标水平, 11月26日高炉快速达产,利用系数达到2.0以上。
安钢3号高炉开炉达产生产实践
匹配 参数
控制全压差在一定范 围内波动,匹配上下 部调剂操作参数。全 风作业后,控制理论 燃烧温度2250±50℃ ,实际风速270m/s左 右,提高并且稳定煤 气利用率在52.5%左右 ,稳定炉体热负荷[3], 在(10000±3000) ×10MJ/h范围内波动 。
二、开炉前的准备工作
试压检漏分两 个阶段进行,第 一阶段是高炉本 体、煤气处理系 统250kPa压力等 级的气密性试验 以及检漏;第二 阶段是热风炉本 体和送风系统的 500kPa压力等级 的气密性试验以 及检漏。通过六 次检漏处理,保 证高炉送风后没 有漏风漏气。
二、开炉前的准备工作
为了确保3号大高炉顺利开炉达成,公司上上下下 进行了周密的安排和部署,成立多个小组。
四、高炉快速达产过程
开 炉 达 产 指 标
四、高炉快速达产过程
让我们回顾一下3号高炉开炉的事记录: 19日9:58送风点火; 10:02枕木点着; 10:31开始空喷铁口; 10:45放第一批料; 12:15送煤气转高压操作; 22:50铁口见渣,用炮泥堵口,干法除 尘投用了6个箱体; 20日7:58打开3#铁口。 3月21日16时40分开始喷煤,16时40分 开始富氧,进行综合富氧喷煤强化冶炼。 高炉及早制定了周密的72小时送风计划 和稳定炉 况的各种操作预案,关键操作参数严格 按照计划 进行,结果完全在计算和掌控之中。
三、高炉开炉生产操作
1)开炉炉料。开炉料共分15段。炉底铺底焦 80t,厚度约1m,木料填充到风口大套下沿 第2段为炉芯焦,炉腹炉腰焦炭配加熔剂, 负荷料结构为“烧结+球团+块矿”。
2)布料测量。高炉在填充过程中,进行料罐 最大容积、中心加焦角度和FCG曲线测定, 料流轨迹测试。
高炉快速恢复炉况实践
高炉快速恢复炉况实践罗振兴;刘晓伟【摘要】研究了一种高炉长期休风快速恢复炉况技术.通过休风期间的操作准备,制定合理的开炉方案,准确选择开炉料,适时调整操作制度,确定合理的工艺参数,实现了安全快速恢复炉况,达到了节能降耗的目的.【期刊名称】《天津冶金》【年(卷),期】2016(000)003【总页数】3页(P20-22)【关键词】高炉;送风;炉况;恢复【作者】罗振兴;刘晓伟【作者单位】天津天铁冶金集团有限公司第一炼铁厂,河北涉县056404;天津天铁冶金集团有限公司第一炼铁厂,河北涉县056404【正文语种】中文天铁一高炉炉容700 m3,风口数16个。
2015 年5月31日中修后开炉。
8月31日至9月6日期间,高炉休风。
6日早上6∶00送风,7日3∶00恢复至全风水平,各工序进入正常生产,炉况恢复的速度是历次最快,此次开炉采用偏堵风口开炉,相比较以往花堵风口开炉的方法,偏堵风口开炉更容易使铁口区域固体凝固物融化排出,能够减少由于个别区域炉缸空间受到阻隔而使熔融渣铁烧坏冷却设备,影响正常恢复炉况。
2.1休风前的操作2015年8月31日夜班第25回,开始上净焦12批,第37回上休风料,休风料程序采用5KKJJ+ 4JJ(1t矽石)+3(3KKJJ+1JJ)(0.5t矽石)+KKJJ,KK:碱烧14 500 kg南非1 500 kg锰矿500 kg JJ:5000㎏。
第58回上正常料,66回上料完毕休风。
8月31日夜班炉况部分参数见表1。
休风前铁水白亮,物理热为1 510℃,渣铁流动性良好,炉温为0.6%;风口明亮,下料均匀顺畅;炉顶边缘和中心气流稳定,炉墙温度稳定,各冷却壁水温差在规定范围内。
以往休风料中使用酸性烧结矿和碱性球团矿,但由于碱球抗压强度低、酸性烧结矿冶金性能较差,影响料柱透气性,在恢复过程中炉况易难行。
对此在休风料去掉碱球和酸性烧结矿,采用10%南非块加88%碱性烧结矿和矽石的炉料结构,增加了料柱透气性,提高了高炉鼓风动能,保证炉况顺行。
鞍钢4号高炉炉墙结厚原因及解决措施
鞍钢4号高炉炉墙结厚原因及解决措施赵东明;李建军;曾宇;佟敏英;刘德辉【摘要】鞍钢4号高炉停炉大修更换炉缸耐材后,高炉出现炉墙结厚现象.通过对炉墙结厚原因进行分析,采取了加强原料质量管理、降低冷却强度和调整装料制度等措施,炉墙结厚得到有效处理,高炉炉况恢复正常.【期刊名称】《鞍钢技术》【年(卷),期】2019(000)001【总页数】4页(P48-50,55)【关键词】高炉;炉墙结厚;装料制度;热负荷【作者】赵东明;李建军;曾宇;佟敏英;刘德辉【作者单位】鞍钢股份有限公司炼铁总厂 ,辽宁鞍山 114021;鞍钢股份有限公司炼铁总厂 ,辽宁鞍山 114021;鞍钢股份有限公司炼铁总厂 ,辽宁鞍山 114021;鞍钢股份有限公司炼铁总厂 ,辽宁鞍山 114021;鞍钢股份有限公司炼铁总厂 ,辽宁鞍山114021【正文语种】中文【中图分类】TF549鞍钢股份有限公司炼铁总厂4号高炉(2580 m3)设有4个铁口、30个风口,采用新型PW串罐式无料钟炉顶布料设备,炉底炉缸采用碳砖与陶瓷杯相结合的复合结构,冷却系统采用除盐水密闭循环系统、全冷却壁结构(炉腹、炉腰、炉身下部区域6~9段采用铜冷却壁),冲渣工艺为冷茵芭工艺,除尘采用干法煤气除尘系统。
4号高炉于2015年6月15日停炉大修更换炉缸耐材,2015年8月22日点火送风,开炉后顺利达产,燃料消耗水平较低。
但由于原燃料条件变化和操作等原因,2016年10月炉身下部出现炉墙结厚现象。
通过对炉墙结厚原因进行分析,并采取相应措施,炉墙结厚得到有效处理,高炉炉况明显好转。
1 炉墙结厚的现象炉墙结厚主要表现是炉身热负荷明显下降。
表1为2016年4号高炉炉墙结厚前后的技术指标。
从表1中可以看出,2016年9月至10月,炉身热负荷由58 497 MJ/h下降为40 529 MJ/h,7~9段铜冷却壁体温度平均下降7℃,6段铜冷却壁体温度下降4℃。
随着生产进行,高炉炉况顺行变差,风压稳定性变差,崩滑料时有发生,高炉燃料消耗上升,结合炉身热负荷和铜冷却壁温度的变化趋势,可以看出2016年10月高炉发生炉墙结厚。
鞍钢鲅鱼圈1号高炉长期护炉操作实践
鞍钢鲅鱼圈1号高炉长期护炉操作实践赵立军;王宝海;唐继忠;姜彦兵;蒋益;董建兴【摘要】针对鞍钢股份有限公司鲅鱼圈钢铁分公司炼铁部1号4038 m3高炉炉缸环炭温度升高,炉缸存在安全隐患的情况,采取了改造炉缸冷却系统、增加在线监测设备、长期坚持精料方针和优化高炉操作制度等措施,有效控制了炉缸环炭温度,护炉效果良好,实现了长达6年的护炉期内,高炉安全稳定运行.【期刊名称】《鞍钢技术》【年(卷),期】2019(000)003【总页数】4页(P48-51)【关键词】高炉;炉缸;护炉;操作【作者】赵立军;王宝海;唐继忠;姜彦兵;蒋益;董建兴【作者单位】鞍钢股份有限公司鲅鱼圈钢铁分公司,辽宁营口 115007;鞍钢股份有限公司鲅鱼圈钢铁分公司,辽宁营口 115007;鞍钢股份有限公司鲅鱼圈钢铁分公司,辽宁营口 115007;鞍钢股份有限公司鲅鱼圈钢铁分公司,辽宁营口 115007;鞍钢股份有限公司鲅鱼圈钢铁分公司,辽宁营口 115007;鞍钢股份有限公司鲅鱼圈钢铁分公司,辽宁营口 115007【正文语种】中文【中图分类】TF54近年来,国内外多次发生高炉烧穿事故。
据不完全统计,2010年至2018年3月约有15座高炉发生烧穿事故,给冶金企业造成重大损失。
其中有些事故发生在高炉开炉2~4个月内,多数烧穿事故发生在高炉开炉后的4~7年里。
此外,还有20余座2000 m3以上级别高炉虽没有发生烧穿事故,但仍存在炉缸安全隐患[1-2],说明这些高炉在设计、施工质量、日常管理和生产操作等方面存在一定缺陷。
鞍钢股份有限公司鲅鱼圈钢铁分公司炼铁部(以下简称鲅鱼圈炼铁部)有4038m3高炉2座,其中1号高炉采用了多项先进冶炼技术,如小块焦回收利用技术,板壁结合的软水密闭循环冷却系统,英巴法水渣处理技术,地德式外燃热风炉技术,双预热余热回收燃烧炉技术,喷吹系统采用浓相喷吹技术等。
1号高炉于2008年9月6日开炉,实现一次投产成功。
炼铁厂3#高炉大修(试压)开炉方案1
3#高炉第二代开炉方案根据公司安排和3#高炉大修进度,定于2012年1月25日点火开炉。
为保证安全顺利开炉,特制订开炉方案如下:一、开炉领导小组:组长:副组长:组员:二、开炉时间和要求1、时间:(1)1月9日开始烘热风炉。
(2)1月18日开始烘高炉。
(3)1月25日点火送风。
2、要求:(1)安全开炉,杜绝人身、设备事故。
(2)确保炉况顺行,保证设备运转正常,三日转入正常生产状态。
(3)顺利出铁,确保生铁质量合格。
三、烘热风炉(见《4#高炉热风炉烘炉方案》)四、烘高炉1、准备工作(1)高炉本体设备安装检修完毕,对上料、炉顶装料设备进行联合试车,确保运行可靠,达到正常生产要求的水平。
(2)检查热风炉和送风系统,冷风、热风、炉顶的人孔全部封好,送风系统要达到正常生产要求的水平。
(3)热风炉烘炉结束,风温要求600℃以上。
(4)炉前的主要设备运转正常。
(5)高炉送风的风机启动,提前2小时把风送到排风阀。
((6)吹管、弯头安装调整合格,风口直径∮120×18均匀分布。
((7)冷却系统试水,要求高压水水压≥1.0 Mpa、中压水水压≥0.50MPa,要求水路畅通,无泄漏,各水路进出水正常,达到正常生产要求的水平。
(8)除尘器、高压阀组检修完毕,并检查调压阀组常通阀是否打开,满足正常生产要求。
(9)煤气系统施工调试完毕,达到正常生产要求的水平。
((10)高炉主控室的计算机监控系统和各种仪表、计器安装调试完毕,控制系统要求调剂灵活,风压、风量、风温、顶温、顶压等数据、准确可靠。
((11)炉缸废物要求清除干净。
(12)做好铁口泥包、泥套并插好直径∮130mm的铁管两套(分两截),炉内部分4.2m,一端深入到炉缸中心,炉外部分1.8m,铁口角度10°。
炉内管子部分割眼(∮12mm):圆周方向的3/4割眼6排,排距为80 mm;长度方向为2500 mm,孔距为60 mm,每排约35个,交错排开,导出管与铁口砖之间用炮泥糊严。
本钢2号高炉长期封炉快速恢复实践

本钢2号高炉长期封炉快速恢复实践温贵仁(本钢炼铁厂)摘要:本钢2号高炉2005年4月18日至8月8日封炉112天,由于封炉料选择合理,开炉工作通过精心预备,在不到5天时刻里打开所有风口,高炉达到正常生产水平。
本文对有关情形进行了叙述和分析。
关键词:高炉封炉复风操作1前言本钢2号高炉(380m3)第13炉役代于2002年4月投产,设一个铁口,两个渣口,14个风口,双钟式炉顶,料车供料。
2005年二季度,由于本钢生铁铁水过剩,炼钢系统饱和,因此本钢(集团)公司从大局动身,决定对2号高炉封炉一段时刻,待炼钢能力上来后再开炉生产。
2号高炉于2005年4月18日至8月8日封炉,共计112天,通过精心预备、科学组织、周密安排,本次封炉的停炉、开炉专门顺利,专门是开炉,8月8日13:35点火送风至8月13日打开所有风口,高炉差不多达到正常生产水平,复原时刻不到5天。
2 封炉前的预备工作1)按照停炉料的要求,事先预备好所需各种原燃料、熔剂、水渣及堵风口所用的耐火砖、河沙、焦油等物品。
2)对高炉所属各种设备、计量外表等做完全检查、校正;炉体各冷却设备进行完全查漏,发觉问题及时处理;对炉皮钢甲漏处做好标记,待停炉处理。
3)停炉操作实施前加强炉况判定和调剂,保证高炉顺行稳固,消灭崩料和悬料,保持足够的炉温及适宜的炉渣碱度,风渣口工作正常,冷却系统无故障。
3 停炉操作过程为了确保休风停炉炉温水平、炉渣二元碱度由正常生产的[Si]=0.25—0.50%,R2=1.20—1.25达到停炉时的要求,即[Si]=1.0—1.4%,R2=1.05—1.10,休风前分两步轻焦炭负荷过渡,于4月17日19时负荷由3.85降至3.35,4月18日0时降至2.92,于2:12煤粉罐吹空停止喷吹,轻负荷同时增加酸性料(球团)比例。
在4月18日5:00开始装封炉料,总焦比为2.2t/t,封炉料组成见表1。
表 1 二号高炉封炉料停炉休风整个操作过程高炉炉况稳固顺行,下料平均顺畅,以风量、风压、顶压、风温、透气性与装料制度、批重等相适应以保顺行为操作原则,随着封炉料的入炉,中、后期风量逐步增加,风压降低,适当减风以保顺行。
安钢2号高炉大修放残铁实践

安钢2号高炉大修放残铁实践宋燕民【摘要】安钢2号2800m3高炉大修放残铁时克服了残铁孔位置空间狭小、残铁沟障碍物多及残铁孔标高与铁水罐高差小等不利因素,研究开发了一种大型高炉放残铁使用的水平摆动溜槽,解决了高炉大修时放残铁的难题,为高炉大修工期及投资控制探索出新思路.【期刊名称】《四川冶金》【年(卷),期】2019(041)003【总页数】4页(P15-18)【关键词】高炉;大修;放残铁;新工艺【作者】宋燕民【作者单位】安阳钢铁股份有限公司,河南安阳455004【正文语种】中文【中图分类】TF035安钢2号高炉于2007年6月28日建成投产,有效炉容2800 m3。
自2014年以来,随着高炉进入炉役后期,冷却壁漏水较多,炉缸侵蚀严重,炉缸异常侵蚀区的温度持续升高,高炉采取了诸如在线压浆、钒钛矿护炉、减风生产、堵风口等措施,控制碳砖温度维持生产;于2016年9月20日停炉大修,第一代炉役为9年零3个月,累计产铁19 450 kt,单位炉容产铁6946 t/ m3。
大修时为缩短工期,减少炉内残铁处理时间,采取了高炉停炉后放残铁的方案。
1 炉缸结构高炉设计3个铁口,30个风口,炉缸直径11 600 mm,炉缸高度4900 mm,死铁层深度为2400 mm,炉底、炉缸采用半石墨碳块-陶瓷砌体复合炉衬结合水冷薄炉底碳砖结构。
炉底中心下部砌筑高导热半石墨化碳砖(高1200 mm),上部砌筑微孔碳砖(高800 mm),最上部立砌两层刚玉莫来石砖(高800 mm),炉缸内侧砌刚玉莫来石砖,宽度350-750 mm,外侧环砌微孔碳砖,高度5800 mm,宽度:1000-1350 mm;在炉缸、炉底交接处采用加厚陶瓷质耐火材料和微孔碳砖砌筑结构,如图1所示。
炉缸共有 4 层冷却壁,铁口使用刚玉质和碳质组合砖;冷却系统为联合软水密闭循环冷却,循环软水总量4250 m3/h,水压0.75 MPa。
2 残铁孔位置确定根据当时能正常使用的炉缸热电偶测量数据,结合炉壳外部测温,找出温度较高的区域,也就是炉缸侧壁侵蚀最严重的区域,经过测量对比分析,在8号风口下部标高7.5 m处和在11号风口下部标高6.8 m处两个区域温度相对较高。
鞍钢鲅鱼圈球团生产实践
鞍钢鲅鱼圈球团生产实践汪立东;马贤国;国泉峰;滕雪亮;靳高峰【摘要】介绍了鞍钢股份有限公司鲅鱼圈钢铁分公司球团生产线组建情况,详细分析了制约球团生产运行的问题并提出解决方法.采用低温焙烧操作法和间断式供电操作法等,大幅度地降低了生产成本.实践证明,球团矿产量和质量完全满足高炉冶炼要求.【期刊名称】《鞍钢技术》【年(卷),期】2017(000)002【总页数】5页(P37-41)【关键词】链箅机—回转窑;球团;铁精矿;膨润土【作者】汪立东;马贤国;国泉峰;滕雪亮;靳高峰【作者单位】鞍钢股份有限公司鲅鱼圈钢铁分公司,辽宁营口115007;鞍钢股份有限公司鲅鱼圈钢铁分公司,辽宁营口115007;鞍钢股份有限公司鲅鱼圈钢铁分公司,辽宁营口115007;鞍钢股份有限公司鲅鱼圈钢铁分公司,辽宁营口115007;鞍钢股份有限公司鲅鱼圈钢铁分公司,辽宁营口115007【正文语种】中文【中图分类】TF124鞍钢股份有限公司鲅鱼圈钢铁分公司200万t/a链箅机—回转窑酸性氧化球团生产线为鞍钢集团矿业公司大孤山球团厂1#生产线异地搬迁项目,除主体设备搬迁外,其余设备均重新配置,由鞍钢集团工程技术有限公司设计。
球团搬迁工程历时1年,于2013年5月25日正式投产,由于搬迁过程中未对主体设备同步进行修配改,从试生产到正常生产期间中遇到了制约生产的难题,通过改进生产工艺和设备,创新生产操作方法,使生产与设备进入了良性稳定运行之中,高炉酸性炉料完全使用自产球团矿,炉况一直保持稳定顺行。
本文对鲅鱼圈球团组建以来的生产情况加以介绍。
1.1 工艺设备鞍钢股份有限公司鲅鱼圈分钢铁公司球团搬迁的主机设备有链箅机、回转窑、干燥机、环冷机、造球机、主抽风机、沸腾炉、配料圆盘、鼓风机、干燥风机、回热风机、除尘器、空压机等,另购配的主机设备有德国强力混合机、煤气点火器、微动力除尘器等。
1.2 工艺设备改进主要对原设计的部分工艺设备进行了改造。
鞍钢4038m~3高炉精料技术实践
表 1 20 0 9年 部 分粉 混匀 矿 堆 积 质 量 指 标
料 场就 要进 行 简单 混匀 和 成分 管理 。参 与混 匀 造
堆 的 各 品种 原 料 , 物化 性 能 、 地 、 号 不 同实 按 产 批 行分 别 堆放 ,料堆 在封 堆后 方 可取 用 ,料堆 取 完 后. 原地 址 才能 堆入 新进 的原料 , 禁 边 堆边 取 或 严
于 20 0 9年 4月 2 6日投产 。 目前 2座 高炉 生产 稳 定. 高炉 平 均利 用 系 数稳 定 在 22 23t m ・ ) .~ _ / d 之 1 采 用合 理 的精 料 技 术 (
的精料 技 术经验 .为鞍钢 其 它大 型 高炉生 产 提供
产 以来 , 炉各 项经 济技 术指 标不 断提 高 , 高 2 高炉 有 益 的借鉴 。
d x s o h l s f r a e h p r t n p a t e s o s t a h c n mi n e h i a n e e e e ft e b a t u n c .T e o e a i r c i h w h tt e e o o c a d tc n c l i d x s o c
( )保证 高炉 入 炉品位 为 5 .%, 1 95 特殊 情 况下
( )烧 结矿 中 SO 含 量 大 于 47 确 保 烧 结 2 i .%,
7 5 原 料 大 致 等 分 成 4大 层 ,即 4个 B O K。要 求 不低 于 5 .%: LC
用。 尘泥 混料 只在 第 2 3 L C 、B O K配 人 , 端部 料 在第 过 程 中有一 定 的液相 量 ; ( )在 不影 响烧 结 矿 品位 和 物 理指 标 的前 提 3 1L C B O K配 完 , 积层 数不 少于 300层 。堆 q a r n& Se lS b i ir o a yo g n te o, t . B te u s ay C mp n fAn a gSe lC . Ld , d
莱钢1~#1880m^3高炉计划检修快速恢复炉况实践
莱钢1~#1880m^3高炉计划检修快速恢复炉况实践
刘文杰
【期刊名称】《莱钢科技》
【年(卷),期】2016(0)6
【摘要】高炉计划检修后的炉况恢复对炼铁生产成本以及指标完成情况都有很大的影响,尤其是随着焦比的降低和煤比的提高,给休风后炉况的恢复带来了较大困难,主要是炉缸热量不足、复风后的渣铁排放差、恢复时间长。
为了确保高炉检修后炉况的快速恢复,对型钢炼铁厂1^#1 880 m^3高炉自2013年以来至今计划检修后(20~48 h)的复风操作进行了探索和实践,摸索出其中相关的重要经验技术,采用全开风口复风的送风方式,大幅降低了计划休风后的恢复时间。
【总页数】4页(P4-7)
【关键词】高炉计划检修;全开风口复风;快速恢复
【作者】刘文杰
【作者单位】型钢炼铁厂
【正文语种】中文
【中图分类】TF54
【相关文献】
1.莱钢1 880m3高炉计划检修后炉况快速恢复实践 [J], 郎达慧;刘元意;蒋学健;王雪朋
2.莱钢1 000 m3高炉长期休风快速恢复炉况实践 [J], 刘卫国;马振军;张永生;胥长
城
3.莱钢1 880 m3高炉短期休风后炉况快速恢复实践 [J], 程序录;李贡生;刘洪江;李向荣
4.莱钢1号高炉封炉及炉况快速恢复 [J], 孙建设;李春路;于国华;
5.莱钢2^#1880m^3高炉炉况波动导致炉墙结厚的分析与处理 [J], 刘晓;王彬;王永臣;刘康
因版权原因,仅展示原文概要,查看原文内容请购买。
鞍钢7号高炉开炉及达产实践

计水平, 为进一步实现一代炉役的高效、 优质、 长寿、 环保奠定了基础。 关键词 高炉 大修改造 开炉 恢复
Pate A s e’ N . F wn 一n d ahn ds nd pcy rcc o nt ls 7 bo ig i a r cig i e c ai i f e o B l n e eg a t
气
35 人员培训 . 本次 7 号高炉大修改造, 高炉供、 上料系统, 炉 顶、 炉前设备, 冲渣、 环保、 给排水系统均采用了先进 的生产工艺。为使高炉操作者尽快掌握新工艺 、 新 设备的运行特点及要求, 所有岗位操作人员在上岗 前都经过了严格的技术培训和相关内容的考试, 并 于开炉前 1 个月上岗参与试车工作。高炉开炉后, 各岗位操作人员在最短时间内基本掌握了现代化高 炉的各种操作特点和要求, 为高炉的快速达产做出
上各段焦比 依次为21 ,. t ,. t , . t18 O9 各分段 t / / t / t
碱度为09 , 3 t .2批重 6 , 料线 1 m . 。在配料计算中 0 仍按鞍钢近几年的经验取消了空料, 而以一段平衡 料( 净焦 十 高碱度烧结矿) 代替部分空料, 碱度平衡 中不考虑炉腹净焦中的 S z i 。这种做法的根据是: 0 ①高炉开炉最初产生的渣铁温度很低, 部分粘结在 炉缸内壁上, 由于从铁 口出来的头几次渣铁量少且 分离不好, 只能放人干渣罐中进行处理, 故不用担心
1 ℃( 烧高炉 20 全 0 煤气) 。
3 开炉准备
31 烘炉 .
2 高炉主要装备 () 上料系统。所有炉料全部采用皮带运 1供、 输, 高炉矿槽有 7 个焦炭槽 , 个烧结矿槽 , 个杂矿 6 3
・1 ・ 0
() 1 热风炉。7号高炉 4 座外燃式热风炉是在
鞍钢新3200m_3高炉炉缸大修工程实践_李恒旭

依次为一层石墨碳砖、 两层半石墨碳砖、 两层超微 孔碳砖, 碳砖砌筑方式为平铺; 原炉缸环碳铁口区域的厚度为 1 915 mm, 用 美 国 UCAR 小 碳 砖 砌筑, 炉缸铁水 环流情况严重, 本 次 大 修 设计 环 碳 铁 口 区 域 厚 度 950 ~ 1 000 mm, 为 其余部位厚度做相应调整, 以 消除铁口区域铁水环流对碳砖的侵蚀; ( 3 ) 取消原设计炉缸铁口中心线以上超微孔 环碳, 改为模压小块碳砖; ( 4 ) 取消原 铁 口 框 内 组 合 砖, 在碳 砖 和 保 护 板之间设计刚玉 浇 注 料整 体 施 工, 彻 底 解决 铁 口 漏铁、 烧穿事故发生; ( 5 ) 取消原陶瓷杯杯底和杯壁之间的 10 mm 膨胀缝, 将原风口组合砖 部 位的 10 mm 膨胀 缝 增 大到 3 010 mm; ( 6 ) 陶瓷杯采用烧成微孔刚玉莫来石砖和微 孔复合棕刚玉砖; ( 7 ) 陶瓷杯 和环 碳 之 间 60 mm 膨胀 缝 改为
缸其余部位无任 何 异 常 迹 象, 炉 缸 测 温 电 偶 也未 检测到高温信号。高炉投产初期至炉缸烧穿事故 前, 利用系数在 2. 3 ~ 2. 5 之间。烧穿事故直 接 导 # # 致新 2 和新 3 高 炉 供 水、 供 电 系统 全 部 中 断, 尤 其新 3 高 炉 在 炉 缸 区 域 冷 却 壁 外 联水 管 及 炉 底 水冷却系统烧损相当严重。经紧急抢修后高炉于 2008 年 9 月 7 日恢复生产。 1. 3 高炉检修后生产情况
表1
检验项目 固定碳 / % 灰分 / % 体积密度 / ( g·cm - 3 ) 真密度 / ( g·cm - 3 ) 显气孔率 / % 常温耐压强度 / MPa 常温抗折强度 / MPa 导热系数( 200 ℃ ) / ( W· m - 1 · k - 1 ) 耐碱性 铁水熔蚀指数 / % 氧化率 / % < 1 μm 孔容积 / % 平均孔半径 / μm 透气度 / MDa U 17. 5 8. 7 79 1. 21 U 36. 2 10. 9 16. 9 6. 2 84 0. 0719 0. 80
鞍钢2580 m3高炉大修开炉达产实践
鞍钢2580 m3高炉大修开炉达产实践姜庆喜;范振夫;刘和;田景长;孟凡双【摘要】对鞍钢股份有限公司炼铁总厂2580 m3高炉大修开炉达产实践经验进行了总结.本次高炉停炉大修68天后开炉送风,通过开炉前的精心准备,制定科学的开炉方案,首次尝试全风口操作的送风方式,顺利开炉,用时不到2天达产达效.【期刊名称】《鞍钢技术》【年(卷),期】2018(000)004【总页数】4页(P48-51)【关键词】高炉;大修;开炉;全风口;达产【作者】姜庆喜;范振夫;刘和;田景长;孟凡双【作者单位】鞍钢股份有限公司炼铁总厂 ,辽宁鞍山 114021;鞍钢股份有限公司炼铁总厂 ,辽宁鞍山 114021;鞍钢股份有限公司炼铁总厂 ,辽宁鞍山 114021;鞍钢股份有限公司炼铁总厂 ,辽宁鞍山 114021;鞍钢股份有限公司炼铁总厂 ,辽宁鞍山114021【正文语种】中文【中图分类】TF542鞍钢股份有限公司炼铁总厂4号高炉(2580 m3)第1代炉役始于2006年12月2日,2015年6月15日停产大修,一代炉役8年6个月,生产生铁1 628.74万t,单位炉容产铁量6 312.9 t/m3。
高炉生产后期炉缸温度(热电偶显示)频繁升高、冷却壁热流强度高,存在安全隐患,长期堵风口,不能全风作业,需要长期护炉生产。
经过68天的大修,第2代炉役开始。
通过开炉前的精心准备,制定科学的开炉方案,于2015年8月22日00:58点火送风,8月22日21:00顶压提至 121 kPa,至此炉况达到基本正常,8月23日21:55时开始喷煤,24日12:20开始富氧,开炉顺利结束。
由于准确选择了开炉参数,配料及装入顺序合理,高炉快速达产达效。
1 开炉前准备开炉方案是高炉开炉过程的实施依据。
开炉前,鞍钢炼铁厂编写了《炼铁厂4号高炉开炉方案》,方案包括高炉烘炉、系统试漏、试压查漏、开炉配料计算、装炉准备、开炉操作及安全规定等内容。
科学、合理的开炉方案,为4号高炉的顺利开炉、快速达产奠定了基础。
380立方高炉中修开炉总结
380立方高炉中修开炉总结我厂*高炉380M3,由于炉顶形状严重变形,正常布料失去应有的合理作用,煤气流严重分布不均,炉型的不规则给高炉顺行带来严重的威胁。
公司决定对*高炉停炉中修。
中修期间主要完成4、5层冷却壁的更换,炉内采用整体喷涂。
20**年9月19日成功停炉,20**年10月23日晚8时点火送风,高炉中修34天后顺利开炉。
1开炉前的准备工作制定详细的开炉方案及操作规程合理完善的开炉方案是安全开炉快速达产的重要因素。
为此炼铁厂专门成立了开炉领导小组,并且准备了周密的开炉方案。
主要包括以下内容:(1)设备验收及试车方案(2)高炉烘炉方案(3)开炉配料计算方案(4)开炉料的准备工作及自动化对所有计算器的效验(5)高炉开炉送风点火方案1.1设备验收试车1.1.1高炉本体憋压检查顶压在60、75、90、120KPa保持各15分钟。
每次试压完毕由维修车间对漏电进行处理,这些确保开炉后炉体周围安全。
1.1.2高炉冷却系统要求水泵站工作正常,炉体水系统试水正常,水路畅通无泄漏。
其中炉缸冷却壁应逐个缓慢通水,对于未更换的冷却壁打压检查直至合格。
1.1.3炉前开口机、泥炮、天车运行正常。
各主支沟保证充分烤好。
1.1.4卷扬均压、放散以及溜槽等设备工作正常。
探尺效好零点且运动可靠,并对卷扬上料不低于8小时的连续试车。
1.1.5自动化对值班室计算机系统调试完毕。
风压、风量、顶压、风温、炉体测点温度等参数计量准确。
1.2高炉烘炉方案烘炉的目的是缓慢的消除高炉内衬中的水分,提高固结强度,避免升温过快水汽溢出导致炉体剧烈膨胀从而损坏炉衬和设备。
烘炉重点是炉底炉缸。
烘炉前,铁口通道铺设Φ140mm导风管,插入铁口200mm,外部1500mm,导风管周围用泥堵死。
炉内导出管Φ220mm,长2800mm四周割孔(L100mm D20mm)前端头焊死。
由于*高炉采用喷涂造衬的方法烘炉时间制定为48小时。
烘炉采用热风炉燃烧废气的方法,即把高炉作为“烟囱”烧炉产生的热废气通过热风阀通向高炉。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Abstract: The blow-in practice after medium maintenance of No.1 BF in Bayuquan Branch of Angang Steel Co., Ltd., was introduced. During the medium maintenance, the copper cooling staves and some copper cooling plates were replaced without removing the residual iron. For this blow-in of BF, the residue in the hearth of BF was removed by the grab excavator and the 14section burdening and charging model were used, while the suitable blowing parameters were also selected. At last, it took only 62 hours to restore the full blow and took 4 days to reach the designed output because of the careful preparation and selecting suitable operation parameters.
送煤气结束后,按照风口面积增加风量,风压 至 150 kPa、风量 2 200 m3/min、风 温 870 ℃,期 间 铁口逐步有潮气和瓦斯火喷出, 证明炉缸和铁口 基本通气。
2016 年 1 月 3 日 13:00 东 场 3# 铁 口 自 动 来 渣铁,走事 故 摆 嘴 ,共 计 渣 铁 混 合 物 37 t,证 明 该 区域铁口已经通畅,具备了打风口增加风量,加快 反应的基 本 条 件 , 遂 组 织 打 风 口 ;16:58 陆 续 打 开风口 3 个,并逐步按照风口面积增加风量,至 风压 190 kPa、风量 2 500 m3/min、风温提至 950 ℃,
35.3
在实际装料过程中, 发现在装入第 114 批料 后,料线显示值为 2.98 m,这与预先计算料线 7 m 严重不符,打开炉顶南人孔后,检查发现探尺显示 值有误,重新校对探尺,最后上料至料线 1.74 m, 共计上料 125 批,剩余 7 批料(与计算略有偏差)未 入炉,送风以后装入。 1.4 送风参数选择
同时 2# 铁口烧氧气,力争将其与炉缸烧通,期间逐 步降低入炉焦比到 700、600、480 kg/t, 并变料,入 炉 碱 度 先 后 由 0.8 提 高 到 1.26 和 1.4, 批 重 由 50 t 增加到 60 t;2# 铁口于 18:30 烧开出铁,渣铁 走事故摆嘴,由于机车故障无法补罐,期间铁流很 大,且由于事故摆嘴没有除尘装置,放铁有危险, 被迫于 19:10 堵炮;21:00 再次钻 2# 铁口, 准备走 沙口正常出铁,由于上次出铁过快,新生成的渣铁 热量不足,使得铁口通道再次自动凝死,导致渣铁 无法达到铁口位置,此次铁口过深,钻杆钻到底 仍无法打开铁口,只能用氧气烧,力争烧通铁口; 1 月 4 日 3:00 风压不稳, 风压和风量关系紧张, 下料开始变差,2# 铁口上方风口开始呆滞,该方向 炉喉温度明显升高, 高炉已经明显出现局部受憋 迹象,此时欠铁 350 余吨,被迫减风至风压 140 kPa、 风量 2 150 m3/min,同时撤风温至 830 ℃,并 迅 速 组织炉前人员研究方案, 遂决定于铁口 3 m 左右 的位置向上烧,3#、4# 铁口也组织人员烧铁口;6:50 将 2# 铁口烧开,因 12 h 没有出铁,炉缸积存渣铁 过多,铁水流量达到 35 t/min,高炉下运输来不及 补罐,被迫于 7:05 堵炮,此次出铁共计 485 t。 虽 然没能出净渣铁,但此时标志着渣铁能正常排放,开 炉成功。 本次铁中 ω[S]为 0.68%,明显比预期要好。 2.2 快速采取提高冶炼强度操作
成的渣铁。 送风前钻开铁口后,炉内的抽力十分 明显,证明铁口和炉缸已经打通。 在炉缸清理完成 后,炉顶采用定点布料的方式,将 153 t 焦炭填充 至清理区域,在炉缸截面形成平整料面。 1.2 高炉本体烘炉和试漏
2015 年 12 月 31 日 23:00 开始烘炉,首先加 风至风量 2 400 m/min、 风压 9 kPa、 顶压 2 kPa; 2016 年 1 月 1 日 3∶00 准时按 照 计 划 将 风 温 升 至 200 ℃,13:00 加压试漏,风压逐步加压至 153 kPa、 153 kPa,15∶18 试压结束,开始减风;15:37 减风至 风压 10 kPa 后,继续烘炉,同时风温升至 270 ℃, 此时发现局部风口前有焦炭燃烧现象, 顶温也趋 于上限, 采取打水浇灭燃烧焦炭, 控制风温恒定 270 ℃,不 再 继 续 升 温 ;至 2016 年 1 月 2 日 2:00
用 14 段配料与装料模式,选择合理的送风参数。 由于准备细致、操作参数选择得当,开炉仅用
62 h 就恢复全风,4 天实现达产。
关键词: 高炉;中修;开炉
中图分类号: TF544 文献标识码: A
文章编号: 1006-4613(2017)04-0044-04
Blow-in Practice after Shut-down and Maintenance of 4038 m3 BF in Bayuquan Branch of Ansteel
2.58
1.35
11
4
70
11.0
1.00 1 200 1.340 21.00 22.51 5.63
2.28
2.00
1.09
10
4
66
11.0
1.00 1 550 1.040 21.00 17.39 4.35
1.22
1.00
0.85
9
4
62
11.0
1.00 2 200 0.730 21.00 12.20 3.05
鞍钢鲅鱼圈 4038 m3 高炉停炉检修开炉实践
赵立军,王宝海,冯宝泽,蒋益
(鞍钢股份有限公司鲅鱼圈钢铁分公司,辽宁 营口 115007)
摘要: 对鞍钢股份有限公司鲅鱼圈钢铁分公司 1 号高炉中修后开炉实践进行了介绍。 中
修期间进行了不出残铁更换铜冷却壁和部分铜冷却板。本次开炉采用挖掘机扒炉缸残留物,采
5
4
46
12.0
0.95 14 000 0.110 21.00 1.79
0.45
1.84
4
4
42
13.0
0.90 26 000 0.050 21.00 0.89
0.22
1.92
3
25
38
14.0
0.90 80 000
0
21.00
2.08
2
13
15.0
163 572 0
21.00
合计
12.17
2.992 0.528 1743.0 736.8 184.2 131.7 52.6
表 1 鞍钢鲅鱼圈 1 号高炉开炉上料单
段数
批数
主副原料用量
压缩率/
焦比/
焦批/
碱度
O/C
烧结矿/ 球团矿/ 石灰石/ 硅石/ 锰矿/
各段
累计
%
(kg·t-1)
(t·ch-1)
(t·ch-1) (t·ch-1) (t·ch-1) (t·ch-1) (t·ch-1)
15
4
83
9.0
1.05
700
2.300 21.00 38.71 9.68
2.14
1.00
0.60
8
4
58
11.0
0.95 3 000 0.530 21.00 8.90
2.23
0.63
0.44
7
4
54
12.0
0.95 4 900 0.320 21.00 5.39
1.35
1.26
0.27
6
4
50
12.0
0.95 7 100 0.220 21.00 3.67
0.92
1.56
0.18
至 14:03 期间,12 个送风风口陆续全亮,表明风口 状态良好。 由于长时间休风,风温上升较慢,采取 增加风量来提高带入热量。 间断打开 12 个堵风口 小盖放风, 风温逐步提高到 850 ℃并维持一定时 间。 由于天气寒冷,炉顶煤气温度低,短时间内无 法达到干法除尘要求煤气达标温度 70 ℃,煤气无 法并网;直到 23:49,共计用时近 12 h,煤气并网, 送煤气结束。
1.91
3.01
1.87
14
3
79
9.0
1.05
750
2.150 21.00 36.12 9.03
Hale Waihona Puke 2.092.881.75
13
3
76
10.0
1.05
820
1.970 21.00 33.02
8.25
2.31
2.73
1.60
12
3
73
10.0
1.00
970
1.660 21.00 27.89
6.97
2.47
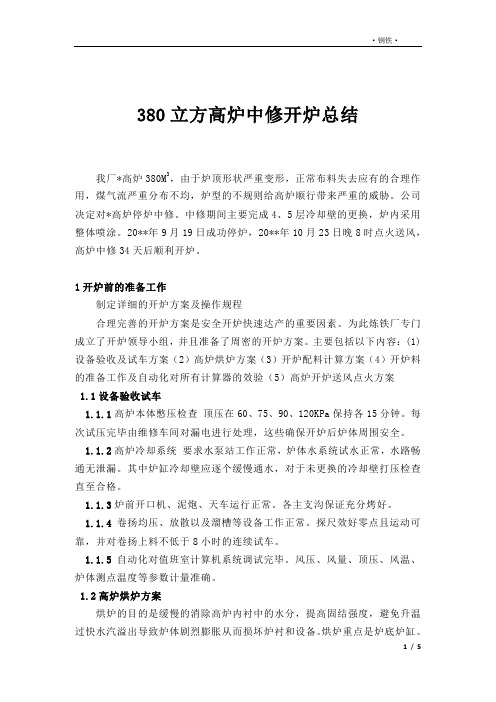
为保证开炉后送风初期炉况稳定, 本次开炉 选择了较为保守的送风方案, 共开 12 个风口,见 图 1 所示。
图 1 风口布局示意图