板材利用率
开料机的优势
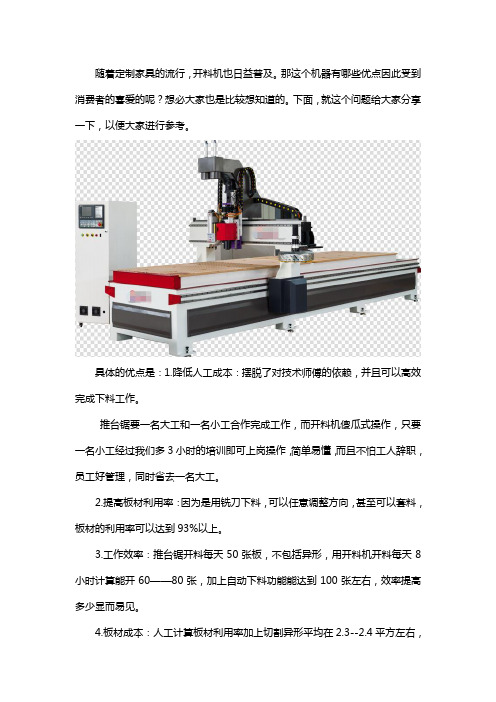
随着定制家具的流行,开料机也日益普及。
那这个机器有哪些优点因此受到消费者的喜爱的呢?想必大家也是比较想知道的。
下面,就这个问题给大家分享一下,以便大家进行参考。
具体的优点是:1.降低人工成本:摆脱了对技术师傅的依赖,并且可以高效完成下料工作。
推台锯要一名大工和一名小工合作完成工作,而开料机傻瓜式操作,只要一名小工经过我们多3小时的培训即可上岗操作,简单易懂,而且不怕工人辞职,员工好管理,同时省去一名大工。
2.提高板材利用率:因为是用铣刀下料,可以任意调整方向,甚至可以套料,板材的利用率可以达到93%以上。
3.工作效率:推台锯开料每天50张板,不包括异形,用开料机开料每天8小时计算能开60——80张,加上自动下料功能能达到100张左右,效率提高多少显而易见。
4.板材成本:人工计算板材利用率加上切割异形平均在2.3--2.4平方左右,开料机用自动优化排版,板材利用率平均2.7--2.8平方左右,平均每张板省0.3--0.4平方,按90元一张板计算,能省10元左右,每天开50张板就是500元,一个月省多少呢,自己就可以计算出来的。
5.提高板材利用率,开料机用铣刀开料,可以任意掉转方向,可切割异性,平均每张板利用率2.7-2.8平方。
6.节省人工,开料机一人可以操作几台,降低劳动强度,节省推台锯的大工师傅工资,而且板材每张还多利用0.3平方,使用数控开料机更加节省。
7.开料机开料速度快,开料机工作时是连续的,还可以连续八小时不间断的工作,大大提高了工作效率,从而减少了人工劳动强度。
8.数控开料机的吸尘效果好,开料机采用的是用电磁阀控制的3千瓦全套除尘,实现了工厂无尘化大大提高了工厂环境质量,增强了开料机的吸尘效果,吸的干净,而且它的吸力能达到百分之95以上。
9.本机器为傻瓜式操作,全部计算为计算机计算,零错误,零故障率。
操作简单,任何一个小工,经过厂家3-5小时培训就可直接上岗。
10.机器工作中可随时暂停、增减速度、调节深度,并可预览雕刻路径的平面和立体图,无级调速方便于雕刻不同材质,适用于不同行业。
木材、板材检验标准

木材检验标准材种:赤杨、桦木、黄杨、红橡、橡胶木、枫香木、榆木等1、湿度在8-12度;2、进口料长度、厚度只能+不能-、(砂光板的厚度25mm以下的可负1mm,25mmn 以上55mm以下厚度可负1.5mm);国产料长度±50mm,长料与短料加起来的长度要等于规格长度,并且长料短料数量要相等,误差在10%;国产料厚度25mm 以下的可±1mm,25mmn以上55mm以下厚度可±2mm)。
3、不可有虫蛀现象、不可有弯曲现象,弧度公差±1度或500mm偏弯1mm,弯曲数不超过总数的8%可以接受;4、要求表面平整,统材之变形、蓝斑、树芯、材质色差、节疤或油松等现象应控制在5%范围以内;凡腐朽材料拒收;一、白杨木检验标准A级:健全划面利用率75%以上,允许150 mm*20mm以内的端裂10%和小于5 mm的弯翘,最小可取1200×90 mm一支无弯翘长料。
B级:健全划面利用率60%以上,允许200 mm*30mm以内的端裂10%,小于8 mm板面瓦翘,允许存在没有开裂的髓心制材,最小可取1100×70%的一支无弯翘长料。
C级:健全划面利用率50%以上,板面允许180 mm的端裂10%,3个直径小于40 mm以下的死節疤,侧弯小于150 mm,正面弯小于10 mm最小宽度60 mm。
D级:板面乱裂和髓心开裂以及腐蚀材,虫孔,死節分布密,直径大,弯大于20 mm。
备注:健全划面:一个划面没有腐蚀,环裂及弧边,纹理不予考虑。
容有活節和变色条纹,健全划面应存在板材的较劣面。
含水率12°以下。
允许比例:A、10% B、40% C、50%允许±3%的误差。
D级料全部退回供应商。
二、进口材分级及验货标准料级别:A级:利用率90%以上,允许净划面最多4个、最小划面4″×5′,3″×7′最小板面6″×8′B级:利用率83.3%以上,允许净划面最多5个最小划面4″×2′,3″×3′最小板面3″×4′C级:利用率66.5%以下,允许净化面最多7个,最小划面3″×2′最小面板面3″×4′适用材种:黄杨木、白水曲柳、红橡木。
板材利用率
板材利用率
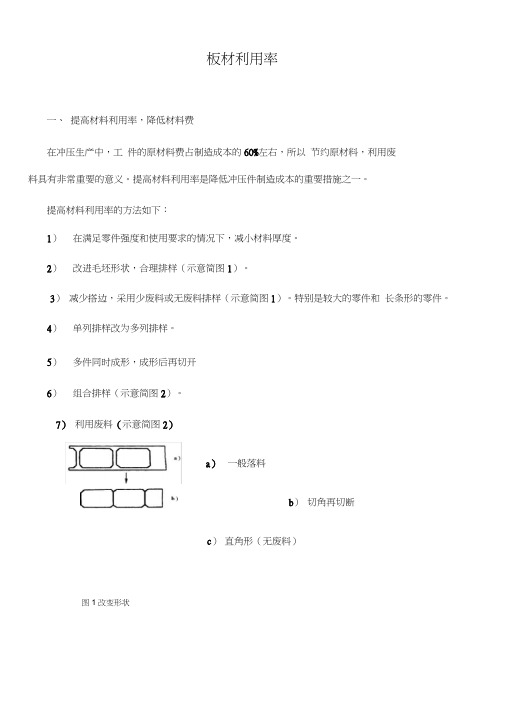
一、提高材料利用率,降低材料费
在冲压生产中,工件的原材料费占制造成本的60%左右,所以节约原材料,利用废
料具有非常重要的意义。
提高材料利用率是降低冲压件制造成本的重要措施之一。
提高材料利用率的方法如下:
1)在满足零件强度和使用要求的情况下,减小材料厚度。
2)改进毛坯形状,合理排样(示意简图1)。
3)减少搭边,采用少废料或无废料排样(示意简图1)。
特别是较大的零件和长条形的零件。
4)单列排样改为多列排样。
5)多件同时成形,成形后再切开
6)组合排样(示意简图2)。
7)利用废料(示意简图2)
a)一般落料
b)切角再切断
c)直角形(无废料)
图1 改变形状
图2 组合排样
二、材料的利用率的概念及计算方法
在冲压生产过程中,冲裁件在板、条等材料上的布置方法称为排样,排样是否合理直接影响到材料的经济利用。
评价排样经济性、合理性的指标是材料的利用率。
其计算公式如下:
1、一个进距内的材料利用率为
nF
1= bh x 100 %
2、条料的材料利用率为
_ F
2= Lb x 100 %
3、板料的材料利用率为
n s F
L o b o x 100 %
式中F—冲裁件面积 2
(mm)。
家具板材的计算公式
家具板材的计算公式家具板材是家具制作过程中不可或缺的材料,它的用量直接影响到家具的成本和质量。
因此,正确计算家具板材的用量是非常重要的。
在这篇文章中,我们将介绍家具板材的计算公式,帮助大家更好地理解和应用这一重要知识。
1. 计算家具板材的总用量。
家具板材的总用量可以通过以下公式来计算:总用量 = (家具尺寸1 ×家具尺寸2 ×家具尺寸3) / 家具板材的利用率。
其中,家具尺寸1、家具尺寸2和家具尺寸3分别代表家具的长度、宽度和高度,家具板材的利用率是指在制作家具时,实际能够利用的板材面积与原始板材面积的比例。
通过这个公式,我们可以得到制作这个家具所需要的板材总量。
2. 计算家具板材的实际用量。
在实际制作家具的过程中,我们可能需要考虑到一些浪费和损耗,因此实际用量会比总用量略微增加。
我们可以通过以下公式来计算实际用量:实际用量 = 总用量× (1 + 浪费率)。
其中,浪费率是指在家具制作过程中由于切割、修整等原因导致的板材浪费的比例。
通过这个公式,我们可以得到实际制作这个家具所需要的板材实际用量。
3. 计算家具板材的成本。
家具板材的成本可以通过以下公式来计算:成本 = 实际用量×单价。
其中,单价是指每块板材的价格。
通过这个公式,我们可以得到制作这个家具所需要的板材成本。
4. 实际案例分析。
接下来,我们通过一个实际案例来演示如何应用上述的计算公式。
假设我们需要制作一个长方形的书桌,尺寸为120cm × 60cm × 75cm,家具板材的利用率为80%,板材的单价为100元/块,浪费率为10%。
首先,我们可以通过第一条公式计算出总用量:总用量 = (120 × 60 × 75) / 80% = 6750cm²。
接着,我们可以通过第二条公式计算出实际用量:实际用量 = 6750cm²× (1 + 10%) = 7425cm²。
pcb板材利用率计算公式

pcb板材利用率计算公式
PCB(Printed Circuit Board,印刷电路板)的材料利用率可以通过以下公式来计算:
材料利用率 = (PCB板材面积所有电路元件占据的面积) / PCB板材面积。
在这个公式中,PCB板材面积指的是整个电路板的表面积,而所有电路元件占据的面积则是指所有焊接在板上的电子元件所占据的总面积。
通过这个公式,可以计算出PCB板材的利用率,这对于生产和成本控制非常重要。
另外,要注意的是,PCB的材料利用率还受到布局和设计的影响。
合理的布局设计可以最大程度地提高PCB板材的利用率,减少浪费,降低成本。
因此,在设计PCB时,需要考虑如何优化布局,以提高材料利用率。
总的来说,PCB板材利用率的计算公式可以帮助制造商和设计者更好地控制成本,提高生产效率,从而更好地满足市场需求。
板材用料计算方法

板材用料计算方法一、计算板材面积计算板材用料的第一步是计算板材的面积。
通常情况下,板材的面积可以通过长度乘以宽度来计算。
例如,一个长为2米,宽为0.5米的板材的面积为2米乘以0.5米,等于1平方米。
二、考虑板材的利用率在实际使用中,我们通常需要考虑到板材的利用率。
由于板材的尺寸有限,不可能完全利用一整块板材,因此需要计算板材的利用率。
板材的利用率可以通过所需面积除以板材实际面积来计算。
例如,如果所需面积为1平方米,而板材的实际面积为1.2平方米,则利用率为1/1.2=0.83,即83%。
三、考虑材料的厚度除了考虑板材的面积和利用率外,还需要考虑板材的厚度。
板材的厚度决定了其重量和强度。
在计算板材用料时,需要根据实际需要选择合适的板材厚度。
例如,如果需要一块长为2米,宽为0.5米,厚度为0.02米的板材,则其体积为2米乘以0.5米乘以0.02米,等于0.02立方米。
四、计算板材数量根据所需面积、板材的利用率和厚度,可以计算出所需的板材数量。
板材数量可以通过所需面积除以板材的有效面积来计算。
例如,如果所需面积为1平方米,板材的利用率为0.83,板材的实际面积为1.2平方米,则所需板材数量为1/(0.83*1.2)=1.51块。
五、考虑材料的浪费率在实际使用中,由于加工和安装的需要,会产生一定的材料浪费。
因此,在计算板材用料时,需要考虑材料的浪费率。
通常情况下,浪费率可以根据实际经验来确定。
例如,如果浪费率为10%,则所需板材数量需要乘以1+10%。
即所需板材数量为1.51*1.1=1.66块。
六、注意事项在进行板材用料计算时,还需要注意以下几个问题:1. 确定板材的规格和厚度,根据实际需要选择合适的板材。
2. 考虑板材的利用率和材料的浪费率,合理计算所需的板材数量。
3. 如果需要多块板材,需要考虑它们的连接方式,以及需要留出的连接空间。
4. 在计算板材用料时,还需要考虑到板材的重量和强度,确保其符合使用要求。
家具成本核算方法

家具成本核算方法家具成本核算方法家具成本核算方法直接成本1、材料成本核算(1)木材成本备料材积:按净尺寸加加工余量;板材到备料毛料尺寸的利用率:需要根据板材的实际状况进行测定。
一般而言,按50%计算,如果是国内贸易,就只能按照60%计算。
材料单价:按照出具增殖税票的价格加运费(到厂价格)计算MDF板,利用率按照惯例按80%——85%计算木皮按照65%计算材料价格=材料材积/利用率*材料到厂价格(2)、五金、包装价格按照产品实际需要1:1计算(3)、油漆材料价格:按照产品喷涂面积和混合油单价计算喷涂面积按产品实际情况计算混合油单价例:面油:固化剂:稀释剂比例1:0。
5:0。
8面油价格+固化剂单价*0。
5+稀释剂单价*0。
8混合油单价= ————————————————————————1+0。
5+0。
8底油用量400克/平方米面油用量250克/平方米(4)、以上(1)、(2)、(3)三项相加即为材料成本2、人工成本:人工成本按照材料成本总额的15%计算(含所有的间接和直接人工成本)3、水电费机物料损耗成本 6——10%4、以上三项累加得到直接成本直接成本=材料成本+五金包装成本+水电费机物料成本+人工成本间接成本:固定资产折旧按直接成本5%计算业务费用按5%计算财务费用按5%计算运输费用按实际计算税按上述累计7%计算利润按10%计算如果企业有历史财务数据,间接成本分摊就比较方便。
当然,间接成本分摊要根据企业实际业务状况来计算,即:业务状况良好时,可以高一点,业务状况差时,可以低一点。
简易报价法:报价=直接成本*系数系数的确认:自主新产品开发 2。
2——2。
5老产品 2。
0——2。
2加工产品 1。
8——2。
0数量巨大的产品1。
5——1。
8实木料:净料 x 2.35 = 毛料方数枫木:材质重量适中,结构细,切削面光滑。
优点在于易加工,涂饰胶合性较好。
缺点是干燥时有翘曲现象。
黑胡桃木:一种贵重木材,木纹美观大方,黑中带紫,典雅高贵。
木材检验标准

允许一端在 200mmm 内 不限制 70mm 以下允许
不限制 不限制 不限制 A 级限制于宽度为 70mm 占总数的 15% 以内
活
节
活节不限制, 但活节不能有 明显色差。 1000mm 内允许 有 2 个长 40mm 以下的插 节
不限制
不限制
针对桦木
死节/漏节
一面 1500mm 至 2000mm 允许不集中的 2 个 ¢20mm 以内小死节
不限制
横弯标准加严, 弯翘度 为顺弯的一半
矿物线/黑线/夹皮
长在 40*4mm 以下,不集 中,色差轻微(允许一面) 无
不限制(根据实际情况而定)
不限制
溃
陷
局部/轻微
不限制
附;同一板面有两种以上缺陷同时存在时,按等级最低的一种缺陷为准。标准长度外的缺陷,除 端面腐朽外,其他缺陷均不计;宽度、厚度上多余部分的缺陷,除钝棱外,其他缺陷均应计算。 检尺标准根据市场情况由品管、]采购联合提出,报总经理批准后执行。
东莞瑞丰家私有限公司 木材检验标准
等 质 缺 点 量 级 要 A 级(一等、二等) 国产材利用率 60%(含) 求 以上,进口材利用率 65% 以上(含) 无 无 无 无 表面轻微兰变,且未浸透内部可接受 占板材面面积 20%以内的局部地方 可允许,但分散在整个材面,虽数量 少亦不可接受 髓 心 无 一面树心轻微可接受 厚度占 1/4 以内可接受 限制在占总面积 20%以内 不限制 不限制 不限制 针对红桦、 白椿木而定 超过 40%以 C 级材计 算或不计算材积 色 差 轻微 不限制 不限制 不限制 不限制 不限制 B 级(三等) 利用率 45%(含)—60% 等 外 备 注 (不计材积)
分
析
腐朽/白腐 兰变/发霉 虫 孔
板材利用率公式

板材利用率公式在木工行业中,板材利用率公式是一个重要的概念,用于了解利用一模一样形状的木材所创造出来的总价值。
它有助于工人快速估算每块原木可以收获多少钱,以及木材加工厂家最大程度地利用木材来节约成本。
板材利用率公式的基本原理是,通过确定板材价格和每个部件价格,计算出板材利用率。
这可以通过以下公式来实现:板材利用率=(部件价值总和/板材价值总和)x 100%。
板材价值总和是指原木的总价值,而部件价值总和是指加工木板的总价值。
板材利用率公式有助于工人在加工木材时有更高的效率,同时更充分地利用木材,以达到较高的成本效益。
例如,一个工人可以使用板材利用率公式计算出每块原木可以获得的最大价值,并将原木加工成木板,使其达到最高的利用率。
此外,通过板材利用率公式还可以估算出木材的效率指标,也就是每块原木的利用率。
这是精确估算木材成本效益的重要参考,也有助于最大化木材利用率,实现成本最小化。
木材的利用率公式不仅能最大化利用木材,还可以降低木材制造每单位产品的价格,从而提高木材制造产品的市场价值。
此外,通过板材利用率公式还能更好地提高木材加工工人的工作效率,减少木材浪费,从而节约成本,获得更高的利润。
板材利用率公式可以使木工行业受益。
它可以提高工人的工作效率,减少材料的损失,减少木材的浪费,从而获取更高的收入。
此外,这个公式还有助于提高木材制造企业的生产效率,降低木材加工的成本,从而实现更大的利润。
总之,板材利用率公式是木工行业的重要参考指标之一,它可以帮助企业有更好的效率、管理和生产,从而实现更高的利润。
与其他木材加工技术相比,板材利用率公式更加实用,因为它可以有效地降低加工木材的成本,并且可以更有效地利用每块木材。
木工酒柜板材计算公式
木工酒柜板材计算公式在木工制作酒柜时,选择合适的板材是至关重要的。
不仅要考虑到美观和质量,还需要考虑到成本和材料的利用率。
因此,制作酒柜时需要进行板材的计算,以确保能够充分利用材料并减少浪费。
在本文中,我们将介绍木工酒柜板材的计算公式,帮助您更好地规划和利用板材。
1. 酒柜尺寸测量。
首先,需要准确测量酒柜的尺寸。
包括高度、宽度和深度。
这些尺寸将成为计算板材的基础数据。
确保测量准确,以免在制作过程中出现尺寸不匹配的问题。
2. 板材利用率计算。
在确定了酒柜的尺寸后,接下来需要计算板材的利用率。
这将帮助您确定需要购买的板材数量,以及减少浪费。
板材利用率的计算公式如下:利用率 = (酒柜面积 + 预留边缘)/ 板材面积。
其中,酒柜面积为酒柜的所有面的总面积之和,预留边缘是为了考虑到切割和连接的需要。
板材面积则是指购买的板材的实际面积。
通过这个公式,您可以计算出需要购买的板材数量,以及减少浪费。
3. 板材厚度选择。
除了数量和利用率,还需要考虑板材的厚度。
通常,酒柜的主体结构可以选择较厚的板材,而内部隔板和抽屉则可以选择较薄的板材。
在选择板材厚度时,需要考虑到酒柜的承重和稳定性,以及材料的成本和加工难度。
4. 材质选择。
板材的材质也是需要考虑的因素之一。
常见的板材材质包括实木、胶合板、中密度纤维板(MDF)和颗粒板。
每种材质都有其特点和适用场景,需要根据实际情况进行选择。
同时,还需要考虑到板材的表面处理,比如是否需要喷漆、贴面或者上油等。
5. 精确切割和拼接。
最后,在购买了合适的板材后,需要进行精确的切割和拼接。
在切割板材时,要确保尺寸准确,以免浪费。
在拼接板材时,要注意连接的牢固性和美观度,以确保酒柜的质量和稳定性。
总结。
通过以上的介绍,我们可以看到木工酒柜板材的计算并不复杂,但需要考虑到多个因素。
从酒柜尺寸的测量到板材利用率的计算,再到板材厚度和材质的选择,都需要仔细考虑和规划。
只有在充分准备和计算的基础上,才能制作出高质量、美观且经济实惠的酒柜。
板材加工的面积和产量指标
板材加工的面积和产量指标
1.面积指标:板材加工的面积指标是指单位时间内加工的板材面积。
通常以平方米/小时或平方米/班为单位,可用于评估加工设备的生产能力和生产效率。
(1)加工效率:加工效率是指单位时间内加工的板材面积,高效率的加工能够提高生产效率,降低生产成本。
加工效率受到多种因素影响,如设备性能、操作技术、材料特性等。
(2)加工速度:加工速度是指单位时间内加工的板材面积,与加工效率密切相关。
加工速度高意味着加工能力强,能够满足大批量板材加工的需求。
加工速度的提高需要先进的加工设备和高效的操作技术。
(3)板材利用率:板材利用率是指加工过程中的板材利用率,即原材料转化为成品板材的比率。
高板材利用率可以减少资源浪费,降低生产成本。
板材利用率受到切割方式、原材料特性、加工工艺等因素的影响。
2.产量指标:板材加工的产量指标是指单位时间内加工的板材数量。
通常以平方米/小时或平方米/班为单位,可以用于评估生产线的产能和生产规模。
(1)日产量:日产量是指每天加工的板材数量,是衡量生产能力的重要指标。
日产量受到加工设备性能、生产线布置、人力资源等因素的制约。
(2)月产量:月产量是指每月加工的板材数量,是考察生产规模的指标。
月产量受到生产计划、设备运维、原材料供应等因素的影响。
(3)年产量:年产量是指每年加工的板材数量,是考察企业生产能力和市场竞争力的指标。
年产量受到生产规模、市场需求、运营管理等因素的影响。
总之,面积和产量是评估板材加工效率和质量的重要指标,通过提高加工效率和产能,企业可以提高生产效率,降低生产成本,提高市场竞争力。
家具企业成本核算
家具成本核算方法直接成本1、材料成本核算(1)木材成本备料材积:按净尺寸加加工余量;板材到备料毛料尺寸的利用率:需要根据板材的实际状况进行测定。
一般而言,按50%计算,如果是国内贸易,就只能按照60%计算。
材料单价:按照出具增殖税票的价格加运费(到厂价格)计算MDF 板,利用率按照惯例按80%——85%计算木皮按照65%计算材料价格=材料材积/利用率*材料到厂价格(2)五金、包装价格按照产品实际需要1:1 计算(3)油漆材料价格:按照产品喷涂面积和混合油单价计算喷涂面积按产品实际情况计算混合油单价例:面油:固化剂:稀释剂比例1:0.5:0.8 面油价格+固化剂单价*0.5+稀释剂单价*0.8 混合油单价= ———————————————————1+0.5+0.8 底油用量400 克/平方米面油用量250 克/平方米(4)以上(1)、(2)、(3)三项相加即为材料成本2、人工成本:人工成本按照材料成本总额的15%计算(含所有的间接和直接人工成本)3、水电费机物料损耗成本6——10%4、以上三项累加得到直接成本直接成本=材料成本+五金包装成本+水电费机物料成本+人工成本间接成本:固定资产折旧按直接成本5%计算业务费用按5%计算财务费用按5%计算运输费用按实际计算税按上述累计7%计算利润按10%计算如果企业有历史财务数据,间接成本分摊就比较方便。
当然,间接成本分摊要根据企业实际业务状况来计算,即:业务状况良好时,可以高一点,业务状况差时,可以低一点。
简易报价法:报价=直接成本*系数系数的确认:自主新产品开发2.2——2.5 ,老产品2.0——2.2 ,加工产品1.8——2.0 ,数量巨大的产品1.5——1.8成本核算流程成本核算作为一个价值范畴,在市场经济中是客观存在的,加强成本管理,努力降低成本,是对企业提高经济效益,得于永续经营是极为重要的,要真正作为一个合格的成本会计,不仅是会计算成本,而更重要的是分析成本组成结构,得出成本差异或异常的原因,从而控制成本,降低成本,提高企业利润。
提高钢板利用率的研究
计院反馈,使各个 设计阶段和各个专业交叉
衔接 ,相 互协 调 ,这样 不仅 能大大 降低 设计 错误 ,同时也 能节 省大量 的时 间,便 于 生产
设计 的深 化与细 化 。
、
生产 设计 时 , 由于设 计 院的 中途修
改 , 以及 设计 、施 工的疏 忽 ,导致钢 板 的浪 费。
经 常沟 通 、协调 ,研 究工 作 中可能 出现 的 问
题 , 制订 相应 的对 策 , 少工 作 中的差错 , 并 减 确保 整个 生 产流程 的畅通 。
4 、结 论
对 于 同 型后 续 船 的 套料 可 先 用 完 前 一 条 的 料 ,再用 整板套 料 的办法 。使 余料得 以充
用新工艺和新技术对于降低造船成本,提高 劳动效率,有着积极的推动作用。
余料信息移植到钢板余料上 ,供二次使用。
然 而 ,该 系统在 运行 当 中依然存 在一些 问题 : ( )由于 内业 车 间余料 堆放场 地较 小 , 1 使余 料起 吊困难 ,存在 管理 不到位 、以及 行 车与 人力 的浪 费现 象 。 ( )余 料 管 理体 系 有 待进 一步 完 善 , 2
员交流、检查核对余料的库存情况,督促和 指导 下料人 员充 分用好 余料 。
《 技与管理》2 1 第2期 科 0 0年
完 善 余料管 理系 统 ,制 订相 应 的余料 核
l 算办法 .对不 同型船 所 生成 的余料 进行 余料 共享 , 州于 后续 船 中, 进行 单船 和 全船 核算 。
难。
关 键宇 :钢板 利 用率 提 高 方 法
1概述 .
目前 ,世 界造 船市场 已进入 了 白热化 的
竞 争状 态 ,面 临着 材料 、能源 、设备 、劳 动 力 等价格 的不 断上 涨 ,以及 汇率 及利率 的不 稳 定 。这 些都 给造船 市场 造成 了压 力 。在 这 种 大环 境下 ,一 个造 船企业 能够 立足 与生 存
如何提高板材的利用率

如何提高板材的利用率现状:1、生产时按照订单生产,对零件是分开来冲,而程序单是每张程序只包含1种零件,如果量比较小,不能做到整张板使用,又没有正确的排板,浪费是一定的2、编程时是每张零件程序单一个零件,有好多大的空间冲下来的料只能作为废料3、余料的管理:提高板材利用率的建议:1、OEM这边两种件重号、借用的极少,在同一个项目里,在编程时可以考虑大小零件混搭,以成分利用板材2、编程时成分的利用新的工艺方式,在上次培训时提到过一种共边加工,对尺寸不大的零件利用率尤其显著3、成立专门的冲切项目小组,毕竟每种产品,每个订单的使用量不尽相同,而且基本上没有正好一个订单用完排好的1张板,可以根据不同的订单,不同的零件,按照生产计划提前进行板材排版,4、对余料,需要直接铣床加工,需要剪板机加工,还有冲床需要冲的小件,也可以成分利用,但需要综合考虑效率与产出是否划算。
我的观点如下1. 针对一个产品,按照一套的用量进行板材排列优化,尽可能的共用一张板,减少余料的产生2. 规范车间的余料标识(板厚、材料等),车间冲切时对于小件优先选用大板余料,卖余料的成本应该远低于采购成本(需要有专人根据车间需要更改程序)3. 减少工件间的搭边宽度,规范一个最经济的搭边值,或尽可能的共用边关于排料优化的几点设想当今社会市场竞争异常激烈,控制成本,提高质量成为公司成长的头等大事。
对于钣金公司来说,材料成本基本占到成品成本的70%左右,为了降低成本,提高产品的竞争力,不约而同的都开始关注节约材料上来。
现如今,不做材料优化的钣金公司,是很难想象的。
对我们的公司而言,材料优化一直在做,但一直没有一套完备的流程来支持。
基本上处于一种工艺工程师各自为战,零打碎敲的状态。
为了降低产品成本,提高产品竞争力,我们必须在材料优化加深认识,提高优化的认知水平!对此,我有几点设想如下:第一步,材料优化以项目为单位进行优化,只优化一次,冲切程序单上的物料按套用量配套,单件冲切程序与套料冲切程序都在冲切工序存放,由生产部门根据订单情况确定采用何种冲切程序,现在我们公司基本上就处于这种状态。
如何提高板材的利用率

如何提高板材的利用率在制造业中,对于板材的利用率是一个很重要的指标。
提高板材的利用率不仅可以减少原材料的浪费,节省成本,还可以减少对环境的影响。
以下是一些可以提高板材利用率的方法:1.合理设计产品:在设计产品时,应该尽量避免浪费板材。
可以使用模块化设计,使得板材可以重复利用。
此外,应该避免在设计中出现太多的不规则形状,以减少切割浪费。
2.切割优化:在切割板材时,应该采用切割优化算法,以最小的浪费量来切割板材。
切割优化算法可以基于计算机模拟方法,通过不同的排样组合和切割路径,使得板材利用率最高。
3.废料再利用:对于切割下来的废料板材,可以重新利用起来。
废料板材可以用于小型产品的制作或者用于填充包装材料。
废料板材还可以作为原料进行再加工,例如切割成小块作为木制品的材料。
4.智能化生产:采用智能化生产设备可以提高板材利用率。
智能化生产设备可以根据工件的尺寸和形状进行自动化切割,从而减少操作员的误差,提高切割的准确性和效率。
5.节约运输:在运输过程中,应该尽量减少板材的损耗。
对于大型板材,可以使用特殊的运输设备,如吊车和叉车,以减少损坏和浪费。
此外,应该合理规划运输路径,以减少运输中的摩擦和振动。
6.榫卯结构:在木制品的制作中,可以采用榫卯结构,减少对胶水的依赖。
榫卯结构能够提高产品的强度和稳定性,同时减少对板材的浪费。
使用榫卯结构的产品可以更容易进行拆卸和重组,方便再利用。
7.良好的质量控制:通过加强对板材的质量控制,可以减少不合格产品的产生。
不合格产品不仅会导致原材料的浪费,还会浪费其他生产资源和时间。
因此,精细的质量控制是提高板材利用率的关键。
8.增强员工技能:对于生产人员来说,提高技能可以减少错误和不必要的浪费。
通过培训和提高员工技能水平,可以提高他们对板材利用率的意识和能力。
综上所述,通过合理设计产品、切割优化、废料再利用、智能化生产、节约运输、榫卯结构、质量控制和员工技能提升等方法,可以有效地提高板材的利用率。
拼板设计及利用率优化

拼板设计及利用率优化李冬梅(大连崇达电路有限公司,辽宁 大连 116600)中图分类号:TN41 文献标识码:A 文章编号:1009-0096(2018)06-0067-04Design of panel and optimization for utilization ratioLI Dong mei0 我公司目前开料现状拼版尺寸设计,是指PCB加工时进行组合,以减少PCB板材的浪费。
结合PCB制程设备的加工能力,参考板料的尺寸规格,设计出生产效率最高、板材利用率最高的拼版尺寸。
拼版尺寸设计影响因素较多,不但受到单元尺寸的影响、同时还受PCB的各个工序设备加工能力的限制,还受到上游供应商板料尺寸规格的制约。
具体有以下几个方面:客户要求方面:成品单元尺寸、外型形状、外型加工方式、表面处理方式、层数、板厚、特殊加工要求等等。
PCB工厂方面:多层板层压方式、拼版间距、各个工序设备加工能力、外型加工方式等。
供应商方面:板材尺寸规格、半固化片尺寸规格、干膜尺寸规格、RCC规格、铜箔规格等。
现有的常规板料尺寸有三种,940 mm×1245 mm(37 in×49 in),1041 mm×1245 mm(41 in×49 in),1092 mm×1245 mm(43 in×49 in)。
特殊料914 mm×1219 mm(36 in×48 in),1016m m×1219m m (40i n×48i n),1067m m×1219m m(42i n×48i n)。
开料方式一开四。
刀损按4 mm 算,可得以下标准拼板尺寸(表1)。
图1为拼板例图。
1041×1245(41×49) 2 620 518 0.321940×1245(37×49) 3 620 468 0.2901092×1245(43×49) 4 544 412 0.224图1 为拼板例图图1 拼板例1 开料状况分析及优化措施根据常规开料方式一开四或一开六标准拼板,长边尺寸482.6 mm(19 in)到622.3 mm(24.5 in)的板,影响开料利用率,导致工序材料成本变高。
排版利用率-影响排版的两个率 产能效率&材料利用率

排版設計法則1一.影響排版設計的兩個率2影響排版設計的兩個率產能效率&板材利用率說明 產能效率 板材利用率說明客戶板子板材利用率 32 SPNL/WPNL產能利用率 8 SPNL/WPNL3影響排版設計的兩個率如何使用兩個率客戶板子 優先選擇產能效率最高的W-PNL生產尺寸 生產尺寸 優先選擇產能效率最高的 板材利用率最高的供應商尺寸(若板材利用率差異 若板材利用率差異5-10%) 其次選擇 板材利用率最高的供應商尺寸 若板材利用率差異4影響排版設計的兩個率二.影響兩個率的要素影響WPNL排版客戶資訊 排版客戶資訊 影響 a.SPNL的尺寸 的尺寸 b.板子型態 板子型態 c.板厚 板厚 d.表面處理 表面處理 e.阻抗數目 阻抗數目 f.是否需填孔電鍍 是否需填孔電鍍 g.成型方式 成型方式5影響兩個率的要素三.影響兩個率的要素影響SPNL的排版資訊 的排版資訊 影響 a.最大 最小 最大&最小 最大 最小SPNL size的限制 的限制 b. 最大 最小的 最大&最小的 最小的PCS數目 數目 c. PCS間的排版方式 間的排版方式 d. 長短邊的留邊限制 e PCS間的排版間距 間的排版間距 f 客戶取下 客戶取下PCS的方式 的方式6影響兩個率的要素Working-Panel設計法則說明 設計法則說明7WPNL排版的重要名詞 排版的重要名詞8WPNL排版的重要名詞 WPNL排版的重要名詞WPNL排版的重要名詞 排版的重要名詞撈邊次數8L 1+6+1 2+4+2 Staggered 2+4b+210L1+6b+12+4+2 Stacked1+(1+4+1)b+19WPNL排版的參數 排版的參數B A X1 C B 一般參數Symbol 外層) A(外層 外層 Minimum 0.59“ 0.52“0.118”(模沖 模沖 0.1 “ &模沖)& 模沖 0.118“(模沖 模沖) 0.1”&0.08”Normal 0.59“ 0.52“ 0.118“ or 0.2” 0.1”Y1B(外層 外層) 外層SPNLSPNLy YC&D 撈邊尺寸(單邊 撈邊尺寸 單邊) 單邊D0.08“SPNLA XSPNL特殊參數 1.填孔電鍍 (0.79”) 填孔電鍍: 填孔電鍍 2.薄板 間距 薄板: 薄板 間距(0.79”) 3.金手指槽深限制 金手指槽深限制(12”) 金手指槽深限制 4.阻抗 阻抗Coupon限制 阻抗 限制x10W-PNLWPNL排版的參數 WPNL排版的參數WPNL排版 計算說明 排版一個板厚1.6mm 的化金 ,外型製作方式為成型 無阻抗要求 的化金6L 外型製作方式為成型 外型製作方式為成型,無阻抗要求 一個板厚SPNL0.52 0.52 10718.8 7 10 2.68 1.8822.66 3.24 2.270.59SPNLSPNL24 – 0.08*2 – 0.59 * 2 = 22.66 y 24SPNL SPNLSPNLSPNL20 – 0.08*2 – 0.52 * 2 = 18.8 0.59SPNLx 20GOOD11WPNL排版 WPNL排版 計算說明小練習一個板厚1.6mm 的化金 的化金1+4+1 ,外型製作方式為成型 無阻抗要求 外型製作方式為成型,無阻抗要求 一個板厚 外型製作方式為成型18.640.5222.5 5.5 2.72SPNL0.52 844 84.59 2.240.59 24 – 0.08*2 – 0.59 * 2 = 22.66 y 2420 – 0.08*2 – 0.52 * 2 = 18.8 0.59x 20GOOD12WPNL排版 WPNL排版 計算說明Shipping-Panel設計法則說明 設計法則說明13SPNL 排版的重要名詞A C影響SPNL的排版資訊 的排版資訊 影響PCS PCSPCSD1 最大 最小 最大&最小 最小SPNL size的限制 的限制 2 最大 最小的 最大&最小的 最小的PCS數目 數目 3 PCS間的排版方式 間的排版方式 3 長短邊的留邊限制 4 PCS間的排版間距 間的排版間距PCSPCSPCSBX軸(長邊 單邊留邊尺寸:A 軸 長邊 單邊留邊尺寸: 長邊)單邊留邊尺寸 Y軸(短邊 單邊留邊尺寸:B 軸 短邊)單邊留邊尺寸: 短邊 單邊留邊尺寸 PCS間距:C&D 間距: 間距5 客戶取下 客戶取下PCS的方式 的方式14SPNL排版的重要名詞 SPNL排版的重要名詞SPNL排版的參數 排版的參數A C一般參數PCS PCS PCSSymb ol A&BMinimum 0.237“(6mm) 0.08“(2mm)Normal 0.394“(10mm) 0.094“(2.4mm)DPCSPCSPCSC&DB其它參數 1.建議 建議Shipping-PANEL尺寸 長 150-300 mm , 寬100-250mm 建議 尺寸 2.長與寬的比值差異 避免 2 長與寬的比值差異,避免 長與寬的比值差異 避免> 3.支撐性的判斷 支撐性的判斷15SPNL排版的參數 SPNL排版的參數最佳SPNL尺寸一覽表說明 尺寸一覽表說明 最佳簡化如何設計最佳的Shipping-Panel 尺寸 以得到最佳排版利用率 尺寸,以得到最佳排版利用率 簡化如何設計最佳的16最佳SPNL尺寸一覽表 最佳SPNL尺寸一覽表 SPNLSPNL排版 計算說明 排版一個板厚1.6mm 的化金 ,外型製作方式為成型 無阻抗要求 的化金6L 外型製作方式為成型 外型製作方式為成型,無阻抗要求 一個板厚 客戶針對SPNL留邊 & PCS的間距 & 數量 & 排版方向 並無特殊 客戶針對 留邊 的間距 要求60PCS40229.6PCS(mm) 2 3 4 5 640 80 120 160 200 24060 120 180 240 300 360PCSPCSPCSPCSPCS142.4PCSPCSPCSPCSPCS2.4x4+20+200=229.62.4x1+20+120=142.417SPNL排版 計算說明 排版18Thanks for your attendance19。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.5
2
1.5
3
2
大于1~2
2
1.5
2.5
2
3.5
2.5
3
2
大于2~3
2.5
2
3
2.5
4
3.5大于3~432.53.53
5
4
4
3
大于4~5
4
3
5
4
6
5
5
4
大于5~6
5
4
6
5
7
6
6
5
大于6~8
6
5
7
6
8
7
7
6
8以上
7
6
8
7
9
8
8
7
注:冲非金属材料(皮革、纸板、石棉板等)时,搭边值应乘1.5~2。
表4条料宽度偏差 (单位:mm)
条料宽度b
材料厚度t
~1
1~2
2~3
3~5
~50
50~100
100~150
150~220
220~300
-0.4
-0.5
-0.6
-0.7
-0.8
-0.5
-0.6
-0.7
-0.8
-0.9
-0.7
-0.8
-0.9
-1.0
-1.1
-0.9
-1.0
-1.1
-1.2
-1.3
注:表4中数值系龙门剪床下料。
提高材料利用率的方法如下:
1)在满足零件强度和使用要求的情况下,减小材料厚度。
2)改进毛坯形状,合理排样(示意简图1)。
3)减少搭边,采用少废料或无废料排样(示意简图1)。特别是较大的零件和长条形的零件。
4)单列排样改为多列排样。
5)多件同时成形,成形后再切开。
6)组合排样(示意简图2)。
7)利用废料(示意简图2)。
热镀锌 DX51D+Z 1.2*1080*C 钝化
热镀锌 DX51D+Z 1.2*1100*C 钝化
热镀锌 DX51D+Z 1.2*1219*C 钝化
热镀锌 DX51D+Z 1.2*1250*C 钝化
热镀锌 DX53D+Z 0.6*1050*C 非钝化
热镀锌 DX53D+Z 0.6*1100*C 非钝化
4.0~5.0
3.0
3.5
3.5
4.0
4.0
4.5
5.0~12
0.6
0.7
0.7
0.8
0.8
0.9
注:表列搭边值适用于低碳钢,对于其它材料,应将表中数值乘以下列系数:
中等硬度的钢0.9软黄铜、纯铝1.2硬钢0.8铝 1.3~1.4
硬黄铜1~1.1非金属1.5~2硬铝1~1.2
排样方案和搭边值确定后,即可定条料或带料的宽度。
热镀锌 DX51D+Z 0.8*1000*C 钝化
热镀锌 DX51D+Z 0.8*1050*C 钝化
热镀锌 DX51D+Z 0.8*1080*C 钝化
热镀锌 DX51D+Z 0.8*1100*C 钝化
热镀锌 DX51D+Z 0.8*1250*C 钝化
热镀锌 DX51D+Z 0.8*1219*C 钝化
热镀锌 DX53D+Z 0.6*1200*C 非钝化
热镀锌 DX53D+Z 0.8*1050*C 非钝化
热镀锌 DX53D+Z 0.8*1100*C 非钝化
热镀锌 DX53D+Z 0.8*1150*C 非钝化
热镀锌 DX53D+Z 0.8*1160*C 非钝化
热镀锌 DX53D+Z 0.8*1300*C 非钝化
表3最小工艺搭边值(单行排列)(单位:mm)
材料厚度t
工件间a1
沿边a
工件间a1
沿边a
工件间a1
沿边a
0.25以下
1.8
2.0
2.2
2.5
2.8
3.0
0.25~0.5
1.2
1.5
1.8
2.0
2.2
2.5
0.5~0.8
1.0
1.2
1.5
1.8
1.8
2.0
0.8~1.2
0.8
1.0
1.2
1.5
1.5
1.8
1.2~1.6
1.0
1.2
1.5
1.8
2.5
2.0
1.6~2.0
1.2
1.5
1.8
2.5
2.0
2.2
2.0~2.5
1.5
1.8
2.0
2.2
2.2
2.5
2.5~3.0
1.8
2.2
2.2
2.5
2.5
2.8
3.0~3.5
2.2
2.5
2.2
2.8
2.8
3.2
3.5~4.0
2.5
2.8
2.5
3.2
3.2
3.5
热镀锌 DX51D+Z 0.8*1200*C 钝化
热镀锌 DX51D+Z 0.8*1250*C 钝化
热镀锌 DX51D+Z 0.8*1100*C 钝化
热镀锌 DX51D+Z 1.0*1000*C 钝化
热镀锌 DX51D+Z 1.0*1100*C 钝化
热镀锌 DX51D+Z 1.0*1200*C 钝化
五、我司常用的板材规格
钢材常用规格(用量较大的,集团采购中心提供)
厚度牌号规格表面
热镀锌 DX51D+Z 0.5*1000*C 钝化
热镀锌 DX51D+Z 0.5*1100*C 钝化
热镀锌 DX51D+Z 0.6*1080*C 钝化
热镀锌 DX51D+Z 0.6*1100*C 钝化
热镀锌 DX51D+Z 0.6*1250*C 钝化
板材利用率
———————————————————————————————— 作者:
———————————————————————————————— 日期:
板材利用率
一、提高材料利用率,降低材料费
在冲压生产中,工件的原材料费占制造成本的60%左右,所以节约原材料,利用废料具有非常重要的意义。提高材料利用率是降低冲压件制造成本的重要措施之一。
三、排样方法
根据条料的利用情况及冲压件的不同几种形状,可得出相适合的排样类型,而根据排样类型又可分为有搭边与无搭边两种,其具体情况见下表1
表1常用的排样类型
四、搭边及条料宽度
对一般金属材料的搭边值见表2(适用于大零件)和表3。
表2 冲裁金属材料的搭边值
材料厚度t
手工送料
自动送料
圆形
非圆形
往复送料
~1
热镀锌 DX53D+Z 0.8*1200*C 非钝化
热镀锌 DX52D+Z 1.0*1100*C 非钝化
热镀锌 DX52D+Z 1.0*1219*C 非钝化
热镀锌 DX52D+Z 1.0*1460*C 非钝化
热镀锌 DX52D+Z 1.2*1000*C 非钝化
热镀锌 DX52D+Z 1.2*1219*C 非钝化
a)一般落料
b)切角再切断
c)直角形(无废料)
图1 改变形状
图2组合排样
二、材料的利用率的概念及计算方法
在冲压生产过程中,冲裁件在板、条等材料上的布置方法称为排样,排样是否合理直接影响到材料的经济利用。
评价排样经济性、合理性的指标是材料的利用率。其计算公式如下:
1、一个进距内的材料利用率为
= ×100%
2、条料的材料利用率为
= ×100%
3、板料的材料利用率为
×100%
式中 F—冲裁件面积(mm )
b—条件宽度(mm)
h—送料进距(mm)
n1、n2—个进距内冲件总数
n3—板料上冲件总数
L—条料长度(m)
L0—板料长度(mm)
b0—板料宽度(mm)
条料冲裁时,所产生的废料包括工艺废料和结构废料两种,要提高条料利用率就必须减少废料面积。