车架电泳方案
超高超重客车骨架的阴极电泳工艺方案
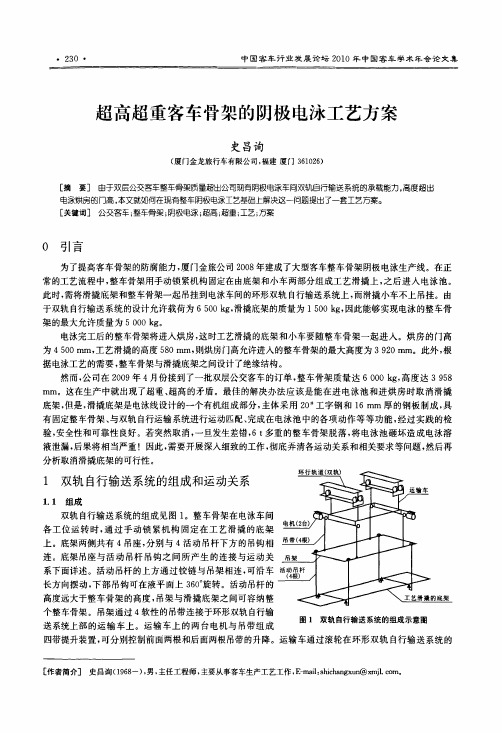
四带提升装置,可分别控制前面两根和后面两根吊带的升降。 运输车通过滚轮在环形双轨自行输送系统的
[作者简介]史昌询(1968一),男,主任工程师,主要从事客车生产工艺工作,E-mail:shichangxun@,,mjl.com。
1-4"序e{-与制造工艺
・231・
轨道(图中仅画了一段示意)上行驶(为了图形简洁,对通过手动锁紧机构固定在滑撬底架上的整车骨架略去 不画)。 滑撬底架的吊座结构见图2。可以看出,底架主要由208工字钢组成,吊座主体由110 mmX 110 mm×
O
引言
为了提高客车骨架的防腐能力,厦门金旅公司2008年建成了大型客车整车骨架阴极电泳生产线。在正
常的工艺流程中,整车骨架用手动锁紧机构固定在由底架和小车两部分组成工艺滑撬上,之后进入电泳池。 此时,需将滑撬底架和整车骨架一起吊挂到电泳车间的环形双轨自行输送系统上,而滑撬小车不上吊挂。由 于双轨自行输送系统的设计允许载荷为6 架的最大允许质量为5 为4
・230・
中国客车行业发展论坛2010年中国客车学术年会论文集
超高超重客车骨架的阴极电泳工艺方案
史昌询
(厦门金龙旅行车有限公司,福建厦门361026)
[摘要]
由于双层公交客车整车骨架质量超出公司现有阴极电泳车间双轨自行输送系统的承载能力,高度超出
电泳烘房的门高,本文就如何在现有整车阴极电泳工艺基础上解决这一问题提出了一套工艺方案。 [关键词]公交客车;整车骨架;阴极电泳;超高;超重;工艺;方案
整车骨架底横粱
I产。帚2刁
,
、
丝
o。f
广
1.7
剿
∥
f弋、≮、、iii心≮~≮≮≮~iN 网 N
越野车车架电泳工艺流程

越野车车架电泳工艺流程英文回答:The electrophoretic coating process, also known as e-coating, is commonly used in the automotive industry for coating vehicle frames, including off-road vehicle frames. This process provides a durable and corrosion-resistant finish to the vehicle frame, making it suitable for rugged terrains.The e-coating process involves several steps:1. Pre-treatment: The vehicle frame is first cleanedand pre-treated to remove any dirt, grease, and contaminants. This is usually done through a combination of chemical cleaning, rinsing, and surface preparation techniques.2. Electrodeposition: The pre-treated frame is then immersed in a tank filled with a water-based paint solution.The frame acts as the cathode, and metal plates or anodes are used as the anode. When an electric current is passed through the solution, the paint particles are attracted to the frame's surface and form a uniform coating through electrodeposition.3. Post-rinse: After the electrodeposition process, the frame is rinsed to remove any excess paint particles and ensure a smooth and even coating. This step helps in achieving a high-quality finish.4. Curing: The coated frame is then cured in an oven to allow the paint to fully cure and harden. This step ensures the durability and longevity of the coating.5. Inspection and quality control: Once the curing process is complete, the coated frame undergoes a thorough inspection to check for any defects or imperfections. This step helps in maintaining the quality standards of the coating process.The e-coating process offers several advantages foroff-road vehicle frames. It provides excellent corrosion resistance, which is crucial for vehicles exposed to harsh outdoor conditions. The uniform coating also ensures consistent protection for the entire frame, including hard-to-reach areas. Additionally, the e-coating process is environmentally friendly, as it uses water-based paint solutions and produces minimal waste.中文回答:车架电泳涂装工艺,也称为电泳涂装,广泛应用于汽车行业,包括越野车车架的涂装。
车架电泳线线技术要求

车架电泳线线技术要求车架以及底盘小件以及薄板件电泳线技术要求甲方(需方):乙方(供方):乙方向甲方提供车架、底盘小件以及薄板件电泳线设备 1 台(台套),由乙方进行设备的设计、制造、安装、调试,验收合格后一次性交付甲方使用。
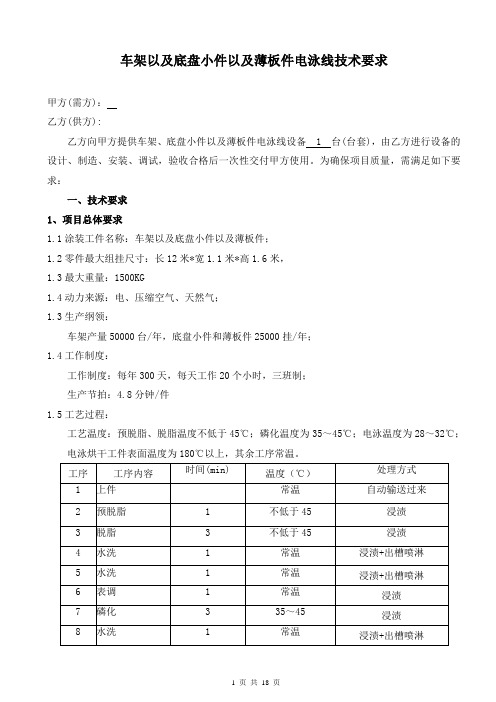
为确保项目质量,需满足如下要求:一、技术要求1、项目总体要求1.1涂装工件名称:车架以及底盘小件以及薄板件;1.2零件最大组挂尺寸:长12米*宽1.1米*高1.6米,1.3最大重量:1500KG1.4动力来源:电、压缩空气、天然气;1.3生产纲领:车架产量50000台/年,底盘小件和薄板件25000挂/年;1.4工作制度:工作制度:每年300天,每天工作20个小时,三班制;生产节拍:4.8分钟/件1.5工艺过程:工艺温度:预脱脂、脱脂温度不低于45℃;磷化温度为35~45℃;电泳温度为28~32℃;电泳烘干工件表面温度为180℃以上,其余工序常温。
工序工序内容时间(min) 温度(℃)处理方式1 上件常温自动输送过来2 预脱脂 1 不低于45 浸渍3 脱脂 3 不低于45 浸渍4 水洗 1 常温浸渍+出槽喷淋5 水洗 1 常温浸渍+出槽喷淋6 表调 1 常温浸渍7 磷化 3 35~45 浸渍8 水洗 1 常温浸渍+出槽喷淋除渣泵。
7)槽底与两侧壁板连接处采用圆弧结构,与底、侧板焊接的焊缝不在折角处,不采用槽底板与侧壁板直角对接焊。
8)槽体板与骨架按规范采用断续焊,槽体板与板之间采用连接密封焊,要求各焊缝尽量设置在骨架上,槽体要求耐压、不渗不漏。
9)预脱脂、脱脂、纯水洗等循环管路需加袋式过滤器。
10)预脱脂、脱脂过滤器中需加有高磁磁棒。
磁棒可以手工清洁。
4.1.5 搅拌系统1)要求槽底无死角,各处均能喷到。
2)每只浸槽喷射管数按保证车架表面处理质量的原则下选定。
4.1.6 喷淋系统1)脱脂采用浸的方式,去除白车架内外表面上的污油和铁屑2)磷化后水洗系统去除磷化后的车架内外表面上磷化渣。
车架阴极电泳涂装工艺说明
车架阴极电泳涂装车架一般是由8-12mm厚的热轧钢板经冲压成形、铆接或焊接组装而成。
由于车架系车下部件,使用条件苛刻,要求有较好的或优质的耐腐蚀涂装保护。
常规涂装工艺有:喷漆防锈漆,浸涂水性涂料,阳极电泳涂装、阴极电泳等。
从涂层质量、能源消耗、环保和火灾危害性等方面考虑,前两种工艺均已十分落后。
同时市场的激烈竞争,也促使汽车厂家在最大程度上提高产品质量。
随着电泳涂装技术的发展、尤其是阴极电泳漆以其优异的防腐蚀性能、高泳透力、涂装自动化程度高、环境污染小等特点,在车架上也得到了应用。
车架阴极电泳涂装工艺流程主要如下:上件--表面前处理--阴极电泳--后冲洗--转挂工件--电泳漆烘干--下件表面前处理主要要求:(1)由于车架所用钢材是热轧板,存在着大量的氧化皮或铁锈,在进入涂装车间以前应对氧化皮、锈蚀等进行处理。
常用的方法有酸洗、抛丸等方式。
考虑到酸洗对环境和金属材料本身的影响问题,而采用了抛丸处理。
经抛丸后的工件达到了无氧化皮、无铁锈、呈现金属本色的要求;(2)选择了与阴极电泳漆配套的磷化剂进行处理,以提高漆膜附着力和耐腐蚀性。
该线工件经前处理工艺后,工件表面达到如下要求: 1.磷化膜外观均匀、致密、无锈; 2.磷化膜重1-3g/M2; 3.结晶细度<10um4.磷化膜P 比>85﹪(即磷化膜的碱性强)。
表面前处理工艺工艺条件工序名称 处理方式 时间(s ) 温度(℃)压力 预脱脂 喷淋 60 50-65 0.10-0.12脱脂 浸渍 120 50-65 水洗1 浸渍 60 室温 表调 浸渍 30 室温 磷化 浸渍 180 40-45 水洗2 浸渍 30 室温 纯水洗浸渍60室温阴极电泳及后冲洗处理工艺工艺条件工序名称处理方式时间(s)温度(℃)压力(Mpa)阴极电泳浸渍18028-320次槽次UF冲洗喷淋10室温0.08-0.10 UF1洗浸渍30室温新鲜UF洗喷淋10室温0.08-0.10纯水洗喷淋30室温0.08-0.12。
通力车架阴极电泳涂装线工艺设计方案
陕汽集团通力专用车有限公司车架阴极电泳涂装线工艺设计方案版本号 : 004陕西邦仕涂装工程技术有限公司电话: -2005 传真: -20092008年 9月 28日、设计依据1、工程名称:汽车车架阴极电泳涂装线2、车架阴极电泳涂装线的设计纲领①车架工件的参数最大车架尺寸(长X宽X高)最短车架的长度按车架长度分类:长车架在车架总量中所占的比例短车架在车架总量中所占的比例最大车架重量最大车架面积12m X m xm20%80%200056(每吊挂放置1台车架)(每吊挂放置2台车架)kgm2②车架生产的设计纲领年生产量60000年作业天数250 每天班次 2 每班作业时间8天班小时设备系数3、涂装生产的纲领要求由年生产量计算日涂装生产量60000台/ 年十 -250天/ 年=283 台/ 天由日涂装生产量计算每班的涂装生产量283台/ 天十2 班/ 天=142 台/班由班涂装生产量和每吊挂的台车量计算涂装生产的工艺节拍142台/班X 20%= 台/班台/班十1台/挂=挂/班142台/班X 80%= 台/班台/班* 2台/挂=挂/班挂/班+挂/班=挂/班挂/班十8小时/班=挂/ 台/小时* 60分钟/小时=1 ♦挂/分钟=分钟/ 挂(平均每班每吊挂放置1台车架的车架数)(平均每班每吊挂放置1台车架的吊挂数)(平均每班每吊挂放置2台车架的车架数)(平均每班每吊挂放置2台车架的吊挂数)(每班总的平均吊挂数)小时挂/分钟4、工艺基本过程工艺基本过程应先进行喷砂、预清理(喷砂部分的工序过程由通力公司自己解决),然后按预脱脂一►主脱脂一►(水喷洗)一►水浸洗一►表调一►磷化水洗纯水洗—►电泳一►(槽上UF水冲洗)一►循环UF水冲洗-UF 2水冲洗—纯水洗^烘干固化―►转入后道工序。
5、设计前处理槽为:长X宽X高=13 m X 2.2m X 2.5m (其中包括预脱脂槽、主脱脂槽、水浸洗槽、表调槽、磷化槽、水洗槽等六个槽)设计电泳槽主槽为:长X宽X 高 =13 m x m x (其中包括纯水洗槽、电泳槽、循环UF 水洗槽、UF 2水洗槽、纯水洗槽等五个槽)。
汽车零部件电泳涂装线方案

汽车零部件电泳涂装线技术方案二。
一九年三月设计方案S设计依据1 .生产纲领11.蒿永线主要承担平衡夹总成等多种汽车零部件的电泳底泰、烘干等任务。
1.2.超永线产能为双班216万件/年。
1 .3.通过最大工件尺寸:1702mm*560mni*600mn‰1.4 .采用阴极电泳立,工艺涮呈:前处理(无瞬薄膜工2)•电泳及后清洗•吹水_电泳烘干-强冷-漆后存储15.采用悬挂输送机完成工序间的输送。
1.6 .前处理采用喷淋与浸渍相结合的处理方式,电泳及后清洗采用喷浸结合处理方式。
1.7 .加热热源采用天然气。
2 .现场条件3 .生产制度根据业主要求,本次设计电泳车间采用两解人一天工作16h,4 .生产线总体要求4.1生产线设备设计以业主的品牌定位和发展战略为S⅛,整个生产线设备以经济、可靠、实用为基本设计原则,努力提高性价比;4.2.设计的原则:乙方根据甲方提出的设计要求、遵照国家和行业有关法规和标准,遵循设备的可靠性、实用性、合理性、经济耐用的设计原则进行整体设计,并应获得甲方代表签字确认。
4.3.设备整体外观设计制造应体现美观大方,富于时代感,能体现现代企业风貌;4.4.生产线的整体布局应体现空间分割合理、物流通畅、操作维护方便等特点;4.5.整套设备应满足自动化控制程度较高、能耗低的特点,尽量降低运行成本;4.6.整线工序完善,工艺设备先进;操作条件安全,的,车间环境清洁,无粉尘污染;按同期同类产品先进水平设计,制游。
4.7.对废气、废水治理等后续工作进行通盘考虑,并预留接口。
整体设计和所采用的任何设备经过有效处理后都必须满足国家和当地环保部门规定的污染排放要求。
4.8.生产线所有外购件、耗材和设备结构等均应符合技术的要求4.9.生产线设计寿命达到15年以h;4.10.设备废气排放达到国家大气污染物综合排放标准GBI6297-1996二类标准。
二、总体设计说明(二)、主导产品规格产能及吊挂计算表说明:根据贵公司产品特性,不能以悬挂链的吊重50kg作为幡,应该是以现在最大的工件尺寸定一个吊具尺寸,然后要计算在最大吊具尺寸内工件能组合多少件、组合后多少挂/年来计算输送速度,再根据每挂的重量确定输送链的规格型号。
汽车车架阴极电泳涂装的工艺与设备

拌) ( 浸、 -# 2 (# 3 、 - 456、 泵循 #预浸泡磷酸酸洗 环搅拌) ( 浸、 -# 2 (# 3 、 - 456、 #超声波磷酸酸洗 ( 浸、 常温、 " 456、 泵循环搅 泵循环搅拌) # 水洗 $ 拌) ( 浸、 常温、 " 456、 泵循环搅拌) #水洗 ! # 表调 ( 浸、 常温、 " 456、 泵循环搅拌) ( 浸、 0# 2 -# # 磷化 - 456、 泵循环搅拌)#水洗 0 ( 浸、 常温、 " 456、 3、 泵循环搅拌) ( 浸、 常温、 " 456、 泵循环 # 纯水洗 " 搅拌) ( 浸、 $. 2 !# 3 、 ! 456、 泵循环搅 # 阴极电泳 ( 浸、 常温、 " 456、 泵循环搅拌) 拌) # 78" 水洗 # 78$ 水洗 ( 浸、 常温、 " 456、 泵循环搅拌) # 纯水洗 $ ( 浸、 常温、 " 456、 泵循环搅拌) (常 # 滴水晾干 温) ( 人工辅助) ( 热风循环、 ".# 2 # 转挂 # 烘干 $## 3 、 !# 456、 燃油加热) ( 风冷、 常温、 /* # 强冷 456) ( 人工辅助) #下件 # * $" 工艺说明
右, 采用步进式方案比较合适; (’) 采用步进式方案后可最大限度地减小电 泳槽的容积, 电泳漆的更新周期更短, 经计算, 其电 泳槽的容积不到连续式船形槽方案的 /# !; 采用步进式方案可较大地降低生产线的 (0) 投资, 减少生产线的占地面积和能耗。 ! ! !" 布" 置 整个生产线由两部分组成, 其中前处理电泳生 产线采用步进式自行小车输送涂装生产线, 电泳烘 干生产线采用步进式地面链输送涂装生产线。生 产线工艺与设备平面布置见图 & 。
汽车零部件电泳涂装线方案

汽车零部件电泳涂装线技术方案江苏龙杰多尔环保涂装设备有限公司二0一九年三月设计方案一、设计依据1.生产纲领1.1.电泳线主要承担平衡夹总成等多种汽车零部件的电泳底漆、烘干等任务。
1.2.电泳线产能为双班216万件/年。
1.3.通过最大工件尺寸:1702mm*560mm*600mm。
1.4.采用阴极电泳工艺,工艺流程:前处理(无磷薄膜工艺)-电泳及后清洗-吹水-电泳烘干-强冷-漆后存储1.5.采用悬挂输送机完成工序间的输送。
1.6.前处理采用喷淋与浸渍相结合的处理方式,电泳及后清洗采用喷浸结合处理方式。
1.7.加热热源采用天然气。
2.现场条件序号名称参数1 供市政电50Hz 380V 三相五线2 供市政水0.15~0.2MPa3 供压缩空气0.6~0.7MPa4 供天然气10~30KPa 热值:8300大卡/NM35 污水排放标准GB8978-1996《污水综合排放标准》二级,由厂区污水处理站集中处理。
6 废气排放标准GB16297-1996《大气污染物综合排放标准》二类7 噪音≤82db3.生产制度根据业主要求,本次设计电泳车间采用两班制,一天工作16h。
4.生产线总体要求4.1.生产线设备设计以业主的品牌定位和发展战略为基础,整个生产线设备以经济、可靠、实用为基本设计原则,努力提高性价比;4.2.设计的原则:乙方根据甲方提出的设计要求、遵照国家和行业有关法规和标准,遵循设备的可靠性、实用性、合理性、经济耐用的设计原则进行整体设计,并应获得甲方代表签字确认。
4.3.设备整体外观设计制造应体现美观大方,富于时代感,能体现现代企业风貌;4.4.生产线的整体布局应体现空间分割合理、物流通畅、操作维护方便等特点;4.5.整套设备应满足自动化控制程度较高、能耗低的特点,尽量降低运行成本;4.6.整线工序完善,工艺设备先进;操作条件安全,良好,车间环境清洁,无粉尘污染;按同期同类产品先进水平设计,制造。
4.7.对废气、废水治理等后续工作进行通盘考虑,并预留接口。
车架电泳线线技术要求
车架以及底盘小件以及薄板件电泳线技术要求甲方(需方):乙方(供方):乙方向甲方提供车架、底盘小件以及薄板件电泳线设备 1 台(台套),由乙方进行设备的设计、制造、安装、调试,验收合格后一次性交付甲方使用。
为确保项目质量,需满足如下要求:一、技术要求1、项目总体要求1.1涂装工件名称:车架以及底盘小件以及薄板件;1.2零件最大组挂尺寸:长12米*宽1.1米*高1.6米,1.3最大重量:1500KG1.4动力来源:电、压缩空气、天然气;1.3生产纲领:车架产量50000台/年,底盘小件和薄板件25000挂/年;1.4工作制度:工作制度:每年300天,每天工作20个小时,三班制;生产节拍:4.8分钟/件1.5工艺过程:工艺温度:预脱脂、脱脂温度不低于45℃;磷化温度为35~45℃;电泳温度为28~32℃;电泳烘干工件表面温度为180℃以上,其余工序常温。
(以上处理方式厂家可按照投标方的最优方案来制定)(每个工位有几个工作点根据工艺平面图确定)1.6输送方式:空中输送部分单独招标、地面输送包含在电泳线内1.7作业点:每个工位有几个工作点根据工艺平面图确定1.8厂房参数:210×18,厂房高度: 13米1.9能源: 动力电: 380 V三相 50HZ照明电: 220 V单相 50HZ自来水:2~3 Kg/cm2(以实际情况为准)压缩空气:5~6 Kg/cm2(以实际情况为准)加热源:天然气1.10有在著名工程机械单位或者汽车行业设计和建设大型阴极电泳涂装线的工程案例,且所承制的单个涂装线项目规模不小于1000万(出具合同证明);2、项目内容2.1项目工作流程1)工件在上件点上件;2)工件经前处理、电泳;3)电泳后转挂至地面链,进入电泳烘房进行烘烤、强冷;2.2分项工程7)槽底与两侧壁板连接处采用圆弧结构,与底、侧板焊接的焊缝不在折角处,不采用槽底板与侧壁板直角对接焊。
8)槽体板与骨架按规范采用断续焊,槽体板与板之间采用连接密封焊,要求各焊缝尽量设置在骨架上,槽体要求耐压、不渗不漏。
一种新的商用车车架电泳涂装线方案
1受设备长度所限, ) 喷淋工位相邻段 的槽液易
Co meca hce r i r m r ilVe il al s T e
GAO un , J XUE o-a 2 Ha r n
发生窜槽, 决办法只有提高槽液更换频次 。这样 , 解
不 但造 成 浪 费 , 车架 表 面质 量 也 不 易保 证 。 2 通过 式 浸 槽 体 积大 , 行成 本 较 高 。 首先 是 ) 运 循 环 泵 耗 电量 增 大 ; 次 槽 液 定 期 更 换 ( 其 是 电 其 尤
式是 当时国 内普遍采 用 的——两条普 链并列 同步
运 行 , 件连 续 式 横 向移动 , 成 前 处 理 电泳 、 干 工 完 烘 及 冷 却全 部 工 序 。这 种 输 送 形 式 简 单 可 靠 , 存 在 但
以下不 足 :
A Ne Pln o e to h r ss a i gLi ef r w a f El cr p o e i Co t n n o
} 制造工程设计
n a u E g erg e g l au c r ni enD sn M f te n i i
【 文章 编 号 】0 79 6 (0 8 1-060 10 。4 7 2 0 ) 0 6 .3 1
一
种新 的商用车车架 电泳涂装线方案
■ 高军 薛浩然 ,
(. 1 中国重汽设 计研究 院有 限公 司,济南 203;. 市通达物 流机 械有限公 司, 苏 无锡 242 ) 50 12无锡 江 118
v rial . a igc ai gl ely u o a t s v n ln a e e t l M k n t n o t mp c , a i gp a t p c c y o n i a c s a dta s si n e u p n a efe i l . e n i i p a n n miso q i me t n b xb e M a wh l t s l r C l eh n n t n yc nme t ed ma d o e v r n e t l r tc in e eg o l a e e n f n io m n a o e t , n r y o h t p o s vn ,a d c n u t n r d cn u lo wo k ic u f c a i g n o s mp i e u i g b t as r p e e s ra e o q a i a e i i c n l c e s d u l yc nb g f a t i r a e . t sn i yn
车架阴极电泳技术浅析
车架阴极电泳技术浅析本文主要介绍了车架电泳的概念,并以重汽轻卡部车架阴极电泳线为例,介绍了车架阴极电泳涂装工艺,分析了电泳线的优缺点,重点介绍了电泳线常见问题与解决方法。
标签:电泳线;阴极电泳;涂装工艺1 电泳简介电泳包括四个过程:电解(分解)在阴极为电解反应,通电作用下水被分解生成氢气及氢氧根离子,当阳离子与氢氧根作用变为不溶于水的物质,形成涂膜沉积。
电泳动(泳动)树脂阳离子及氢离子在电场的作用下向阴极移动过程。
电沉积(析出)在被涂工件表面,由于阴极呈碱性,树脂阳离子与氢氧根作用析出不沉积物。
电渗(脱水)涂料固体与工件表面上的涂膜具有多数毛细孔,在电场作用下引起涂膜脱水,水从阴极涂膜中排渗出来,而涂膜则吸附于工件表面。
电解、电泳动、电沉积、电渗就是整个电泳过程。
2 电泳线的优缺点2.1 电泳线的优点电泳涂漆是一种利用高分子电解质的电泳运动与析离现象的涂漆方法。
经电泳的涂层漆膜较为丰满、均匀、平整、光滑等优点,涂层漆膜的硬度、附着力、耐腐蚀性明显优于其它涂装工艺;采用水溶性涂料,以水为溶解介质,节省了大量有机溶剂,无火灾中毒危险;电泳涂装效率高,涂料的利用率高,节省涂料用量,减少的电泳成本;连续化生产,效率高。
2.2 电泳线的缺点电泳涂装设备复杂,投资费用高,耗电量大。
设备维护和维修要求较高;采用水溶性涂料,在涂装过程中不能改变颜色,涂料稳定性不易控制。
实验室人员和操作人员需要严格培训,专业性强;3 电泳涂装线工艺与问题解决3.1 电泳的工艺过程车架电泳线为轻型货车提供车架,车架电泳线生产节拍为2.5min,车架要求长度不超过9m,高度不超过0.6m,宽度不超过1.2m,全部涵盖了轻卡部腹高170~250mm之间的车架。
由于车架所用钢材一般都是厚热轧板经冲压成,其左右纵梁和若干横梁及部分铸件再通过铆接或螺栓连接成车架。
表面存在大量的氧化皮及铁锈及油污,在进入涂装前应对氧化皮、锈蚀、油污进行处理。
探究摩托车车架阴极电泳涂装工艺

探究摩托车车架阴极电泳涂装工艺摘要:摩托车是现代交通重要的代步工具,涂装能使摩托车外观漂亮,并发挥保护作用,能提高摩托车的价值也延长使用时间。
摩托车车架阴极电泳涂装工艺具有很多优点,阴极电泳涂装工艺是科学低污染的涂装技术,逐渐发展为摩托车车架涂装的主要趋势,将广泛应用。
本文主要分析了阴极电泳原理、特征及应用方面、发展趋势方面的问题,有利于我们更好的了解摩托车车架阴极电泳涂装工艺。
关键词:摩托车;阴极电泳;涂装工艺前言:如今市场经济竞争非常的激烈,因此对摩托车行业的要求也越来越高。
摩托车车架阴极电泳涂装工艺具有很多优点,是公害较低的涂装方法,所以在汽车、家电、五金等行业应用十分的广。
可以说电泳涂装工艺是伴随社会对环境保护的要求产生的,是一项现代涂装工艺的高科技新技术。
阴极电泳涂装工艺能够解决摩托车车架部分生锈的困难问题,也能够有效的提高涂料的利用率,把工业生产对社会环境的污染降到最低,因此国内外很多行业都已经应用了阴极电泳涂装工艺,我国摩托车行业也开始了应用这项技术。
1.摩托车涂装功能摩托车是现代交通重要的代步工具,涂装能使摩托车外观漂亮,并发挥保护作用,能提高摩托车的价值也延长使用时间。
摩托车是户外使用的物品,所以要能够适应高温、严寒、等恶劣环境。
所以,摩托车要具有耐腐蚀、水、油、酸碱、机械强度等特性的涂层。
摩托车涂装主要是为了保护被涂物,避免防腐蚀、抵抗侵害,同时也具有装饰作用,让人觉得具有美感,涂装也能调节热、电等能量等。
2.阴极电泳涂装工艺2.1.电泳原理。
电泳涂装(electro-coating)是利用外加电场,使悬浮于电泳液中的颜料和树脂等微粒定向迁移并沉积于电极之一的基底表面的涂装方法。
电泳涂装是对水性涂料最具有实际意义的施工工艺,在汽车、建材、五金、家电等行业应用很多。
2.2.阴极电泳涂装工艺的特点阴极电泳涂装工艺具有非常多的优良特征,比如说具有较强的抗腐蚀的特点,漆膜附着力也比较强、还具有泳透力及涂料利用率,同时满足环境保护的要求,所以正逐渐被应用到各类行业。
车架电泳线设备说明
车架电泳线设备说明车架底漆线设备说明⼀..基本要求1.设计依据根据⼭东凯马公司提供的车间尺⼨,⼚房建筑图有关⼯艺资料。
2.⽣产纲领年⽣产车架总成10万辆份。
3.输送⽅式采⽤积放链加升降葫芦⽅式输送。
4.产品特点车架的最⼤外形尺⼨l×b×h,mm:7600×1200×400车架的最⼤质量:800kg⼯件最⼤表⾯积:25 m25.⼯作制度和年时基数⼯作制度和年时基数:251天,双班制。
6.设计原则和主要⼯艺说明a.车架总成采⽤阴极电泳涂装⼯艺,耐盐雾试验腐蚀≥500h;漆膜厚度控制在25±5µm。
b.根据产品的特点及⽣产纲领,确定涂装⽣产线采⽤步进式⽣产⽅式,⼯件进⾏组挂后进⼊前处理及电泳设备。
c.表调前和阴极电泳⼯艺槽材质采⽤碳钢,其他采⽤不锈钢槽,并设有排风系统。
7.⼯艺流程⼆.设备叙述1.输送⽅式⽅案⼀:积放链加挂电动葫芦采⽤“积放链加挂电动葫芦”的输送⽅案——使⼯件在前处理电泳⼯位改为步进式横向移动输送。
这种组合是将积放链的⽔平运动与电动葫芦的垂直运动叠加,即:积放链负责⼯件前⾏或停⽌,⽽电动葫芦负责⼯件垂直升降。
⽅案可将积放链使⼯件⽅便停⽌、存放的优势与电动葫芦使⼯件灵活升降的特点相结合,最⼤限度的满⾜⼯艺要求。
a.纲领分析本车架电泳涂装线⽣产纲领为100000辆/年。
按6 分钟/件的节拍式⽣产,每挂3件,每⼩时可⽣产30件;若按双班制,设备负荷90%计算,全年3810⼩时可年⽣产电泳车架102870个。
完全满⾜纲领要求。
“积放链加挂电动葫芦”输送⽅案还具有如下优势:1)电动双轨悬挂输送系统,其⼚房占地⾯积⼤于积放链,其原因是:尽管在⼯位上⽅都是横向输送⼯件,但积放链的载物车回程却是纵向移动,不需很宽的距离。
2)积放链加挂电动葫芦造成本远⼩于其它步进式输送。
3)若积⼀台电动葫芦故障可推到检修线上检修,不会全线停线,⽽采⽤程控⾏车⼀台故障全线停产。
一汽解放车架的电泳工艺
一汽解放车架的电泳工艺
一汽解放车架的电泳工艺是一种相对新颖和环保的涂装工艺,也被称作电泳涂装工艺。
电泳涂装是将有电泳涂装涂料的工件,在电解池内涂装,通过电解,实现涂料分散的粒子在工件表面上的平均沉积,这样处理过的工件表面能够形成具有均匀、致密、良好附着力和高质量的电泳涂膜层。
一汽解放车架的电泳工艺主要利用工件在电泳电极上向阳极(即涂装池中的电泳涂料)移动时,使阳极进行氧化分解,该过程中涂料中的颜色剂就会释放到表面形成薄膜层。
也就是说,电泳工艺的过程是通过电极金属化学变化对涂料进行电解反应,将颜料高浓度含于稳定性良好的电泳涂料中,利用电场将涂料分散成平均分布均匀的细小颗粒,借助电泳电流将这些颗粒吸附在工件表面,形成具备优越性的涂膜。
一汽解放车架的电泳工艺具有以下特点:
1.高效、环保。
电泳涂装过程中涂料浴是循环使用的,比起其他喷涂涂装方式节省涂料用量40% ~ 60%,符合国家节能环保要求。
2.高精度、高度自动化。
电泳工艺的涂装膜厚可控,无需人工控制。
3.电泳涂装可以涂在锰钢、铝合金、铸铁、镀锌板、镀铬制品等各种材质的物件上。
4.电泳涂装的膜层结构具有良好的平整度、抗腐蚀、耐磨损以及抗氧化腐蚀剂等性能。
在一汽解放车架的电泳工艺中,电泳工艺也是相对先进且使用最为广泛的精细涂装技术之一。
它广泛地应用于外观颜色、化学腐蚀、机械磨损、高温、氧化和耐酸碱等领域,可以独立或与其他喷涂工艺相结合,用于汽车、电器、家具、轨道等多个领域的涂装工艺。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
天津电动车岳;/yuekai8897@ 9-6
6
山东亮光涂装科技有限
天津电动车岳;/yuekai8897@ 9-7
扬程:21m 功率:15kw 数量:1 台 5 型号:65YWP30-15-4 流量:20 m3/h 扬程:17 m 功率:4 kw 数量:3 台 4.1.5 排风机 型号:4-72№6C 风量:15300m3/h 全压:1260Pa 功率:7.5KW 数量:2 台 4.1.6 储液槽 1 预脱脂槽 规格:L850×W2050×H1100 材质:δ=3.0 Q235 板、Q235 型材 数量:1 台 配置:双层不锈钢过滤网、DN50 排空阀等
3.2 阴极电泳: 3.2.1 由于阴极电泳具有:
2
山东亮光涂装科技有限
天津电动车岳;/yuekai8897@ 9-3
①较高的泳透力,极有利于形状复杂的工件的电泳涂覆。
②其电泳漆膜的抗蚀性能明显的高于阳极电泳漆膜。
③由于工件在施工时处于阳极电位,因此不担心在电化学
反应中工件被腐蚀。
所以针对该产品之特点采用阴极电泳工艺。
流量:25m3/h 扬程 19m 功率:3kw 数量:2 台 2 型号:100YW100-18-11 流量:80m3/h 扬程:21m 功率:11kw 数量:1 台 3 型号:65YW30-15-3 流量:20 m3/h 扬程:17m 功率:3kw 数量:2 台 4 型号:100YWP100-18-15 流量:80m3/h
系统。
③通过适当排放超滤液,以除去电泳槽中的杂离子,维护电泳
槽液的稳定。
为此本设计采用机械部定点企业湖北沙市水处理设备制造
厂的 NG50 型内压膜管式超滤装置。其特点是结构紧凑、占地面
积小、操作方便的优点。其关键部件 NG 膜管组件其运行性能与
美国 Koch-Abcor 公司的同类产品接近。
3.2.6 恒温装置
用寿命,纯水制备装置拟采用 RO 反渗透纯水制备装置。
2.9 阳极系统
阳极拟采用 TAS 型管式阳极以及相配套的极液循环装置。
3.3 吹水装置
为避免电泳漆膜产生阶梯痕迹在前处理后必须将工件表面
的水分吹干,为此需要设置吹水工序和设备。
3.4 烘干固化
本方案对电泳漆膜的烘干固化采用连续通过式的烘道设备,
工作;
3.4.11
烘道排气与排烟系统:烘道排气方式为自然排放。烘道
前后设置 2 套排风装置。排风装置分别由风量调节阀、排风管、
风帽等组成。
3.5 输送机系统 为满足生产产量的需要,当采用悬挂式输送装置,针对
具体的工件特点拟采用 QXT 200.-30 型轻型悬挂输送机。
4. 设备设计、选型
5
山东亮光涂装科技有限
时也使烘道整体外形简洁美观。
3.4.3
烘道内部热气流组织为下送-上回方式,送风管纵向布置
在烘道底部,回风管纵向布置在烘道顶部。
3.4.4 热风循环系统:
3.4.5
热风循环系统由燃烧室、热风循环风机、燃油燃烧机、
内外循环风管、风量调节阀、测温控温探头等组成。
3.4.6
烘道室体采用插板结构,现场拼装。插板内壁为材料δ
3.2.2 根据整线的输送方式,电泳槽采用连续通过式的船形槽,槽体
由 Q235 型材和厚板组成,槽内壁涂 4~8mm 环氧树脂玻璃 钢涂
层,使其具有耐击穿直流电压 20000V 的绝缘性能。为使槽内电
泳液始终保持流动状态槽底安装搅拌喷管、喷嘴,为提高喷嘴
的流量拟采用文丘里喷嘴。
3.2.3 全套循环管路管件、阀门、水泵均采用不锈钢材质。
4.1 前处理设备 4.1.1 喷淋室体
规格:L40000×W1500×H2250 材质:δ=1.2 不锈钢 数量:1 套 4.1.2 喷淋管 管径:DN32 材质:不锈钢 数量:60 套 4.1.3 喷嘴 类型:卡箍式快装喷嘴 材质: PP 数量:840 件 4.1.4 循环泵 1 型号:50YW15-25-3
烘道形式为隐桥式双行程热风对流烘道
3.4.1
烘道由室体、送回风管道、底框架、热风发生炉、废气
排放装置及自动控温系统等组成;
3.4.2
烘道主体采用高架隐桥式,进出口门洞位于烘道底部,
4
山东亮光涂装科技有限
天津电动车岳;/yuekai8897@ 9-5
工件从底面进出,利用热空气上升的原理,减少门洞热损,同
7
山东亮光涂装科技有限
天津电动车岳;/yuekai8897@ 9-8
配置:双层不锈钢过滤网、DN65 排空阀、溢流管等 4 表调槽 规格:L850×W2050×H1100 材质:δ=3.0 Q235 板、Q235 型材 数量:1 台 配置:双层不锈钢过滤网、DN50 排空阀等 5 磷化槽 规格:L2200×W2050×H1100 材质:δ=2.5 不锈钢板、Q235 型材 数量:1 台 配置:双层不锈钢过滤网、DN100 不锈钢排空阀等
0.75
RT
自动喷淋
2.10 纯水洗
0.75
RT
自动喷淋
2.11 吹水
2.12
阴极电泳
3
28~30
2.13
UF 液洗
0.75
RT
1
山东亮光涂装科技有限
2.14 2.15 2.16 2.17
UF 液洗 纯水洗 固化干燥 冷却下件
0.75 0.75 30
天津电动车岳;/yuekai8897@ 9-2
由于电泳过程是电化学反应过程是放热反应,为维持漆液
3
山东亮光涂装科技有限
天津电动车岳;/yuekai8897@ 9-4
的品质和漆膜的性能,生产过程中必须维持槽液恒温。在本方
案中槽液的冷却采取冷水冷却方法,冷却水由风冷式双螺杆冷
水机组供给。槽液的加热升温由热水锅炉供给热水,换热器采
用板式换热器。槽液的温度控制采用自动恒温控制。
规格:L1500×W1000×H3000 材质:不锈钢 数量:1 台 配置: 1 DN100 不锈钢蝶阀
数量:3 件 ②DN100 不锈钢管
数量:8 m
8
山东亮光涂装科技有限
天津电动车岳;/yuekai8897@ 9-9
4.2 电泳设备 4.2.1 电泳槽(包括辅槽)
规格:L13000×W1400×H2250 材质:δ=6.0 Q235 板 Q235 型材 内衬环氧树脂玻璃钢涂层 绝缘性能:耐击穿直流电压 20000V 配置:循环搅拌喷管喷嘴 1 套 数量:1 台 4.2.2 电泳槽外室 规格:L14000×W3200×H2550 材质:δ=1.0 不锈钢、Q235 型材 数量:1 套 配置:防爆荧光灯 80w×8 支 4.2.3 转移槽 规格:L6000×W2000×H2300(架台 H1000) 材质:δ=5.0 Q235 板 Q235 型材 内衬环氧树脂玻璃钢涂层. 4.2.4 循环泵(卧式水封泵) 型号: SBZ125-100-200B 流量:120m3 扬程:40m 功率:22KW 数量:1 台 4.2.5 循环泵 型号:卧式水封泵 流量:60m3 扬程:40m 功率:11KW 数量:1 台 4.2.6 超滤装置 型号:NG50 数量:1 台 4.2.7 阳极系统
3.2.7 直流电源装置
为避免产生冲击电流,减小整流器的容量本设计采取工件
连续带电入槽的供电方式;这样不仅可以降低工件入槽时的电
压、还可提高电泳漆的泳透力,同时使供电装置结构简单。
整流器拟采用河北保定莱特整流器制造有限公司制造的微
电脑控制 KYF-53 型电泳电源。性能、特点如下:
① 微机双控热备用,工艺过程参数预置,可实现电泳过程
山东亮光涂装科技有限
天津电动车岳;/yuekai8897@ 9-0
电动车电泳涂装线
初 步 设 计 方 案
山东亮光涂装科技有限公司
0
山东亮光涂装科技有限
天津电动车岳;/yuekai8897@ 9-1
1. 设计依据: (由甲方提供的产品工艺参数和相关资料)
1.1 工件名称: 电动摩托车车架及附件
3.2.4 为电泳槽清理、检修方便,需设转移槽,转移槽内涂覆 2~3mm
的环氧树脂玻璃钢涂层。为使涂料不发生沉淀和变质,转移槽
也需配循环搅拌装置。
3.2.5 超滤器是电泳涂装中不可缺少的设备之一,它能够起到:
①回收工件表面的浮漆,提高漆的利用率。同时避免环境水污
染。
②收集超滤液,提供施工中的冲洗用水,以实现闭路循环水洗
δ=50 岩免保温层 6 水洗槽 规格:L800×W2050×H1100 材质:δ=2.5 不锈钢板、Q235 型材 数量:3 台 配置:双层不锈钢过滤网、DN65 不锈钢排空阀、溢流管等 4.1.7 F4 热交换器 型号:HRSF-127 材质:F4 数量:①10.4m2 2 件
② 6m2 1 件 4.1.8 沉淀塔
=1.0 镀锌钢板, 外壁为δ=1.2 喷塑波纹钢板,内、外壁间填
充优质岩棉板为绝热层,岩棉容重为 100~150kg/m3,绝热层厚
度为 150 ㎜,外壁温度≤室温+10℃;
3.4.7
控温性能:固化炉设有数字式自动温控仪和温度传感器,
用于集中控制。固化烘道内布置 3 个测温探头。通过控制燃烧
机火力大小来调节烘道内的温度。
3.1.5 槽液加热的热源为热水,热水由热水锅炉供给,加热方式为间接 换热,换热器为波纹平板式换热器。各加热工位设有温度检测、 手动控制、数字显示装置。自动控制和温度设定系统设置在控制 柜上。