MSA计数型测量系统分析(交叉法)
如何做好MSA测量系统分析报告

准确度(Accuracy):
表示测量结果(单值或平均值) 与 真值的接近程度。
数量上,准确度可以用相对误差数 表示。
准确度 = 基准值 - 多次测量平均值
精密度(Precision):
在相同条件下进行重复测量或试验,其 结果相互间的一致程度。 表示测定结果中随机误差大小的程度。
精密度常用测量的标准差来表示,标准 差越大,精密度越低。
(2)大样法实例
至少2名测量人员,至少10个另件,每 人对每个另件至少重复测2遍。
步骤:
10个零件逐一编号 量具校准 人员A对零件进行测量(随机顺序) 记录员记录读数。 人员B、C对零件进行测量(随机顺序) 记录员记录读数。 上述循环重复3遍,测量顺序打乱。
(a)确定重复性 Repeatability
测量系统分析(MSA)
一、术语及其定义
1、测量(Measurement)
以确定实体或系统的量值大小为目标 的一整套作业。 包括过程、产品、服务的输入、输出 及性能/绩效的定量化信息。
2、Cage——任何用以获得测量结果的装置,
特别指基层使用的量具,包 括 用来测量合格/不合格的装置。
——引自QS 9000参考手册
数据的真实性——观测值 ?= 真值
真 值
测量误差
真 值
测量误差
系统的稳定性——
不同的时间、环境、人员、仪器设备 对测量结果影响如何? 系统是否处于统计控制状态?
测量结果的精确性——
反映被测实体/系统微小变化的能力。 测量误差与被测量的变化范围(总变 差)相比,是否可以接受?
4、测量系统的精度与误差类型
容差百分率≤10% 过程变差百分率≤10%
拒绝条件:
容差百分率 >30% 或: 过程变差百分率>30%
MSA计数型测量系统分析——假设试验分析法(Kappa)

6.136.13 计数型测量系统分析计数型测量系统分析——————假设试验分析法假设试验分析法假设试验分析法((Kappa Kappa))说明:参照张智勇所著《ISO/TS16949五大工具最新版一本通》(机械工业出版社)编写。
计数型测量系统的分析是为了确定不同班次,不同生产线的检查人员是否能正确地区分合格品和不合格品,分析出测量结果与标准值的符合程度,以及他们自身和相互之间重复检查的一致程度。
假设试验分析—交叉表法是一种常用的计数型测量系统分析方法。
交叉表法可以在基准值(分析用样品称为基准,用计量型测量系统对样品进行测量,测量值称为基准值)已知的情况下进行,也可以在基准值未知的情况下进行。
在基准值未知的情况下进行,可以评价测量人之间的一致性,但不能评价测量系统区分好与不好的能力。
在基准值已知的情况下,即可评价测量人之间的一致性,又能评价测量人员与基准值的一致性,以及测量的有效性、漏判率和误判率,从而判断出测量人区分合格和不合格零件的能力。
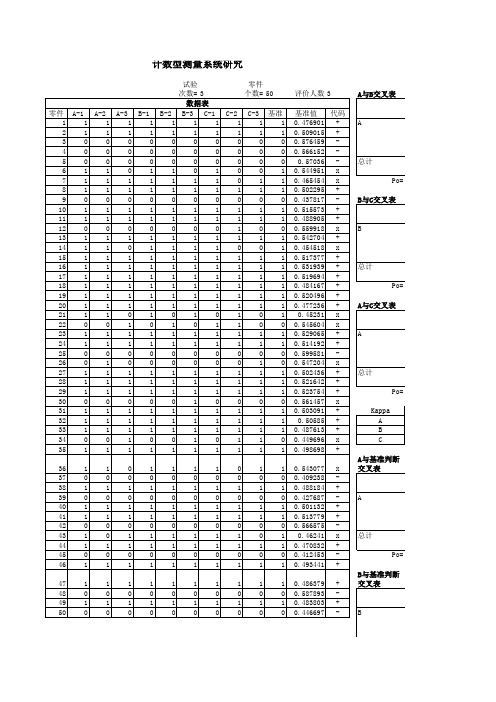
6.136.13.1 .1 .1 未知基准值的一致性分析未知基准值的一致性分析1)随机选取g=50(一般选取g=30~50个样本)个能够覆盖过程范围的零件,对这些零件进行编号。
零件的编号不要让测量人知道,但分析人应该知道。
2)由3名评价人以随机盲测的方式测量所有零件各m=3次,每人测量次数为n=g×m=50×3=150次。
“接受”记为“1”,“拒绝”记为“0”,将三人所测150×3=450个数据记录于表6-21中。
测量时应按这样的规则进行:先让A 测量人以随机顺序对50个零件进行第1轮测量,然后让B 测量人、C 测量人以随机顺序进行第1轮测量,再让A 测量人进行第2轮测量,以此类推,完成测量工作。
表6-21 计数型测量系统分析数据表零件测量人A 测量人B 测量人C基准基准值代码A-1 A-2 A-3 B-1 B-2 B-3 C-1 C-2 C-31 1 1 1 1 1 1 1 1 1 1 0.476 901 +2 1 1 1 1 1 1 1 1 1 1 0.509015 +3 0 0 0 0 0 0 0 0 0 0 0.576459 -4 0 0 0 0 0 0 0 0 0 0 0.566152 -5 0 0 0 0 0 0 0 0 0 0 0.57036 -6 1 1 0 1 1 0 1 0 0 1 0.544 951 ×7 1 1 1 1 1 1 1 0 1 1 0.465454 ×8 1 1 1 1 1 1 1 1 1 1 0.502295 +9 0 0 0 0 0 0 0 0 0 0 0.437817 -10 1 1 1 1 1 1 1 1 1 1 0.515573 +11 1 1 1 1 1 1 1 1 1 1 0.488905 +12 0 0 0 0 0 0 0 10 0 0.559918 ×13 1 1 1 1 1 1 1 1 1 1 0.542704 +14 1 1 0 1 1 1 1 0 0 1 0.454518 ×15 1 1 1 1 1 1 1 1 1 1 0.517377 +16 1 1 1 1 1 1 1 1 1 1 0.531939 +17 1 1 1 1 1 1 1 1 1 1 0.519694 +18 1 1 1 1 1 1 1 1 1 1 0.484167 +19 1 1 1 1 1 1 1 1 1 1 0.520496 +20 1 1 1 1 1 1 1 1 1 1 0.477236 +21 1 1 0 1 0 1 0 1 0 1 0.452310 ×22 0 0 1 0 1 0 1 10 0 0.545604 ×23 1 1 1 1 1 1 1 1 1 1 0.529065 +24 1 1 1 1 1 1 1 1 1 1 0.514192 +25 0 0 0 0 0 0 0 0 0 0 0.599581 -26 0 1 0 0 0 0 0 0 1 0 0.547204 ×27 1 1 1 1 1 1 1 1 1 1 0.502436 +28 1 1 1 1 1 1 1 1 1 1 0.521642 +29 1 1 1 1 1 1 1 1 1 1 0.523754 +30 0 0 0 0 0 1 0 0 0 0 0.561457 ×31 1 1 1 1 1 1 1 1 1 1 0.503091 +32 1 1 1 1 1 1 1 1 1 1 0.505850 +33 1 1 1 1 1 1 1 1 1 1 0.487613 +34 0 0 1 0 0 1 0 1 1 0 0.449696 ×35 1 1 1 1 1 1 1 1 1 1 0.498698 +36 1 1 0 1 1 1 1 0 1 1 0.543077 ×37 0 0 0 0 0 0 0 0 0 0 0.409238 -38 1 1 1 1 1 1 1 1 1 1 0.488184 +39 0 0 0 0 0 0 0 0 0 0 0.427687 -40 1 1 1 1 1 1 1 1 1 1 0.501132 +41 1 1 1 1 1 1 1 1 1 1 0.513779 +42 0 0 0 0 0 0 0 0 0 0 0.566575 -43 1 0 1 1 1 1 1 1 0 1 0.462410 ×44 1 1 1 1 1 1 1 1 1 1 0.470832 +45 0 0 0 0 0 0 0 0 0 0 0.412453 -46 1 1 1 1 1 1 1 1 1 1 0.493441 +47 1 1 1 1 1 1 1 1 1 1 0.486379 +48 0 0 0 0 0 0 0 0 0 0 0.587893 -49 1 1 1 1 1 1 1 1 1 1 0.483803 +50 0 0 0 0 0 0 0 0 0 0 0.446697 -3)根据表6-21中的0和l 数据的结果将评价人A 和B、B 和C、A 和C 利用交叉表方法进行统计(见表6-22),A*B 栏中“0*0”代表A、B 两人均判拒绝的次数,统计有44个;“0*1”代表A 判拒绝而B 判接受的次数,统计有6个;“1*0”代表A 判接受而B 判拒绝的次数,统计有3个;“1*1”代表AB 两人同时判为接受的次数,统计有97个,将统计结果依次填入表6-22中。
(精编)计数型(通止规)MSA测量系统分析
零件 个数= 50
C-2 C-3 基准 111 111 000 000 000 001 011 111 000 111 111 100 111 001 111 111 111 111 111 111 101 100 111 111 000 010 111 111 111 000 111 111 111 110 111
0.45231 x 0.545604 x 0.529065 + 0.514192 + 0.599581 0.547204 x 0.502436 + 0.521642 + 0.523754 + 0.561457 x 0.503091 +
0.50585 + 0.487613 + 0.449696 x 0.498698 +
A-2 1 1 0 0 0 1 1 1 0 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 0 1 1 1 1 0 1 1 1 0 1
A-3 1 1 0 0 0 0 1 1 0 1 1 0 1 0 1 1 1 1 1 1 0 1 1 1 0 0 1 1 1 0 1 1 1 1 1
B-1 1 1 0 0 0 1 1 1 0 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 0 0 1 1 1 0 1 1 1 0 1
注意: 1) 评价人自 己在所有试验 上都一致 2)评价人在 所有试验上都 与基准一致 3) 所有评价 人自己保持一 致,两两间一 致 4)所有评价 人自己和两两 间一致并且于 基准一致 5) UCI和LCI 分别是上、下 置信区间边界 线
A B C
0 1
0.94
计算 期望的计算 计算 期望的计算 计算 期望的计算
很好
MSA测量系统分析(总结篇))PPT课件

什么时候进行MSA?
控制计划中提到的(生产控制中)必须做MSA分析。 控制计划中未提到的,不必做MSA分析。
❖ 2、新量具:
新量具要先进行判断是否需要做MSA分析。 如果量程一样,厂家一样、型号一样的产品。 新购入,原则上也要做MSA。
14
精选PPT课件
什么时候进行MSA?
❖ 3、现有量具和新量具已做MSA
评价人A
评价人C
33
精选PPT课件
如何进行MSA?
❖ 重复性和再现性研究
❖ 重复性和再现性的分析可以理解为系统内变差和系统间的变差,即量 具的变差和人的变差。
为分析在各种测量和试验设备系统测量结果存在的变差, 应进行适当统计研究。
此要求必须适用于在控制计划中提出的测量系统。 所用的分析方法及接收准则,应符合与顾客关于测量系
统分析的参考手册的要求。 如果得到顾客批准,也可采用其它分析方法和接收准则。
3
精选PPT课件
为什么要进行MSA?
4
精选PPT课件
为什么要进行MSA?
❖ 我(你)的测量数据是可靠的吗? ❖ 测量系统有足够的分辨力吗? ❖ 两年内量具的结果能否保持一致? ❖ 为什么不同的测量人员得到的结果不同,我应该相信
谁? ❖ 量具测量重复测量时结果也不尽相同,应该如何取值?
❖ ……
5
精选PPT课件
为什么要进行MSA?
因此我们需要: 通过一系列的科学方法——确保具有合适分辨力和
至少测量15组数据
输入数据到EXCEL, Xbar-R表格中
计算控制界限,并 用图判定是否稳定
保留记录
针对样本使用更高精密度等级的仪器进行精密 测量10次,计算平均值,作为基准值。
MSA-交叉评价表法
1 1 0 0 0 0 1 1 0 1 1 0 1 1 1 1 1 1 1 1 0 0 1 1 0 0 1 1 1 0 1 1 1 1 1 1 0 1 0 1 1 0 1 1 0 1 1 0 1 0
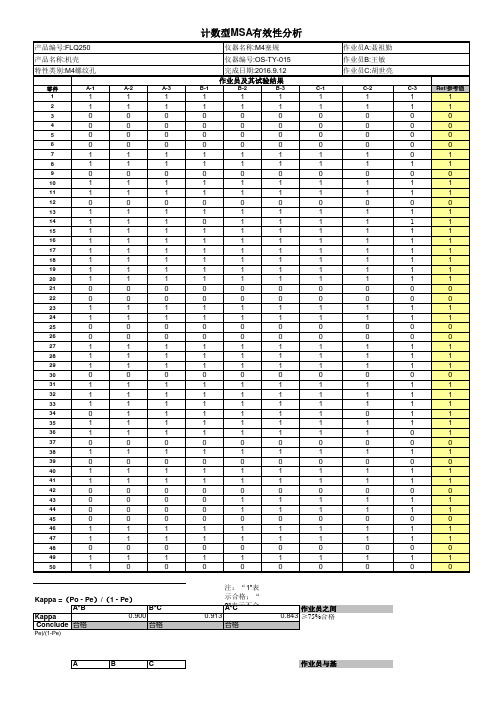
注:“1”表示合格;“0”表示不合格 Kappa =(Po - Pe)/(1 - Pe) A*B B*C Kappa 0.900 Conclude 合格 合格
仪器名称:M4塞规 仪器编号:OS-TY-015 完成日期:2016.9.12 作业员及其试验结果
B-2 B-3 C-1
作业员A:聂祖勤 作业员B:王敏 作业员C:胡世亮
C-2 C-3 Ref/参考值
1 1 0 0 0 0 1 1 0 1 1 0 1 1 1 1 1 1 1 1 0 0 1 1 0 0 1 1 1 0 1 1 1 0 1 1 0 1 0 1 1 0 0 0 0 1 1 0 1 1
1 1 0 0 0 0 1 1 0 1 1 0 1 0 1 1 1 1 1 1 0 0 1 1 0 0 1 1 1 0 1 1 1 1 1 1 0 1 0 1 1 0 0 0 0 1 1 0 1 0
1 1 0 0 0 0 1 1 0 1 1 0 1 1 1 1 1 1 1 1 0 0 1 1 0 0 1 1 1 0 1 1 1 1 1 1 0 1 0 1 1 0 1 1 0 1 1 0 1 0
Kappa=(Po-Pe)/(1-Pe)
A*C 0.913 合格
作业员之间的一致性 0.843 ≥75%合格
A
B
C
作业员与基准的一致性
计数型MSA有效性分析
产品编号:FLQ250 产品名称:机壳 特性类别:M4螺纹孔 Kappa 0.88 Conclude 合格 0.96 合格 0.96 合格 仪器名称:M4塞规 仪器编号:OS-TY-015 完成日期:2016.9.12 ≥75%合格 作业员A:聂祖勤 作业员B:王敏 作业员Ctal Inspected Matched % Conclude
MSA管理规定---计量型_计数型_复杂型_量化过度型等4种测量系统分析

MSA管理规定---计量型_计数型_复杂型_量化过度型等4种测量系统分析1.⽬的保证公司有效展开测量系统分析(MSA)⼯作,保证测量系统的可靠性,提⾼测量数据的质量,并为改进提供⽀持。
2.适⽤范围在控制计划中所要求的⽤于测量产品的特性与性能的测量系统。
3.引⽤⽂件《测量系统分析》第三版。
4.术语定义4.1.测量:赋值(或数)给具体事物以表⽰它们之间关于特定特性的关系。
4.2.量具:任何⽤来获得测量结果的装置,经常⽤来特指⽤在车间的装置,包括⽤来测量合格/不合格的装置.4.3.测量系统:⽤来对被测特性赋值的操作、程序、量具、设备、软件以及操作⼈员的集合,⽤来获得测量结果的整个过程.4.4.稳定性:是测量系统在某持续时间内测量同⼀基准或零件的单⼀特性时获得的测量值总变差.偏倚:是测量结果的观测平均值与基准值的差值.4.5.线性:是在量具预期的⼯作范围内,偏倚值的差值.4.6.重复性(EV):是由⼀个检验员,采⽤⼀种测量仪器,多次测量同⼀零件的同⼀特性时获得的测量值变差.4.7.再现性(AV):是由不同的检验员,采⽤相同的测量仪器,测量同⼀零件的同⼀特性时测量平均值的变差.4.8.零件变差(PV):不同零件之间的变差,零件在多⼈多次同⼀个量具测量出的平均值的变差。
4.9.总变差(TV):测量值与真值(基准值)之间的总变差。
4.10.检具能⼒:由检测设备的测量不确定度与检验特性的公差的⽐例关系确定.5.职责5.1.质量部负责并组织研发、⽣产等测量系统涉及⼈员实施测量系统分析5.2.新产品开发APQP⼩组成员评价测量系统的可接收性,并对存在的问题采取纠正措施,根据测量,在检验基准书上配置合适的量检具6.⼯作程序6.1.测量系统的分类6.1.1质量部组织确认测量系统类型,类型包括计量型测量系统、计数型测量系统、复杂测量系统、量化过度测量系统。
6.1.2质量部组织确认需要研究的范围计量型测量系统研究稳定性、偏倚、线性、重复性和再现性。
MSA培训考试题(含答案)

MSA培训试题部门:姓名:日期:得分:一、填空题 (10 X 3分)1.偏倚是指测量结果的观测平均值与基准值的差值。
2.测量系统分析是用于分析测量系统对数量化测量值的影响,主要强调人员和量具的变差对测量值的影响。
3.测量系统的五个统计特性分别是:偏倚性、线性、稳定性、重复性、再现性。
4.所有检验、测量和测试仪器必须有独一无二的标识(编号),以标明其校准状态。
5.选用量具的有效分辨率必须小于规范/公差的 1/10 ,才不会因为量具误差而影响到测量结果。
6. 总变差 (TV)= 制造过程变差(MPV) + 测量系统变差(MSV) 。
7. 重复性是由同一个评价人,采用同一测量仪器,多次测量同一零件的同一特性时获得的测量变差。
8. 再现性是由不同评价人,用同一测量仪器测量同一零件的同一特性所获得的平均值的变差。
9. 线性分析时至少要作二次分析,在量具作业范围的开端和末端各一次,建议在量具作业范围的中端也应考虑分析。
10. 产品控制计划中的被确定为产品特殊特性所使用到的监视和测量装置必须进行MSA。
二、判断题(15 X 2分)1. 准确度就是指测量系统的平均值与基准值的差异。
(√)2. 稳定性是偏倚随时间的变化,也就是漂移。
(√)3. 测量系统分析的样品必须是选自于过程并且代表整个的生产的范围。
(√)4. GR&R分析可接受的分级数(ndc)应该≥10。
( X )5. 所有测量结果都存在一定的误差。
(√)6. 测量系统的变差只能是由普通原因而不是特殊原因造成。
(√)7. 对于控制测量系统的变差应该显示有效的分辩率并且与制造过程变差相比要小;(√)8. 量具是指任何用来获得测量结果的装置,经常用来特指用在车间的装置;包括通过/不通过装置。
(√)9. 偏倚=0整个直线都位于置信度区间以内,该测量系统的线性不可接受。
( X )10. 测量过程的目标是零件的“真”值,遗憾的是真值永远也不可能被知道。
(√)11. Kappa分析法需考虑评价人之间不一致量有多大,不考虑他们是不是一致。
IATF16949质量管理体系五大工具之MSA(测量系统分析)实操及异常分析。

IATF16949质量管理体系五大工具之MSA(测量系统分析)实操及异常分析。
IATF16949:2016版汽车行业质量管理体系五大工具,其分别是:APQP APQP先期质量策划FMEA IATF16949五大工具:FMEA潜在失效模式与效应分析详解及案例分析。
MSASPC SPC控制图八大判异准则PPAP IATF16949:PPAP生产件批准程序详解。
附国内某著名汽车公司PPAP案例质量工程师之家今日给大家分享MSA(测量系统分析),本文包含常规的测量系统分析、破坏性测试的测量系统分析和计数型测量系统分析等。
一.MSA定义测量系统定义:用来对被测特性赋值的量具和其它设备,人员,标准,规程,操作,软件,环境和假设的集合,用来获得测量结果的整个过程.测量系统变差来自于:设备,人员,原材料,操作规程,环境等测量误差来源如果测量的方式不对,那么好的结果可能被测为坏的结果,坏的结果也可能被测为好的结果,此时便不能得到真正的产品或过程特性。
准确度与精密度误差:1.偏倚(Bias)是测量结果的观测平均值与基准值的差值。
真值的取得可以通过采用更高等级的测量设备进行多次测量,取其平均值。
1.1造成过份偏倚的可能原因仪器需要校准仪器、设备或夹紧装置的磨损磨损或损坏的基准,基准出现误差校准不当或调整基准的使用不当仪器质量差─设计或一致性不好线性误差Ø应用错误的量具不同的测量方法─设置、安装、夹紧、技术测量错误的特性量具或零件的变形环境─温度、湿度、振动、清洁的影响违背假定、在应用常量上出错应用─零件尺寸、位置、操作者技能、疲劳、观察错误2.重复性(Repeatability)指由同一个操作人员用同一种量具经多次测量同一个零件的同一特性时获得的测量值变差(四同)重复性与偏倚值是独立的零件(样品)内部:形状、位置、表面加工、锥度、样品一致性。
仪器内部:修理、磨损、设备或夹紧装置故障,质量差或维护不当。
基准内部:质量、级别、磨损方法内部:在设置、技术、零位调整、夹持、夹紧、点密度的变差评价人内部:技术、职位、缺乏经验、操作技能或培训、感觉、疲劳。
MSA计数型测量系统分析指导书
5
10
93% 97% 90% 93% 97% 90%
84% 90% 80% 84% 90% 80%
71% 78% 66% 71% 78% 66%
来源 总受检数 符合的 错误的拒收(由于评价人偏移造成的拒收) 错误的接受(由于评价人偏移造成的接受) 不相配 95%上限 计算得分 95%下限
系统有效结果%
见表1
JT/C-7.6J-004
表1-计数型研究数据表
零 A- A-2 A-3 B-1 B-2 B-3 C-1 C-2 C-3 参 参考值 代
件1
考
码
1 1 1 1 1 1 1 1 1 1 1 0.476 901 2 1 1 1 1 1 1 1 1 1 1 0.509015 3 0 0 0 0 0 0 0 0 0 0 0.576459 - 4 0 0 0 0 0 0 0 0 0 0 0.566152 - 5 0 0 0 0 0 0 0 0 0 0 0.57036 - 6 1 1 0 1 1 0 1 0 0 1 0.544 951 7 1 1 1 1 1 1 1 1 1 1 0.465454 8 1 1 1 1 1 1 1 1 1 1 0.502295 9 0 0 0 0 0 0 0 0 0 0 0.437817 - 10 1 1 1 1 1 1 1 1 1 1 0.515573 11 1 1 1 1 1 1 1 1 1 1 0.488905 12 0 0 0 0 0 0 0 0 0 0 0.559918 13 1 1 1 1 1 1 1 1 1 1 0.542704 14 1 1 0 1 1 1 1 0 0 1 0.454518 15 1 1 1 1 1 1 1 1 1 1 0.517377 16 1 1 1 1 1 1 1 1 1 1 0.531939 17 1 1 1 1 1 1 1 1 1 1 0.519694 18 1 1 1 1 1 1 1 1 1 1 0.484167 19 1 1 1 1 1 1 1 1 1 1 0.520496 20 1 1 1 1 1 1 1 1 1 1 0.477236 21 1 1 0 1 0 1 0 1 0 1 0.452310 22 0 0 1 0 1 0 1 0 1 0 0.545604 23 1 1 1 1 1 1 1 1 1 1 0.529065 24 1 1 1 1 1 1 1 1 1 1 0.514192 25 0 0 0 0 0 0 0 0 0 0 0.599581 - 26 0 1 0 0 0 0 0 0 1 0 0.547204 27 1 1 1 1 1 1 1 1 1 1 0.502436 28 1 1 1 1 1 1 1 1 1 1 0.521642 29 1 1 1 1 1 1 1 1 1 1 0.523754
MSA Study 测量系统分析

NAI Confidential
7
MSA定义
准确度(accuracy) ♠ 与真值或可接受的参考值“接近”的程度 偏移(Bias) ♠ 观测到得测量平均值与参考值之间的差值 ♠ 是测量系统的系统误差所构成的 稳定性(stability) ♠ 随时间变化的偏移值 ♠ 别名:漂移(drift) 线性(linearity) ♠ 在量具正常工作量程内的偏移变化量 ♠ 多个独立的偏移误差在量具工作量程内的 关系 ♠ 是测量系统的系统误差所构成的
公差下限 公差上限
Ⅰ
Ⅱ
Ⅲ
测 量 系 统 改 进
Ⅱ Ⅰ
Ⅰ区:坏零件总是判为坏的, Ⅱ区:可能做出潜在错误的判断, Ⅲ区:好零件总是判为好的。
公差下限
公差上限
Ⅰ Ⅱ
NAI Confidential
Ⅲ
Ⅱ Ⅰ
测量系统改进前,斜线区域被 判为控制线边缘产品,红色区 域不合格品被判定为控制线边 缘产品,有被判为合格的潜在 可能。
11
测量系统的分类
测量系统分类:
“计量型”测量系统:测量后能够给出具体的测量数值的为计量型测量系 统。比如长度测量,高度测量。 计量型测量系统分析通常包括偏移(Bias)、稳定性(Stability)、线性 (Linearity)、以及重复性和再现性(Repeatability and Reproducibility,简 称R&R)。
NAI Confidential
9
MSA定义
GRR 量具的重复性和再现性(Gage R&R) ♣ 测量系统重复性和再现性联合估计值 ♣ 测量系统的能力 ♣ 用于判定测量系统是否可以接受
GRR 与 MSA的关系???
NAI Confidential
MSA-测量系统分析

一、测量系统分析:在日常生产中,我们经常根据获得的过程加工部件的测量数据去分析过程的状态、过程的能力和监控过程的变化;那么,怎么确保分析的结果是正确的呢?我们必须从两方面来保证,一是确保测量数据的准确性/质量,使用测量系统分析(MSA)方法对获得测量数据的测量系统进行评估;二是确保使用了合适的数据分析方法,如使用SPC工具、试验设计、方差分析、回归分析等。
测量系统的误差由稳定条件下运行的测量系统多次测量数据的统计特性:偏倚和方差来表征。
偏倚指测量数据相对于标准值的位置,包括测量系统的偏倚(Bias)、线性(Linearity)和稳定性(Stability);而方差指测量数据的分散程度,也称为测量系统的R&R,包括测量系统的重复性(Repeatability)和再现性(Reproducibility)。
一般来说,测量系统的分辨率应为获得测量参数的过程变差的十分之一。
测量系统的偏倚和线性由量具校准来确定。
测量系统的稳定性可由重复测量相同部件的同一质量特性的均值极差控制图来监控。
测量系统的重复性和再现性由GageR&R研究来确定。
分析用的数据必须来自具有合适分辨率和测量系统误差的测量系统,否则,不管我们采用什么样的分析方法,最终都可能导致错误的分析结果。
在ISO10012-2和QS9000中,都对测量系统的质量保证作出了相应的要求,要求企业有相关的程序来对测量系统的有效性进行验证。
测量系统特性类别有F、S级别,另外其评价方法有小样法、双性、线性等.分析工具在进行MSA分析时,推荐使用Minitab软件来分析变异源并计算Gage R&R和P/T。
并且根据测量部件的特性,可以对交叉型和嵌套型部件分别做测量系统分析。
另外,Minitab软件在分析量具的线性和偏倚研究以及量具的分辨率上也提供很完善的功能,用户可以从图形准确且直观的看出量具的信息。
MSA的基本内容数据是通过测量获得的,对测量定义是:测量是赋值给具体事物以表示他们之间关于特殊特性的关系。
MSA测量系统分析与结果解释
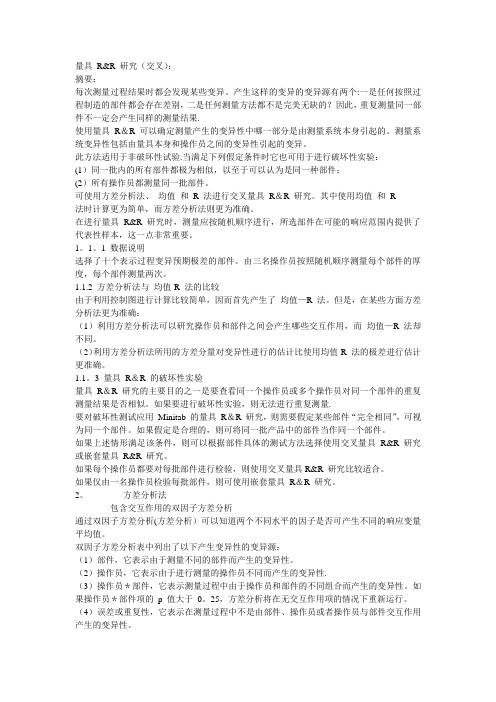
量具R&R 研究(交叉):摘要:每次测量过程结果时都会发现某些变异。
产生这样的变异的变异源有两个:一是任何按照过程制造的部件都会存在差别,二是任何测量方法都不是完美无缺的?因此,重复测量同一部件不一定会产生同样的测量结果.使用量具R&R 可以确定测量产生的变异性中哪一部分是由测量系统本身引起的。
测量系统变异性包括由量具本身和操作员之间的变异性引起的变异。
此方法适用于非破坏性试验.当满足下列假定条件时它也可用于进行破坏性实验:(1)同一批内的所有部件都极为相似,以至于可以认为是同一种部件;(2)所有操作员都测量同一批部件。
可使用方差分析法、均值和R 法进行交叉量具R&R 研究。
其中使用均值和R法时计算更为简单,而方差分析法则更为准确。
在进行量具R&R 研究时,测量应按随机顺序进行,所选部件在可能的响应范围内提供了代表性样本,这一点非常重要。
1。
1。
1 数据说明选择了十个表示过程变异预期极差的部件。
由三名操作员按照随机顺序测量每个部件的厚度,每个部件测量两次。
1.1.2 方差分析法与均值-R 法的比较由于利用控制图进行计算比较简单,因而首先产生了均值—R 法。
但是,在某些方面方差分析法更为准确:(1)利用方差分析法可以研究操作员和部件之间会产生哪些交互作用,而均值—R 法却不同。
(2)利用方差分析法所用的方差分量对变异性进行的估计比使用均值-R 法的极差进行估计更准确。
1.1。
3 量具R&R 的破坏性实验量具R&R 研究的主要目的之一是要查看同一个操作员或多个操作员对同一个部件的重复测量结果是否相似。
如果要进行破坏性实验,则无法进行重复测量.要对破坏性测试应用Minitab 的量具R&R 研究,则需要假定某些部件“完全相同”,可视为同一个部件。
如果假定是合理的,则可将同一批产品中的部件当作同一个部件。
如果上述情形满足该条件,则可以根据部件具体的测试方法选择使用交叉量具R&R 研究或嵌套量具R&R 研究。
测量系统分析(MSA)

测量系统开发检查表建议的要素
• 测量系统设计和开发问题: • 要测量什么?特性的类型是什么?是机械特性吗?是动态的还
是静态的?是电性能吗?有重要的零件内变差吗? • 测量过程的结果(输出)用作什么目的?生产改进、生产监控
、实验室研究、过程审核、装运检查、进货检查、对D.O.E的 反馈吗? • 谁将使用过程?操作者、工程师、技师、检查者、审核员? • 要求的培训:操作者、维护人员、工程师、教室、实际应用、 在职培训、学徒期间。 • 确定变差来源了吗?使用小组、头脑风暴、渊博的过程知识, 因 果 图 或 矩 阵 建 立 误 差 模 型 ( S . W. I . P. E 或 P. I . S . M . O . E . A )
。 • 服务性:内部的和外部的、位置、支持水平、反应时
间、备件的可提供性、标准零件清单。 • 人机工程学:经过长时间装载和操作机器不带来伤害
的能力。测量设备讨论需要聚焦于测量系统与操作者 是怎样相互依赖的问题上。 •
测量系统开发检查表建议的要素
• 安全考虑:人员操作、环境、锁止。 • 存储和定位:建立关于测量设备存储和定位要求。罩
测量系统开发检查表建议的要素
• 相互关系问题#2— 方法分歧:从不同测量系统设计 但应用于可接受的实践和操作限制下相同零件和过程 的测量变差结果。(例如,CMM对应手动或开放调 整测量结果)
• 自动或手动:线上、线下操作者信任。 • 破坏性的与非破坏性(NDT)的测量:示例:拉伸
试验、盐雾试验、电镀/油漆涂层厚度、硬度、尺寸 测量、图像处理、化学分析、压力、耐久性、冲击、 转矩、焊接强度、电性能等。 • 潜在测量范围:可能测量尺寸和预期范围。 • 有效方分辨率:使用时特殊应用的测量对物理变化( 探测过程或产品变差的能力)敏感情况可接受吗?
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
参考 0.00
43 13.8
2 31.2
45 45.0
1.00 3
32.2 102
72.8 105
105.0
总计
46 46.0
104 104.0
150 150.0
C*参
C 0.00 数量
期望的数量
1.00 数量
期望的数量
总
数量
期望的数量
参考 0.00
43 13.5
2 31.5
45 45.0
1.00 2
1
1
1
1
1
1
0
0
0
0
0
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
0
1
1
1
1
1
0
1
1
0
1
1
1
1
1
1
1
1
1
1
0
0
0
0
0
1
1
1
1
1
1
1
1
1
1
0
0
0
0
0
1
1
1
1
1
0
1
0
0
0
1
1
1
1
1
1
1
1
1
1
1
1
11101 Nhomakorabea0
1
1
1
1
1
1
1
1
1
1
1
1
0
0
0
0
0
1
1
1
1
1
0
0
0
0
0
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
0
1
1
1
1
1
0
0
0
0
有限公司
计数型器具测量系统分析数据表
零件名称
零件图号
额定项目
零件
A-1
1
0
2
1
3
0
4
0
5
1
6
1
7
1
8
1
9
0
10
1
11
1
12
0
13
1
14
1
15
1
16
1
17
0
18
1
19
1
20
1
21
1
22
0
23
1
24
1
25
0
26
1
27
1
28
0
29
1
30
0
31
1
32
1
33
1
34
0
35
1
36
1
37
0
38
1
39
0
40
1
41
1
42
0
1
1
1
1
1
1
1
1
1
1
0
0
0
0
0
1
1
1
1
1
参考
0 1 0 0 1 1 1
1 0 1 1 0 1 1
1 1 0
1 1 1 1 0 1 1 0 1 1 0 1 0
1 1 1 1 1 1
0 1 0 1 1 1 1
1 0 1 1 0 1
50
0
0
0
0
0
0
0
0
0
0
注:( 1 )定为可接受
( 0 )定为不可接受
105.0 150
150.0
B 0.00 数量
期望的数量
1.00 数量
期望的数量
总
数量
期望的数量
0.00 43
13.8 2
31.2 45
45.0
TQ-67-02
1.00 3
32.2 102
72.8 105
105.0
总计
46 46.0
104 104.0
150 150.0
A*C
A 0.00 数量
期望的数量
有效性 ≥90% ≥80%
<80%
错误率 错误警报
≤2%
≤5%
≤5% ≤10%
>5% >10%
根据
可接受
□
不可接受 □
检测者 Ope
制表者
日期
批准
日期 Date
日期
Perf
Date
App
Date
A 0.00 数量
期望的数量
1.00 数量
期望的数量
总
数量
期望的数量
参考 0.00
42 13.5
3 31.5
45 45.0
1.00 3
31.5 102
73.5 105
105.0
总计
45 45.0
105 105.0
150 150.0
B*参
B 0.00 数量
期望的数量
1.00 数量
期望的数量
总
数量
期望的数量
A*B 交叉 表
A 0.00 数量
期望的数量
1.00 数量
期望的数量
总
数量
期望的数量
有限公司
计数型器具测量系统分析数据表
报告编 号:_____ ________ _
B*C 交叉 表
B
C
总计
0.00 42
13.8 4
32.2 46
46.0
1.00 3
31.2 101
72.8 104
104.0
45
45.0 105
1
1
0
0
1
1
1
0
0
0
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
0
0
0
1
1
1
1
1
1
0
0
0
1
1
1
报告编 号:
评价人A
50 评价人B
评价人C
B-2
B-3
C-1
C-2
C-3
0
0
0
0
0
1
1
1
1
1
0
0
0
0
0
0
0
0
0
0
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
0
0
0
0
0
1
1
1
1
1
1
1
1
1
1
0
0
0
0
0
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
43
1
44
1
45
0
46
1
47
1
48
0
49
1
量具编号
样品件数
记录单位
A-2
A-3
B-1
0
0
0
1
1
1
0
0
0
0
0
0
1
1
1
1
1
1
1
1
1
1
1
1
0
1
0
1
1
1
1
1
1
0
0
0
1
1
1
1
1
1
1
1
1
1
1
1
0
0
0
1
1
1
1
1
1
1
1
1
1
0
1
0
1
0
1
1
1
1
1
1
0
0
0
1
1
1
1
1
1
0
0
0
1
1
1
0
0
0
1
1
1
1
1
1
1
1
1
0
1
0
1
1
1
1
1
1.00 数量
期望的数量
总
数量
期望的数量
C 0.00
41 13.5
4 31.5
45 45.0
1.00 4
31.5 101
73.5 105
105.0
总计
45 45.0
105 105.0
150 150.0
A*B
B*C
A*C
kappa
0.89
0.92
0.87
结论:所有评价人与其他评价人之间有良好
的一致性
A*参
31.5 103
73.5 105
105.0
总计