激光加工论文
激光雕刻技术实训报告论文
《激光雕刻技术实训》课程论文你是我的阳光******学号:************专业班级:信管11-3班2012年4月17日你是我的阳光:设计过程:连续的几节课程结束以后,我对激光雕刻的绘图原理及软件的操作有了一个较为深刻的了解,然后就开始构思自己的作品。
起初自己是想做几个大人物的图案,可是人物的形态过于复杂,图像线条过于繁琐。
自己也进行了多次抽取设计,但是效果都不理想。
也是一个偶然的机会,和一个同学聊天时,她送我的一张她自己做的明信片,让我感触很深刻。
它的样式简单,但更有艺术的底蕴,You are my sunshine.告诉我我们都是彼此生命中的阳光,我们的生活更应该充满阳光。
用快乐,用阳光的心态去面对每一天。
于是就把上面这张图片作为这次公学课作业的设计对象。
所以我先在电脑上把图片做了简单的处理,然后通过简单的色彩及亮度调整,最终确定了这幅图片。
然后根据老师上课时介绍的软件名称下载并安装矢量设计软件。
一切准备就绪以后就开始我的制作了。
按照老师上课的讲解,我先对图片就行提取轮廓的处理,找到了图片的大体轮廓,然后把局部文字放大,一点一点地对参差不平的的外沿进行修复。
修复完成之后对照着原图片又在矢量图上勾画出光滑的暗纹图线,最后给作品上色。
经过大概两个小时的制作和细心修改,我终于完成了这件课程设计。
由于自己是第一次做这些东西,所以当我把作品给室友看的时候,他们指出了很多错误,在他们的建议下,我有对作品也进行了有一些修改,使它更加完美学习心得:在本学期的公共选修课课中,我有幸选上了建筑与艺术学院汪老师的《激光雕刻技术》这门公选课,通过8个课时的学习,我对激光雕刻技术这门新兴技术有了深刻的认识和了解。
在汪老师的指导下,现在我已经能够运用相关的软件设计一些简单的图片。
在上这门选修课以前自己对激光雕刻这门新兴技术的了解基本为零,所以当选课的时候我抓住机会选了汪老师的课,一来想了解一下这门新兴技术,二来希望通过这个机会锻炼一下自己的动手操作能力。
激光加工技术论文
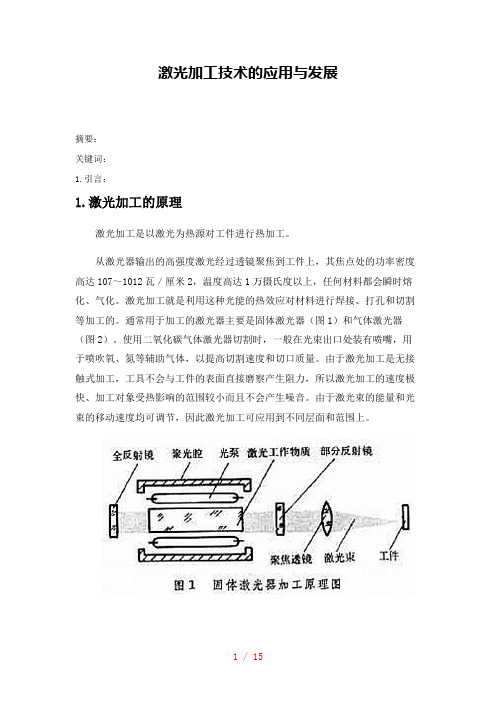
激光加工技术的应用与发展摘要:关键词:1.引言:1.激光加工的原理激光加工是以激光为热源对工件进行热加工。
从激光器输出的高强度激光经过透镜聚焦到工件上,其焦点处的功率密度高达107~1012瓦/厘米2,温度高达1万摄氏度以上,任何材料都会瞬时熔化、气化。
激光加工就是利用这种光能的热效应对材料进行焊接、打孔和切割等加工的。
通常用于加工的激光器主要是固体激光器(图1)和气体激光器(图2)。
使用二氧化碳气体激光器切割时,一般在光束出口处装有喷嘴,用于喷吹氧、氮等辅助气体,以提高切割速度和切口质量。
由于激光加工是无接触式加工,工具不会与工件的表面直接磨察产生阻力,所以激光加工的速度极快、加工对象受热影响的范围较小而且不会产生噪音。
由于激光束的能量和光束的移动速度均可调节,因此激光加工可应用到不同层面和范围上。
加工过程大体上可分为如下几个阶段:1.激光束照射工件材料(光的辐射能部分被反射,部分被吸收并对材料加热,部分因热传导而损失);2.工件材料吸收光能;3.光能转变成热能是工件材料无损加热(激光进入工件材料的深度极浅,所以在焦点中央,表面温度迅速升高);4.工件材料被熔化、蒸发、汽化并溅出去除或破坏;5.作用结束与加工区冷凝。
3.主要特点(1)、激光束容易控制,易于与精密机械、精密测量技术和电子计算机相结合,实现加工的高度自动化和达到很高的加工精度;(2)、激光头与工件不接触,不存在加工工具磨损问题;(3)、工件不受应力,不易污染;(4)、可以对运动的工件或密封在玻璃壳内的材料加工;(5)、激光束的发散角可小于1毫弧,光斑直径可小到微米量级,作用时间可以短到纳秒和皮秒,同时,大功率激光器的连续输出功率又可达千瓦至十千瓦量级,因而激光既适于精密微细加工,又适于大型材料加工;(6)、激光功率密度大,工件吸收激光后温度迅速升高而熔化或汽化,即使熔点高、硬度大和质脆的材料(如陶瓷、金刚石等)也可用激光加工;(7)、在恶劣环境或其他人难以接近的地方,可用机器人进行激光加工。
激光技术的发展及应用论文
激光技术的发展及应用引言随着激光技术的飞速发展和广泛应用激光已成为工业生产,科学探测和现代军事战争中极为重要的工具。
总结了激光技术在工业生产,军事,国防,医疗等行业中的应用,提出激光技术应用领域的发展趋势。
“激光”一词是“LASER”的意译。
LASER原是Light amplificati on by stimulated emissi on of radiation取字头组合而成的专门名词,在我国曾被翻译成“莱塞”、“光激射器” 、“光受激辐射放大器”等。
激光具有普通光源发出的光的所有光学特性,是上世纪 60 年代所诞生和发展起来的新技术。
1964年,钱学森院士提议取名为“激光”,既反映了“受激辐射”的科学内涵,又表明它是一种很强烈的新光源,贴切、传神而又简洁,得到我国科学界的一致认同并沿用至今。
激光不是普通的光,其特性是任何光都无法比拟的。
激光能量密度高,其亮度比太阳表面还高数百亿倍;[1]激光方向性强,其发散度仅为毫弧度量级,所以用途非常广泛。
由于激光的优异特性,使激光在工业生产,科技探测,军事等方面得到了广泛应用,激光渗透到社会的各个行业,而且发展潜力还非常大,激光也成为了当代科学发展最快的科学领域之一。
一、激光发展史激光技术的启蒙研究发展就完全印证了上面的话。
最早对激光做出理论研究的人是爱因斯坦,1916年爱因斯坦提出受激辐射的概念,即处于高能级的原子受外来光子作用,当外来光子的频率与其跃迁频率恰好一致时,原子就会从高能级跃迁到低能级,并发射与外来光子完全相同的另一光子,新发出的光子不仅在频率方面与外来光子相一致,而且在发射方向、偏振态以及位相等方面均与外来光子相一致,因此,受激辐射具有相干性;在发生受激辐射时,一个光子变成了两个光子,利用这个特点,可实现光放大,并且能够得到自然条件下得不到的相干光.受激辐射提出后,陆续有科学家进行研究。
如1916-1930年间拉登堡及其合作者对氖的色散的研究并于1933年绘制出色散系数随放电带电流密度变化的曲线。
农机制造中激光加工技术的运用-农业工程论文-农学论文
农机制造中激光加工技术的运用-农业工程论文-农学论文——文章均为WORD文档,下载后可直接编辑使用亦可打印——摘要:随着我国农机行业的发展,传统加工技术已无法完全满足农机制造的需求,激光加工技术作为新型制造技术,有着加工灵活、对加工材料影响小、可加工的材料种类多等众多优点,恰好满足农机制造自动化、机械化、智能化的需求。
本文分析了激光加工技术在农机中的应用现状,阐述了有关常见的激光加工技术,如激光切割、激光焊接、激光熔覆等在农业机械制造中的研究进展,并对其未来研究方向提出可行性建议。
关键词:农机制造; 激光加工; 激光切割; 激光焊接; 激光熔覆;Abstract:Along with the development of the agricultural machinery industry in our country, traditional processing technology have been unable to fully meet the demand of the agricultural machinery manufacturing, laser processing technology as a newmanufacturing technology,has a flexible processing, little influence on the processing materials, machinable variety of materials, and many other advantages, to meet the needs of agricultural machinery manufacturing automation, mechanization and intelligent.This paper will analyze the application status of laser processing technology in agricultural machinery, and elaborate several common laser processing technology, such as laser cutting, laser welding, laser cladding and other research progress in agricultural machinery manufacturing, and put forward feasible suggestions for future research direction.Keyword:agricultural machinery manufacturing; laser processing; laser cutting; laser welding; laser cladding;0 、引言随着农业现代化发展,传统农业正向现代化农业的过渡,对农机的工作效率和产品质量的要求逐渐提高[1]。
激光切割技术国内进展及应用案例论文

激光切割技术国内进展及应用案例学院:机械工程学院系:机械制造班级:11机制2班制作人:刘卓聿、雷丰源指导老师:龚老师【摘要】随着我国国民经济的快速发展,我国正从一个制造大国向制造强国迈进。
激光加工制造技术是一项集光、机、电于一体的先进制造技术,在许多行业中已得到了越来越普遍的应用。
而在工业生产中,激光切割占激光加工的比例大约在70﹪以上,是激光加工行业中最重要的一项应用技术。
本文深入浅出地介绍了目前常用的激光切割技术,而且内容丰富、实用性强。
【关键词】激光加工、激光切割技术目录一、激光切割的基本技术二、激光切割技术的优点三、激光切割技术的发展四、国内激光技术现况五、激光切割技术的分类5.1汽化切割5.2熔化切割5.3氧化融化切割5.4控制断裂切割六、激光切割技术的应用七、参考文献一、激光切割的基本技术激光:(LASER-Light Amplification of Stimulate Emission Radiation)是利用原子或分子受激辐射的原理,使工作物质受激而产生的一种单色性高,方向性强,亮度高的光束。
激光器:激活介质、激活装置、光学谐振腔激光器按工作介质来分类分为固体激光器、液体激光器、气体激光器、半导体激光器,此为,还有化学激光器和自由电子激光器等。
原理:利用高功率密度的激光束来穿过材料表面,在极短的时间内将材料加热到几千甚至上万度,使材料融化或者气化,并用高压气体将融化或者汽化的物质从切缝中吹走,以达到切割材料的目的。
经过30多年的发展,现已开发的激光器超过200多种,种类繁多,特点各异,用途也各不相同。
虽然激光器的种类繁多,但目前适用于激光切割的工业化和YAG激光器。
激光器主要是CO2激光加工技术是利用激光束与物质相互作用的特性对材料(包括金属与非金属)进行切割、焊接、表面处理、打孔、微加工等的一门技术。
二、激光切割技术的优点激光加工技术与传统加工技术相比具有很多优点,所以得到如此广泛的应用。
激光打标毕业设计论文

毕业设计(论文)选题___激光打标工艺_________ ______________系别_信息工程系_ 班级_10电子信息工程技术1班学生姓名***___________ 学号__20101483___________ 指导教师____***________________________完成日期2012 年11 月12 日摘要激光打标是用激光束在各种不同的物质表面打上永久的标记。
打标的效应是通过表层物质的蒸发露出深层物质,或者是通过光能导致表层物质的化学物理变化而"刻"出痕迹,或者是通过光能烧掉部分物质,显出所需刻蚀的图案、文字。
关键词:歌尔激光打标工艺激光打标机使用目录内容提要 (I)摘要 (II)第一章绪论引言 (1)歌尔有限公司以及产品简介 (1)第二章本论2.1激光打标机工作原理以及其优点 (2)2.2 激光打标机种类及其各种类型比较 (5)2.3 激光打标机使用、保养、维修以及故障排除方法 (7)2.4 激光打标机对人体危害以及防护方法 (14)总结 (14)致谢 (2)参考文献 (3)附录 (4)第一章绪论1.1引言激光的原理早在1916 年被著名的美国物理学家爱因斯坦发现,但直到1960 年激光才被首次成功制造。
激光是在有理论准备和生产实践迫切需要的背景下应运而生的,它一问世,就获得了异乎寻常的飞快发展,激光的发展不仅使古老的光学科学和光学技术获得了新生,而且导致整个一门新兴产业的出现。
激光可使人们有效地利用前所未有的先进方法和手段,去获得空前的效益和成果,从而促进了生产力的发展。
1.2歌尔有限公司以及产品简介:歌尔声学自创立以来,始终专注于电声行业微型电声元器件和消费类电声产品的研发和制造,主要产品包括微型麦克风、微型扬声器/受话器、蓝牙系列产品和便携式音频产品,广泛应用在移动通讯设备及其周边产品、笔记本电脑、个人数码产品和汽车电子等领域。
公司赢得了包括三星、惠普、思科、LG、松下、西门子、NEC、富士康、伟创力、宏碁、华硕、联想、京瓷、中兴通讯、缤特力、哈曼、罗技等在内的优质客户资源,在电声行业取得了歌尔声学股份有限公司有利的竞争地位。
航空材料论文
航空材料论文篇一:航空航天特殊材料加工技术论文航空航天特殊材料加工技术------激光加工摘要:报道近年来在先进金属材料快速凝固激光表面改性、金属间化合物高温耐磨耐蚀涂层新材料快速凝固激光熔覆制备技术、钛合金及高温合金等高性能金属零件快速凝固激光成形技术等领域的研究进展,主要内容包括:钛合金激光表面合金化及激光熔覆表面改性、激光熔覆高温耐磨耐蚀多功能金属间化合物涂层、小面相非平衡凝固液固界面结构及生长机制、钛合金及高温合金高性能零部件激光快速成形、难熔高活性金属材料及定向生长柱状晶钛合金激光约束熔铸成形技术。
关键词:激光加工;激光打孔;飞秒激光一、激光加工激光加工是将激光束照射到加工物体的表面,用以除去或熔化材料一起改变物体表面性能。
激光对物体的加工不同于其他方法的最显著的地方,就是它可以把光的能量通过聚焦集中在很小的面积上,使被照射物体瞬间接受极高的激光功率密度辐射,从而达到加工的目的。
激光加工的应用范围很广,包括打孔、切割、焊接及表面处理等。
加工时,若激光的功率密度为103~104W/cm2只能使材料加热,而不能熔化和气化;功率密度提高到105~106W/cm2时,材料开始熔化;若提高到106~107W/cm2以上时,材料则开始蒸发。
激光辐射在被加工材料上所起的作用不仅与辐射的功率密度大小有关,还与辐射延续的时间有关,调节这两个参数,便可以得到不同的1工艺规范,进行不同的加工。
二、激光打孔激光打孔是激光加工的主要应用领域之一。
采用激光可以打小至几微米的微孔和各种异形孔。
目前激光打孔技术已广泛用于火箭发动机和柴油机的燃料喷嘴、宝石轴承、金刚石拉丝模、化纤喷丝头等微小孔的加工中。
激光打孔在高峰值功率的脉冲激光作用下可在极短时间内完成(如厚10 mm氧化铝的打孔过程可在0.06 s内完成),穿孔瞬间孔内材料迅速熔化,可认为厚度方向的温度近似均匀,因此将打孔程简化为二维平面模型。
不同的加工方式要求不同,对激光束的聚焦采取的方式也不一样。
激光的应用及原理论文

激光的应用及原理1. 激光的定义与介绍激光(Laser)是一种通过放大光的特性,使其具有高度集中、单一波长和高相干性的光束。
激光可以产生高强度的光束,具有独特的性质,广泛应用于科学、医学、通信、工业等领域。
2. 激光的原理激光的原理基于光的放大与受激辐射。
激光器通常由一个活性介质、反射镜和光源组成。
当光源通过活性介质时,活性介质中的原子被激发到一个高能级,随后的自发辐射引发了光的放大,最后通过反射镜产生了一束高度聚焦的激光光束。
3. 激光的应用领域激光作为一种特殊的光源,具有独特的性质和广泛的应用领域。
以下是激光的一些主要应用领域:3.1 科学研究•激光在物理学、化学和生物学等领域的研究中起着重要的作用。
它可以用于精确测量、光谱分析、光谱学和光学干涉。
3.2 医学•激光在医学领域的应用非常广泛。
它可以用于激光手术、皮肤治疗、眼科手术、牙科治疗等。
激光手术具有创伤小、恢复快的优点,对于某些疾病的治疗效果显著。
3.3 通信•激光在通信领域被广泛应用于光纤通信和无线通信。
激光传输具有高速、大容量、低损耗的优点,可以实现高质量的数据传输和通信。
3.4 工业加工•激光在工业领域被广泛用于切割、焊接、打标等加工工艺。
激光加工具有高精度、高效率和无接触的特点,可以应用于各种材料的切割和加工。
3.5 激光显示技术•激光在显示技术中的应用越来越广泛。
激光显示具有高亮度、高对比度、宽色域和快速响应的优势,可应用于投影仪、电视和显示器等领域。
4. 激光的未来发展激光作为一种重要的光源,随着科学技术的不断发展进步,其应用领域也在不断扩大。
未来,激光技术将更加突破传统的限制,广泛应用于材料科学、生命科学、量子计算、航天探测等领域,并产生更多的创新应用。
结论激光作为一种特殊的光源,具有独特的性质和广泛的应用领域。
它的原理基于光的放大和受激辐射,通过反射和聚焦产生一束高度集中、单一波长和高相干性的光束。
激光在科学、医学、通信、工业等领域有着广泛的应用,其未来发展前景可期。
激光原理技术论文

激光的原理及应用班级:测控09级1班姓名:xx 学号:090030000摘要:激当前激光技术发展的越来越迅速和成熟,在我们生活中的各个行业应用的非常广泛。
由于激光技术的先进性,精确性,所以在当前,在很多行业都得以应用和实现。
本文经过对激光技术的学习,大概阐述了激光产生原理,激光的种类,以及激光在各个方面的应用。
关键词:激光技术应用原理一.激光简介激光是在1960 年正式问世的。
但是,激光的历史却已有100 多年。
确切地说,远在1893 年,在波尔多一所中学任教的物理教师布卢什就已经指出,两面靠近和平行镜子之间反射的黄钠光线随着两面镜子之间距离的变化而变化。
他虽然不能解释这一点,但为未来发明激光发现了一个极为重要的现象。
1917 年爱因斯坦提出“受激辐射”的概念,奠定了激光的理论基础。
激光,又称镭射. 1964年按照我国著名科学家钱学森建议将“光受激发射”改称“激光”。
二、激光产生原理光是很奇特,它与其他光有着很多不同点,它的奇异的特性让人们很惊叹,但也正是由于这特性,使它为人类做出了很大的贡献。
说到激光想必大家脑海中浮现的首先是高中课本上的,激光是一种人工相干光。
激光,想必大家从其名称就可以判定其产生来源,所谓激光,就是“受激发射的辐射光放大”。
其实这样解释谁都会,关键是要能解释得通俗易懂。
下面呢,我就我对激光产生原理的认识来介绍下。
要想了解激光的产生,必须要先了解原子发光,因为激光也是由原子发光产生的。
在这之前原子的组成与其内部结构是必须要介绍的。
原子是组成元素的最小单元,由原子核和围绕原子核运动的电子组成。
原子结构可以看做一个太阳系,原子核就是太阳,那些在周围绕转的电子就是行星了,这是一个稳定存在的整体。
其稳定状态在不受外界激发的情况下是不会被打破的。
原子内的电子运行轨道我们可以将其简化想象成一个个的圆形轨道。
电子在没受到外界干扰的情况下是不会从一个轨道运动到另一个轨道的。
当原子中的电子受到激发的时候,原子就会释放光子。
激光加工机床设计(A、X轴)详解

工业激光的系统工艺参数的计算机数字控制,机器人在数控系统的控制下实现了机械执行系统的功能,完成了激光加工过程中必须要求的激光光束与被加工工件之间的相对运动,人工智能的模式识别技术与机器人数控技术的结合使机器人智能化与激光数控的集成实现了激光加工系统的智能控制。
1.1.3激光加工柔性化
柔性制造系统(FMS)是当今制造领域速度发展和利用的高新技术之一。经过了30多年的发展,已经进入了完全实用化阶段。它的问世,克服了传统刚性自动化生产线只能适用大量生产的局限性,展示了对中小批量、多品种生产适应性,提高制造过程中的柔性和质量,提高了设备的利用效率,缩短了产品的周期等等优点。
In addition, I also briefly introduced the applicationandprincipleofthe PMAC control software.
Keywords:Laser technology;Worktop;Rotary axis;Movement control unit
1.1.1激光加工先进生产系统
先进制造技术是以提高中和效益为目的,以人为本,以计算机技术作为支柱,综合的应用信息、材料、能量、环境等高新技术以及现代系统管理技术,研究并优化传统制造过程作用于产品整个寿命周期的所有适用技术的总称。由定义看出,先进制造技术有如下特点:
激光制造论文
激光先进制造技术论文主题:激光制造学院:机电与自动化院专业班级: XXXXXXXXXX 姓名: XXX 学号: XXXXXXXXX 年级: XXXXX 任课教师: XXXXXXXX年XX月XX日目录1.激光简介 (3)2. 激光生产原理 (3)2.1激光产生的物质基础 (3)2.2激光产生的基本原理和方法 (5)2.2.1确定液压系统方案 (5)2.2.2光的受激辐射放大条件 (6)2.2.3产生激光的基本条件及激光器的组成部分 (6)3.激光加工原理及应用 (6)3.1 激光加工原理及特点 (6)3.2激光技术 (8)3.2.1激光打孔 (9)3.2.2激光打标 (11)3.2.3激光雕刻 (13)3.2.4激光微调 (14)3.2.5激光切割.. (15)3.2.6激光焊接 (19)3.2.7激光打印 (21)3.2.8激光制版 (22)3.2.9激光防伪 (23)3.2.10激光扫描 (23)3.2.11激光强化.. (24)3.2.12微细加工 (25)4.激光技术发展现状和前景 (27)5.总结 (29)6.参考文献 (30)一.激光简介激光是在 1960 年正式问世的。
但是,激光的历史却已有 100 多年。
确切地说,远在 1893 年,在波尔多一所中学任教的物理教师布卢什就已经指出,两面靠近和平行镜子之间反射的黄钠光线随着两面镜子之间距离的变化而变化。
他虽然不能解释这一点,但为未来发明激光发现了一个极为重要的现象。
1917 年爱因斯坦提出 “ 受激辐射 ” 的概念,奠定了激光的理论基础。
激光,又称镭射,英文叫“LASER ”,是“Light Amplification by Stimu Iatad Emission of Radiation ”的缩写,意思是“受激发射的辐射光放大”。
激光的英文全名已完全表达了制造激光的主要过程。
1964年按照我国著名科学家钱学森建议将 “光受激发射”改称“激光”。
激光的原理特性及应用论文
激光的原理特性及应用1. 引言激光(Laser)是一种通过受激辐射产生的高强度、高单色性的电磁波。
它具有独特的特性和广泛的应用领域,被认为是现代科学技术中的重要突破之一。
本文将从激光的原理特性入手,探讨其在不同领域中的应用。
2. 激光的原理特性2.1 激光的产生原理激光的产生基于几种重要的物理过程,包括受激辐射和光放大效应。
受激辐射是指当原子或分子吸收能量而处于激发态时,在外界光的诱导下,从激发态跃迁回基态时辐射光子的过程。
光放大效应是指在光学放大介质中,通过光子与介质中的原子或分子相互作用,使光的幅度不断增强的过程。
2.2 激光的特性激光具有以下特性:•高单色性:激光产生的光波通常具有非常狭窄的频谱宽度,可以近似看作单一颜色的光线。
•高方向性:激光束的传播方向非常集中,形成明确的光束。
•高亮度:激光具有高亮度,即单位面积内的光功率非常集中。
•高相干性:激光光波的相位关系非常稳定,可以在远距离传播而不会发生相位的失真。
3. 激光的应用3.1 激光在材料加工中的应用激光在材料加工领域具有广泛的应用。
以下为一些常见的激光加工应用:•切割和刻蚀:激光切割和刻蚀技术可以用于金属、塑料和陶瓷等材料的加工,具有高精度和高效率的特点。
•焊接和钎焊:激光焊接和钎焊技术可以用于金属材料的连接,其热影响区小,焊接速度快。
3.2 激光在医学领域的应用激光在医学领域中有着广泛的应用。
以下为一些常见的激光医学应用:•激光手术:激光手术可以用于眼科手术、皮肤手术和神经外科手术等,具有创伤小、恢复快的优点。
•激光检测:激光可以用于医学诊断和检测中,如激光扫描成像技术和激光生物传感器技术等。
3.3 激光在通信领域的应用激光在通信领域中起着重要的作用。
以下为一些常见的激光通信应用:•光纤通信:激光作为光信号的传输介质,可以在光纤中传输高速、高容量的数据。
•光波导器件:激光可以用于制造各种光波导器件,如光开关、光调制器等,用于增强光纤通信系统的性能。
激光切割技术论文

激光加工技术-----激光切割技术作者:0000贵州大学机械工程学院机制081班邮编:550000【摘要】激光加工技术是一种先进制造技术,而激光切割是激光加工应用领域的一部分,激光切割是当前世界上先进的切割工艺。
由于它具备精密制造、柔性切割、异型加工、一次成形、速度快、效率高等优点,所以在工业生产中解决了许多常规方法无法解决的难题。
激光能切割大多数金属材料和非金属材料【关键词】激光切割的原理激光切割的分类及特点激光切割技术的应用[Abstract] The laser processing technology is a kind of advanced manufacturing technology, laser cutting is part of the laser processing applications, laser cutting is the current world advanced cut craft. Because it has precision manufacturing, flexible cutting, the heterogeneous type processing, once shaping, speed and higher efficiency, so in industrial production in solving many conventional method can not solve the problem. Laser can cut most metal materials and nonmetal materials .[Key words] Laser cutting the principle of laser cutting the classification and characteristics of laser cutting technology application .1.概述激光切割是激光加工行业中最重要的一项应用技术。
激光加工毕业论文范文

激光加工毕业论文范文一、论文说明本团队专注于毕业论文写作与辅导服务,擅长案例分析、编程仿真、图表绘制、理论分析等,论文写作300起,具体价格信息联系二、论文范文参考如下PCL-836(A)在高速运动薄钢板激光加工控制系统的应用思路:根据宝钢高速运动薄钢板激光加工的实际需要,本项目研制出新型脉冲调Q N d:YA G激光打孔和打标两用激光加工系统所用的计算机操作系统,可以产生频率、幅值、脉冲宽度、脉冲组数等均可自由调整的控制脉冲信号,获得满足现场要求的打孔和打标。
题目:国内外激光加工产业和市场发展概况思路:描述了最近几年国内外激光加工产业概况、市场动向和发展前景,并进行了比较分析。
介绍了几种发展迅速的新兴激光加工机的发展趋势。
题目:激光加工管材的研究思路:综述了激光加工的先进性和管材在当代加工工业中的重要地位 ,指出了将激光应用于管材加工的意义 ,具体阐述了激光切割管材与激光焊接管材的现状和发展前景。
另外 ,从激光光束及传输特性、激光头轨迹控制、焦点位置控制、主要工艺参数的影响等方面对激光加工管材的关键技术进行了较深入的探讨题目:图形变换的矩阵方法在激光加工中的应用思路:本文介绍了图形变换的矩阵方法在激光加工中的应用。
经试加工证明,该方法能明显提高工效,且满足使用要求。
题目:激光飞行标刻系统及激光加工机器人控制与仿真研究思路:激光加工机器人以高能激光束为加工工具,以多自由度机器人运动机构实现激光束运动传输,聚焦激光束在工件上按控制系统预先编程设计的2D二维或三维3D加工轨迹精确运动,实现各种材料的点、线、面多种形式多种工艺的控型控性加工,是当今最为活跃的先进制造技术之一,在机械制造、微电子加工、产品包装等各领域得到广泛应用。
本文进。
题目:喷射液束电解辅助激光加工的基础研究思路:激光加工是将激光束照射到加工物体的表面,产生光辐射加热作用从而去除或熔化材料以及改变物体表面性能,达到加工目的。
由于激光加工不需要加工工具、加工速度快、表面变形小,因此被广泛应用于打孔、切割、焊接和热处理等领域。
激光加工技术论文--
激光加工技术的应用与发展宫梦雷黄山学院安徽黄山 245001摘要:激光加工是指利用激光束投射到材料表面产生的热效应来完成加工过程,包括激光焊接、激光切割、表面改性、激光打标、激光钻孔和微加工等。
用激光束对材料进行各种加工,如打孔、切割、划片、焊接、热处理等。
激光能适应任何材料的加工制造,尤其在一些有特殊精度和要求、特别场合和特种材料的加工制造方面起着无可替代的作用。
关键词:加工原理、发展前景、强化处理、微细加工、发展前景。
一激光加工的原理及其特点1.激光加工的原理激光加工是将激光束照射到工件的表面,以激光的高能量来切除、熔化材料以及改变物体表面性能。
由于激光加工是无接触式加工,工具不会与工件的表面直接磨察产生阻力,所以激光加工的速度极快、加工对象受热影响的范围较小而且不会产生噪音。
由于激光束的能量和光束的移动速度均可调节,因此激光加工可应用到不同层面和范围上。
激光加工的特点激光具有的宝贵特性决定了激光在加工领域存在的优势:①由于它是无接触加工,并且高能量激光束的能量及其移动速度均可调,因此可以实现多种加工的目的。
②它可以对多种金属、非金属加工,特别是可以加工高硬度、高脆性、及高熔点的材料。
③激光加工过程中无“刀具”磨损,无“切削力”作用于工件。
④激光加工过程中,激光束能量密度高,加工速度快,并且是局部加工,对非激光照射部位没有影响或影响极小。
因此,其热影响区小,工件热变形小,后续加工量小。
⑤它可以通过透明介质对密闭容器内的工件进行各种加工。
⑥由于激光束易于导向、聚集实现作各方向变换,极易与数控系统配合,对复杂工件进行加工,因此是一种极为灵活的加工方法。
⑦使用激光加工,生产效率高,质量可靠,经济效益好。
例如:①美国通用电器公司采用板条激光器加工航空发动机上的异形槽,不到4H即可高质量完成,而原来采用电火花加工则需要9H以上。
仅此一项,每台发动机的造价可省5万美元。
②激光切割钢件工效可提高8-20倍,材料可节省15-30%,大幅度降低了生产成本,并且加工精度高,产品质量稳定可靠。
激光雕刻论文介绍

目录1绪论 (1)1.1题背景及意义 (1)1.2国内外研究概况 (2)1.3设计要求 (2)1.4主要研究内容 (2)2 系统组成及其工作原理 (3)2.1系统的组成 (3)2.2系统的工作原理 (4)3 硬件电路的设计 (4)3.1系统机械结构设计 (4)3.2 基于Atmel 328构成的最小系统 (7)3.1.1复位系统 (8)3.3 电机驱动模块 (9)3.4继电器驱动激光头电路 (11)3.5电源电路 (12)4 软件系统设计及系统调试 (13)4.1下位机程序的烧写 (13)4.2 上位机软件Grbl Controller (17)4.2.1 Grbl Controller简介 (17)4.2.2 解读Grbl Controller 源码 (19)4.3连接电路 (20)4.4装配机械结构 (22)4.5生成NC文件 (25)4.5.1微店管家使用 (25)4.5.2ARTCAM使用简介 (26)4.6调试过程问题以及解决方法 (28)4.7误差分析以及避免方法 (29)5 总结与展望 (30)5.1总结 (30)5.2展望 (30)参考文献 (31)附录一机械原理图与实物图 (32)附录二所有元器件以及购物清单 (33)附录三修改后的部分代码 (34)致谢 (35)基于AVR的激光雕刻机设计1绪论1.1题背景及意义激光雕刻机(Laser Engraving )加工物件是依靠数控技术为基础,激光为加工媒介。
加工物件在激光雕刻照射下瞬间的熔化和气化的物理变性,能使激光雕刻达到加工的目的。
激光加工特点:与材料表面没有接触,不受机械运动影响,表面不会变形,一般无需固定。
[1]它不受材料的束缚,加工材料要求比较低。
激光雕刻机的加工精度高,并且加工速度快,应用领域很广泛。
它的加工平台是由计算机控制、电机传动、皮带和滑动轮带动,采用逐点标记方法使用激光雕刻出各种文字,符号和图案等等,它能很好的识别真伪,对于追踪产品质量有特殊的意义。
毕业论文:激光技术论文

激光原理与应用技术简介摘要:本文简要的介绍了一下激光的产生和发展史,简述了产生激光的基本原理和激光器的组成,并在此基础上从工业、医疗、信息、军事等几个主要领域简单介绍了激光技术的重要应用及其发展前景。
关键词:激光;辐射;光学谐振腔;激光技术引言:激光是上世纪最大的、也是最实用的发明,是与热核技术、半导体、电子计算机和航天技术相媲美的一个举世瞩目的重大科技成就。
经过50多年的发展,激光的应用已经遍及科技、经济、军事和社会发展的许多领域,远远超出了人们原有的预想:激光针灸、激光裁剪、激光切割、激光焊接、激光淬火、激光唱片、激光测距仪、激光陀螺仪、激光铅直仪、激光手术刀、激光炸弹、激光雷达、激光枪、激光炮……,在不久的将来,激光肯定会有更广泛的应用。
一、激光特性简介激光的最初中文名叫做“镭射”、“莱塞”,是它的英文名称LASER的音译,是取自英文Light Amplification by Stimulated Emission of Radiation的各单词的头一个字母组成的缩写词,意思是“受激辐射的光放大”,受激辐射是基于爱因斯坦的理论:在组成物质的原子中,有不同数量的电子分布在不同的能级上,在高能级上的电子受到某种光子的激发,会从高能级跃迁到低能级上,这时将会辐射出与激发它的光相同性质的光,而且在某种状态下,能出现一个弱光激发出一个强光的现象。
这就叫做“受激辐射的光放大”,简称激光。
激光主要有四大特性:激光高亮度、高方向性、高单色性和高相干性。
[1]亮度高——激光是当代最亮的光源,只有氢弹爆炸瞬间强烈的闪光才能与它比拟。
但是,激光的总能量并不一定很大,由于激光能量高度集中,很容易在某一微小点处产生高压和几万摄氏度甚至几百万摄氏度高温。
激光打孔、切割、焊接和激光外科手术就是利用了这一特性。
方向性好——普通光源向四面八方发光,而激光的发光方向可以限制在小于几毫弧度立体角内,这就使得在照射方向上的照度提高千万倍。
激光加工论文

述>葡无再、本科课程论文题目激光加工的应用学院太原理工阳泉学院专业数控年级***级学****************** 号姓/名*******指导教师*****成绩20** 年** **激光的应用(太原理工阳泉学院12 数控白新枝120523020 )[摘要]:本文想通过对现在社会所用到的激光加工进行总结希望激光加工能在社会广泛应用和得到很好的应用。
对以后的激光应用起到借鉴的作用。
[关键词]:船舶、电子工业、汽车修理、汽车工业、先进制造等。
正文:1)激光加工在船舶柴油机上的应用:激光处理:利用激光对气缸套和活塞表面进行热处理气缸套是柴油机最易磨损的部分。
研究表明采用激光淬火技术能使缸套和活塞环有选择性地局部强化,在软基体上按人们的需要分布一些硬化质点,因而可大幅度提高耐磨性和使用寿命。
如对缸套进行激光热处理,可使其硬度提高一倍,获得深0. 25〜40mm硬度为HV750-100的少量莱氏体+马氏体+残采奥氏捧的硬化层。
生产试验液明,缸套内表面经螺纹或网纹激光扫描后其初期磨合性主机油耗、耐磨性和配付性等都优于硼套。
与硼套对比,螺纹激光套的耐磨性提高44以上,比处理成网纹硬化带效果更好。
成本及经济效益分析的结果告诉我们,激光热处理有利子降低铸造成本和加工费用,扣除激光热处理增加的费用,仍可使每只缸套的生产成本有所减少。
IOLI07柴油机活塞环组和16V280柴油机油环经表面激光处理后同样具有良好的耐磨性、耐腐蚀性和抗拉缸性能,装机考核结果十分令人满意。
尤其是激光热处理过的活塞环不仅自身磨损较小(使用寿命可提高30%以上),而且对缸套的磨损仅为喷钼环的一半。
对曲轴和凸轮轴进行激光处理:发动机曲轴表面长期经受磨擦,易于磨损或疲劳失效:现行工艺采用中频淬火好或等温淬火予以强化,变形量偏大,废品率较高。
采用激光淬火则具有淬火硬度高变形量小,生产自动化程度高,节约能源等优点。
经研实验可获得约深0.30-0.45 mm硬度HRC58-62勺马氏体+奥氏体硬化成,提高曲轴使用寿命1-5倍。
毕业设计(论文)-激光雕刻机设计
激光雕刻机摘要激光雕刻机作为典型的光、机、电一体化加工设备,具有加工效率高、精度好、非接触加工等特点,己经被越来越广泛地应用于各行各业。
它利用激光束照射在材料表面形成刻点,随着激光束相对工件的移动,实现在工件上的雕刻。
进行激光雕刻时,首先应设计好所要雕刻的图形图像,这一步可用专门的图形图像处理软件完成。
然后对这些图形图像进行处理,使其能够用来控制整个系统完成雕刻。
本文在分析研究了激光雕刻机的发展概况和现状的基础上,提出了基于DSP的激光雕刻机伺服控制系统的总体设计方案,并从软件和硬件两个方面完成了研制过程。
具体的研究内容包括:1)分析激光雕刻加工的原理,对影响系统问题作了深入分析研究,并给出具体的控制系统实现方案;2)硬件上,采用TI新型高速DSP处理器TMS320LF2407A,充分利用其强大的数据处理能力;3)具体分析了激光雕刻机的组成,及其相应的伺服控制系统和伺服控制元件。
关键词激光雕刻机;伺服系统;DSP-I-哈尔滨理工大学学士学位论文The Laser Engraving MachineAbstractAs a typical equipment of integration of mechanical,electronic and optic technologies,laser engraving machine has the characteristics of great efficiency,high precision and non-touching processing.It uses laser beam to irradiate the surface of materials to engrave.While laser beam moves relatively to the workpiece,the engraving is accomplished.Special software to deal with graphics and images are used to make proper design as the first step of engraving.Then,these graphics and images are disposed to control the whole system finishing the engraving.In the foundation of research on the development situation and trend of laser engraving machine,the whole scheme of the servo control system of laser engraving machine which is based on DSP is established and the process of research and manufacturing of the machine is completed by the hardware and software.The main research work as follows:1)Analysis the principle of laser processing,research the key reason influence of the performance index of system and give the scheme implementation system;2)In hardware design,using the new DSP processor of TI-TMS320LF2407A, utilizing its’high performance of data processing;3)Analysis the parts of the laser engraving machine and its servo control system. Keywords laser engraving machine;servo system;DSP-II-哈尔滨理工大学学士学位论文目录摘要 (I)Abstract (II)第1章绪论 (1)1.1激光加工及其发展状况 (1)1.2激光雕刻机加工机理及其构成 (2)1.2.1加工机理及其发展状况 (2)1.2.2激光雕刻机的主要构成 (3)1.3激光雕刻机控制系统结构简述 (4)第2章激光器 (6)2.1激光器的发明 (6)2.2激光器的发射装置 (7)2.3激光器工作物质 (8)2.4激光器的分类 (8)第3章激光雕刻机伺服控制元件 (11)3.1激光雕刻机的伺服电机 (11)3.1.1对直流伺服电机的要求 (11)3.1.2直流伺服电机的分类 (11)3.2测速元件与电路 (13)3.2.1模拟测速元件——直流测速发电机 (13)3.2.2数字测速元件——光电脉冲测速机 (14)3.3位置测量元件与轴角编码 (15)3.3.1正余弦旋转变压器及其轴角编码 (16)第4章激光雕刻机PWM直流伺服系统设计 (17)4.1可逆直流PWM系统 (17)4.1.1双极模式可逆PWM系统 (17)4.1.2单极模式可逆PWM系统 (20)4.2PWM功率转换电路 (21)4.2.1PWM功率转换用GTR (21)4.2.2GTR的损坏和保护 (24)4.3PWM系统控制电路 (27)4.3.1脉宽调制器的一般特性 (27)4.3.2保护电路 (28)4.4基极驱动电路 (29)第5章基于DSP芯片的激光雕刻机硬件电路设计 (31)5.1DSP芯片的简介——TMS320LF2407相关资源介绍 (31)5.1.1体系结构和功能特性 (31)-III-哈尔滨理工大学学士学位论文5.2激光雕刻机的硬件电路设计 (32)5.2.1基于DPS硬件连接方案 (32)5.2.2外围电路的设计 (33)5.2.3硬件电路图设计 (34)第6章激光雕刻机操作软件设计 (36)6.1基于DSP的软件设计 (36)6.1.1主程序 (36)6.1.2中断服务程序 (36)6.1.3位置控制子程序 (39)6.2激光雕刻机插补算法的实现 (39)6.2.1插补的概述 (39)6.2.2逐点比较插补方法 (40)结论 (43)致谢 (44)参考文献 (45)附录A (46)附录B (51)-IV-哈尔滨理工大学学士学位论文第1章绪论1.1激光加工及其发展状况自20世纪60年代第一台红宝石激光器发明以来,随着激光器的不断发展和完善,人类对激光的特性有了充分的认识,并且论证了激光加工材料的可行性,使激光的应用领域越来越广泛。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
激光加工论文
题目:激光加工技术
专业:电子科技
班级:08-1
学号:************ *名:**
激光加工技术
摘要:
激光加工是指利用激光束投射到材料表面产生的热效应来完成加工过程,包括激光焊接、激光切割、表面改性、激光打标、激光钻孔和微加工等。
用激光束对材料进行各种加工,如打孔、切割、划片、焊接、热处理等。
激光能适应任何材料的加工制造,尤其在一些有特殊精度和要求、特别场合和特种材料的加工制造方面起着无可替代的作用。
关键词:
加工原理、发展前景、强化处理、微细加工、发展前景。
一、激光加工的起源和原理
随着科学技术的发展和社会需求的多样化,产品的竞争越来越激烈,更新换代的周期也越来越短。
为此,要求不但能根据市场的要求尽快设计出新产品,而且能在尽可能短的时间内制造出原型,从而进行性能测试和修改,最终形成定型产品。
而在传统制造系统中,需要大量的模具设计、制造和调试等工作,成本高,周期长,已不能适应日新月异的市场变化。
为了提高研发和生产速度,快速而精确地制作出高质量、低成本的模具和产品,能对市场变化做出敏捷响应,人们作了大量的研究和探索工作。
随着工业激光器价格的不断下降和工业激光加工技术的日益成熟,给模具制造和产品生产工艺带来了重大变革
激光加工是将激光束照射到工件的表面,以激光的高能量来切除、熔化材料以及改变物体表面性能。
由于激光加工是无接触式加工,工具不会与工件的表面直接磨察产生阻力,所以激光加工的速度极快、加工对象受热影响的范围较小而且不会产生噪音。
由于激光束的能量和光束的移动速度均可调节,因此激光加工可应用到不同层面和范围上。
二、激光加工的特点
激光具有的宝贵特性决定了激光在加工领域存在的优势:
①由于它是无接触加工,并且高能量激光束的能量及其移动速度均可调,因此可以实现多种加工的目的。
②它可以对多种金属、非金属加工,特别是可以加工高硬度、高脆性、及高熔点的材料。
③激光加工过程中无“刀具”磨损,无“切削力”作用于工件。
④激光加工过程中,激光束能量密度高,加工速度快,并且是局部加工,对非激光照射部位没有影响或影响极小。
因此,其热影响区小,工件热变形小,后续加工量小。
⑤它可以通过透明介质对密闭容器内的工件进行各种加工。
⑥由于激光束易于导向、聚集实现作各方向变换,极易与数控系统配合,对复杂工件进行加工,因此是一种极为灵活的加工方法。
⑦使用激光加工,生产效率高,质量可靠,经济效益好。
三、激光加工的应用
电火花线切割是一种应用机械能以外的能量形式特种加工方式。
它可加工任何导电的金属材料,如硬质合金、耐热钢、不锈钢、淬火钢、钛合金等。
但主要适用于切割各种冲模、塑料模、粉末冶金模等二维及三维直纹面组成的模具及零件,可直接切割各种样板、磁钢、硅钢片冲片,也常用于钼、钨、半导体材料或贵重金属的切割。
高速走丝线切割机床适用于加工各种复杂形状的冲模及单件齿轮、花键、尖角窄缝类零件,也由于它将新的能量形式直接作用于材料,使得加工产生了诸多特点,为新产品试制、精密零件加工及模具制造等开辟了一条新的工艺途径。
主要有以下几个方面。
1、激光打孔
采用脉冲激光器可进行打孔,脉冲宽度为0.1~1毫秒,特别适于打微孔和异形孔,孔径约为0.005~1毫米。
激光打孔已广泛用于钟表和仪表的宝石轴承、金刚石拉丝模、化纤喷丝头等工件的加工。
2、激光切割、划片与刻字
激光器对大工在造船、汽车制造等工业中,常使用百瓦至万瓦级的连续CO
2
件进行切割,既能保证精确的空间曲线形状,又有较高的加工效率。
对小工件的切
激光器。
在微电子学中,常用激光切划硅片割常用中、小功率固体激光器或CO
2
或切窄缝,速度快、热影响区小。
用激光可对流水线上的工件刻字或打标记,并不影响流水线的速度,刻划出的字符可永久保持(图2)。
3、激光微调
采用中、小功率激光器除去电子元器件上的部分材料,以达到改变电参数(如电阻值、电容量和谐振频率等)的目的。
激光微调精度高、速度快,适于大规模生产。
利用类似原理可以修复有缺陷的集成电路的掩模,修补集成电路存储器以提高成品率,还可以对陀螺进行精确的动平衡调节。
4、激光热处理
用激光照射材料,选择适当的波长和控制照射时间、功率密度,可使材料表面熔化和再结晶,达到淬火或退火的目的。
激光热处理的优点是可以控制热处理的深度,可以选择和控制热处理部位,工件变形小,可处理形状复杂的零件和部件,可对盲孔和深孔的内壁进行处理。
例如,气缸活塞经激光热处理后可延长寿命;用激光热处理可恢复离子轰击所引起损伤的硅材料。
激光加工的应用范围还在不断扩大,如用激光制造大规模集成电路,不用抗蚀剂,工序简单,并能进行0.5微米以下图案的高精度蚀刻加工,从而大大增加集成度。
此外,激光蒸发、激光区域熔化和激光沉积等新工艺也在发展中。
5、激光焊接
激光焊接强度高、热变形小、密封性好,可以焊接尺寸和性质悬殊,以及熔点很高(如陶瓷)和易氧化的材料。
激光焊接的心脏起搏器,其密封性好、寿命长,
而且体积小。
四、激光的发展趋势
激光加工用于再制造业和应用于其他制造业一样,有其不可替代的优点,并优于其它加工技术。
激光加工用于再制造业是由相变硬化发展到激光表面合金化和激光熔覆,由激光合金涂层发展到复合涂层及陶瓷涂层,从而使得激光表面加工技术成为再制造的一项重要手段。
它主要是采用5KW~10KWCO2高功率激光器及其系统。
与国际上激光加工系统相比,我国的激光加工系统差距甚大,仅占全球销售额的4%左右。
主要表现为:高档激光加工系统很少,甚至没有;主力激光器不过关;微细激光加工装备缺口较大;而这些领域我国的生产加工企业正在积蓄力量稳步进入,国内应用市场有很大发展空间。
预测今后2-3年内,我国激光加工销售额将会由2008年的35亿人民币上升翻一倍,也就是说会达到70亿元产值。
国内各类制造业接受了激光加工技术,它可使他们的产品增加技术含量,加快产品更新换代,为适应21世纪高新技术的产业化、满足宏观与微观制造的需要,研究和开发高性能光源势在必行。
目前正在积极研制超紫外、超短脉冲、超大功率、高光束质量等特征的激光,尤其是能适应微制造技术要求的激光光源更是倍受关注,并已形成国际性竞争。
结论:
本文对激光加工的原理、起源、应用、发展趋势等做了详细的介绍,并结合激光加工等常见的问题作出分析,对激光加工工艺的理解有一定的帮助。
参考文献:
[1]刘晋春、赵家齐、赵万生.特种加工(第4版)[M].机械工业出版社,2007.
[2]宋威廉,激光加工技术的发展[M].北京:机械工业出版社,2008.
[3]赵万生.特种加工技术[M].北京:机械工业出版社,2004.
[4]张辽远.现代加工技术[M].北京:机械工业出版社,2002.
[5]刘振辉,杨嘉楷.特种加工[M].重庆:重庆大学出版社,1991.。