铝电解多功能机组的改进
一种电解铝多功能天车轨道的优化与改造探讨

。
其担负着电解质结壳的破碎作业 、 氧化铝添加作
2 l
业、 清理铲捞渣 、 更换 阳极、 吊运真空抬包作业、 槽上 部机构吊运检修 、 物品 吊运 的多功能化作业 , 同时两 台车联 动还可 进行 电解槽上 部整体机构 的 吊运作 业。多功能天车的实际运行率 , 也就是直接影响电解 生产能否正常进行的关键。
收 稿 日期 :0 2 0 — 5 2 1 — 4 1
出现 的问题 , 主要 表现有 以下 情 况 :
() 1 混凝土结构梁浇注预 留孔设计不合理 ; () 2 车轮组边缘与钢轨摩擦阻力过大 ;
作者简介 : 王索粉( 9 1 ) 女 , 1 8 一 , 河南周 口人 , 硕士研究生学历 , 研究方 向为控制工程。
面积。
利 用 垫 板 螺栓 孔 问距 , 接 两侧 螺 栓 , 加 螺栓 连 增 抗 弯强 度 。 利 用 垫板 可 焊性 , 在压 板 尾部 焊接 止退 挡块 。 ( ) 用 垫板 可焊 性 , 每 隔两 点使 垫 板两 端焊 2利 在 接 直 角 与 混凝 土 结 构梁 包裹 , 分 增 大螺 栓 、 板 和 充 垫 压 板 之 间 的受 力 混 凝 土结 构 梁 现象 ,避免 了过 去受 力 不 均 , 个 击破 的现象 。 2 1 年第 7 期
使螺栓受力分解 。 如图 3 中的 2 5的图示。 和 () 3 压板受力面积太小 , 二次抹面找平基础松动 为一体 , 损坏 ; 书 ; 。 ( ) 板螺 栓 没有 设置 止退 锁 片 。 4 压
3 改 进 方 案 的 实 施
备进 行改造 , 经过 实践 验证 , 取得 了良好的效果。 关 键词 i 电解 ; 铝 多功能 ; 轨道 中图分类号 : H 1 T 25 文献标识码 : B 文章编号:6 2 5 5 2 1 】7 0 5 — 2 1 7 — 4 X(0 2 0 — 2 8 0
浅谈国内电解铝烟气净化系统的主要问题及改进

2023年 5月上 世界有色金属7冶金冶炼M etallurgical smelting浅谈国内电解铝烟气净化系统的主要问题及改进夏云镇,谢清申,王海涛(邹平县汇盛新材料科技有限公司,山东 邹平 256200)摘 要:本文主要介绍了国内电解铝烟气干法净化系统以及脱硫系统的发展状况及存在的主要问题,并提出了部分改进建议。
关键词:铝电解烟气;净化中图分类号:TF821 文献标识码:A 文章编号:1002-5065(2023)09-0007-3Discussion on the main problems and improvements of domestic electrolyticaluminum flue gas purification systemXIA Yun-zhen, XIE Qing-shen, WANG Hai-tao(Zouping County Huisheng New Material Technology Co., Ltd,Zouping 256200,China)Abstract: This article mainly introduces the development status and main problems of domestic electrolytic aluminum flue gas dry purification systems and desulfurization systems, and proposes some improvement suggestions.Keywords: aluminum electrolysis flue gas; purify收稿日期:2023-03作者简介:夏云镇,男,生于1981年,山东滨州人,本科,工程师,研究方向:轻金属冶炼。
电解铝生产中需要加入冰晶石、氟化盐等含氟物质,生产中会产生大量的含有氟化物的烟气。
浅谈多功能机组精准出铝风源的改造张建平

浅谈多功能机组精准出铝风源的改造张建平发布时间:2021-08-24T05:03:47.636Z 来源:《中国科技人才》2021年第13期作者:张建平[导读] 本文主要阐述了多功能机组精准出铝的风源在使用中存在的问题,并提出相应解决方案,提高了该系统的稳定性、准确性、可靠性,确保电解槽安全平稳运行。
云南文山铝业有限公司云南文山 663000摘要:本文主要阐述了多功能机组精准出铝的风源在使用中存在的问题,并提出相应解决方案,提高了该系统的稳定性、准确性、可靠性,确保电解槽安全平稳运行。
关键词:精准出铝;风源;流速;气控阀1、概述铝电解多功能机组的英文名是Pot Tending Maching,简称PTM,它是大型预焙阳极铝电解生产的关键设备,主要完成预焙阳极电解槽的打壳、加料、更换阳极、清理阳极坑、出铝、提升阳极母线、完成安装和检修电解槽上部结构和下部槽壳等及其它零星吊运。
云南文山铝业有限公司50万吨绿色低碳水电铝材一体化项目电解铝车间使用的多功能机组是由株洲天桥起重机股份有限公司设计和制造,而多功能机组精准出铝系统是由株洲天桥起重机股份有限公司和河北承德恒方科技有限公司共同开发制造。
精准出铝系统是多功能机组一个重要组成部分,它采用防磁、屏蔽技术,额定称量32000kg,精度1‰~3‰,设有过载和欠载保护,具有单包出铝上限保护功能,防止单包过吸,具备自动出铝控制功能,单槽出铝精度±20kg达到95%以上,在500KA电解槽强磁场下能正常工作。
精准出铝系统不仅能替代人工对出铝量的控制,而且能通过压缩空气自动切断,把抬包重量及单槽出铝量精确计量和显示,提高了电解槽出铝精度,降低出铝工劳动强度,实现出铝作业的自动化、智能化,确保电解槽安全平稳高效运行。
2、精准出铝系统组成及工作原理(1)、系统组成整个系统由CPU、称重模块、触摸屏、DP模块、中文大屏幕显示、风管提升葫芦、风管提升卷扬、遥控器(选配)、控制阀、安全阀、无线数传电台、包号槽号自动识别系统、服务器、出铝软件、装车软件等部分组成。
浅议电解铝多功能天车机组的常见电气故障及排除措施

浅议电解铝多功能天车机组的常见电气故障及排除措施摘要: 铝电解生产在科学技术的发展下,已进入了多点进电大型预焙槽的发展阶段而且提高了其自动化的程度。
多功能天车的机械化程度有着明显的提升,而且其功能和技术也更加先进。
多功能天车运行的稳定性更高,铝电解车间生产过程中对多功能天车的依赖程度也明显的提升。
因此,多功能天车的运行率对铝电解生产进度有着直接的影响,必须要确保多功能天车能够有效的运行。
关键词:多功能天车;故障;措施;1.交流接触器常见故障及排除策略1.1固定触点烧结产生原因:电源电压过低,导致磁力过小,启动后铁芯不紧,活动触点的接触压力不足,静触头弯曲,接触不良,接触点严重烧毁,长期使用,行程过小。
排除策略;接触器的接触状态应调整,固定触点的表面不干净或电枢不光滑,导致三个触点之间的触点不同。
接触表面是否被电弧燃烧,接触表面应经常清洁,电枢表面应调整在同一平面上,当至少一对触点刚接触时,其他两对触点和相应的静态触点之间的距离不应超过0.5mm。
拧紧连接螺丝,轴和孔之间的间隙是否太大,有必要时接触器必须及时更换[1]。
1.2.接触器工作时声响不正常产生原因;在正常操作期间,电源电压过低,或者接触压力过小,造成接触器发出类似于变压器的声音。
排除策略;电源电压过低,检查电源,恢复正常电压,接触压力低,接触压力应调整,例如可调或可更换的弹簧片,静触头应用纸板填充,定子和定子铁芯的磁极表面应歪斜,首先,应清除芯滑动件和端面上的污垢,或调整芯以确保极面紧密配合,并且e芯中的极面之间的间隙应小于0.2mm。
重新调整磁极之间的间隙,然后松开将磁铁,将销钉固定到位。
销轴和轴孔磨损,配合间隙太大,应更换接触器,线圈过载,此时,应切断电源,拆下芯末端,或调整(减小)芯间隙[2]。
1.3.接触器动作不灵活,反应迟产生原因:电枢和电磁扼流圈之间的距离过大,运动部件被卡住以及接触器本身的倾斜度过大。
通常不允许在纸板垫高于500um的情况下使用静电芯,以减少静电触点与动电触点之间的初始间隙,清除被卡住的物体并调整安装位置。
铝电解多功能机组车轮啃轨的测量与调整
要原因; 另一 方面 , 场 运 行 的 电解 多 功 能机 组 , 现 贯
关 键 词 : 轮 ; 轨 ; 量 ; 整 车 啃 测 调
中图分类号 : 8 6 TG 0
一 一
文献 标识码 : B
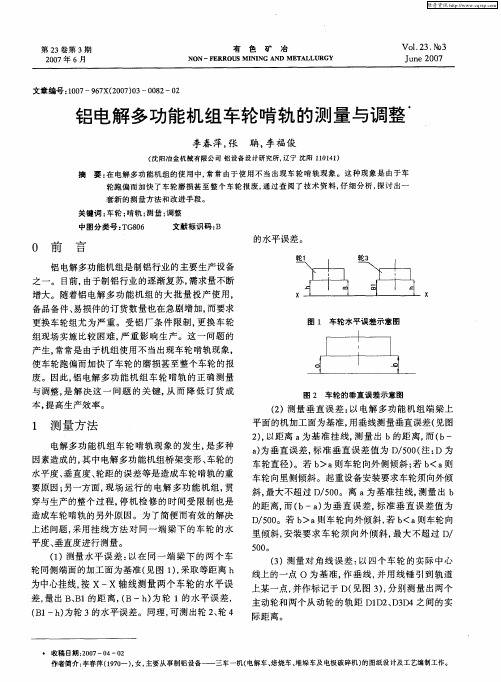
的水 平误 差 。
0 刖 舀 铝 电解 多功 能机 组是 制铝 行 业 的主要 生 产设备
之 一 。 目前 , 由于 制铝 行业 的逐渐 复 苏 , 求量 不断 需
5 00。
穿 与生 产的 整个 过 程 , 机 检 修 的 时 间受 限 制也 是 停 造 成车轮 啃 轨的 另外 原 因。为 了简便 而有 效 的解 决
上 述 问题 , 用挂 线 方 法 对 同一 端 梁 下 的 车轮 的水 采
平 度 、 直度 进行 测量 。 垂
( )测量 水 平 误 差 : 在 同 一 端 梁 下 的两 个 车 1 以
增 大。 随着铝 电解多 功 能 机 组 的大 批 量 投产 使 用 ,
备 品备 件 、 易损件 的订 货数 量 也在 急剧 增 加 , 要求 而
更换 车轮 组尤 为 严 重 。 受 铝 厂条 件 限制 , 更换 车轮
图 1 车轮水平误差示意图
组 现场 实施 比较 困 难 , 重 影 响 生 产 。这 一 问题 的 严
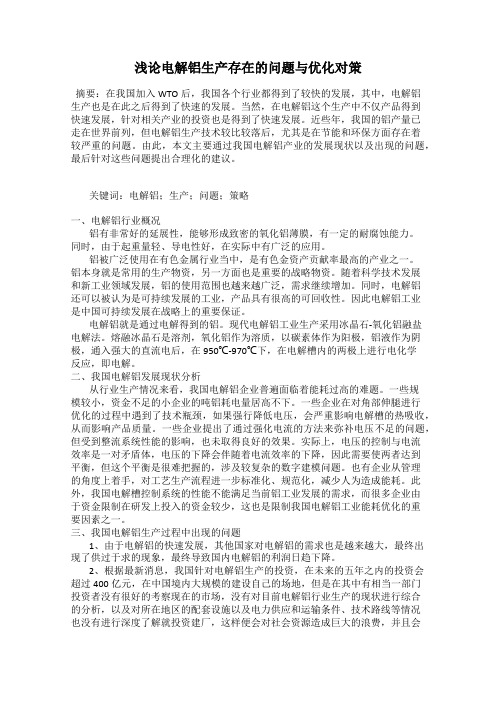
图 3 主、 从动轮的 实际 间距示意图
( ) 整 垂直 误差 , 其≤ ( / 0 ) 3调 使 D 50 。 采用 以上 测 量 方 法 , 行 之 有效 的 检测 和解 决 能 铝 电解 多功能 机 组 车 轮 啃 轨 问题 , 避免 了经 常 更换 车 轮组 的难题 。为沈 阳 冶金机 械有 限公 司生产 制造 的老 旧铝 电解 多 功 能 机组 的改 造 , 新制 机 组 的安 装
浅论电解铝生产存在的问题与优化对策
浅论电解铝生产存在的问题与优化对策摘要:在我国加入WTO后,我国各个行业都得到了较快的发展,其中,电解铝生产也是在此之后得到了快速的发展。
当然,在电解铝这个生产中不仅产品得到快速发展,针对相关产业的投资也是得到了快速发展。
近些年,我国的铝产量已走在世界前列,但电解铝生产技术较比较落后,尤其是在节能和环保方面存在着较严重的问题。
由此,本文主要通过我国电解铝产业的发展现状以及出现的问题,最后针对这些问题提出合理化的建议。
关键词:电解铝;生产;问题;策略一、电解铝行业概况铝有非常好的延展性,能够形成致密的氧化铝薄膜,有一定的耐腐蚀能力。
同时,由于起重量轻、导电性好,在实际中有广泛的应用。
铝被广泛使用在有色金属行业当中,是有色金资产贡献率最高的产业之一。
铝本身就是常用的生产物资,另一方面也是重要的战略物资。
随着科学技术发展和新工业领域发展,铝的使用范围也越来越广泛,需求继续增加。
同时,电解铝还可以被认为是可持续发展的工业,产品具有很高的可回收性。
因此电解铝工业是中国可持续发展在战略上的重要保证。
电解铝就是通过电解得到的铝。
现代电解铝工业生产采用冰晶石-氧化铝融盐电解法。
熔融冰晶石是溶剂,氧化铝作为溶质,以碳素体作为阳极,铝液作为阴极,通入强大的直流电后,在950℃-970℃下,在电解槽内的两极上进行电化学反应,即电解。
二、我国电解铝发展现状分析从行业生产情况来看,我国电解铝企业普遍面临着能耗过高的难题。
一些规模较小,资金不足的小企业的吨铝耗电量居高不下。
一些企业在对角部伸腿进行优化的过程中遇到了技术瓶颈,如果强行降低电压,会严重影响电解槽的热吸收,从而影响产品质量。
一些企业提出了通过强化电流的方法来弥补电压不足的问题,但受到整流系统性能的影响,也未取得良好的效果。
实际上,电压的控制与电流效率是一对矛盾体,电压的下降会伴随着电流效率的下降,因此需要使两者达到平衡,但这个平衡是很难把握的,涉及较复杂的数字建模问题。
铝电解多功能天车的技术改进措施
各界前沿理论I201輝囂贏铝电解多功能天车的技术改进措施赵忠摘要:本文通过对目前铝电解多功能天车技术改进现状进行分析,紧接着提出了铝电解多功能天车技术的改进措施,它能有效地提高多功能天车的使用效率,对设备更新起到一定的促进作用。
关键词:铝电解;多功能天车;技术改进自20世纪80年代,我国创造岀第一台铝电解多功能天车,经过不断的发展,铝电解多功能天车取得一定技术上的进展,虽然和国外发达国家相比,整体技术水平较为落后,然而在长期发展过程中,需要对铝电解多功能天车技术进行改进,才能实现自主创新。
一、目前铝电解多功能天车技术改进现状铝电解多功能天车实现技术改进,它能有效地在生产管理过程中发挥安全可靠性的功能,对技术进行改进,能更好地服务于生产工作。
对于我国工业制造技术来说,它的技能水平较低。
自动化程度不高,虽然近年来随着科学信息技术不断发展,铝电解天车制造技术取得一定的进展,然而在实际数控加工过程中使用的次数极少。
在某种程度上,制造岀的天车部件精确度不能得到保证,必须要借助于外力才能安装,而国外的天车在制造过程中都是使用高精度的测量仪器实现自动化的加工生产,各类尺寸部件都能达到精细化的标准需求,现阶段在我国铝电解多功能天车技术改进过程中,需要对轨道的固定方式进行改进,才能改善轨道压板现象。
面对铝电解多功能天车技术存在的差距应该找到有效的解决方式,缩短和国外天车之间的差距,促进我国铝电解多功能天车技术不断发展。
二、铝电解多功能天车技术改进措施(一)使用无线遥控技术针对现阶段我国在铝电解多功能天车技术改进过程中存在的问题,应该加大无线遥控技术的使用,才能提高天车的安全性和可靠性。
值得注意的是,在现阶段冶金行业过程中很多的天车设备,在运输、检修过程中起着至关重要的作用。
一般情况下,在制造业中,它的厂房内温度过高,且伴随着大量的粉尘,因此,作业人员处在恶劣的操作环境,在进行重物起吊过程中,由于操作视野受限,需要多位作业人员的共同配合,这时,在操作和检修人员之间出现信息传递困难的局面,无形中加大了安全隐患。
对铝电解多功能天车维修技术的分析与认识

对铝电解多功能天车维修技术的分析与认识发表时间:2020-12-29T13:31:24.787Z 来源:《科学与技术》2020年26期作者:宣福平[导读] 本文论述了铝电解多功能天车维修技术的状况,为合理地应用铝电解宣福平包头铝业有限公司,内蒙古包头市,014046摘要:本文论述了铝电解多功能天车维修技术的状况,为合理地应用铝电解多功能天车维修技术提供了一定的见解。
关键词:铝电解多功能天车,维修技术,分析与认识1、前言近年来,我国铝电解行业发展迅速,铝电解工艺中的电解槽也已经从过去的小型自焙槽发展成为现在的由计算机自动控制的大型预焙槽。
为了更好的适应电解槽,铝厂内的天车也由过去的普通桥式天车发展成为现在的多功能天车。
铝电解多功能天车所发挥的作用变得越来越重要。
2、对铝电解多功能天车维修技术的分析与认识2.1、铝电解多功能天车的功能天车的主要功能:电解多功能天车是大型顶焙阳极铝电解生产的辅助设备。
其能满足高温熔盐,大电流、强磁场,多粉尘及HF烟气的环境要求和工艺需要,完成预焙阳级电解槽的下列工艺操作:1)、打壳功能:打开电解质结壳,方便残极碳块的更换;2)、加下料功能:天车的加料系统采用自动控制和手动控制两种方式为电解多功能天车料箱加料,再通过天车的下料装置给电解质液面添加氧化铝和破碎后电解质(粒度(≤10mm);3)、利用清渣装置把阳极坑内的残极散块及结壳电解质清理出去,以便放新阳极;4)、出铝:铝抬包的吊运:抽真空,出铝,吊运并计量(单包和累加)及显示,实施打印;5)、清理电解质沉淀、浮渣;6)、提升阳极母线:吊运母线提升机完成阳极母线提升工作;7)、设置通道报警装置;8)、完成安装和检修电解槽上部结构和下部槽壳及其它零星吊运。
2.2、电解多功能天车的主要结构及应用铝电解多功能天车主要包括纵向行走的大车、带有下料、打壳、更换阳极装置等工具的工具小车以及出铝用的出铝小车三部分。
1)、大车大车采用箱型偏轨双梁桥架结构或三梁结构(根据出铝车额定重量来确定)。
铝电解天车又称铝电解多功能机组

铝电解天车又称铝电解多功能机组,其英文名为product tending machine,简称PTM,它是现代预焙阳极铝电解生产的关键设备,适用预焙阳极铝电解工艺生产,能满足铝电解车间高熔盐、大电流、强磁场、多粉尘HF烟气的工作环境,下面就铝电解多功能机组的相关知识做一简单介绍:一、铝电解多功能机组的发展目前国内铝行业发展如雨后春笋般突飞猛进,老企业也不断地改造扩大产能,特别是大型预焙电解槽的出现,对铝电解多功能机组的要求也越来越高,各企业都视先进的设备为第一生产力,作为企业发展竞争的首要优势。
<一>、铝电解多功能机组的分类预焙槽在电解车间的配置方式有横向配置和纵向配置两种,预焙槽按进电方式可分为两点进电槽和大面多点进电槽。
合理设计的多点进电槽具有较好的三场分布,生产指标好,因而得到了广泛应用。
目前,横向配置多用于新建铝厂;纵向配置国外多见。
根据工艺配置和电解槽进电方式的需要,铝电解多功能机组可分成电解多功能机组和地面小车两大类。
电解多功能机组按功能的配备可分为全功能电解多功能机组和简易电解天车两大类,其区别主要在于前者具有全自动更换阳极装置和自己配备有打壳动力源,而后者只有阳极提升、下降机构,同时兼作出铝用。
铝电解多功能机组按操纵方式可分为驾驶室操纵机组和遥控机组两种形式。
驾驶室操纵机组按驾驶室及工具的配置位置又有高位机组和低位机组之分。
地面小车有:打壳换极车、加料车、出铝车等。
<二>、铝电解多功能机组的技术现状目前铝电解多功能机组普遍采用了起重机械和工程技术、液气压传动技术、电子技术和最新的科研成果。
电解多功能机组普遍采用桥式起重机的桥架作为机组机构,在桥架上配置有多个工具机构的工具小车、出铝小车、电葫芦等。
(1)行走传动系统电解多功能机组国内是从80年代初引进的法国ecl低位机组,采用的是多极电机或电阻调速。
第一批国产的低位机组用于包头铝厂和青海铝厂的行走传动系统为立式齿轮减速机,双齿轮联轴器结构,主要缺点在于减速机易漏油、同心度差、对端梁的破坏性大等。
铝电解多功能机组机械液压气动常见故障的分析与处理
原 因分 析 : ( 1 )夹 头 对位 不 准 或 夹 持 阳极 工 作 过 程 中夹头 自行 松脱 的 出现 是非 常危 险 的 。对位 不
准 的 原 因 是 对 位 卡 板 调 整 不 到 位 或 调 整 支 座 及 调 整
开、 提起及 落下 、 拧 紧螺 旋夹具 , 吊走残极 , 更 换新 阳
法 。结 合 多 年 的 生 产 实 际 经 验 , 分别从 机械 、 液压 、 气 动 以 及 空 压 机 等 方 面 经 常 出 现 的故 障人手 , 对 故 障进 行 较 为详 细 的 分 析 , 并较为全面 、 较为系统地给 出了解决问题 的方法 , 在 实 际 生 产 中取 得 了较 好 的维 修 效 果 。 本 文 对 于 企 业 维 护 铝 电 解 多 功 能 机 组 , 准 确 快 速 处 理故障 , 对 于 提 高 维修 效率 , 保 证 电解 生 产 正 常 作 业 秩 序 提 供 非 常 好 的 帮助 。 关键词 : 铝电解多功能机组 ; 故 障; 处 理
影 响间 隙变化 而造成 夹 头对位 不 准 。( 2 )阳极 调 运 过程 中夹 头油 缸应 始 终 处 于 夹 紧 自锁 状 态 , 液 压 锁 的控 制压 力 的变化及 油 缸密封 不严 造成 泄漏使 夹 头
松脱 。 处理 办法 : ( 1 )调 整 对 位 卡 板 或 支 座 , 更 换 调 整 螺钉 。( 2 )调 整 液 压 锁 的 控 制 压 力 , 更换 油缸 密封 。 1 . 4 大 车 运 行 声 响 异 常
提 升 阳极母 线操 作 : 吊运 阳极母 线 提升 框 架 ; ( 7 )完 成 安装 和检 修 电解槽 上部 结构 和下部 槽 壳及 车问其
它 零 星物 品的 吊运 操 作 。 因此 , 它 的运 行 率 高低 直 接 影 响到铝 电解 正常 生产 。
对铝用多功能天车检修相关问题的一些看法

对铝用多功能天车检修相关问题的一些看法摘要:本文针对铝多功能天车检修相关问题谈了一些自己的看法。
首先给予了铝用多功能天车的基本概述,接着就铝用多功能天车检修要求以及部分故障的检修方法进行了相关的探讨。
关键词:铝用多功能天车检修检修铝电解天车又称铝电解多功能机组,它是现代预焙阳极铝电解生产的关键设备,适用预焙阳极铝电解工艺生产,能满足铝电解车间高熔盐、大电流、强磁场、多粉尘HF烟气的工作环境。
一、铝用多功能天车概述铝电解多功能机组(P.T.M)涵盖了起重机械和工程技术、液气压传动技术、电子技术等方面的最新科研成果,是大型预焙阳极铝电解生产的关键设备。
它能完成预焙阳极铝电解生产的下列工艺操作:打电解质结壳;覆盖氧化铝、破碎电解质粉料;抓铲阳极坑内电解质块及阳极掉块;更换阳极;出铝并计量;使用双出铝钩吊运阳极母线提升框架;使用双出铝钩吊运电解槽槽上部机构以及完成电解车间其它零星吊运作业。
PTM能适应电解厂房内高温熔盐、大电流、强磁场、多粉尘和氟化氢气体的环境,每天工作24小时,每年运行365天,并允许正常检修和维护,作业率60%。
在P.T.M的设计中采取了下列技术措施,如:重要的电气元、器件(PLC等)采取屏敝防磁防干扰;有可能与电解槽接触的零部件。
每个机构,如:打壳机构、更换阳极装置、氧化铝下料装置等都设置多道绝缘,防止P.T.M 与电解槽之间交流、直流混电,确保工作人员的安全,设有绝缘破坏和用电设备漏电检测系统。
铝电解多功能机组(P.T.M)正常运转与否,决定着电解车间生产的稳定,但是在复杂的工作环境下,难免产生各种故障,做好PTM的检修工作至关重要。
二、铝用多功能天车检修要求天车检修以及点检,一般按以下几个部分要求进行。
1.阳极机构检查阳极提升装置升降档位是否清晰、速度有无异常,限位是否灵敏;阳极夹头开关是否正常:阳极扳手升降是否正常有无卡阻现象,阳极扳手拧松拧紧是否正常。
2.打壳机构检查打壳机构升降档位是否清晰、速度有无异常、限位是否灵敏;打壳头倾斜垂直是否正常,打壳机伸缩是否正常,打壳机是否有力。
电解铝多功能机组的常见电气故障及排除对策探究
线 电气 距 离 1 . 5 . 3个 百分 点 , 减 少 了 导线 自身 的功 率 损 耗 和 导 ( 3 ) 平行 集 束 导线 在生 产和 装 盘 过程 中是 以平 板 方 式 出现 ,
规 格 型 号 由导 线 材 料 结 构 、 电 压等 级 和 标 称 截 面三 大 部 线 成 本 , 同 时 还 具有 生 产 工 序 少 , 工 艺过 程 简 单 等 优 点 。
. 2 电解 铝 工 业现 状 为 此 进 行 电解 铝 多 功 能 机 组常 见 电气 故 障 的 论 述 以及 对 策 的 1 研 究具有极强 的现实意义 。 中国 自从 7 0年代末 引进 1 6 0 K A 中间下料预焙槽技术后 就逐渐 拉开现代 电解技术发展序幕 , 并且在材料 、 工 艺、 配套 l 电解 铝 产 业概 述
电解 铝 多功能 机 组 的常 见 电气 故 障及 排 除 对 策探 究
口 陈海 兵
7 3 0 3 3 5 ) ( 中国铝 业 连 城 分 公 司 甘 肃 ・兰州
摘 要: 电解铝多功能机组作为 电解铝重要设备 , 在实际生产 中承担着吸出铝水、 打壳、 更换 阳极 、 下料 、 运输 以 及 辅 助 提 升 阳极 母 线 等 重 要任 务 。 从 我 国 电 解铝 产 业 述 入 手 , 对 铝 电解 多功 能机 组 结 构 进 行 分 析 - 9描 述 , 重 点论 述 多功 能 机 组遥 控 操 作 系统 、 电气 控 制 系统 等 常 见 故 障 、 并 提 出针 对 性 的排 除对 策 , 从 而保 障 铝 电 解机 组 的
J K L Y J - 1 0 - 5 0 代表 的 1 0 k v 铝 芯交 联 聚 乙烯 绝 缘 导线 ,导 体截
面是 5 0 mm 。
电解铝改造方案

电解铝改造方案一、为啥要改造电解铝呢?咱就说这个电解铝啊,就像一个有点小毛病但潜力很大的选手。
现在的情况呢,它有些地方效率不太高,成本还有点高,而且对环境也有点小影响。
就好比一个人,本来能跑很快,但是身上背了些不必要的包袱,所以咱们得给它来个大改造,让它轻装上阵,跑得又快又好,还不给周围环境添乱。
二、改造从哪儿下手呢?1. 设备升级。
那些电解槽啊,就像电解铝的“小房子”,有些都旧了。
咱们得把这些“小房子”翻新一下,换上更先进的电解槽。
新的电解槽就像给电解铝换了个更舒服、功能更强大的家。
比如说,新的电解槽能更好地控制温度和电流,这样电解铝在里面生产的时候就更稳定,效率也就更高了。
还有那些供电设备,就像给电解铝提供能量的“心脏”。
现在的“心脏”有时候跳得不太规律,功率也不够大。
咱们得给它换个强劲的“心脏”,新的供电设备能稳定地输出合适的电流,而且还能根据生产需求灵活调整,就像一个智能的心脏,知道什么时候该多给点力,什么时候可以歇一歇。
2. 技术改进。
在电解的过程中,有很多小细节可以优化。
比如说电解液的配方,现在的电解液就像做菜的调料,可能还不是最完美的组合。
咱们得研究研究,给电解液加点新的“调料”,调整一下成分比例,让它能更好地促进电解反应。
这样一来,电解铝的产量就能提高,而且质量也能更上一层楼。
还有就是自动化技术的应用。
现在啊,很多操作还是靠人工,就像手工制作一样。
咱们要把它变成自动化生产,就像从手工小作坊变成现代化大工厂。
自动化的设备可以更精确地控制生产过程中的各种参数,而且还不会累,一天24小时都能稳定工作。
这样既减少了人工成本,又提高了生产的稳定性和产品质量。
3. 环保措施。
电解铝生产过程中会产生一些废气和废渣,就像人会产生垃圾一样。
现在这些“垃圾”处理得还不够好。
咱们得给它安装更先进的废气处理设备,就像给电解铝戴上一个大口罩,把那些有害的气体都过滤掉,让排出去的空气干干净净的。
对于废渣呢,不能就那么随便扔着。
铝电解多功能天车的使用与维修
铝电解多功能天车的使用与维修【摘要】目前国内铝行业发展如雨后春笋般突飞猛进,企业的设备也不断更新,对于铝电解多功能机组的要求也越来越高,减少设备故障,加强维修成为企业关注的焦点。
本文以铝电解多功能天车为核心探讨了其使用中应注意的问题与故障维修要点。
【关键词】铝电解;维修;PLC一、铝电解多功能天车的使用铝电解天车又称铝电解多功能机组,它是现代预焙阳极铝电解生产的关键设备,适用预焙阳极铝电解工艺生产。
铝电解多功能天车组成系统很多,主要有起重机械、PLC控制系统、液气压传动技术等等,下面对其中的使用要点进行分析。
(一)铝电解多功能机组的使用条件铝电解多功能机组的基本控制系统分为:打壳、更换阳极、添加覆盖料、出铝、母线提升及槽检修吊装等。
其结构部分可分为大车、工具小车、出铝小车。
大车部分包括空压机系统、大车行走系统、电气控制系统。
工具小车部分包括打壳机构、更换阳极机构、加料机构、捞渣装置、液压系统。
出铝小车系统包括一个自带称量系统,自由旋转、升降的出铝钩。
主电源合闸控制:按下“主启动”,主电源无故障则合闸;按下“主启动”保持3秒钟,主电源分闸,当发生绝缘破坏时,主电源分闸,为了把工具和电解槽分开,按下“强制送电”,主电源合闸,工具上升到上限位主电源自动分闸。
工具小车行走的条件:回路正常、变频无故障、抱闸无故障、冷却风机无故障、无终端限位、扳手在上限位、无锁定加料对位信号。
出铝小车行走的条件:回路正常、变频无故障、抱闸无故障、冷却风机无故障、无终端限位。
打壳机下降的条件:扳手在上限位、阳极在上限位、捞渣在上限位、工具绝缘正常。
打壳机高速下降的条件:打壳机在上下限位中间。
阳极更换装置下降的条件:扳手在上限位、打壳在上限位、捞渣在上限位、工具绝缘正常、无阳极测高速信号。
(二)PLC控制系统的调试铝电解是金属铝的主要生产方式,而在铝电解的生产过程中,铝电解多功能机组通常会应用到PLC控制系统。
PLC控制系统是当前多功能机主要的控制系统,随着该系统在铝电解多功能机组中的应用,不仅大幅度提高了金属铝的生产效率和质量,而且使节能环保生产理念在金属铝的生产过程中得到了完美体现,因此使得PLC控制系统在众多系统中脱颖而出,成为了当前多功能机组中一种必不可少的系统。
铝电解多功能天车的技术改进措施
铝电解多功能天车的技术改进措施摘要:铝电解生产中,经常由于多功能天车技术问题出现状况,导致生产停滞或者效率降低,这篇论文就是针对铝电解多功能天车技术需要改进的地方以及改善的措施进行研究开发,解决工厂问题,提高工作效率。
关键词:铝电解;多功能天车;技术改进;措施1前言由于铝作为各个产品的重要金属材质,所以相关企业如同雨后春笋一般,同时老企业开始提高生产规模。
在铝进行电解生产时候,多功能天车是进行一线中最为重要、直接生产的装置设备,由于设备本身体型大较为复杂,所以企业购买设备较少,使用频率较高,长时间高负荷工作导致其故障问题严重,所以需要改进其技术,减少存在的问题以及威胁。
针对铝电解多功能天车改进,是以作者工作单位为实际案例,经过实际操作经验,在实用问题、安全问题、稳定问题上下功夫,排查故障问题,帮助铝电解企业能够脱颖而出,加强自己的核心竞争力。
2天车行走扭动改善方案电解铝多功能天车进行拖动行走时候,为了能够节省设备购置资金,会选择以一拖二的形式选用变频装置,由于本身大车拖动会需要较大功率,导致变频装置无法承担,一旦出现行走轨道以及连接处不平整的问题时候,铝电解多功能天车整体就会出现轮部施加转矩不等,转速不统一,就会出现一快一慢,有震动或者扭动的问题,长时间轮部震扭会导致装置不牢固、电机出现转堵情况,转变为电机电阻增加,温度持续升高,散热较慢,烧毁变频装置,同时这种情况较为严重时候,也会导致铝电解多功能天车连接梁开裂出现。
所以,天车行走扭动改善需要从两个方面进行:第一,天车拖动系统尽量选择一拖一的形式,防止因为变频装置无法满足使用要求,出现扭动情况,同时变频装置可以根据单位需要改为使用工程类型;第二,在天车进行行走中,为了能够消除轮部转矩问题,可以对电机进行一主一副的形式,可以进行转速闭环处理,减少因为轮部转速不同,出现扭动,同时主副电机,可以由一台变频装置控制,进行主副之间相互配合切换。
3绝缘电阻监控问题解决铝电解多功能天车在进行操作作业时候,需要利用电解原理,连接电解槽中的阳极,通过电解反应,得到相应的物质,其中天车与电解阳极连接部位,需要承受较高的电流与较强的电压,才能保证电解反应充分,但是工作厂房一般是普通环境要求,非无尘操作环境,所以整个工作环境为强导电粉尘,同时因为电生磁现象,也会是强磁场环境,如果设备绝缘电阻出现问题,就会出现整个设备受到强电流强电压,出现整体报废的情况,设备本身需要大量资金购买,这会对整个企业是毁灭性打击。
铝电解多功能天车电气控制系统的设计改进

铝电解多功能天车电气控制系统的设计改进图1 PLC控制系统拓扑图目前,PLC的宽温模块的设计和网络的无线冗余设计均已应用在我司的多个项目上,均取得了较好的效果。
比如魏桥云南宏合600KA电解铝项目以及马来西亚齐力民都鲁三期320KT/Y电解铝项目。
2.2 变频器的设计改进变频器的典型问题为过流故障、控制板烧坏等。
由逆变器的IGBT发热引起过流故障,根本原因是设计选型时未考虑重载工况下的连续启停对变频器的冲击,造成电机的启动电流超过了变频器允许重载应用下的连续输出电流,因此,变频器输出过流报警信号。
应按照变频器重载电流I Hd不小于电机额定电流In进行设计选型,不宜直接按照功率匹配选型,否则,肯定有会发生过流故障的工况出现。
在高温多粉尘环境下,由于检修人员出入电气室,即使电气室防护等级达到IP54仍然有很多氧化铝粉尘图2 变频器在电解铝车间多功能天车上2.3 低压电气元器件的设计改进低压电气元器件的主要问题包括交流接触器、断路器的选型。
交流接触器控制天车上25t固定葫芦的正反转,如仅根据葫芦的额定电流选择接触器的电流,接触器经常会出现拉弧和触头烧损。
实际上葫芦的使用类别属于AC-4(属于鼠笼电机起动、反向运行和点动),葫芦使用过程中接触器接通5到7倍额定电机电流,因此需要根据接触器在AC-4类别下的电流进行选型才能满足实际需求。
断路器脱扣曲线有B型、C型、D型;B型曲线适用于电子类负载,C型曲线适用于常规负载,D型曲线适用于冲击性负载如电动机。
例如,设计选择C型曲线的断路器作为空压机的短路和过载保护,空压机启动过程中断路器会经常出现脱扣现象,原因为断路器的脱扣电流包络线不能覆盖空压机的启动电流,如选择D型曲线的断路器可以很好地解决此问题。
2.4 电气工艺布置的改进电气工艺布置的优化主要考虑整车电气系统的电磁兼容的需求,主要包括柜内电气元器件布置及柜内外导156中国设备工程 2023.06 (下)浅谈煤气化装置配套磨煤机检修中图3 线槽分区示意图通过对PLC、变频器、断路器、交流接触器的硬件选型改进,控制系统网络的改进,以及电气系统装配工艺的改进,从而有效地在设计端解决了电气控制系统在使用过程中可能出现的各种故障,提高了电气控制系统的可靠性,为铝电解多功能天车稳定运行提供了有力的保障。
铝电解多功能起重机打壳四连杆机构破坏分析及改进措施
于一身 。在 电解铝 生产 中 ,自焙 电解 槽 中 电解质 的 表面会 凝 固一层 妨碍 下 斟 和熄 灭 阳极 效应 的硬 壳 , 必须 定 时 将 其 打 掉 ,才 能 保 持 生 产 的 正 常 进 行 。 因此 ,本 文 根据 打壳 机 头 工作 特 点 ,采 用 有 限 元 及 动力 学 振 动 理 论 对 其 研 究 分 析 ,分 析 其 破 坏 的
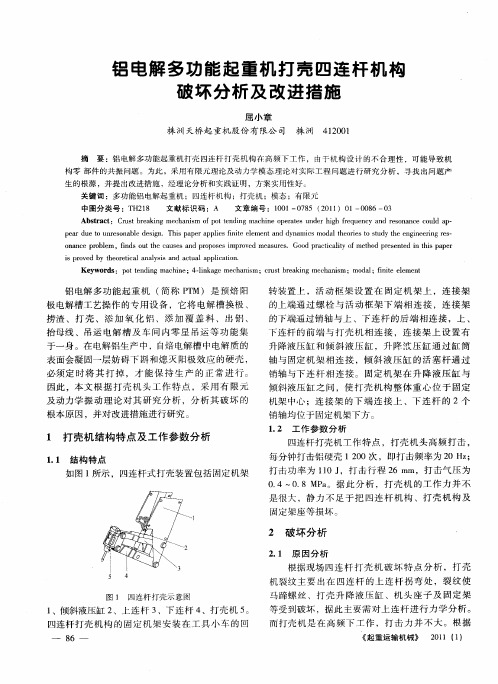
1 1 结构 特点 . 如图 1 所示 ,四连杆 式打 壳装 置包括 固定 机架
四连杆 打壳 机工 作 特 点 ,打壳 机 头 高频 打 击 , 每分 钟打击 铝硬 壳 1 0 0次 ,即打击 频率 为 2 z 2 OH ; 打击 功 率 为 10 J 1 ,打击 行 程 2 m,打击气 压 为 6m 0 4~ . P 。据 此分 析 ,打 壳 机 的工 作 力 并 不 . 0 8M a
铝 电解 多 功 能起 重 机 (Hale Waihona Puke 称 P M)是 预 焙 阳 简 T
转 装 置上 ,活 动 框 架 设 置 在 固定 机 架 上 ,连 接架
极 电解 槽工 艺操 作 的专 用设 备 ,它 将 电解 槽 换极 、 捞渣 、打 壳 、添 加 氧 化 铝 、添 加 覆 盖 料 、出 铝 、
抬母线 、吊运 电解 槽 及 车 间 内零 星 吊运 等 功 能 集
马蹄螺 丝 、打 壳 升 降液 压 缸 、机 头 座 子 及 固 定 架 等 受到破 坏 ,据此 主要 需 对上 连 杆 进行 力 学 分析 。 而 打壳 机 是 在 高 频 下 工 作 ,打 击 力 并 不 大 。根 据
铝 电解 多 功能 起 重机 打 壳 四连 杆 机 构 破 坏 分 析 及 改 进 措 施
屈 小 章
一种电解铝多功能天车轨道的优化与改造探讨

一种电解铝多功能天车轨道的优化与改造探讨摘要:在本次研究任务,他们分析了电解铝多功能天车轨道存在的问题,包括轨道固定件螺栓松动、伸缩缝接头断裂等问题,能够针对这一问题提出有效的解决措施,对目前电解铝多功能天车轨道进行改造,通过实践发现其改造效果较好。
关键字:电解铝;多功能天车;轨道;优化;改造;在电解铝厂中,多功能起重天车是重要的设备之一,能够实现电解质结壳破碎、氧化铝添加、阳极更换、捞块、物品的吊运等多种作业。
多功能天车的运行效率,能够直接影响电解生产是否正常运行。
而天车的行走,需要在专用的轨道上行驶,因此轨道的完好性直接影响着天车的正常运行。
若轨道发生故障,会导致天车无法运行,现场电解槽作业停滞。
在本次研究中,我们针对电解铝多功能天车轨道存在的轨道压板螺栓松动、伸缩缝接头断裂等问题,对现有轨道进行一定程度的优化。
通过天车的行走,对优化、改造情况进行检验。
一、天车轨道的相关介绍在本次研究中,我们所研究的某电解铝厂冶金起重天车,其本身自重147吨,由两组端梁,一组带2个导向装置,一组不带导向装置,分别有4个车轮组成。
其行走的钢轨型号为QU120,固定件选用的是WJKC1型固定件,固定件间距600mm,因原轨道压板选型错误、伸缩缝接头存有缺陷等问题。
在天车处于重载运行情况下会使轨道固定系统出现变形移位,运行的过程中阻力增加,再加上轨道的变形,使得螺栓在交变载荷作用下很容易出现断裂问题,影响轨道的稳定性。
由于温度拉力影响断缝使两端的轨道出现收缩,直到温度拉力和线路阻力实现平衡。
如果未能及时发现断口,很容易导致轨道上下或左右错位问题,多处直线度、水平度变差,轨道伸缩缝接头经常性断裂,影响多功能天车机组的正常运行,甚至影响电解正常生产。
该电解铝厂每次进行维修之后只能够维持半个月,因此我们针对目前多功能天车轨道存在的问题,提出了有效的解决措施。
二、天车轨道的施工和安装要求从施工和安装要求上来看,轨道在厂房伸缩缝处进行拼接,采用的是轨道夹板固定加工的异型轨头拼接方式。
抗干扰器对铝电解多功能天车C变频器运行稳定性的改善
绝缘 破损 。导致 多功能天车在作业过程 中, 直流 电( 将 电解
槽 用 直 流 电 为 3 0k 窜 人 多功 能 各 部 位 电气 回路 , 损 3 A) 烧
1变频控 制系统的故障特征与因素分析
铝 电解多功能天 车( 见图 1在设计 时 , ) 为满足工艺 与 控制要求 , 各运行机构 的驱 动电机均采用变频器控 制。各
3 运 行 效 果
经 过 系 统 调试 后 , 比断 开 与 接 人 期 间 不 同 的 测 试 参 对
数, 其静态参数如下 :
() 1 当接 入 “ 干 扰器 ” , 电压 畸变 率 R:. 5 S 抗 时 总 3 9 %,: 5
3.81 , 4 % 51 。 %
() 2 当断 开“ 抗干扰器” , 时 总电压畸变率 R:.4 %,: 4 2 s 9
方 式可 以很 灵 敏 地 检 测 出 电容 器 内部 故 障 。 器件 选 型 时 , 电
能产生大 的中性线 电压 降, 中性线 电压 降以共模干扰形 此 式 干扰各种微 电子 系统 的正 常工作 , 控制设备和精 密仪 使 器工作 不可靠 , 故障率 高。因而这种方法 不能有效地降低
变 频 器 的故 障率 。
、
变频器主电路板及 电气原件 , 使变频器发生故 障。 () 2 系统结构特性与 隐患分析。 电解厂 铝 电解 多功能 天车变频器 在设计安 装时考 虑
_相 电 源 易产 生 谐 波 干 扰 等 问题 : 三
一
方 面 在 大 车 卜 电 源 隔 离 干 式 变 压 器 , 非线 形 负 设 而
47 9 T . 1 .5 %,: 3 %。总 电压 畸 变 率 D U为 1 8 66 F . %。 8
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
新型铝电解多功能机组的改进设计*张云伟(中国有色(沈阳)冶金机械有限公司铝设备设计研究所,辽宁沈阳110141)[摘 要]针对铝电解多功能机组在生产过程中出现的问题,基于拓展功能、改进创新的设计思想,从机械设计的角度进行分析研究,制定主要机械结构及参数的改进措施。
经过近两年的运行,实践证明,改进后的铝电解多功能机组在设计上是成功的,并具有良好的社会效益和经济效益。
[关键词]电解;铝电解多功能机组;预焙阳极电解槽[中图分类号]TH2151022 [文献标识码]A [文章编号]1003-8884(2009)05-0011-06Improved Design of New Aluminum Electrolysis Multifunctional UnitZHANG Yun -wei(Aluminum Equipment Design and Research Institute,NFC(Shenyang)MetallurgicalMachinery C o.Ltd.,Shenyang 110141,China)Abstract:Considering the problem occurred in the aluminum electrolysis multifunctional unit operation,based on the idea of developing function and improving design,makes analysis from the perspective of mechanical de -sign,the article establishes the improvement measures of main mechanical structure and para meters.B y two years operation practice,the improved aluminum elec trolysis multifunc tional unit design is proved to be success -ful,obtains good social and economical benefits.Key words:electrolysis;aluminum electrolysis multifunctional unit;pre -baked anode reduction cell[收稿日期]2009-04-21 [修回日期]2009-09-14[基金项目]本文课题为中国有色(沈阳)冶金机械有限公司2006年科技研发项目(2006104069),2008年通过中国有色金属协会的科技成果鉴定,同年获中国有色金属工业科学技术奖一等奖.[作者简介]张云伟(1956-),男,辽宁新民市人,高级工程师,大学本科,中国有色(沈阳)冶金机械有限公司制铝设备学科带头人,从事制铝设备项目机械设计工作.0 前言铝电解多功能机组是大型铝电解生产的机械化专用操作设备,承担着辅助大型预焙阳极铝电解槽规模化生产作业任务,该机组是集打壳、加料、更换阳极及测高装置、清理阳极铲、出铝等功能为一体的机械、液压、气动、电气控制的高科技产品,可以使电解铝生产从根本上摆脱繁重的体力劳动,极大地改善操作环境和作业条件,减少设备种类和台数,提高设备使用效率,实现高效、安全、人性化作业的现代化生产。
随着有色金属行业铝电解槽技术的快速发展,为保证预焙阳极铝电解现代化、高效化和智能化,要求铝电解多功能机组在功能上必须有很大的突破。
中国有色(沈阳)冶金机械有限公司从事铝电解多功能机组的生产已有20多年的历史,针对铝电解多功能机组在生产中存在的问题,从设计上进行了相应的改进。
1 铝电解多功能机组的组成及其主要技术参数111 铝电解多功能机组的组成铝电解多功能机组采用天车形式,在厂房两侧纵向轨道上运行。
该机组主要由大车、工具小车、出11有色设备 2009(5)铝小车、气动、液压系统和电控系统等部分组成(见图1)。
图1 铝电解多功能机组Fig.1 Aluminum electrolysis multifunctional unit112 铝电解多功能机组主要技术参数工作级别A7设备重量105t 总装机功率200kW 大车大车跨度25m 运行速度0~70m/min 运行减速器22kW @2,i =53118工具小车 运行速度0~30m/min 运行减速器5kW @2,i =44144工具旋转机构 旋转角度?180b 旋转速度~2r/min 操纵室 旋转角度190b 旋转速度2r/min 更换阳极装置 阳极最大拔出力75kN 扳手扭矩250~350N #m 打壳机构连杆式打壳机形式加料装置 料箱容积415m 3+2m 3 旋转角度?360b 清理铲 起升重量3t出铝小车 运行速度0~25m/min 运行减速器4kW @2,i =50115卷扬提升起重量20000kg @2升降速度419m/min 卷扬减速机a =630m m,i =63起升电机30kW,750m/min 空压机 压力018MPa 排风量1015m 3/min 储气罐016m 32 铝电解多功能机组主要部件结构及其改进211 大车21111 主梁与端梁的定位大车采用箱型偏轨双主梁桥架结构。
主要由主梁、端梁、联接梁、运行机构、走台、栏杆、电缆滑车等部件组成。
图2 大车桥架Fig.2 Bridge fram e of the cart主梁与端梁的联接原来采用两个铰制螺栓定位方式,存在加工、装配不便等问题。
现改为两个定位销定位和高强度螺栓联接方式(见图3),这种新式联接方式具有加工方便、主梁与端梁定位精度高、安装便利快捷等特点。
设计时应注意主梁座板、端梁板的位置度要求以及定位销装配的配合精度,应将主梁座板与端梁板成组加工,以保证主梁与端梁装配满足设计要求。
21112 机组的运行机构铝电解多功能机组大车运行机构为8轮支撑双边驱动(2/8驱动),工具小车采用4轮支撑,双边驱12有色设备 2009(5)动(2/4驱动),出铝小车采用2轮支撑,双边驱动(2/2驱动),采用轴装式三合一减速器,车轮采用无轮缘垂直轮加水平轮导向形式。
图3 主梁与端梁的定位方式Fig.3 Location mode of the ma in g irder and end girder(1)原来采用变频器调速,在控制程序上设置几个档位,各机构运行和工具动作时,仅限于几个挡位速度的选择,即实现操作手柄的档位控制,但是,所设置的各挡位速度在实际生产中不能满足各机构运行和工具动作准确性要求,需经过反复调整,由此增加了机组的作业时间,降低了机组的运行效率。
遂在变频器调速的基础上,改换新式操作手柄,变频器无级调速可以得到连续信号,调速范围大,保证了整机的运行平稳,提高了机组的使用效率。
(2)大车、工具小车、出铝小车各运行机构在一侧采用水平轮导向,目的是保证机组各运行机构沿轨道行驶而不至于脱轨滑落,酿成设备安全事故。
运行中曾出现水平轮脱落情况,由于设计结构上每侧采用两个滚动轴承与水平轮配合,当轴承损坏时水平轮滑落,如不及时处理,后果不堪设想。
为了保证机组运行的安全,重新改进了结构(见图4),用端盖托住水平轮,在水平轮两侧增设了20mm 防脱轨的安全卡装置,给机组设置了双重保险,以保障设备安全运转。
212 工具小车工具小车是电解多功能机组的核心,所有工作机构)))打壳、下料、更换阳极、清理铲、液压装置及操纵室均安装在工具小车上,工具小车的结构非常复杂。
21211 上部框架结构多年来一直沿用双牌坊架与下料箱组成的上部框架结构,两个牌坊架与回转装置上部支臂共同支撑工具回转装置,单侧设置工具小车检修平台,使小车上部的有效空间非常有限,不利于工具小车的维护保养作业;况且要在工具小车上增加氟化盐下料和清理铲装置,故必须对工具小车的上部结构进行重新布局。
图4 改进前后水平轮Fig.4 Horizontal w heel before and after improvem ent为设计合理的工具小车上部框架结构,将氧化铝料箱一侧重新调整,氧化铝料箱和氟化盐料箱做成一个整体料箱,并在其一侧设置安放清理铲装置的位置,同时将整体料箱作为工具回转装置上部支臂的一侧之支撑点,与原有牌坊架共同支撑工具回转装置(见图5)。
图5 改进前后工具小车上部框架结构Fig.5 Frame structure of upper tool trolleybefore and after im provement改进后的设计省去了一个牌坊架,开辟了两个工具作业功能的区域,使工具小车的上部框架结构得以重新布置,设置了/U 0字形小车检修平台;使工具小车各工具机构均有足够的巡查检修空间,便于重新布置气动、液压管路和电缆走向,以及集中维护13有色设备 2009(5)作业。
21212 打壳机构和更换阳极装置打壳、更换阳极装置是本机组的重要工具,二者以铰接形式分别安装在可旋转的摇篮式工具支架之两端。
工具支架安装在工具回转装置中大型单排交叉滚柱式回转轴承上。
由油马达驱动工具回转装置作?180b 回转,满足作业工位的要求。
2121211 打壳机构多年来电解多功能机组一直采用直立式打壳机构,受机械结构所限,打壳机头很难击打到电解槽中缝的覆盖料结壳,只适合小型电解槽使用。
随着电解槽型的不断大型化,更换阳极速度加快,生产率提高,直立式打壳机构已不能适应生产需要。
于是,连杆式结构的打壳机构应运而生。
连杆式打壳机构由伸缩油缸、打壳机、连杆等组成。
工作时,打击头靠油缸伸缩随连杆上下移动。
当打击头的锤头接触到电解槽的结壳时,将壳面打穿。
一般情况下,打壳机随小车回转装置边调整位置边打壳,这时只需伸缩油缸上下往复运动,壳面经锤头冲击即可打穿。
仅在壳面很硬时,小车方停下来连打。
对于300kA 以上的大型电解槽而言,本机构能打壳至电解槽中缝,完全可以满足不同槽型的生产需要,唯一缺陷是当遇电解槽壳面局部较硬、打不透时,由于需要打壳机频繁振打,与油缸头联接的下部连杆强度略显不足,出现变形。
遂增加了伸缩油缸径,由563增加到580,改进了连杆2结构,在连杆2下部增设两段补强板(见图6),使上述问题得到解决。
图6 改进后的打壳机Fig.6 Improved shel-l breaker2121212 阳极夹具阳极夹具用于阳极更换作业,一般为油缸横置,由油缸的伸缩控制夹子的开启,由弹簧控制夹子的闭合,其结构复杂。
所用拉伸弹簧通过活铰与两个夹子相连,弹簧始终处于拉伸状态,故弹簧易损坏,更换较困难;同时,由于两个夹子上方设置有水平支撑板,受夹子反复碰撞,极易产生变形,直接影响夹头架的使用性能。