WPS-埋弧焊焊接工艺评定
焊接工艺评定新pWPS表格格式

单位名称 pWPS 编号 焊接方法 焊接接头简图:
(pWPS)
日期 机动化程度 母材代号 标准号 母材类号 母材组号 对接 角接 规格 对接 角接
焊件母材 厚度范围
焊材类别 焊材标准 填充金属类别 焊接位置 最小预热温度(℃)
焊材型号/牌号
焊缝金属 厚度范围
最大道间温度(℃) 焊后热处理
热处理类别
保温温度(℃)
保温时间范围
冷却方式
其它
焊接用气体 气体 保护气 尾部保护气 背面保护气 气体种类 混合比 流量 L/min 喷嘴直径(mm)
焊接规范参数
焊道/ 焊层 焊接 方法 填充金属 牌号 直径 焊接电流 电压(V) 极性 电流(A) 焊速 (cm/min) 线能量 (kJ/cm)
技术措施:
摆动焊道或不摆动焊 焊前清理戓层间清理 每面单道焊或多道焊 导电嘴至工件距离(mm) 其它: 摆动参数 清根方法
编制 日期
审核 日期
批准 日期
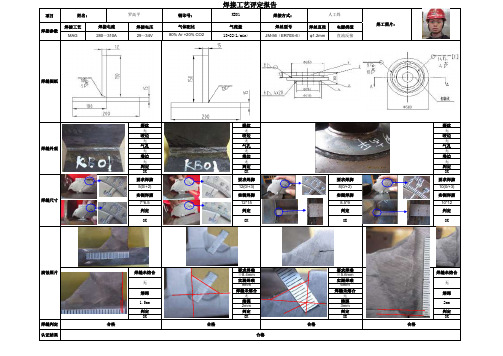
焊接工艺评定报告WPS(人工焊)
项目
姓名:
焊接参数
焊接工艺 MAG
焊接电流 280~310A
罗高平 焊接电压 29~34V
钢印号: 气体配比 80% Ar +20% CO2
焊接工艺评定报告
KB01
焊接方式:
人工焊
气流量 18-22(L/min)
焊丝型号 JM-56(ER70S-6)
焊丝直径 φ1.2mm
电源类型 直流反接
焊工照片:
焊缝图纸 焊缝外观 焊缝尺寸
裂纹 无
咬边 无
气孔 无
卷边 无
判定 OK
要求焊脚
5(0/+2)
实测焊脚
7*6.5
判定
OK
裂纹 无
咬ቤተ መጻሕፍቲ ባይዱ 无
气孔 无
卷边 无
判定 OK
要求焊脚
12(0/+3)
实测焊脚
12*15
判定
OK
要求焊脚 8(0/+2) 实测焊脚 8.5*9
判定
OK
裂纹 无
咬边 无
气孔 无
卷边 无
判定 OK
要求焊脚
10(0/+3)
实测焊脚
10*12
判定
OK
腐蚀照片
焊缝判定 认证结果
合格
焊缝未熔合
无
熔深
1.5mm 判定
OK
合格
要求焊喉 ≥8.4mm 实测焊喉
9mm 焊缝未熔合
无 熔深 2mm 判定
OK
合格
合格
要求焊喉 ≥5.6mm 实测焊喉
6mm 焊缝未熔合
无 熔深
3mm 判定
OK
合格
焊缝未熔合
无
熔深
2mm 判定
四步搞定焊接工艺评定(WPS)
四步搞定焊接工艺评定(WPS)01.什么是WPS★WPS (welding procedure specification)焊接工艺评定,是保证焊接质量的重要措施。
它能确认焊接工艺指导书的合理性和正确性,检验焊制接头的使用性能是否符合设计要求,并为正式制定焊接工艺指导书或焊接工艺卡提供可靠依据。
★02.编制WPS的四步流程★1确定标准体系,明确工作范围,权衡评定数量A、根据合同文件确定项目使用的规范、技术条款,确定WPS的标准体系。
B、研究图纸,确定项目使用材料的种类、等级、厚度范围以及焊接形式。
C、根据不同标准的具体要求,充分考虑其覆盖关系,尽可能减少WPS数量。
例如厚度覆盖英标中:国标中:不同标准对材料分组,等级覆盖,厚度范围等要求差异较多,其直接影响工艺评定的数量(1)*。
需要焊接工程师根据项目情况合理权衡。
2确定焊接方法,选择工具材料,确认焊接参数pWPS (preliminary welding procedure specfication),是针对具体焊接工艺的预编制,用来指导进行评定的焊工进行施焊,此时焊接工程师需要确定以下具体内容:A、焊接方法:药芯气保焊(FCAW),实心气保焊(GMAW),手工焊(MMA),埋弧焊(SAW)……B、焊接方法的选择:焊材、焊机、气体等;C、焊接过程:焊接过程的电流、电压,气体速度,焊接速度,摆幅宽度,层间温度等;并计算预计热输入值,氢含量,以及材料碳当量,确定预热温度。
在BS EN 1011-1标准中,根据pWPS的预计热输入,确定预热温度:pWPS实际仅在停留理论阶段,其意义在于根据要求确定实际焊接的操作依据,圈定实际的焊接的可操作范围。
需要有经验焊接工程师进行编制。
3制备工艺试件,邀请三方见证,交送加工实验WPQR(welding procedure qualification record)焊接工艺评定过程记录,是评定工作的主体,是理论与实际的结合,需要一名有经验的焊工将pWPS的内容予以实施。
焊接工艺评定简称

焊接工艺评定简称
WPS
一、概述
焊接工艺评定简称WPS,是指对于特定的焊接材料、设备和工艺条件,经过试验和分析所制定的一种规范文件。
WPS是保证焊接质量的重要手段之一,也是符合ISO9001等质量体系要求的必备文件之一。
二、制定步骤
1.确定焊接材料和规格:包括母材、填充材料等;
2.确定焊接工艺参数:包括电流、电压、速度等;
3.进行试验:在实际生产中进行试验,检测焊缝质量;
4.分析结果:根据试验结果进行分析,确定最佳的焊接工艺参数;
5.编写WPS:将最佳的焊接工艺参数整理成规范文件。
三、WPS内容
1.标题:包括公司名称、项目名称和WPS编号;
2.范围:指明适用范围,包括母材种类、厚度范围以及填充材料种类等;
3.程序描述:详细描述焊接过程中需要注意的事项,包括预热温度、间隙尺寸等;
4.设备清单:列出必须使用的设备清单,包括焊接机、电源等;
5.焊接参数表:列出具体的焊接参数,包括电流、电压、速度等;
6.检测方法:列出检测方法和标准,包括X射线、超声波等;
7.质量要求:列出焊缝的质量要求,包括缺陷类型和数量等;
8.审批签字:由相关人员签字确认WPS的有效性。
四、WPS的应用
1.生产过程中必须严格按照WPS执行;
2.在进行新产品开发时,需要制定新的WPS,并进行试验验证;
3.在进行设备维护时,需要根据实际情况更新WPS。
五、总结
WPS是保证焊接质量的重要手段之一,在实际生产中必须严格按照WPS执行。
制定WPS需要经过试验和分析,确保最佳的焊接工艺参数。
同时,在进行新产品开发和设备维护时也需要根据实际情况更新WPS。
WPS焊接工艺评定

WPS焊接工艺评定ASME BPV规范第IX卷在 SMAW、SAW、GMAW和GTAW工艺评定中的具体应用(节选) Application of ASME BPV Code Section IX for Procedure Qualification of SMAW、SAW、GMAW and GTAW赵孟显Zhao Mengxian 前言:在看这些例子前,首先要说明对于某种焊接方法或工艺,这里介绍的分析方法的第一步是先要将第IX卷第II章中有关规定该焊接方法或工艺其各类变素的表格找出来,对于大多数焊接方法,有二张表,第一张表是用于常规焊接方法的,第二张表是用于该焊接方法的表面堆焊工艺的。
如对于SMAW,QW-253是用于常规焊接方法的,QW-253.1则是用于该焊接方法的表面堆焊工艺的,对于可以应用于表面堆焊工艺的有关焊接方法,都是如此。
这些表格请参见第IX卷原文,本文不再重复。
在这些表格中,规定了该焊接方法的各类变素,并有每个变素的简要叙述,由于最近几年已经连续讲过几次第IX卷的工艺评定,关于变素的详细内容,除非有必要,一般不再在这里重复。
如需要了解每个变素的详细内容,可以直接去查阅第IX卷原文。
这里介绍的分析方法的第二步是从有关WPS和PQR的编号、日期及修改号开始进行分析;方法的第三步是按变素的类别依次对每个所举例子从QW-402到QW-410对每个有关的WPS和PQR进行分析。
最后是对有关的PQR的试验结果进行分析。
还需要说明的是,我们分析依据的是2007版的第IX卷(包括07、08、09增补),但即使2010版有修改,按照QW-100.3的规定,这些文件仍然有效。
现在按此方法对所举例子分析如下:一、例1、2:SMAW这里举了两个例子,第一个例子是不要求冲击韧性的,见表1(WPS)和表2(PQR);第二个例子是要求冲击韧性的,见表3(WPS)和表4、5及6(PQR)。
先看例1-表1(WPS)和表2(PQR):1)表1的 WPS的编号为W02,日期为2009.11.03,修改号为0,其引用的PQR 编号为P04。
WPS 焊接工艺评定 (浅析)

• 在焊接工艺评定试验的基础上,针对焊接工艺评定试验所代表的所有规格、条 件,制定详细的焊接工艺规程,指导实际生产。
• 焊接工艺评定同时又是对焊接生产单位实际焊接生产能力、焊制焊接接头的使 用性能符合设计要求的能力的评估。因此,焊接工艺评定试验不允许袭用外单 位试验结果,一般由本单位,或在其他机构的指导下,独立完成。
• 此外,由于工程中的焊接接头不可能现场实物取样,进行破坏性检验,构件制 作前进行的焊接工艺评定,也是对不需要制作焊接见证试板的接头性能的旁证 。
• 所以,焊接工艺评定,既是对企业焊接工艺,乃至焊接生产和管理体系的考核 ,又是焊接产品质量的保证。
b
4
焊接工艺规 程流程图
否
A
要求使用WPS?
是
B
有可使用的WPS(PQR)?
• 按照批准确定的焊接工艺WPS,进行焊工考试取证;
• 按照批准确定的焊接工艺WPS,实施焊接生产 。
b
9
C.1预定焊接工艺(pWPS 焊接评定试验指导书
b
10
焊接指导书内容
1 焊接方法 应指明是使用手工焊、半自动焊或自动焊,或它们的任何组合方法。 2 管子及管件材料 应指明工艺规程所适用的管子和管件材料范围。API Spec 5L标准,及 ASTM标准中的管子和管件材料可进行分组,见5.4.2.2。评定试验应选 择该组材料中规定最小屈服强度最高的材料进行。 3直径和壁厚 应确定焊接工艺规程适用的直径和壁厚范围,其分组见6.2.2中的d) 和e)。 4接头设计 应画出接头的简图。简图应指明坡口角度,钝边尺寸和根部间隙。填 角焊缝应指明形 状和尺寸。如使用背部垫板时,还须指明其形式。 5填充金属和焊道数 应指明填充金属的种类和规格,焊缝最少层数及焊道顺序。
四步搞定焊接工艺评定(WPS)

四步搞定焊接工艺评定(WPS)01.什么是WPSWPS (welding procedure specification)焊接工艺评定,是保证焊接质量的重要措施。
它能确认焊接工艺指导书的合理性和正确性,检验焊制接头的使用性能是否符合设计要求,并为正式制定焊接工艺指导书或焊接工艺卡提供可靠依据。
02.编制WPS的四步流程1确定标准体系,明确工作范围,权衡评定数量A、根据合同文件确定项目使用的规范、技术条款,确定WPS的标准体系。
B、研究图纸,确定项目使用材料的种类、等级、厚度范围以及焊接形式。
C、根据不同标准的具体要求,充分考虑其覆盖关系,尽可能减少WPS数量。
例如厚度覆盖英标中:国标中:不同标准对材料分组,等级覆盖,厚度范围等要求差异较多,其直接影响工艺评定的数量(1)*。
需要焊接工程师根据项目情况合理权衡。
2确定焊接方法,选择工具材料,确认焊接参数pWPS (preliminary welding procedure specfication),是针对具体焊接工艺的预编制,用来指导进行评定的焊工进行施焊,此时焊接工程师需要确定以下具体内容:A、焊接方法:药芯气保焊(FCAW),实心气保焊(GMAW),手工焊(MMA),埋弧焊(SAW)……B、焊接方法的选择:焊材、焊机、气体等;C、焊接过程:焊接过程的电流、电压,气体速度,焊接速度,摆幅宽度,层间温度等;并计算预计热输入值,氢含量,以及材料碳当量,确定预热温度。
在BS EN 1011-1标准中,根据pWPS的预计热输入,确定预热温度:pWPS实际仅在停留理论阶段,其意义在于根据要求确定实际焊接的操作依据,圈定实际的焊接的可操作范围。
需要有经验焊接工程师进行编制。
3制备工艺试件,邀请三方见证,交送加工实验WPQR(welding procedure qualification record)焊接工艺评定过程记录,是评定工作的主体,是理论与实际的结合,需要一名有经验的焊工将pWPS的内容予以实施。
埋弧焊焊接工艺评定报告
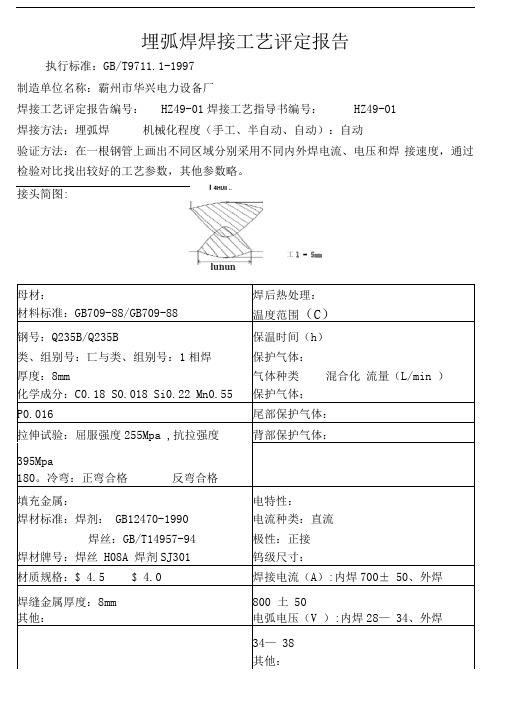
埋弧焊焊接工艺评定报告执行标准:GB/T9711.1-1997 制造单位名称:霸州市华兴电力设备厂焊接工艺评定报告编号: HZ49-01焊接工艺指导书编号: HZ49-01焊接方法:埋弧焊机械化程度(手工、半自动、自动):自动验证方法:在一根钢管上画出不同区域分别采用不同内外焊电流、电压和焊 接速度,通过检验对比找出较好的工艺参数,其他参数略。
接头简图:母材:焊后热处理: 材料标准:GB709-88/GB709-88 温度范围(C ) 钢号:Q235B/Q235B保温时间(h ) 类、组别号:匸与类、组别号:1相焊 保护气体: 厚度:8mm气体种类 混合化 流量(L/min )化学成分:C0.18 S0.018 Si0.22 Mn0.55保护气体: P0.016尾部保护气体: 拉伸试验:屈服强度255Mpa ,抗拉强度背部保护气体:395Mpa180。
冷弯:正弯合格反弯合格填充金属:电特性: 焊材标准:焊剂: GB12470-1990电流种类:直流 焊丝:GB/T14957-94极性:正接 焊材牌号:焊丝 H08A 焊剂SJ301 钨级尺寸:材质规格:$ 4.5 $ 4.0焊接电流(A ):内焊700± 50、外焊焊缝金属厚度:8mm 800 土 50其他:电弧电压(V ):内焊28— 34、外焊 34— 38其他:工1 - 5mmlununI 4HUII ..焊缝拉伸试验试验报告编号:07-01-01拉伸试样弯曲试验试验报告编号:07-01-02冲击试验试验报告编号:07-01-03金相检验:根部:(焊透、未焊透)焊缝:(溶合、未溶合)焊缝、热影响区:(有裂纹、无裂纹) 酸洗:酸洗样块要求达到硬度检验: 布氏硬度指:略 无损检验:RT: 合格UT : 合格MT: ——PT:――其他:一一结论:本评定按 GB/T9711.1-1997规定焊接试件、检验试样、测定性能、确 认试验记录正确1. 焊缝外形尺寸:焊缝余高0-4mm ,焊缝宽度:内焊10mm ,外焊12mm 。
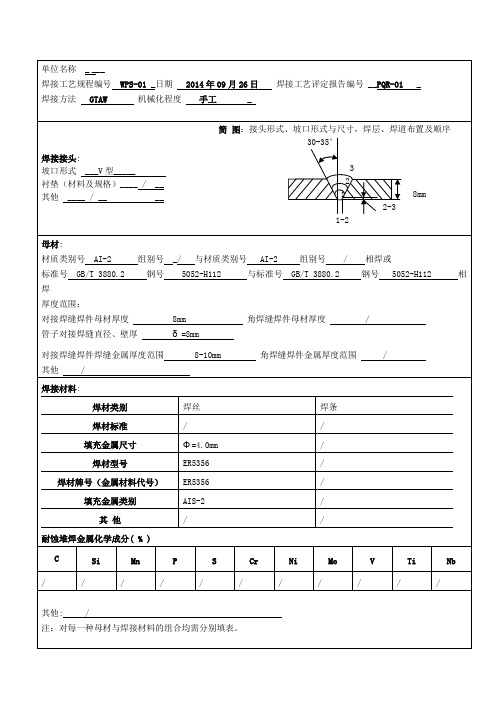
焊接工艺评定WPS-01
57-85
/
1/2
GTAW
ER5356
ф4.0
交流
270-300
20-25
57-85
/
1/3
GTAW
ER5356
ф4.0
交流
270-300
20-25
57-85
技术措施:
摆动焊或不摆动焊_摆动焊__ _摆动参数__ /__ _
焊前清理和层间清理__手工清理(丙酮清洗)背面清根方法手工清理(丙酮清洗)
其他/
焊接材料:
焊材类别
焊丝
焊条
焊材标准
/
/
填充金属尺寸
Φ=4.0mm
/
焊材型号
ER5356
/
焊材牌号(金属材料代号)
ER5356
/
填充金属类别
AIS-2
/
其他
/
/
耐蚀堆焊金属化学成分( % )
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
Nb
/
/
/
/
/
/
/
/
/
/
/
其他:/
注:对每一种母材与焊接材料的组合均需分别填表。
熔滴过渡形式___ / __ __焊丝送进速度(cm/min)_ _/ _
(按所焊位置和厚度,分别列出电流电压范围,记入下表)
焊道/焊层
焊接方法
填充材料
焊接电源
电弧电压
( V )
焊接速度
(cm/min)
线能量
(kj/cm)
牌号
直径mm
极性
电流( A )
1/1
WPS-焊接工艺评定-(浅析)

—— 埋弧焊(SAW/12);
—— 等离子电弧焊(PAW/15)。
C.1.2焊接接头设计
C.1.2焊接接头设计
1.焊接接头形式分类选择 焊接接头形式可以分为:对接接头;
搭接接头;
T形接头; 角接接头。 不同的接头形式承载能力和应力分布情况不同。
C.1.2焊接接头设计
(1)对接接头:两焊件同在一个平面上焊
卷边焊缝
I形坡口
单面V型:适合于板厚在16mm左右;
双面V型:适合于板厚在在32mm以下;
单面U型:加工难度增加,但比单V型坡口节省焊接材料; 双面U型:加工难度增加,但比双V型坡口节省焊接材料;
C.1.2焊接接头设计
3.焊道层数设计
在焊接厚度较大时,往往要多层焊接。多层焊接时,若每层的厚度过 大时,对焊缝金属的塑性(主要表现在冷弯角上)将有不利的影响。 所以对质量要求较高的焊缝,每层厚度最好不大于4MM。 根据实际情况与实际经验,每层厚度约等于焊条(焊芯直经的0.8— 1.2倍,气体保护焊时为焊丝直经的1.6—2倍。开坡口的对接焊缝内第 一层焊缝特别重要,为保证焊后结构件形成一定的刚性,在保证焊透 的情况下,应尽量焊厚一点(如采用3.2焊条时,焊缝层厚应控制在 3.5—4MM)
横向收缩量比对接接头小; 适用于被焊结构的狭小处以及密闭的焊接结构。
C.1.2焊接接头设计
(3)T形接头:两焊件相互垂直,在交角处进行焊接的接头。
特点:应力分布不均匀,虽然承载能力低,但能承受各种方向的力和力
矩,是比较理想的焊接接头形式。
注意:T形接头应避免采用单面角焊缝。
C.1.2焊接接头设计
拟定pWPS
C
评定pWPS
形成PQR
焊 接 评 定 试 产实施:WPS
焊接工艺评定wps - 副本

Max. 166℃ / 最大166℃ Burner with gas / 燃气加热 —
String or Weave / 直线或横向摆动 10D(See Note2) / 10D(见注3) Multi-pass / 多道焊 10~25mm N/A / 不适用 N/A / 不适用 Slag Removed 移除焊渣
Welding Type / 焊接类型: SEMI-AUTO Page / 页码: According to Code / 根据标准: Position / 位置 Position of Groove / 坡口焊位置: Position of Fillet / 角焊位置: Vertical progression / 立焊方向: Preheat / 预热 Preheat Temperature / 预热温度: Interpass Temperature / 层间温度: Heating Method / 加热方法: Other / 其它: Post Weld Heat Treatment / 焊后热处理 Holding Temperature / 保温温度: Holding Time / 保温时间: Technique / 技术 String or weave / 直线或横向摆动: N/A / 不适用 N/A / 不适用 See Note 2 / 见注2 1G / 平 1F / 平 N/A / 不适用 AWS D1.1/2006
Note: 1. Back gouging shall be carried out by carbon arc gas gouging and shall be gouging to weld metal. 背面清根采用碳弧气刨的方法,且直到焊缝金属显出碳刨方可停止。 2. When the base metal temperature is below 0℃,the base metal shall be preheated to at least 21 ℃. When the base metal thickness is over 20mm, the base metal shall be preheated to at least 10 ℃; When the base metal thickness is over 38mm, the base metal shall be preheated to at least 65 ℃; When the base metal thickness is over 65mm, the base metal shall be preheated to at least 110 ℃. 当母材温度低于0℃时,母材应被预热到至少21℃.当母材厚度大于20mm,母材应被预热到至少10℃;当母材厚度大于38mm, 母材应被预热到至少65℃;当母材厚度大于65mm,母材应被预热到至少110℃。 3. "D" denotes the diameter of eletrode. "D"表示为焊丝直径。
焊接工艺评定
焊接工艺评定⏹简介焊接工艺评定1-1⏹焊接工艺流程图1-2⏹PWPS预制焊接工艺的审批及准备条件1-3⏹WPQ(R,T)焊接工艺合格记录及试验⏹WPS焊接工艺规程⏹焊接工艺对焊接车间,焊工,焊接材料,焊接方法的要求⏹验收标准⏹报告和记录⏹典型的日常检验简介1-1☐焊接工艺评定•[定义]•为验证所拟定的焊件焊接工艺的正确性而进行的试验过程及结果评价。
•[目的]• 1.评定施焊单位是否有能力焊出符合相关国家或行业标准、技术规范所要求的焊接接头;• 2.验证施焊单位所拟订的焊接工艺指导书是否正确。
• 3.为制定正式的焊接工艺指导书或焊接工艺卡提供可靠的技术依据。
•[意义]•焊接工艺是保证焊接质量的重要措施,它能确认为各种焊接接头编制的焊接工艺指导书的正确性和合理性。
通过焊接工艺评定,检验按拟订的焊接工艺指导书焊制的焊接接头的使用性能是否符合设计要求,并为正式制定焊接工艺指导书或焊接工艺卡提供可靠的依据。
焊接工艺流程图1-2WPSPWPSWPQWPQT WPQRPWPS 流程详解1-3•PWPS预制文件编制及xx 船级社审批(可操作性)格式实例:版本等(xx 项目)预备编号:例PWPS-NT-03-XXX评定类型接头设计,焊道分布,焊接位置(参照标准)1-1材料及材料的匹配母材:注材料等级,材质证书,性能焊材:1-2焊材等级;材质证书,Y/N 焊剂、气体性能匹配RootFill 1Cap 1Fill 2 & Cap 2焊接方法(附)•手工焊条焊(SMAW) Shielded Metal Arc Welding•埋弧焊(SAW) Submerged Arc welding•熔化极气体保护焊GMAW (MIG, MAG)•药芯焊丝气体保护焊(FCAW-G)•钨极气体保护焊(GTAW, TIG, WIG)Gas tungsten arc welding•等离子焊(PAW) Plasma Arc WeldingISO 体系针对各种焊接方法的编号一.根据焊接材料的机械性能和化学成分要求1.对于普通结构钢,通常要求焊缝金属与母材等强度,应选用抗拉强度等于或稍高于母材的焊条2.对于合金结构钢,通常要求焊缝金属的主要合金成分与母材金属相同或相近3.在被焊结构刚性大、接头应力高、焊缝容易产生裂纹的不利情况,可以考虑选用比母材强度低一级的焊条4.当母材中碳及硫、磷等元素的含量偏高时,焊缝容易产生裂纹,应选用抗裂性能好的低氢焊条二. 焊件的使用性能和工作条件要求1.对承受动载荷和冲击载荷的焊件,除满足强度要求外,还要保证焊缝金属具有较高的冲击韧性和塑性,应选用塑性和韧性指标较高的低氢焊条2.接触腐蚀介质的焊件,应根据介质的性质及腐蚀特征,选用相应的不锈钢类焊条或其他耐腐蚀焊条3.在高温或低温条件下工作的焊件,应选用相应的耐热钢或低温钢焊条4.对结构形状复杂、刚性大及大厚度焊件,由于焊接过程中产生很大的应力,容易使焊缝产生裂纹,应选用抗裂性能好的低氢焊条5.对焊接部位难以清理干净的焊件,应选用氧化性强,对铁锈、氧化皮、油污不敏感的酸性焊条6.对受条件限制不能翻转的焊件,有些焊缝处于非平焊位置,应选用全位置焊接的焊条施工条件及设备1.在没有直流电源,而焊接结构又要求必须使用低氢焊条的场合,应选用交直流两用低氢焊条2.在狭小或通风条件差的场合,选用酸性焊条或低尘焊条操作工艺性能在满足产品性能要求的条件下,尽量选用工艺性能好的酸性焊条经济效益在满足使用性能和操作工艺性的条件下,尽量选用成本低、效率高的焊条预热:重要构件的焊接、合金钢的焊接及厚部件的焊接,都要求在焊前必须预热。
WPS II-II-M-1455
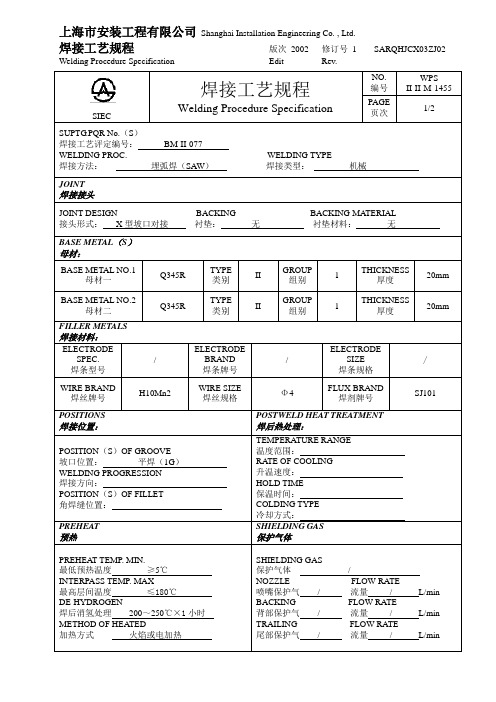
POSITION(S)OF GROOVE
坡口位置:平焊(1G)
WELDING PROGRESSION
焊接方向:--------
POSITION(S)OF FILLET
角焊缝位置:--------
TEMPERATURERANGE
温度范围:------
RATE OF COOLING
升温速度:-------
工艺参数:
WELD LAYER
焊道
PROCESS
焊接方法
FILLER METAL
填充金属
CURRENT
焊接电流
VOLT.
电弧电压
(V)
TRAVEL SPEED
焊接速度
(cm/min)
HEAT INPUT
线能量
(J/cm)
BRAND
牌号
DIAMETER
直径(mm)
POLA.
极性
AMP.
电流(A)
先焊面
电流范围
580~620A
VOLTSRANGE
电压范围
36~38
TUNGSTEN ELEC. SIZE
钨极尺寸
/
TUNGSTEN ELEC. TYPE
ห้องสมุดไป่ตู้钨极类型
/
MODE OF METAL TRANSFER
熔滴过渡形式
/
WIRETRAVELSPEEDRANGE
焊丝送丝速度范围
/
PROCEDURE CONDITIONS
HOLD TIME
保温时间:-------
COLDING TYPE
冷却方式:------
PREHEAT
预热
SHIELDING GAS
WPS焊接工艺评定浅析演示文稿

焊接评定试验
焊接工艺评定,以及随后的焊工培训和生产工艺实施步骤,主要有以下 几个主要环节:
1、制作企业根据所承担产品结构的设计节点形式、钢材类型、规格、 采用的焊接方法、焊接位置等,制定焊接工艺评定方案。必要时进行焊 接工艺性预试验;拟定相应的预定焊接工艺,(pWPS);或者说是工艺 评定试验指导书(计划);
焊接工艺评定
所谓焊接工艺评定,是针对特定的钢材、结构,选用的焊接材料、焊接工艺方 法、焊后热处理等措施;在与实际工程焊接施工一致的条件下,按照规定的步 骤,进行试验性的焊接; 焊接后按照规定的的程序,检验检测手段进行检测试验验证;根据规定的标准 进行评判; 试验测试结束后,编制完整的焊接试验报告,对整套焊接工艺方案作出最终的 评定、认可。 进而,根据焊接工艺评定试验的结果,编制焊接工艺规程,指导焊接生产。
在焊接工艺评定试验的基础上,针对焊接工艺评定试验所代表的所有规格、条 件,制定详细的焊接工艺规程,指导实际生产。
焊接工艺评定同时又是对焊接生产单位实际焊接生产能力、焊制焊接接头的使 用性能符合设计要求的能力的评估。因此,焊接工艺评定试验不允许袭用外单 位试验结果,一般由本单位,或在其他机构的指导下,独立完成。
此外,由于工程中的焊接接头不可能现场实物取样,进行破坏性检验,构件制 作前进行的焊接工艺评定,也是对不需要制作焊接见证试板的接头性能的旁证。
所以,焊接工艺评定,既是对企业焊接工艺,乃至焊接生产和管理体系的考核, 又是焊接产品质量的保证。
焊接工艺规 程流程图
否
A
要求使用WPS?
是
B
有可使用的WPS(PQR)?
焊接工艺评定测试及标准

焊接工艺评定测试及标准一站式的材料检测、分析与技术咨询服务焊接工艺评定测试及标准有哪些?焊接工艺评定简介:焊接工艺评定(Welding Procedure Qualification Record,简称WPQR) 为验证所拟定的焊件焊接工艺的正确性或进行焊工能力考核而进行的试验过程及结果评价。
焊接工艺评定目的1.评定施焊单位是否有能力焊出符合相关国家或行业标准、技术规范所要求的焊接接头。
2.验证施焊单位所拟订的焊接工艺指导书是一站式的材料检测、分析与技术咨询服务否正确。
3.为制定正式的焊接工艺指导书或焊接工艺卡提供可靠的技术依据。
4.考核焊工能力。
焊接工艺评定应用范围1、适用于锅炉,压力容器,压力管道,桥梁,船舶,航空航天,核能以及承重钢结构等钢制设备的制造、安装、检修工作。
2、适用于气焊,焊条电弧焊,钨极氩弧焊,熔化极气体保护焊,埋弧焊,等离子弧焊,电渣一站式的材料检测、分析与技术咨询服务焊等焊接方法。
评定过程1、拟定预备焊接工艺指导书(Preliminary Welding Procedure Specification,简称PWPS)2、施焊试件和制取试样3、检验试件和试样4、测定焊接接头是否满足标准所要求的使用性能5、提出焊接工艺评定报告对拟定的焊接工艺一站式的材料检测、分析与技术咨询服务指导书进行评定工艺评定常规测试(查看更多测试)外观检测无损探伤拉伸测试弯曲测试冲击测试硬度测试低倍金相测试表面裂纹检测一站式的材料检测、分析与技术咨询服务工艺评定相关标准评定参考标准工艺评定的标准国内标准SY∕T4103-1995 (相当于API 1104) NB/T47014-2011 《承压设备用焊接工艺评定》SY∕T0452-2002《石油输气管道焊接工艺评定方法》(注:供石油,化工工艺评定)JGJ81-2002 《建筑钢结构焊接技术规程》(注:公路桥梁工艺评定可参照执行)一站式的材料检测、分析与技术咨询服务GB50236-98 《现场设备,工业管道焊接工程施工及压力管道工艺评定》《蒸汽锅炉安全技术监察规程(1996)》注:起重行业工艺评定借用此标准欧洲标准ISO15614-1 钢的电弧焊和气焊∕镍和镍合金的电弧焊ISO15614-2铝和铝合金的电弧焊ISO15614-3铸铁电弧ISO15614-4铸铝的修补焊一站式的材料检测、分析与技术咨询服务ISO15614-5钛和钛合金的电弧焊∕锆和锆合金的电弧焊ISO15614-6铜和铜合金的电弧焊ISO15614-7堆焊ISO15614-8管接头和管板接头的焊接EN 288 或ISO 15607 - ISO 15614系列标准美国标准AWSD1.3-98 薄板钢结构焊接规程一站式的材料检测、分析与技术咨询服务D1.6:1999 不锈钢焊接D1.1∕D1.1M:2005 钢结构焊接规程D1.2∕D1.2M:2003 铝结构焊接规程D1.5∕D1.5M:2002桥梁焊接D14.3∕D14.3M:2005 起重机械焊接规程简介美信检测是一家具有CNAS和CMA资质认证●形貌观●显微结●表面元●表面异一站式的材料检测、分析与技术咨询服务察与测量构分析素分析物分析●成分分析●力学性能测试●热学性能测试●焊接工艺评定●CT扫描●无损检测●切片分析●阻燃性能测试●油品检测●清洁度测试●可靠性测试●失效分析●配方分析●有毒物质检测●涂镀层厚度......。
焊接预工艺评定pwps详解
第1页
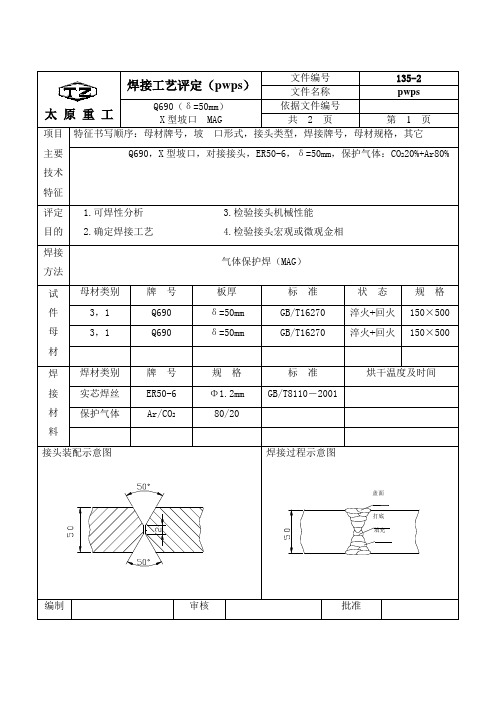
项目 特征书写顺序:母材牌号,坡口形式,接头类型,焊材牌号,母材规格,其它
主要 技术
Q690,K 型坡口,ER 50-6,δ=20mm,保护气体:CO220%+Ar80%
特征
评定 1.焊性分析
3.检验接头机械性能
目的 2.确定焊接工艺
4.检验接头宏观或微观金相
焊接 方法
气体保护焊(MAG)
试 母材类别
焊
焊材类别
型号
规格
标准
烘干温度及时间
接
实芯焊丝
ER 50-6 Φ1.2 mm GB/T8110-2001
材
保护气体
料
Ar/CO2
80/20
接头装配示意图
焊接过程示意图
编制
审核
批准
焊接工艺评定(pwps)
太原重工
Q690(δ=30mm) 多道角焊 MAG
预热 温度
100~150℃
焊
焊接过程
焊接方法
焊接材料
牌号
板厚
标准
状态
规格
件
3.1
Q690
δ=20mm
GB/T16270
淬火+回火 150×500
母
3.1
材
Q690
δ=20mm
GB/T16270
淬火+回火 350×500
焊材类别
型号
焊 实芯焊丝 ER 50-6
接
保护气体 材
Ar/CO2
规格 Φ1.2mm 80/20
标准 GB/T8110-2001
烘干温度及时间
料
接头装配示意图
焊接过程示意图
编制
审核
批准
焊接工艺规程(WPS)和焊接人员资格的评定试验要求
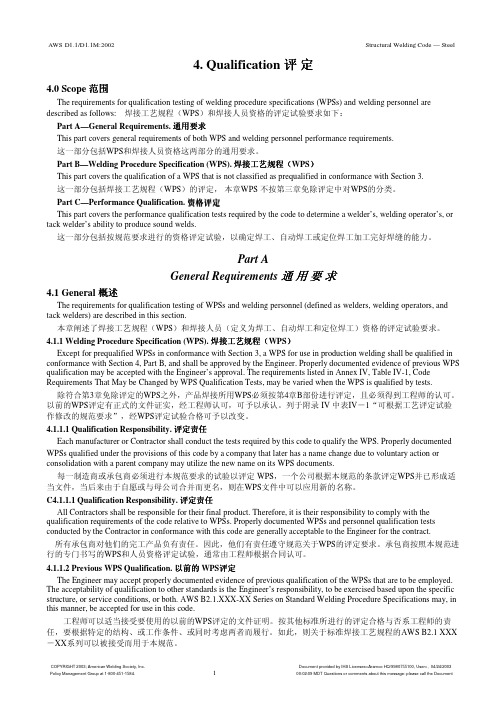
Structural Welding Code — Steel
4. Qualification 评 定
4.0 Scope 范围
The requirements for qualification testing of welding procedure specifications (WPSs) and welding personnel are described as follows: 焊接工艺规程(WPS)和焊接人员资格的评定试验要求如下: Part A—General Requirements. 通用要求 This part covers general requirements of both WPS and welding personnel performance requirements. 这一部分包括WPS和焊接人员资格这两部分的通用要求。 Part B—Welding Procedure Specification (WPS). 焊接工艺规程( 焊接工艺规程(WPS) This part covers the qualification of a WPS that is not classified as prequalified in conformance with Section 3. 这一部分包括焊接工艺规程(WPS)的评定, 本章WPS 不按第三章免除评定中对WPS的分类。 Part C—Performance Qualification. 资格评定 This part covers the performance qualification tests required by the code to determine a welder’s, welding operator’s, or tack welder’s ability to produce sound welds. 这一部分包括按规范要求进行的资格评定试验,以确定焊工、自动焊工或定位焊工加工完好焊缝的能力。
焊接预工艺评定pwps

太 原 重 工 打底3焊接工艺评定(pwps )焊接过程示意图盖面Q690( S=50mr ) X 型坡口 MAG 文件编号 135-2 文件名称pwps依据文件编号共2 页 第1页项目 主要 技术 特征 特征书写顺序:母材牌号,坡 口形式,接: 头类型,焊接牌号,母材规格,其它Q690 , X 型坡口,对接接头,ER50-6, S =50mm 保护气体:CQ20%+Ar80%评定 目的 1.可焊性分析 3. 检验接头机械性能2. 确定焊接工艺4. 检验接头宏观或微观金相 焊接 方法 气体保护焊(MAG试 件 母 材母材类别 牌号 板厚 标准 状态 规格3, 1 Q690 S =50mm GB/T16270 淬火+回火 150X 500 3, 1Q690S =50mmGB/T16270淬火+回火150X 500焊 接 材 料焊材类别 牌号 规格 标准 烘干温度及时间实芯焊丝 ER50-6 ① 1.2mmGB/T8110-2001保护气体Ar/CO 280/20接头装配示意图 〈30丿- --------------------------------- i — ■ ---------------------------------------编制 审核 批准Cfz:太原重工焊接工艺评定(pwps)文件编号135-1文件名称pwps Q690 ( S =12mmV型坡口MAG依据文件编号共2 页第1页项目主要技术特征特征书写顺序:母材牌号,坡口形式,接头类型,焊材型号,母材规格,其它Q690 V型坡口,对接接头,ER 50-6, S =12mm保护气体:CO20% +Ar80%评定目的1.焊接性分析V 3.检验接头机械性能V2.确定焊接工艺V4.检验接头宏观或微观金相焊接方法气体保护焊(MAG试件母材母材类别牌号板厚标准状态规格3. 1 Q690 S =12mm GB/T16270 淬火+回火150x 5003. 1 Q690 S =12mm GB/T16270 淬火+回火150x 500焊接材料焊材类别型号规格标准烘干温度及时间实芯焊丝ER 50-6 ① 1.2 mm GB/T8110-2001保护气体Ar/CO 2 80/20接头装配示意图焊接过程示意图编制审核批准焊接工艺评定(pwps)文件编号121-1L文件名称pwps 太原重工Q690( S =12mm I型坡口SAW 依据文件编号共2 页第1 页项目主要技术特征特征书写顺序:母材牌号,坡口形式,接头类型,焊材牌号,母材规炭格,其它Q690 I 型,对接接头,H08MnA HJ431, S =12mm评定目的1.焊性分析 3. 检验接头机械性能2.确定焊接工艺 4. 检验接头宏观或微观金相焊接方法埋弧自动焊(SAW试件母材母材类别牌号板厚标准状态规格3. 1 Q690 S =12mm GB/T16270 淬火+回火150x 5003. 1 Q690 S =12mm GB/T16270 淬火+回火150x 500焊接材料焊材类别牌号规格标准烘干温度及时间埋弧焊丝H08 MnA ① 4.0mm GB/T14957- 94埋弧焊剂HJ431 GB/T5293- 99 250C 2h接头装配示意图焊接过程示意图1\/h 1i \1 / [1飞1fii——-0T编制审核批准接头装配示意图焊接过程示意图盖面V—7 打底备注:焊接工艺评定(pwps )太原重工文件编号 136-2 文件名称 pwps依据文件编号共2 页P 第1页项目 主要 技术 特征 特征书写顺序:母材牌号,坡口形式,接头类?型,焊接牌号,母材规格,其它Q69Q X 型坡口,对接接头,E70-T5, E70-T1, S =50mm 保护气体:CQ20%+Ar80%评定目的 1.可焊性分析 3. 检验接头机械性能2. 确定焊接工艺4. 检验接头宏观或微观金相 焊接 方法 气体保护焊(MAG试 件 母 材 母材类别 牌号 板厚 标准 状态 规格3. 1 Q690 S =50mm GB/T16270 淬火+回火 150X 500 3. 1Q690S =50mmGB/T16270淬火+回火150X 500焊 接 材 料焊材类别 牌号 规格 GB 型号 符合标准药芯焊丝E70T-5 ① 1.6mm GBEF01-5020 GB10045-88 药芯焊丝 E70T-1 ① 1.6mmGBEF03-5040GB10045-88保护气体 Ar/CO 280/20接头装配示意图 焊接过程示意图Q690 ( S=50mr ) X 型坡口MAG L_*盖面编制审核批准打底 _^BP■填充4 —一编制审核批准太原重工焊接工艺评定(pwps)Q690 ( S=50mr) X型坡口SAW文件编号121-2文件名称pwps依据文件编号共2 页第1页项目主要技术特征特征书写顺序:母材牌号,坡口形式,接头类?型,焊材型号,母材规格,其它Q69Q X型坡口,对接接头,H08MnA$ =50mm 焊剂:HJ431评定目的1.可焊性分析3. 检验接头机械性能2.确定焊接工艺 4. 检验接头宏观或微观金相焊接方法埋弧自动焊(SAW试件母材母材类别牌号规格标准状态尺寸3. 1 Q690 S =50mm GB/T16270 淬火+回火150X 5003. 1 Q690 S =50mm GB/T16270 淬火+回火150X 500焊接材料焊材类别牌号规格标准烘干温度及时间埋弧焊丝H08 MnA ①4mm GB/T8110-2001埋弧焊剂HJ431 GB/T5293- 99 250 r 2h接头装配示意图焊接过程示意图50*77入盖面打底■■ ____ -■F J填充t . ”—A编制审核批准盖面打底填充备注:接头装配示意图焊接过程示意图清根要求焊缝外观按JB/T7947的规定执行后热要求热处理工艺焊后不退火备注:太原重工焊接工艺评定(pwps)Q690 ( S =30mr ) 多道角焊 SAW文件编号 121-5 文件名称pwps依据文件编号共2 页第1 页项目 主要 技术 特征 特征书写顺序:母材牌号,坡口形式,接头类型,焊材牌号,母材才规格,其它Q69Q 多道角焊,H08MnA HJ431, S =30mm 焊角高度:15评定 目的 1.焊性分析 3. 检验接头机械性能2. 确定焊接工艺4.检验接头宏观或微观金相 焊接 方法 埋弧自动焊(SAW)试 件 母 材 母材类别 牌号 规格 标准 状态 尺寸3. 1 Q690 S =30mm GB/T16270 淬火+回火 150x 500 3. 1Q690S =30mmGB/T16270淬火+回火350x 500焊接 材 料焊材类别 型号 规格 标准烘干温度及时间埋弧焊丝 H08 MnA ①4mmGB/T14957-94埋弧焊剂HJ431GB/T5293- 99250r 2h接头装配示意图 焊接过程示意图编制 审核 批准。
wps焊接工艺评定
WPS焊接工艺评定一、引言焊接工艺评定是一项重要的工作,对确保焊接质量、提高工作效率和保证安全具有关键性意义。
WPS(Welding Procedure Specification)焊接工艺评定是根据特定的材料、焊接方法和焊接位置,确定适宜的焊接参数和工艺要求的过程。
二、WPS焊接工艺评定的目的1. 确保焊接质量WPS焊接工艺评定的首要目的是确保焊接质量。
通过验证和评定焊接工艺的适用性和可行性,可以提前发现问题和风险,并采取相应的措施进行修正和改进,以确保焊接接头的强度、密封性和耐腐蚀性等性能符合要求。
2. 提高工作效率通过WPS焊接工艺评定,可以对焊接过程进行合理规划和优化,选择最佳的焊接参数和工艺要求,以提高工作效率。
合理的焊接工艺可以减少焊接时间,提高生产效率,并降低生产成本,实现资源优化的目标。
3. 保证安全焊接工艺评定是保证焊接安全的重要措施之一。
通过评估焊接过程可能涉及的风险和安全隐患,制定相应的措施和安全规程,确保焊接作业过程中的人身安全和设备安全。
三、WPS焊接工艺评定的步骤1. 确定评定对象WPS焊接工艺评定的第一步是确定评定对象,即需要评定的具体焊接工艺。
评定对象应包括材料、焊接方法、焊接位置等。
2. 设计焊接试件根据评定对象的材料和要求,设计焊接试件。
焊接试件的设计应符合相关标准和规范,以保证评定结果的准确性和可靠性。
3. 制定焊接工艺方案根据评定对象和焊接试件的设计要求,制定适宜的焊接工艺方案。
焊接工艺方案应包括焊接方法、焊接参数、预热温度、焊接顺序等内容,并应符合相关标准和规范。
4. 进行焊接试验根据制定的焊接工艺方案,进行焊接试验。
焊接试验时应注意焊接条件的控制和记录,确保焊接质量和结果的可重复性。
5. 评定焊接试验结果对焊接试验结果进行评定。
评定内容包括焊缝的外观检查、力学性能测试、无损检测等,以确定焊接接头是否符合要求。
四、WPS焊接工艺评定的关键因素1. 材料特性材料特性是影响焊接质量和结果的重要因素之一。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
WELDING PROCEDURE SPECIFICATION(WPS)焊接工艺规程Yes[√] PREQUALIFIED免除评定QUALIFEID BY TESTING试验评定√or PROCEDURE QUALIFICATION RECORDS或工艺评定记录(PQR)Yes[ ]焊接方法welding process焊接方法welding process:自动埋弧焊(SAW)预热Preheat预热温度Preheat Temp.Min手工/机械manual/machine 自动/半自动: /semi-auto接头形式j oint type 机械machine自动auto层间温度Interpass Temp 加热方法Preheat Process::---焊接位置p osition接头joint type:Butt (25+25)mm衬垫backing: ---根部间隙Root opening: 0~1 mm背部清根B ack gouging: 6~8mm母材B ase material母材牌号m aterial spec: Q345B执行标准standard : GB/T 1591 -2008厚度thickness: 25mm焊丝welding wire牌号spec: EM13KAWS级别c lass:AWS A5.17焊丝直径welding wire spec Φ4 mm 焊接位置welding position: 1G角焊缝f illet weld:立焊方向v ertical progression: ---电特性e lectrical characteristics电流类型current type:DC极性power source:: EP过渡形式transfer mode: ---焊接技巧t echnique焊接层数welding layer: 5~6摆动方式weave bead:String 焊丝数量n umber of electrodes: 1焊丝间距electrode spacing:焊剂F lux c:焊丝伸出长度:wire extension20 mm牌号spec: F7AO-EH14(SJ101) AWS级别c lass:AWS A5.17保护气体Shielding gas类型:type ---混合比例composition: ---流量flow rate;焊枪角度w eld gun angle:86°焊丝角度wire angle: °焊后热处理p ostweld treatment 温度Temp.: ---加热方式h eat process: ---时间time: ---焊角Fillet weldlegmm焊道/层数Bead/layer焊接电流current焊接电压voltageV焊接速度welding接头详图Joint details送丝速度speedcm/min电流currentAcm/min255~6600~68036~4254~58speedWELDING PROCEDURE SPECIFICATION(WPS)焊接工艺规程Yes[ ] PREQUALIFIED免除评定QUALIFEID BY TESTING试验评定√or PROCEDURE QUALIFICATION RECORDS或工艺评定记录(PQR)Yes [√]Company Name公司名称:****钢结构股份有限公司Welding Precess(es) 焊接方法SAW Supporting PQR No辅助文件号HNJH-WPS-2014-005 JOINT DESIGN USED采用的接头设计Type类型: buttSingle weld单面焊缝[ ] Double weld双面焊缝[ X ] Backing衬垫: Yes用[ ] No不用[ X ]Backing Material衬垫材料:Root Opening根部间隙:1mmRoot face Dimension钝边尺寸5mmGroove Angle坡口角度: 50+-5°Radius (J-U)半径Back Gouging背部清根:Yes用[X ] No不用[ ] Method方法:气刨+ 磨光机BASE MATERIAL母材Material Spec材料规格. GB/T1591-2008Type or Grade类型或级别Q345BThickness厚度: 25mm+25mmGroove坡口Fillet角焊缝N/A Daimeter直径(Pipe管材) N/AFILLER METALS填充金属AWS SpecificationAWS规定A5.17AWS Classification类别EM13K Size尺寸φ4mm SHIELDING保护FluX焊剂F7AO-EH14(SJ101)Gas气体N/AComposition组分N/A Electrode-Flux(Class) Flow Rate Identification标示编号# HNJH-WPS-2014-005Revision修改0 Date日期5-1-2014 By修改人N/A Authorized by批准人Date日期Type类型–Manual手工[ ] Semi-Automatic半自动[ ] Machine机械[X ] Automatic自动[X ] POSITION位置Position of Groove坡口位置:1G Fillet角焊缝: Vertical Progression立焊方向:Up上行[ ] Down下行[ ] ELECTRICAL CHARACTERISTICS电特性Transfer Mode过度形式(GMAW)Short-Circuiting短路[ ] Globular熔滴[ ] Spray喷射[ ] Current电流:AC交流[ ]DCEP直流反转[X] DCEN直流正接[ ] Pulsed脉冲[ ]Power Source电源CC[ ] CV [X ]Other其他Tungsten Electrode钨极(GTAW)Size尺寸: N/AType类型:N/ATECHNIQUE技术Stringer or Weave Bead直线或横向摆动焊道: Stringer Multi-Pass or Single Pass (per side)多道或单道(每边):Single-passNumber of Electrodes焊丝数:1Electrode Spacing焊丝间隔Longitudinal纵向N/ALateral横向N/AAngle角度N/AContact Tuble to Work Distance导电嘴到工件距离20mm Peening 锤击焊丝焊剂(等级)流率N/AGas Cup Size气体喷嘴尺寸N/AInterpass Cleaning道间清理POSTWELD HEAT TREAMENT焊后热处理PREHEAT预热Preheat Temp预热温度Min最低--- Max最高Interpass Temp道间温度Min最低--- Max最高---Temp温度Time时间WELDING PROCEDURE焊接工艺Pass or Weld Layer(s)焊道或焊层Pross方法Filler Metals填充金属Current电流Volts伏特Travel Speed焊接速度Joint Details接头详图Class等级Diam.直径Type&Polarity类型和极性(Amps)or Wire FeedSpeed安培数或送丝速度1SAW EM13Kφ4mm DCEP600-680A36-4254~58c m/m inProcedure Qualification Record (PQR)工艺评定记录(PQR)编号HNJH-WPS-2014-005Test Result试验结果VISUAL INSPECTION目检Appearance外观Undercut咬边acceptable Radiographic-ultrasonic examination射线-超声波检查acceptable RT report no 报告号: Result结果Piping Porosity管状气孔none UT report no报告号: Report :HT1401002CH00Result结果pass Convexity凸度none FILLET WELD TEST RESULTS角焊缝试验结果Test Date试验日期14-1-2014 Minimum size multiple pass Maximum size single pass Witnessed by见证人姜瑞龙最小尺寸多道最大尺寸单道Other Tests 其他试验Macroetch宏观腐蚀Macroetch宏观腐蚀1. 3. 1. 3.2. 2.All-weld-metal tension test全焊缝金属拉伸试验Tensile strength,拉伸强度psiYield point/strength屈服点/强度,psiElongation in 2in的伸长率, %Laboratory test no实验室编号.Welder`s name焊工姓名CA Clock no记时号. Stamp no印章号. T430321************Tests conducted by进行试验的实验室Guangdong JY Inspection Technology CO.,LtdTest number试验号HT1401002CH003Per经手人Tao Wang (***)We, the undersigned, certify that the statements in this record are correct and that the test welds were prepared, welded,and tested in accordance with the requirements of section 4of ANS/AWS D1.1/D1.1M, ( 2010(year)) Structural Welding Code-Steel.我们签字人,证明本记录所载正确无误,试验焊缝的制备、焊接和试验符合AWS D1.1M(2010年版)钢结构焊接规范第四章要求Signed签字Hunan Jinhai Steel Structure Co.,LtdManufacturer or Contactor制造商或承包商By 签署人Title职称Date日期QC.Manager 14-1-2014附检测报告。