高纯气体管路五项测试流程
5项测试的指标及基本意义
水分和氧分测试值取增量,所以对吹扫气源有一定的要求。
水分测试取样气体的流量为200SCCM,测试仪器开机后需要升温到60℃采能正常工作(这时一个波动的过程);
压力测试
目的在于保证管道系统或设备连接在设定测试压力的条件下保持没有泄露点。
压力测试包括压强测试和气密性测试:
1)压强测试,没有压降@规定压力*30分钟,测试压力为使用压力的1.2倍;
2)气密性测试<=±1%压降 @规定压力*24小时,测可以由以下方式进行:
1)压力表读数;
漏率的意义:
1.0*10-5cc.atm/sec1 cc/day
1.0*10-7cc.atm/sec3cc/year
1.0*10-9cc.atm/sec3cc/100year
通常特殊气体的漏率我们要求在1.0*10-9cc.atm/sec以上;
氦检测试完成后,必须对工艺管道进行充压,以避免系统负压吸入大量不纯物;充压气体必须为高纯气体,回充后压力宜为10~15psi,这时才可以断开被测管道。
2)圆盘压力仪;
压力测试结果会受温度的影响,在测试过程中要注意温度的变化及对温度的纪录,如温度偏差较大,则需要进行必要的补偿修正计算。
氦检漏测试
目的在于保证管道系统焊道或设备连接在负压作用下合乎漏率的要求。
氦检漏测试目前有3种方式,针对我们特气的系统,通常采用真空喷氦的方式。
测试仪器:氦检仪
真空度漏率:cc.atm/sec或mbar.L/s
测试取样:0.1scfm;(10分钟/次)
测试值单位:?pcs/scf >?μm
气体管道泄漏检测测试方案
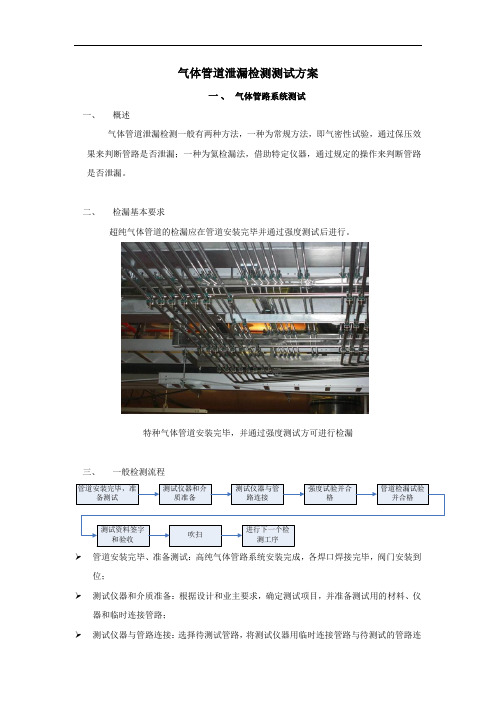
气体管道泄漏检测测试方案一、气体管路系统测试一、概述气体管道泄漏检测一般有两种方法,一种为常规方法,即气密性试验,通过保压效果来判断管路是否泄漏;一种为氦检漏法,借助特定仪器,通过规定的操作来判断管路是否泄漏。
二、检漏基本要求超纯气体管道的检漏应在管道安装完毕并通过强度测试后进行。
特种气体管道安装完毕,并通过强度测试方可进行检漏三、一般检测流程管道安装完毕,准备测试测试仪器和介质准备测试仪器与管路连接强度试验并合格管道检漏试验并合格测试资料签字和验收吹扫进行下一个检测工序➢管道安装完毕、准备测试:高纯气体管路系统安装完成,各焊口焊接完毕,阀门安装到位;➢测试仪器和介质准备:根据设计和业主要求,确定测试项目,并准备测试用的材料、仪器和临时连接管路;➢测试仪器与管路连接:选择待测试管路,将测试仪器用临时连接管路与待测试的管路连接。
需要特别注意的是,临时连接管路的材料需与主管路材质保持一致。
例如被测试管路为BA管,则临时连接管路的材质也需为BA管。
➢强度试验并检测合格:根据设计压力,将高纯气体注入待测管路,保持压力为设计压力的1.1倍,并保持10分钟,检测有无压降并进行修复,直至合格并确认通过强度试验。
➢管道检漏:根据业主和设计要求,确定管道气密性试验的方案。
一般情况下无需进行氦检漏,当有较高要求时可以采用氦检漏(主要是考虑工程费用的因素);➢测试资料签字和验收:强度测试和气密性测试合格后,应及时由监理或业主签署测试报告;➢吹扫:检测完毕的管路系统应该用高纯气体进行不间断吹扫,并等待下一检测工序的开始。
检测完毕的超纯气体管路系统四、气密性试验1、仪器及设备杜瓦罐或高压气瓶、调压阀组、高精度压力表(仪表应在校验有效期内)、与被测试管道同材质的备用接头和阀门等(用于与管路系统连接)。
2、测试介质高纯氮气或高纯氩气,其纯度应满足设计要求或工艺使用要求。
3、测试环境符合设计洁净要求,环境温度波动幅度宜控制在规定范围以内,以避免对管道气体压力带来干扰。
高纯气体管路五项测试流程
高纯气体管路五项测试流程高纯气体(或超高纯气体)是指气体纯度高于99.9995%(或更高)。
在许多领域,如半导体制造、光纤制造、电子器件制造等,对气体纯度的要求非常高。
为了确保高纯气体的质量和纯度,需要进行一系列管路测试。
以下是高纯气体管路的五项测试流程:1.无尘测试:高纯气体管路中的管道和连接部件必须经过无尘测试。
这是为了确保气体在流经管路时不受到灰尘和杂质的污染。
无尘测试可以使用空气泵或真空泵将气体吸入管路,并通过粒子计数器或光学显微镜进行测试。
如果管道和连接部件上有可见的灰尘或杂质,需要清洗或更换它们。
2.漏气测试:3.硅热测试:高纯气体管路的管道和连接部件通常使用不锈钢和金属材料制成。
在使用前,需要确保这些材料对高纯气体没有不良反应。
硅热测试是一种常用的测试方法。
将气体通过管道流动,并在最高温度下暴露一段时间。
然后使用质谱仪检测气体中是否有杂质。
如果检测到杂质,需要更换管道和连接部件。
4.高温测试:高纯气体管路在使用过程中可能会遇到高温环境。
因此,管道和连接部件必须能够承受高温。
高温测试是一种常用的测试方法。
将气体通过管道流动,并在高温下暴露一段时间。
然后检查管道和连接部件是否出现变形、脱落或其他损坏。
如果有损坏,需要进行修理或更换。
5.快速充放气测试:高纯气体管路通常需要在短时间内完成充气和放气的过程,因此需要进行快速充放气测试。
将气体快速注入管路,并记录注入时间和注入压力。
然后将气体快速放出,并记录放气时间和放气压力。
测试结果应该符合规定的充放气时间和压力范围。
以上就是高纯气体管路的五项测试流程。
通过这些测试,可以确保高纯气体的质量和纯度,以满足各种应用的要求。
同时,还可以减少气体管路在使用过程中出现故障和泄漏的可能性,提高气体管路的可靠性和安全性。
气体管路五项测试流程介绍
气体管路五项测试流程介绍摘要:随着技术的革新,新版GMP的实施,洁净行业对洁净度的要求愈发严格,对气源及气体管路的检测规格都有了更高的要求。
气体管路的外观应符合大众审美的要求,管内的各项测试则需通过相关测试来进行。
气体管路的五项(压力、氦测漏、含尘量、水分、氧分)测试,是目前管道测试较为先进、全面的一种测试方法。
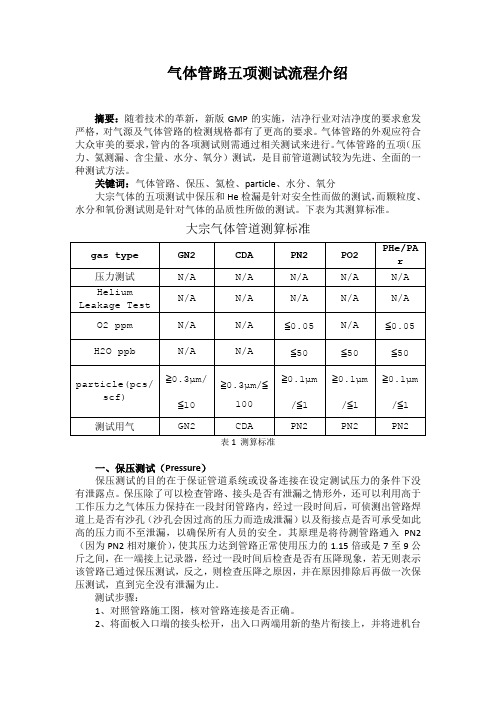
关键词:气体管路、保压、氦检、particle、水分、氧分大宗气体的五项测试中保压和He检漏是针对安全性而做的测试,而颗粒度、水分和氧份测试则是针对气体的品质性所做的测试。
下表为其测算标准。
大宗气体管道测算标准表1 测算标准一、保压测试(Pressure)保压测试的目的在于保证管道系统或设备连接在设定测试压力的条件下没有泄露点。
保压除了可以检查管路、接头是否有泄漏之情形外,还可以利用高于工作压力之气体压力保持在一段封闭管路内,经过一段时间后,可侦测出管路焊道上是否有沙孔(沙孔会因过高的压力而造成泄漏)以及衔接点是否可承受如此高的压力而不至泄漏,以确保所有人员的安全。
其原理是将待测管路通入PN2(因为PN2相对廉价),使其压力达到管路正常使用压力的1.15倍或是7至9公斤之间,在一端接上记录器,经过一段时间后检查是否有压降现象,若无则表示该管路已通过保压测试,反之,则检查压降之原因,并在原因排除后再做一次保压测试,直到完全没有泄漏为止。
测试步骤:1、对照管路施工图,核对管路连接是否正确。
2、将面板入口端的接头松开,出入口两端用新的垫片衔接上,并将进机台端的接头盖上。
3、打开面板阀门及调节器。
4、将所有待测管路Take off端的接头用测试的管子串联起来,并于一端连接记录器。
5、冲入测试介质PN2,使管路内压力达0.7~0.9MPa,并检查所有压力表头是否有压力。
6、对所有的接头用检漏液作初步的测漏。
若接口无明显气泡,压力未有超出允许范围之变化,则开始记录时间与压力读数,持续24h。
图1-1 圆盘保压开始图1-2 圆盘保压资料压力测试结果会受温度的影响,在测试过程中要注意温度的变化及对温度的纪录,如温度偏差较大,则需要进行必要的补偿修正计算。
气体管道测试方案

测试规范➢测试规范1.外观的目检工作a) 检查管子、配件、阀头、法兰、螺钉、螺帽、垫片及其附件与工程图相符,以确定所完成的工作无误;而后,贴上一指示流动方向、气体名称的标签。
b) 确定支撑管线的支架安置无误。
c) 确定各气体的管线确实连接到生产机台设备的每一需求点。
d) 确定配管的工作不会损害其本身维护能力及美观程度。
e) 检试其检验报告及管线的标记以确认管线的确依照所设计的规格及标准配设。
f) 以目视检查管子、配件、阀头、法兰、螺钉、螺帽、垫片及其附件之外表,以确定其没有遭受外来的损害、表面腐蚀或发生裂痕。
2.焊接点的目检工作a) 焊接部分不可过度凹陷于整个金属底部。
b) 金属底部不可有阶梯状凸起。
3.锁入配件的外观目检工作a) 确定锁头安装与规格相符无误。
b) 确定所有的配件均正确地旋入无误。
c) 确定锁入配件的配管其弯管的半径需足可容许其帽盖的移出。
d) 确定任何一根短管均不会被过度地被安装。
4.保压测试a) 在测试时需安设一经0.01um过滤的氩气或氮气线。
b) 保压测试时所使用的压力及充气时间需符合其所安装阀头的规格(如所附表三) 。
c) 于保压测试中,压力的记录乃是藉由使用压力记录仪来完成。
d) 在所规定的压力下充气达所规定的时间后,管线必须没有压降情形发生,也就是说,从压力记录仪中读取的压力,从开始测试到结束并没有明显变化。
如果从压力记录仪中读取的压力从开始测试到结束并不相符,但由开始测的室温并不同于结束时的温度,则需再考虑以下的一个温度校正公式,以决定此压力测试有无通过。
通过此项测试的准则是: 如果压力的变化在开始测试时压力值的98%围内,则视其正常且通过测试。
压力的保持率(ε)。
ε= [ (P2 / T 2 ) ÷ (P1/ T1 )] X 100%表三: GN2保压测试标准PN2保压测试标准G02/PO2保压测试标准PH2保压测试标准PAr保压测试标准PHe保压测试标准所有的测试均需以最有效率的方式进行;譬如以几个邻近的管线为一组搭配一个压力记录仪进行测试工作。
高压气体管道检测施工方案
高压气体管道检测施工方案引言本文档旨在提供一份高压气体管道检测施工方案,以确保管道的安全性和运行正常。
本方案将介绍检测方法、安全措施以及施工流程,以保证在施工过程中遵守相关的法律法规。
检测方法1. 压力测试:使用专业设备对管道进行压力测试,确保管道在正常工作压力下不会出现渗漏或破裂。
2. 漏气检测:通过使用敏感的气体检测仪器来检测管道是否存在气体泄漏情况。
3. 管道内部检查:使用内窥镜等设备对管道内部进行视觉检查,以确定是否存在任何损坏或腐蚀问题。
4. 温度检测:使用红外线测温仪等设备来监测管道表面温度,以确保管道工作温度在安全范围内。
安全措施1. 集中供气:在施工期间,确保只向需要检测的管道供气,避免其他管道的干扰。
2.施工围栏:设置合适的围栏和警示标志,以确保非授权人员无法接近施工区域。
3. 引导员安排:指派专人负责引导来往人员,保证施工现场的秩序和安全。
4. 紧急预案:制定详细的紧急预案,包括火灾、泄漏等意外情况的应急处理措施,并进行相关人员的培训。
施工流程1. 准备工作:对管道进行清洁和准备工作,确保管道表面无妨碍并易于检测。
2. 管道标记:在管道上进行标记,方便后续的检测操作。
3. 检测工作:按照检测方法中的步骤进行逐项检测,记录并处理任何发现的问题。
4. 结果分析:将检测结果进行分析和统计,计算管道的安全指标。
5. 报告编写:根据检测结果编写详细的检测报告,包括发现的问题和建议的解决方案。
6. 后续处理:根据检测结果和报告中的建议,对管道进行修复和维护工作。
本方案将依据相关法律法规进行施工,保证施工过程的安全性和合法性。
在施工期间,务必严格执行安全措施,并做好紧急预案的准备,以应对可能出现的意外情况。
以上是高压气体管道检测施工方案的简要内容,详细的施工方案将根据具体情况进行调整和制定。
高纯气体管路五项测试流程

如LREF勺值低于4。
5时,请通知专业人员做雷射头清洁。
(四)氧含量分析(OxygenAnalyzer ):目的:晶片在生产过程中,原本大气中02会和Si产生化学反应得O2+Si=SiO2(二氧化矽)为原始勺氧化层,如果管路勺氧含量过高,原始勺氧化层会超出原本已计算好勺厚度,如此会严重影响接下来各阶段的制程。
原理;我们利用纯度较高的PN2对待测管路以长时间purge的方式,将微氧带离管路,并在一端接上分析仪器,直到仪器显示的含氧量达到客户要求的标准为止。
步骤:a,将待测管路预吹至少4小时。
b,?取一待测管路衔接至测试仪器的inlet 端。
c,? 打开电源,开始测试。
Notice :1,?选用来Purge 的source 尽量不使用主管路的最后一颗Valve 可能会造成值会降不下来。
2,?待测管路不宜串接太多,以免压力不足,无法让仪器正常运作。
3,?氧分析用的仪器,应随时注意电解液是否已达到警戒线了。
4,?如果在仪器的显示屏幕上出现负值,表示目前管路的含氧量的浓度比仪器校正时用的标准气体浓度还纯,并非仪器损坏,欲作手动归零校正,请勿自行校正,通知专业人员。
5, ?如屏幕上显示的值忽高忽低时,请检查CAP的接头是否都已松开,让气体purge出来6, ?仪器不使用时,仍需利用PN2通人仪器内,以防止电解液坏死7,?如氧含量一直都降不下来,请确认主管路氮气的含氧量为何。
(五)水含量分析( MoistureAnalyzer )目的:晶片在生产过程中,原本大气中H2O会和Si产生化学反应得:2H2O+Si=SiO2+2H2其中二氧化矽为原始的氧化层,如果管路的含水量过高,原始的氧化层会超出原本已计算好的厚度,如此会影响接下来各阶段的制程。
原理:我们利用纯度较高的PN2对待测管路以长时间purge的方法,将水气带离管路,并在一端接上分析仪器,直到仪器显示的含氧量浓度达到客户要求的标准为止。
步骤:A:将待测管路预吹至少4小时。
五项测试流程概论
五项测试流程概论1.保压测试(Pressure)单位:kg/cm2目的:保压测试的目的除了在检查管路,接头是否有泄漏的情况外,另一个目的则是在于利用高于工作压力的气体压力保持在封闭管路内,经过一段时间后及可侦测出管路焊道上是否有沙孔(沙孔会因过高的压力而造成泄漏)以及衔接点是否可承受如此高的压力而不泄漏,已确保所有人员的安全原理:将待测管路通入PN2使其压力达到正常使用压力的1.1-1.5倍或是8-9公斤,在一端接上记录器,经过一段时间后检查是否有降压现象,若无则表示该管路已通过压力测试,反之则检查压降的原因,并在原因排除后再做一次压力测试,直到完全没有泄漏为止2.氦测漏(He Leak Test)单位:mbar/s m=10-3 bar=1kg s:小时目的:因氦气的分子非常小(为空气的0.14倍),可侦测出非常小的漏点,如果说压力测试是测大漏,而氦测漏是测小漏原理:将待测管路抽近真空状态,当抽近于客户要求的漏率时,用氦气喷在测试管路所有的焊道和衔接点上,看氦测漏机是否有侦测到氦气,若无侦测到氦气就表示测试已完成喷氦气的顺序:由上而下,由近到远进行He是惰性气体H2是易燃性气体1.0x10-5是24小时漏1 公斤 1.0x10-6是7天漏1公斤1.0x10-7是1年漏1公斤 1.0x10-9是30年漏1公斤1.0x10-11是3000年漏1公斤3.微粒子分析(Partile)单位:um目的:在半导体厂,IC(Integrated Circuit集成电路)的制造,加工过程中需要使用各种不同性质的气体做为制成用,而芯片内布满电路,故制成气体中只要含一粒0.1um粒径以上的partile便足以使I.C.造成短路而报废,所以净度是很重要原理:我们利用纯度较高的PN2对待测管路以长时间purge的方法,将灰尘带离管路,在一端接上Partile分析仪器,直到仪器显示的值达到客户氧要求的标准为止注意:使用仪器时看清仪器使用电压4.水含量分析目的:晶片在生产过程中,原本大气中H2O和Si(硅)产生化学反应得2H2O+Si=SiO2+2H2,其中SiO2为原始的氧化层,如果管路的含水量过高,原始的氧化层会超出原本计算好的厚度,如此会影响接下来各阶段的制成原理:我们利用纯度较高的PN2对待测管路以长时间purge的方法,将水份带离管路,并在一端接上水分析仪器,直到仪器显示的数值达到客户要求的标准为止注意:使用仪器时看清仪器使用电压PPB(Part Per Billion) 十亿分之一PPM(Part Pet Million) 百万分之一5.氧含量分析目的; 晶片在生产过程中,原本大气中O2和Si(硅)产生化学反应得O2+Si=SiO2为原始的氧化层,如果管路的含氧水量过高,原始的氧化层会超出原本计算好的厚度,如此会影响接下来各阶段的制成原理:我们利用纯度较高的PN2对待测管路以长时间purge的方法,将氧份带离管路,并在一端接上水分析仪器,直到仪器显示的数值达到客户要求的标准为止注意:使用仪器时看清仪器使用电压。
060104 气体管路测试程序概述

技術簡訊2. 操作步驟:1.將測試tube 銜接至gas inlet valve.2.旋緊發條2~3圈或再多一點,但不可太緊3.記錄紙平放在面板上.4. 按下發條及並將記錄紙邊緣卡進6個固定片5.取下筆帽.6.放好筆帽,避免遺失.7. 調整記錄紙刻度與畫筆筆尖交叉處為現在時間,Open gas outlet valve 降壓. 8.放下畫筆.9.Open gas inlet valve 升至測試壓力.畫一起始線.10. 24 hr 後畫一圈,圓周重疊,即測試完成,piping 沒漏.11.降壓,畫一終止線.技術簡訊12.用筆架抬高畫筆,套上筆帽. 13.拉起固定架,取出記錄紙.14.在記錄紙上註明:測試日期;起/迄時間;測試者姓名;氣體管路名稱;測試壓力等資料.技術簡訊二. He leak test:1.氦測漏儀器:2.操作步驟:1.測試tube銜接至氦測漏儀.2.開啟電源,至儀器顯示stand by.3.遙控操作面板,按下“start”,開始抽真空(先自抽氦測漏機没漏之後,再抽管路)..4.抽至漏率<1*10-9,真空度PE < 5 E –3 .技術簡訊5.開氦氣鋼瓶閥.開流量計開關控制噴槍的噴氣量 6.用手包覆焊道or 接頭,噴He gas (以距離氦測漏機由近而遠之原則由上而下). 7.檢測漏率,沒上升即OK.技術簡訊三. Particle/水分/微氧 test:1.微氧測試2.Particle test*測試儀器放在現場需上鎖(鏈條)或置於監視器前可監視範圍,避免遺失.*Purge tube 需有測試掛牌.*插電前,先檢查確認電源是否為110V .4.微氧分析儀器需一直保持purge,若非不得已也不可超過4 hr,否則儀器會損壞.1.打開面板,打開電源.2.將flow meter 開到最大,再以背後的調壓閥調整至2 L/min.3.檢查電解液在安全存量內. 電解液 flow meter 電源開關1.按“S” (set up)鍵,螢幕顯示如左,開始設定.2.Sample ID: 輸入Sample 名稱(氣體名稱或機台名稱).3.Samples : 連續取1~50個Sample (取3個).4.Sample Int : 每次取樣時間(10分鐘).5. Sample Print : 是否每個Sample 列印出來(是).6.Delay Time : Sample 間之延遲時間(10技術簡訊3.水分測試1.一開始測試時先用service mode, purge.2.水分purge 至100ppb 以下時,改為inert mode.3.Inert mode 測試直到合乎Spec.,用recorder 記錄. 7.Group Print : 列印Group 結果(是會多列印一張平均值).8.Repeat Mode : 是否持連續重複測試(否).9.設定完成,再按“S” (set up)鍵,回原螢幕.10.檢查雷射值 > 4.5,若< 4.5,聯絡維修人員檢修.(原廠有效值,低於此值業主可不承認此測試結果)11.按run/stop 鍵,如右圖,開始測試.技術簡訊*測試操作注意事項:1.測試前需先做通氣實驗,確認配管/標籤正確無誤.2.保壓測試前需先大量purge,將管內之大particle purge出來.3.測試人員需時時戴上PVC手套.4.測試管線未使用時需cap好.5.已送過specialty gas之管路,最好不要測試,避免測試儀器損壞.6.水分/微氧分析儀需持續purge.7.分析儀purge 需用PN2 gas.8.測試完成,銜接管線前需再作通氣實驗,確認管線及銜接點正確無誤.9.分析儀插電前,需先確認110V之電源.10.使用PN2 gas purge時需注意週遭通風良好,以避免其氣體逸散至環境中造成窒息危害11.記錄紙上需註明的資料,測試者,日期,氣體名稱.....12.選用記錄紙時需與保壓計的規格相符,如0~10kg/cm2,0~15MPa....技術簡訊測試前應確認所有氣體測試標準(範例/實際依各廠規定)Gas Pipe acceptance Qualification SpecGas TypePiping Quality TestPressurizationParticulate He Leak H2O O2CDA V V - - - ICA,GN2V V - - - GO2,GAr,GHe,GH2 V V V - - PN2 V V V V V PO2 V V V V V PAr V V V V V PH2 V V V V V PHeV V V V V Specialty GasesV V V V V*NOTE 1 : For specialty gases and other gases than N2, use PN2/PAr to conduct impurity testImpuritiesInlet at gas cabinetOutlet at VMB/POxygen < 10 ppb < 10 ppb Moisture < 10 ppb < 10 ppb Particles>0.1 um < 1 pcs/scft< 1 pcs/scftHelium leak testAllowable Helium leak rate is max. 10-9 scc/second帆宣系統科技股份有限公司Marketech International Corp.氣體技術事業處/整合事業處技術簡訊Page 10/11Pipe Installation Approaches & QA SpecificationPiping Category Pipe/Fitting SPEC Valve SPEC Connection Types Quality Assurance304 AP(UN2, UCA, ICA)1. SUS 304 AP 1. Ball-type 1. <=15A: SWG ,& capped at ends1. Leak rate:<= 2*10-9 atm-cm3/sec2. Surface control N/A 2. >=15A: butt-welding,& flange-sealed at ends2. Particulate test:<=10 pcs/ft3 for D p >=0.02μm3. Gas impurity: no greaterthan those at primary source 304 BA(CDA)1. SUS 304 BA 1. Bellows-type 1. <=15A: SWG ,& capped at ends1. Leak rate:<= 2*10-9 atm-cm3/sec2. R max <= 3μm (Japan) 2. Cross-seat leak rate:<= 2*10-9 atm-cm3/sec2. >=15A: butt-welding,& flange-sealed at ends2. Particulate test:<=10 pcs/ft3 for D p >=0.02μm3. R a <= 10μin (Others) 3. Gas impurity: no greaterthan those at primary source 316L BA (GN2,GO2,GAr,GHe,GH2)1. SUS 316L BA 1. Bellows(>=15A) orDiaphragm (<=15A)1. <=15A: VCR ,& capped at ends1. Leak rate:<= 2*10-9 atm-cm3/sec2. R max <= 3μm (Japan) 2. Cross-seat leak rate:<= 2*10-9 atm-cm3/sec2. >=15A: butt-welding,& flange-sealed at ends2. Particulate test:<=10 pcs/ft3 for D p >=0.02μm3. R a <= 10μin (Others) 3. Designated VMB/P 3. Gas impurity: no greaterthan those at primary source帆宣系統科技股份有限公司Marketech International Corp.氣體技術事業處/整合事業處技術簡訊Page 11/11316L EP (PN2,PO2,PAr,PHe,PH2)1. SUS 316L EP 1. Bellows(>=15A) orDiaphragm (<=15A)1. <=15A: VCR ,& capped at ends1. Leak rate:<= 2*10-9 atm-cm3/sec2. R max <= 0.7μm (Japan) 2. Cross-seat leak rate:<= 2*10-9 atm-cm3/sec2. >=15A: butt-welding,& flange-sealed at ends2. Particulate test:<=10 pcs/ft3 for D p >=0.02μm3. R a <= 3μin (Others) 3. Designated VMB/P exceptPN23. Gas impurity: no greaterthan those at primary source 316L EP (Specialty gases) 1. SUS 316L EP 1. Bellows(>=15A) orDiaphragm (<=15A)1. <=15A: VCR ,& capped at ends1. Leak rate:<= 2*10-9 atm-cm3/sec2. R max <= 0.7μm (Japan) 2. Cross-seat leak rate:<= 2*10-9 atm-cm3/sec2. >=15A: butt-welding,& flange-sealed at ends2. Particulate test:<=10 pcs/ft3 for D p >=0.02μm3. R a <= 3μin (Others) 3. Designated VMB/P 3. Gas impurity: no greaterthan those at primary source。
气体管道检测方案
气体管道检测方案一、引言气体管道是用于输送气体的设施,广泛应用于石油化工、能源、城市供气等领域。
由于寿命限制、腐蚀、压力变化等原因,气体管道存在一定的安全隐患。
因此,对气体管道进行定期检测是非常必要的,以确保其正常运行和安全使用。
本方案将介绍气体管道检测的具体步骤和方法。
二、气体管道检测的目的和要求1.发现可能引发安全事故的管道病害,如腐蚀、变形、渗漏等;2.确保管道的压力和流量符合设计要求,并测量管道的实际工作能力;3.判断管道内气体的成分和纯度,并排除不良物质的存在;4.检测气体管道相关设备的运行状态和性能。
三、气体管道检测的方法和步骤3.1管道准备管道检测前,需要进行管道的准备工作,主要包括清洁管道内部、准备检测设备、检查工具、检测仪器的完好性和校准等。
3.2管道外观检测首先进行管道的外观检测,以检查管道是否有明显的变形、裂纹、腐蚀等现象。
检测时可使用红外线相机、望远镜等设备。
3.3管道材料测试对于气体管道的材料,需要进行相关的测试和分析,以确认其质量和合规性。
常见的测试方法包括化学分析、金相分析、力学性能测试等。
3.4管道内部检测管道内部检测是判断管道内部情况的关键步骤,包括以下几个方面:a.渗漏检测:使用气体检测仪器对管道内的气体进行检测,查找潜在的泄漏点。
b.压力测试:使用压力表或压力传感器监测管道内气体的压力变化,确保管道承压能力。
c.流量测试:通过流量计测量管道内气体的流量,确保气体的输送符合要求。
d.气体成分分析:使用气体分析仪器对管道内气体进行成分分析,确保气体纯度和成分达到要求。
3.5设备状态检测对气体管道相关设备的运行状态进行检测,包括泵、阀门、压缩机等。
主要检查设备的运转情况、噪音、温度等指标。
3.6数据分析和报告编制对检测过程中采集到的数据进行分析和整理,编制检测报告,并给出相应的维修和改进建议。
四、气体管道检测的设备和工具1.管道外观检测设备:红外线相机、望远镜等;2.检测仪器:气体检测仪、压力表、流量计、气体分析仪等;3.设备状态检测工具:振动测量仪、红外测温仪等。
高纯气体管路五项测试规程
精心整理五项测试流程气体管路的QC气体管路的QC指的是要确保管路的外观及管内的各项测试都合乎客户要求的标准并确保我们的产品的品质达到一定的水准。
(1)?通常大多数半导体厂的设备对我们的工作内容都不了解,他们所关心的是管路是否歪斜?焊道是否标准?气体标签是否有贴等有关管路外观的问题。
所以QC人员对于管路外观的检查就显得格外重要,纵是管路内部的分析再怎么确实,在客户眼里我们的品质一样是有瑕疵的,此也是我们应努力的方向之一,然大多数刚接触QC故在附件一概略列出检查的要项,盼对刚接触QC(2)?气体管路的五项测试:气体管路的五项测试为QC做好而造成危险气体泄漏,胁,而后者则是影响到wafer(一)?保压测试(Pressure)(沙孔会因过高的压力而造成泄漏)以确保所有人员的安全。
1。
1倍或是7至9公斤之间,在若无则表示该管路已通过保压测试,反之,步骤:A,取得该机台之管路施工图,并一一核对下包商是否有按图施工?B,?将Panel入口端的接头松开,并利用管路本身的气体将预30秒,并检查Takeoff及管路是否正确?C,?将Panel出入口两端用新的Gasket衔接上,并将进机台端的接头Cap起来。
D,将Panel上的Valve及Gegulator开止Open位置。
E,将所有待测管路Takeoff端的接头用测试的管子串联起来,并于一端连接记录器(Recorder)。
F,?使用PN2将管路内充满压力达7~9公斤,并检查所有压力表头是否有压力。
G,?使用测漏液(snoop,其漏率可达1。
0*10-4)对所有的接头作初步的测漏,尤其是swagelok 接头。
H,?开始测漏。
Notice:1,?步骤b可能会被吹入Valve里,而造成Valve测试的时间。
但是He2,?Recorder一定要放在Takeoff点,因为Panel生而影响测漏的准确度。
3,?尽量避免使用Swageick4,?所有的管路尽可能不要衔接Source5,?保压,Purge6,不可使用氦气Purge7,?8(记录范围如0~10kg/cm2,或9,?10,?当所有动作都已完成,要将待测管路充满压力时,开气源阀时应放漫速度,以免瞬间压力上升而损坏记录器及压力表。
特气输送管道五项测试流程__概述说明以及解释
特气输送管道五项测试流程概述说明以及解释1. 引言1.1 概述本文旨在介绍特气输送管道五项测试流程的概述和解释。
特气输送管道是一种用于输送特殊气体的管道系统,其安全性和可靠性对于涉及到特殊气体传输的工业领域至关重要。
为了确保特气输送管道的有效运行和防止潜在风险,需要进行一系列全面而严格的测试。
本文将详细介绍这五项测试流程的概念、重要性以及具体步骤,并分析测试结果应用在实际情况中的意义与影响。
1.2 文章结构本文按照以下结构进行组织:引言、特气输送管道五项测试流程概述、测试流程详解和步骤、测试结果分析与应用、结论与展望。
每个部分都将详细探讨相关主题,并逐步深入了解这些测试流程及其在特气输送管道领域中的作用。
1.3 目的本文旨在向读者介绍特气输送管道五项测试流程,使读者能够全面了解这些测试流程的目标、步骤以及结果在实际应用中的意义。
通过阅读本文,读者将了解到特气输送管道测试的重要性,并可以掌握实施这些测试流程所需的准备工作和具体步骤。
同时,本文还将提供数据收集和分析的方法,并对测试结果在实际应用中的影响进行评估。
最后,本文将总结主要发现并展望未来特气输送管道测试领域的发展趋势,并为读者提供相关建议。
以上是关于文章“1. 引言”部分内容的详细描述,请根据需要进行修改和完善。
2. 特气输送管道五项测试流程概述2.1 什么是特气输送管道测试特气输送管道测试是对特殊气体(如高压、高温或有毒性的气体)进行输送的管道进行必要的检测和验证过程。
这种测试旨在确保管道系统能够安全、可靠地运输和处理特殊气体,并保证系统符合相关法规和标准。
2.2 测试的重要性特气输送管道测试的重要性不容忽视。
首先,它可以帮助排除潜在的系统缺陷或故障,以防止事故发生,并保障人员和环境的安全。
其次,测试还可以验证系统设计是否满足工程要求和预期目标,确保所使用的材料符合相关规范。
此外,通过测试可以获取关键数据,为后续操作、维护和改进提供依据。
气体管路五项测试流程介绍
气体管路五项测试流程介绍摘要:随着技术的革新,新版GMP的实施,洁净行业对洁净度的要求愈发严格,对气源及气体管路的检测规格都有了更高的要求。
气体管路的外观应符合大众审美的要求,管内的各项测试则需通过相关测试来进行。
气体管路的五项(压力、氦测漏、含尘量、水分、氧分)测试,是目前管道测试较为先进、全面的一种测试方法。
关键词:气体管路、保压、氦检、particle、水分、氧分大宗气体的五项测试中保压和He检漏是针对安全性而做的测试,而颗粒度、水分和氧份测试则是针对气体的品质性所做的测试。
下表为其测算标准。
大宗气体管道测算标准表1 测算标准一、保压测试(Pressure)保压测试的目的在于保证管道系统或设备连接在设定测试压力的条件下没有泄露点。
保压除了可以检查管路、接头是否有泄漏之情形外,还可以利用高于工作压力之气体压力保持在一段封闭管路内,经过一段时间后,可侦测出管路焊道上是否有沙孔(沙孔会因过高的压力而造成泄漏)以及衔接点是否可承受如此高的压力而不至泄漏,以确保所有人员的安全。
其原理是将待测管路通入PN2(因为PN2相对廉价),使其压力达到管路正常使用压力的1.15倍或是7至9公斤之间,在一端接上记录器,经过一段时间后检查是否有压降现象,若无则表示该管路已通过保压测试,反之,则检查压降之原因,并在原因排除后再做一次保压测试,直到完全没有泄漏为止。
测试步骤:1、对照管路施工图,核对管路连接是否正确。
2、将面板入口端的接头松开,出入口两端用新的垫片衔接上,并将进机台端的接头盖上。
3、打开面板阀门及调节器。
4、将所有待测管路Take off端的接头用测试的管子串联起来,并于一端连接记录器。
5、冲入测试介质PN2,使管路内压力达0.7~0.9MPa,并检查所有压力表头是否有压力。
6、对所有的接头用检漏液作初步的测漏。
若接口无明显气泡,压力未有超出允许范围之变化,则开始记录时间与压力读数,持续24h。
图1-1 圆盘保压开始图1-2 圆盘保压资料压力测试结果会受温度的影响,在测试过程中要注意温度的变化及对温度的纪录,如温度偏差较大,则需要进行必要的补偿修正计算。
高纯气体管路五项测试规程修订稿
高纯气体管路五项测试规程集团档案编码:[YTTR-YTPT28-YTNTL98-UYTYNN08]五项测试流程气体管路的Q C气体管路的QC指的是要确保管路的外观及管内的各项测试都合乎客户要求的标准并确保我们的产品的品质达到一定的水准。
(1)通常大多数半导体厂的设备对我们的工作内容都不了解,他们所关心的是管路是否歪斜焊道是否标准气体标签是否有贴等有关管路外观的问题。
所以QC人员对于管路外观的检查就显得格外重要,纵是管路内部的分析再怎么确实,在客户眼里我们的品质一样是有瑕疵的,此也是我们应努力的方向之一,然大多数刚接触QC的同仁对于要检查哪些外观都显得有些不知所措,故在附件一概略列出检查的要项,盼对刚接触Q C的人员有所帮助。
(2)气体管路的五项测试:气体管路的五项测试为QC最重要的一部分,内容概略可分为[测漏]及[管路内的分析],前者如没做好而造成危险气体泄漏,除了对公司的声誉造成影响外,更严重的是人的生命及安全都会受到威胁,而后者则是影响到wafer的良率,也是不可忽视的。
以下就五项测试一一作介绍:(一)保压测试(P r e s s u r e)目的:保压测试的目的除了在检查管路,接头是否有泄漏之情形外,另一目的则是在于利用高于工作压力之气体压力保持在一封闭管路内,经过一段时间后及可侦测出管路焊道上是否有沙孔(沙孔会因过高的压力而造成泄漏)以及衔接点是否可承受如此高的压力而不至泄漏,以确保所有人员的安全。
原理:将待测管路通入PN2,使其压力达到管路正常使用压力的1。
1倍或是7至9公斤之间,在一端接上记录器,经过一段时间后检查是否有压降现象,若无则表示该管路已通过保压测试,反之,则检查压降之原因,并在原因排除后再做一次保压测试,直到完全没有泄漏为止步骤:A,取得该机台之管路施工图,并一一核对下包商是否有按图施工B,将Panel入口端的接头松开,并利用管路本身的气体将预30秒,并检查Takeoff 及管路是否正确C,将P a n e l出入口两端用新的G a s k e t衔接上,并将进机台端的接头C a p起来。
高纯气体管道检测方案
高纯气体管道检测方案一、气体管道测试范围:假定设备机台需要进行测试的管路系统为二次配系统,包含:Special Gas System,特气种类包括NH3、SiH4、1% PH3/H2、NF3、PH2;测试包含内容(五项测试):保压、氦气检漏、氧份、颗粒、水分;Bulk Gas System,种类包括CDA、GN2;测试包含内容:吹扫、保压;Bulk Gas System,种类包括PN2、PAr、PHe;测试包含内容:保压、颗粒、氦气检漏、氧份、颗粒、水分。
二、测试项目及方法1.保压测试a.测试目的确保管路输送系统没有明显的泄漏及管路耐压情况进行判断,以便对管路系统进行氦测漏。
b.测试规则测试时间为24小时,测试压力不能小于设计压力的1.5倍,经温度纠正后的允许压力降为不大于开始压力的1%.压力变化方程式(考虑到温度影响)P2=测试结束压力值 (PSIG)P1=测试开始压力值(PSIG)T2=测试结束温度值(℃)T1=测试开始温度值(℃)Pta=考虑到温度影响的压力变化值;c.测试仪器保压计。
d.测试前准备在图纸上标出要进行压力测试的管路,以及保压计的放置位置。
测试中在管线上拆卸的任何部件都要在图纸以及最后的测试报告中标出。
测试开始之前,仔细的检查管线以确保给系统增压时的安全。
保证所有已经安装的配件的额定承受压力都满足或超过测试的压力。
拆除不满足要求的配件和系统。
注意事项:(1)在管线上拆卸的任何配件都要在图纸以及最后的测试报告中标出。
(2)保证测试范围内所有的阀门(包括调压阀)都处于全开的状态。
(3)保压计应该位于调压阀的进气口一侧,并且经调压阀出去的压力应该大于测试的压力。
(4)系统测试时须含如下内容的标示牌:“注意/系统压力测试中/联系人”e.测试方法(1)让保压计与系统的隔离阀处于“关闭”状态。
(2)将保压计的管线支路压力增加到 20 PSIG。
(3)慢慢打开隔离阀。
(4)每次增加 10 PSIG,缓慢的将系统压力增加到最终测试压力的50% 。
燃气管道无损检测工作流程及内容

燃气管道无损检测工作流程及内容下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!燃气管道无损检测工作流程及主要内容解析燃气管道作为城市基础设施的重要组成部分,其安全运行直接关系到公共安全和人民生活。
高纯气体管路五项测试流程

高纯气体管路五项测试流程The manuscript was revised on the evening of 2021五项测试流程气体管路的QC气体管路的QC指的是要确保管路的外观及管内的各项测试都合乎客户要求的标准并确保我们的产品的品质达到一定的水准。
(1)通常大多数半导体厂的设备对我们的工作内容都不了解,他们所关心的是管路是否歪斜焊道是否标准气体标签是否有贴等有关管路外观的问题。
所以QC人员对于管路外观的检查就显得格外重要,纵是管路内部的分析再怎么确实,在客户眼里我们的品质一样是有瑕疵的,此也是我们应努力的方向之一,然大多数刚接触QC的同仁对于要检查哪些外观都显得有些不知所措,故在附件一概略列出检查的要项,盼对刚接触QC的人员有所帮助。
(2)气体管路的五项测试:气体管路的五项测试为QC最重要的一部分,内容概略可分为[测漏]及[管路内的分析],前者如没做好而造成危险气体泄漏,除了对公司的声誉造成影响外,更严重的是人的生命及安全都会受到威胁,而后者则是影响到wafer的良率,也是不可忽视的。
以下就五项测试一一作介绍:(一)保压测试(Pressure)目的:保压测试的目的除了在检查管路,接头是否有泄漏之情形外,另一目的则是在于利用高于工作压力之气体压力保持在一封闭管路内,经过一段时间后及可侦测出管路焊道上是否有沙孔(沙孔会因过高的压力而造成泄漏)以及衔接点是否可承受如此高的压力而不至泄漏,以确保所有人员的安全。
原理:将待测管路通入PN2,使其压力达到管路正常使用压力的1。
1倍或是7至9公斤之间,在一端接上记录器,经过一段时间后检查是否有压降现象,若无则表示该管路已通过保压测试,反之,则检查压降之原因,并在原因排除后再做一次保压测试,直到完全没有泄漏为止步骤:A,取得该机台之管路施工图,并一一核对下包商是否有按图施工?B,将Panel入口端的接头松开,并利用管路本身的气体将预30秒,并检查Takeoff及管路是否正确?C,将Panel出入口两端用新的Gasket衔接上,并将进机台端的接头Cap起来。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高纯气体管路五项测试流程文档编制序号:[KK8UY-LL9IO69-TTO6M3-MTOL89-FTT688]五项测试流程气体管路的QC气体管路的QC指的是要确保管路的外观及管内的各项测试都合乎客户要求的标准并确保我们的产品的品质达到一定的水准。
(1)?通常大多数半导体厂的设备对我们的工作内容都不了解,他们所关心的是管路是否歪斜焊道是否标准气体标签是否有贴等有关管路外观的问题。
所以QC人员对于管路外观的检查就显得格外重要,纵是管路内部的分析再怎么确实,在客户眼里我们的品质一样是有瑕疵的,此也是我们应努力的方向之一,然大多数刚接触QC的同仁对于要检查哪些外观都显得有些不知所措,故在附件一概略列出检查的要项,盼对刚接触QC 的人员有所帮助。
(2)?气体管路的五项测试:气体管路的五项测试为QC最重要的一部分,内容概略可分为[测漏]及[管路内的分析],前者如没做好而造成危险气体泄漏,除了对公司的声誉造成影响外,更严重的是人的生命及安全都会受到威胁,而后者则是影响到wafer的良率,也是不可忽视的。
以下就五项测试一一作介绍:(一)?保压测试(Pressure)目的:保压测试的目的除了在检查管路,接头是否有泄漏之情形外,另一目的则是在于利用高于工作压力之气体压力保持在一封闭管路内,经过一段时间后及可侦测出管路焊道上是否有沙孔(沙孔会因过高的压力而造成泄漏)以及衔接点是否可承受如此高的压力而不至泄漏,以确保所有人员的安全。
原理:将待测管路通入PN2,使其压力达到管路正常使用压力的1。
1倍或是7至9公斤之间,在一端接上记录器,经过一段时间后检查是否有压降现象,若无则表示该管路已通过保压测试,反之,则检查压降之原因,并在原因排除后再做一次保压测试,直到完全没有泄漏为止步骤:A,取得该机台之管路施工图,并一一核对下包商是否有按图施工B,?将Panel入口端的接头松开,并利用管路本身的气体将预30秒,并检查Takeoff及管路是否正确C,?将Panel出入口两端用新的Gasket衔接上,并将进机台端的接头Cap起来。
D,将Panel上的Valve及Gegulator开止Open位置。
E,将所有待测管路Takeoff端的接头用测试的管子串联起来,并于一端连接记录器(Recorder)。
F,?使用PN2将管路内充满压力达7~9公斤,并检查所有压力表头是否有压力。
G,? 使用测漏液(snoop,其漏率可达1。
0*10-4)对所有的接头作初步的测漏,尤其是swagelok接头。
H,?开始测漏。
Notice:1,?步骤b中因施工者施工不当,常造成管内有铁屑存留,如未先purge 管路而直接衔接上,铁屑可能会被吹入Valve里,而造成Valve的内漏损坏,另一个好处是可确认管路是否正确,以免浪费测试的时间。
但是He及特殊气体管路除外,必须另外找PN2管路来purge管路。
2,?Recorder一定要放在Takeoff点,因为Panel上的Regulator在Out—In时可能会有逆止情形发生而影响测漏的准确度。
3,? 尽量避免使用Swageick做转接头,以免因人为因素而影响测漏,造成测试时间的浪费。
4,?所有的管路尽可能不要衔接Source测试,以免造成气体倒灌而污染主管路。
5,?保压,Purge用的气体一定使用PN2。
6,不可使用氦气Purge管路,否则会影响氦测漏。
7,?本公司所使用之记录器有传统机械转盘记录器与电子记录器。
8,若使用传统机械记录器,记录器范围应与记录纸之压力范围相符。
(记录范围如0~10kg/cm2,或0~15kg/cm2)9,?传统机械记录器之操作方法由现场资深同仁讲解。
10,?当所有动作都已完成,要将待测管路充满压力时,开气源阀时应放漫速度,以免瞬间压力上升而损坏记录器及压力表。
11,当待测管路系统中有check valve时,应注意其流向,并将记录器放置正确位置。
(二)氦测漏(He Leak Test)? ? ? ?目的;因氦气的分子非常小(4),可侦测出非常小之漏点,如果说保压测试是测大漏,氦测漏则是测小漏,在壮达人所着的VLSI制造技术一书中提到(气体管路的漏率在每秒10E—9CC才可以送气)如此才不会造成危险。
原理;将待测管路用氦测漏机将管内抽至超近真空状态,当达到客户要求之漏率时,用还氦气喷在焊道及接头上,若氦测漏机无反应表示测漏完成,若有反应则表示有漏,针对漏点问题排除。
步骤;A.确认欲使用插座之电源是否为110V/60HZ。
B.?暖机10分钟,完成后做测漏本身试抽。
C.?衔接上待测管路,并开始测漏。
D.?当待测管路的漏率达到客户要求的范围时,在所有的焊道及接头上喷氦气,并观察测漏机是否有反应,若无,表测漏完成,若有,则针对漏点作处理,直到氦测漏机没反应为止。
Notice;1,待测管路串的过多会增加测漏的时间,故尽量将各管路分开来测试。
2,Phe的管路如已经衔接会造成氦测漏机吸到,故Phe的管路不可以衔接做氦测漏。
3,待测点喷氦气的原则是由近而远,由上而下。
4,喷完氦气后必须经过一段氦测漏机的反应时间,待没问题后开始可继续下一个测试点。
5,测试点最好用无尘手套包覆在外,以免氦气散掉或被其他的测试点吸入,而造成误判。
6,LR=Leck? Rate? 单位是mbar/s,m=10-3,bar=1kg? ?例如;LR=1。
5E-9表示漏率为每秒1.5*10-9mbar明白的说就是每秒的漏率为1。
5*10-9? ? ?cc=0。
0000000015cc。
7,PE=Pressure Entrance(入口端的压力)单位是mbar?,m=10-3?1bar大约等于1kg? ? ? 例如;PE=3.4E-3?表示人口端的压力为3.4*10-3mbar的说就是人口端的压力为0.0034mbar。
真空状态的压力为0。
人口端的压力业主并没特别的规定,但是人口端的压力越超近于0越准确,故PE通常都抽到-3。
8,在半导体厂中的机台通常都pump?down的功能,所以我们的衔接点都由作pump?down来测试我们的衔接点是否有确实,而机台的测漏方式是将chamber先抽至真空状态,待达到业主指定的真空度时,打开manual?valve,此时chamber加我们管路的真空度不可高出0.5Torr。
通常pump? down需要一天一夜的时间,有时可能会因pump?down的时间不够长,而误判我们的管路有漏,故如有碰到词种情形时,请机台的代理商再抽久一点既可解决此问题。
1mbar=0。
75Torr。
9,测试完毕后,无须将氦测漏机vent,让氦测漏机内部保持负压,下次使用可缩短自抽的时间。
10,氦测漏机代理商建议在每次测试前可以做一次校正的动作,如此可确定测漏机会有反应。
(三)Particle? Analyzer? ? ? ? (灰尘含量分析)目的;particle在半导体厂中是不良率祸首之一,尤其在现在的制程越来越小的情况下,如管路中含有过多的particle,对wafcr的良率影响很大原理;利用samplc? gas流经雷射头,若particle则会造成crystal的震荡而测的出particle的大小及数量。
步骤;a,先将待测管路预吹4小时以上。
找一待测管路衔接至particle? ?count的inlet端。
b,?在未开始测试前,先打开bypass?valve,以一开一关的方式将待测管路再预吹数分钟。
c,?打开电源,并确认outlet是否有气流出来。
d,?开始测试。
Notice;1,?测试的压力不可小于40psi。
大于150psi。
2,?通常我们测试的时间为分钟,而10分钟流过雷射头的气体1立方英尺,而测试的单位是um。
例如;在记录纸上的0.1的那格出现2则表示在10分钟当中流经雷射头的气体量有1立方英尺,而在这么多的气体中测得大小为0.1um的particle有2颗3,?particle counter inlet端所使用的Valve不可使用Ball??Valve,因为Ball Valve会产生particle,最好使用DiaphragmValve。
在开始测试之前利用bapays? valve做cycle purge,可以缩短测试时间。
4,?测试一段时间后如partice的数量仍会有2,3颗的情形,可以试着将测试管路敲一敲。
5, 如LREF的值低于4。
5时,请通知专业人员做雷射头清洁。
(四)氧含量分析(OxygenAnalyzer):目的:晶片在生产过程中,原本大气中O2会和Si产生化学反应得O2+Si=SiO2(二氧化矽)为原始的氧化层,如果管路的氧含量过高,原始的氧化层会超出原本已计算好的厚度,如此会严重影响接下来各阶段的制程。
原理;我们利用纯度较高的PN2对待测管路以长时间purge的方式,将微氧带离管路,并在一端接上分析仪器,直到仪器显示的含氧量达到客户要求的标准为止。
步骤:a,将待测管路预吹至少4小时。
b,?取一待测管路衔接至测试仪器的inlet端。
c,? 打开电源,开始测试。
Notice:1,?选用来Purge的source尽量不使用主管路的最后一颗Valve可能会造成值会降不下来。
2,?待测管路不宜串接太多,以免压力不足,无法让仪器正常运作。
3,?氧分析用的仪器,应随时注意电解液是否已达到警戒线了。
4,?如果在仪器的显示屏幕上出现负值,表示目前管路的含氧量的浓度比仪器校正时用的标准气体浓度还纯,并非仪器损坏,欲作手动归零校正,请勿自行校正,通知专业人员。
5,?如屏幕上显示的值忽高忽低时,请检查CAP的接头是否都已松开,让气体purge出来。
6,?仪器不使用时,仍需利用PN2通人仪器内,以防止电解液坏死。
7,?如氧含量一直都降不下来,请确认主管路氮气的含氧量为何。
(五)水含量分析(MoistureAnalyzer)目的:晶片在生产过程中,原本大气中H2O会和Si产生化学反应得:2H2O+Si=SiO2+2H2,其中二氧化矽为原始的氧化层,如果管路的含水量过高,原始的氧化层会超出原本已计算好的厚度,如此会影响接下来各阶段的制程。
原理:我们利用纯度较高的PN2对待测管路以长时间purge的方法,将水气带离管路,并在一端接上分析仪器,直到仪器显示的含氧量浓度达到客户要求的标准为止。
步骤:A:将待测管路预吹至少4小时。
B:取一待测管路衔接到测试仪器的inlet端。
C:打开电源,开始测试。
Notice:1,?选用来purge的source尽量不所有主管路的最后一颗valve,有可能会造成值降不下来。
2,待侧管路不宜串接太多,以棉压力不足,无法让仪器正常运作。
3,?在测试的模式中有Inert及Service,在测试时应使用Inert模式测试,Inert是真正管路内的水气含量值,Service则是含有仪器本身的水含量。