磁性磨料研磨加工
磁针研磨原理
磁针研磨原理
磁针研磨是一种对磁性材料进行研磨和抛光的方法。
它基于
磁铁的吸引力和磁力线的导引特性,利用磁性材料在磁场中的
磨损方式,通过磨粒对材料表面进行研磨和抛光。
磁针研磨的原理主要有三个方面:
1.磁铁吸引力:在磁针研磨过程中,磁铁被放置在磁性材料
的表面附近。
磁铁产生的磁场会吸引磁性材料中的磁性微粒,
使其沿着磁力线的方向向磁铁靠拢。
这种吸引力可以调整磁铁
的位置和角度,以控制磨削力的大小和方向。
2.磁流线导引:在磁针研磨中,磁性材料中的磁力线会被磁
铁引导形成磁流线。
磁流线在磁性材料的表面会形成一个有序
的磁力线网络,使磨粒在磁场中沿着特定的路径运动。
这种磁
流线导引的作用可以控制磨削力的分布和方向,从而实现对材
料表面的精细研磨。
3.磨粒作用:在磁针研磨过程中,磨粒被添加到磁性材料的
表面。
磨粒在磁场中受到磁力线的导引和磁铁的吸引力作用,
形成一个类似于磨损机制的运动轨迹。
磨粒与磁性材料表面之
间的摩擦和碰撞会产生磨削力,从而实现对材料表面的研磨和
抛光效果。
总而言之,磁针研磨利用磁铁的吸引力和磁力线的导引特性,通过磨粒对磁性材料表面进行研磨和抛光。
它可以控制磨削力
的大小和方向,实现对材料表面的精细加工,广泛应用于微小零件的研磨、抛光和修复等领域。
磁力研磨机原理

磁力研磨机原理
磁力研磨机是一种利用磁力场对磨料进行磨削的设备,它主要由磁力研磨机主体、磁力系统、磨料和磨具等部分组成。
磁力研磨机的原理是利用磁力场将磨料牢固地粘附在磨具表面,通过磨具的旋转和磁力场的作用,对工件表面进行磨削加工。
磁力研磨机主体通常由电机、磁盘、磨具和磨料等部分组成。
电机驱动磁盘旋转,磁盘上的磨具固定在磁盘表面,而磨料则被磁力吸附在磨具表面。
当磨具与工件接触时,磨料在磁力作用下对工件表面进行磨削,从而实现加工的目的。
磁力系统是磁力研磨机的核心部分,它通过电磁铁或永磁体等磁性材料产生磁场,将磨料吸附在磨具表面。
通过控制磁场的大小和方向,可以调节磨具与工件之间的磨削力,从而实现对工件表面的精密加工。
磨料是磨削加工中的重要材料,它通常由磨粒、粘结剂和孔隙等组成。
磨料的
选择和使用直接影响着磨削加工的效率和质量。
在磁力研磨机中,磨料被磁力吸附在磨具表面,通过磨具的旋转和磁力场的作用,对工件表面进行磨削,因此磨料的选择和使用要符合加工要求,确保加工效果。
磨具是磨削加工中与工件直接接触的部件,它的质量和形状直接影响着加工的
精度和表面质量。
在磁力研磨机中,磨具固定在磁盘表面,通过磁力将磨料吸附在磨具表面,对工件表面进行磨削。
因此,磨具的选择和制造要符合加工要求,确保加工精度和表面质量。
总的来说,磁力研磨机是一种利用磁力场对磨料进行磨削的设备,它通过磁力
系统将磨料牢固地吸附在磨具表面,实现对工件表面的精密加工。
磁力研磨机在航空航天、汽车制造、模具加工等领域有着广泛的应用,对于提高加工效率和加工质量具有重要意义。
磁力抛光研磨机原理

磁力抛光研磨机原理磁力抛光研磨机是一种利用磁力和磁性磨料进行表面处理的机械设备。
它可以广泛应用于金属、陶瓷、塑料等硬质材料的抛光和研磨工艺中。
其原理是通过磁力场的作用,使磨料固定在工作槽底或磁力盘上,并在磁力场的控制下,通过磨料与工件之间的摩擦力进行表面处理。
磁力抛光研磨机主要由磁力系统、研磨槽和液压系统组成。
其中,磁力系统是整个机器的核心部分,由电磁铁、磁力盘和磁力控制装置构成。
研磨槽是将工件放入的容器,容器内部装有研磨液和磁性磨料。
液压系统则负责调节磁力系统的工作状态。
工作时,将工件放入研磨槽内,并加入适量的研磨液。
然后,通过液压系统控制磁力盘的上下运动,使磁力盘与工件之间产生一定的压力。
接下来,通过磁力系统将磁力场作用于磁性磨料,使其固定在磁力盘上。
在磁力盘的引导下,磁性磨料在磨料槽中形成一个磨料层。
当磁力场足够强时,磁性磨料将紧贴在工件表面,同时由于液压系统的调节,使磁力盘与工件之间产生适度的摩擦力。
在材料的起伏不平处,磁性磨料会对其进行磨削,进而实现对工件表面的研磨和抛光作用。
此外,磁力抛光研磨机还可以通过调节研磨液的种类和浓度,以及磁力场的强度,来实现对工件表面的不同处理效果。
例如,如果需要进行粗磨,可以增加研磨液的浓度和磁力场的强度,以提高磨料的研磨能力;如果需要进行抛光,可以减小研磨液的浓度和磁力场的强度,以减弱磨料的研磨能力。
总之,磁力抛光研磨机利用磁力和磁性磨料的相互作用,通过摩擦力对工件表面进行研磨和抛光。
其原理简单且易于操作,可以提高工件表面的质量和光洁度,广泛应用于各种硬质材料的表面处理工艺中。
磨制钕铁硼生产工艺流程

磨制钕铁硼生产工艺流程钕铁硼是目前应用最广泛的稀土永磁材料,广泛应用于电子、电机、汽车等领域。
以下是钕铁硼的磨制生产工艺流程,共计超过1200字。
一、原料准备1.原料选择:首先需要选择合适的钕铁硼原料,通常包括钕三元合金、铁、硼等。
钕三元合金是钕铁硼合金的主要成分,一般要求钕含量在高于30%以上。
2.原料处理:原料进厂后,首先要进行原料的筛选、称量,确保原料的质量和成分符合要求,并根据生产工艺的需要,对原料进行破碎、磨细等处理。
二、搅拌混合1.取样检测:从原料中取样,并对样品进行化学分析,确定其成分是否符合要求。
2.搅拌混合:将钕三元合金、铁、硼等原料按照一定的配方比例加入到混合机中进行搅拌混合,确保原料的相互混合均匀。
三、磨料制备1.磨料选择:根据生产工艺的要求,选择合适的磨料,通常使用碳化硅等材料作为磨料。
2.磨料研磨:将磨料放入磨机中,添加适量的研磨液进行研磨,以获得所需的磨料粒度。
四、磁力磨削1.修磨块制备:将原料经过混合和磨料制备后,进一步加工成修磨块,修磨块的形状和尺寸根据具体产品的要求进行设计和加工。
2.磁力磨削:将修磨块放入磁力磨削机中,利用磁力场对修磨块进行精密磨削,使其达到所需的形状和尺寸。
五、烧结1.烧结器选择:根据生产需求,选择适当的烧结器进行下一步的工艺操作。
2.烧结过程控制:将磁力磨削后的修磨块放入烧结器中,进行高温热处理,以实现材料颗粒的结合和致密度的增加,一般烧结温度在1200℃以上。
六、后处理1.表面处理:对烧结后的产品进行表面处理,通常包括抛光、镀层等工艺,以提高产品表面质量和耐腐蚀性。
2.磁化处理:将产品放入磁化设备中进行磁化处理,使其具有所需的磁性能。
3.检测和包装:对产品进行完整性、外观和磁性能等方面的检测,合格后进行包装,以便于运输和销售。
以上就是钕铁硼的磨制生产工艺流程,通过以上的工艺步骤,可以生产出优质的钕铁硼产品。
需要注意的是,不同厂家和生产工艺可能会有所差异,具体的工艺流程还需根据实际情况进行调整和优化。
磁力研磨法应用于不同材质工件的光整加工_孙岩
实验条件
SUS304 ( 50 mm × 50 mm × 15 mm) NAK80 ( 50 mm × 50 mm × 15 mm) 平均粒径为 175 μm, 质量为 8 g 2 mL 水溶性磨削液 , 1 400 r / min 2 mm 1 mm / s Nd - Fe - B( 15 mm × 30 mm)
[5 ] [2 ]
2
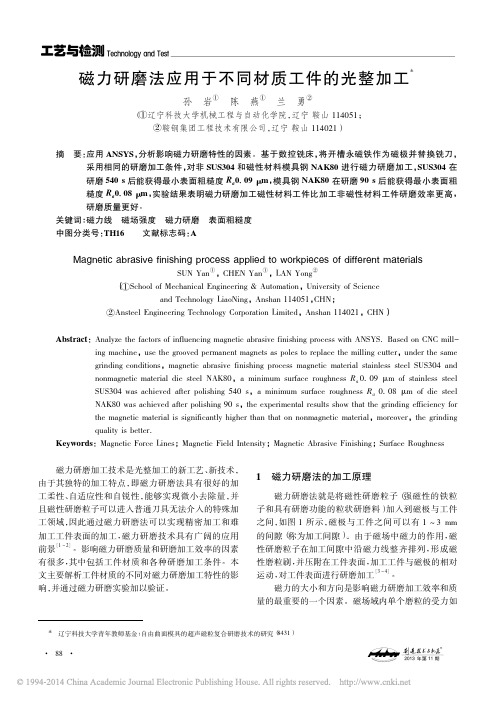
磁力线和磁场强度的有限元分析
在 ANSYS 中建立有限元模型, 针对磁性材料模具 钢 NAK80 和非磁性材料不锈钢 SUS304 分别进行磁场 强度和磁力线分布模拟, 工件尺寸 50 mm × 50 mm × 15 mm,磁极采用圆柱永磁铁 15 mm × 30 mm,磁极 表面开一字槽, 加工间隙为 2 mm, 工作台为铸铁工作 台。模拟结果如图 2 所示。 由图 2b 和图 2d 可以看出: 当工件是磁性材料时, 工件在磁场中被磁化, 成为新的磁极, 工件与磁极间的 间隙就是工作间隙, 工作间隙小, 加工区域磁力线密度 , , “ 较大 磁场强度较大 磁性磨粒刷” 刚度较大; 由图 2a 和图 2c 可以看出: 当工件是非磁性材料时, 工件不能 当工作台采用强磁材料制成时, 工作台则成为 被磁化, 另一个磁极, 磁力线象 X 射线一样穿过工件, 此时的 工作间隙是磁极与工作台之间的距离 , 工作间隙大, 加 工区域磁力线密度较小, 磁场强度小
表面粗糙度能够定量表征加工表面的微观不平 度, 被加工工件表面粗糙度随研磨加工时间的变化情
· 89 ·
况如图 4 所示。
一步改善。 采用表面粗糙度仪测量工件表面粗糙度, 采用超 景深 3D 显微 镜 测 量 工 件 表 面 形 貌。 研 磨 加 工 60 s 后,不锈钢 SUS304 和模具钢 NAK80 的表面质量相差 最悬殊, 此时两种材质的表面粗糙度和表面纹理如图 5 所示。
金刚石磁性磨料与SiC_磁性磨料的研磨加工性能分析
金刚石磁性磨料与SiC 磁性磨料的研磨加工性能分析*董彦辉, 牛风丽, 任 泽, 盛 鑫, 朱永伟(南京航空航天大学 机电学院, 南京210016)摘要 针对硬脆材料的硬度高,传统的碳化硅磁性磨料研磨效率低、磨料寿命短等问题,开发以金刚石颗粒作为研磨相的磁性磨料。
以高纯铁粉为铁基相,金刚石为研磨相,采用树脂黏结法制备金刚石磁性磨料。
以K9玻璃为加工对象,比较金刚石磁性磨料和碳化硅磁性磨料磁力研磨K9玻璃时的使用寿命和加工效率。
实验得到金刚石磁性磨料的寿命为60.00 min ,能够将K9玻璃的平均表面粗糙度R a 加工至0.036 μm ,在使用寿命内能够加工的工件为4.6件;而碳化硅磁性磨料的寿命仅有40.00 min ,只能将K9玻璃的平均表面粗糙度R a 加工至0.222 μm ,在使用寿命内能够加工的工件为3.6件。
金刚石颗粒作为研磨相能够有效地提高磁性磨料的使用寿命、加工能力以及磁力研磨的加工效率。
关键词 磁性磨粒;金刚石;碳化硅;使用寿命;加工效率中图分类号 TG732;TG74;TG58 文献标志码 A 文章编号 1006-852X(2023)03-0379-07DOI 码 10.13394/ki.jgszz.2022.0154收稿日期 2022-09-16 修回日期 2022-11-29近年来,国家各大工程项目对光学产品的需求日益增长,这也推动了光学领域的加工技术向高质量、高效率、长寿命方向发展。
如今对光学元件的需求逐步多元化,小到光刻机中短波非球面微光学系统的应用,大到深空探测中大尺寸光学元件的需求[1]。
曲面K9玻璃作为光学材料的代表,现已广泛应用于光电信息、微系统技术、军事等高科技领域[2]。
如光学望远镜中的非球面反射镜,加工后的表面质量需要达到亚纳米级;国防科技上应用于激光制导的激光陀螺,加工后的精度直接影响导弹打击精度;民用光学产品上,器件质量对成像是否清晰也至关重要[3-5]。
磁吸研磨作用
磁吸研磨作用全文共四篇示例,供读者参考第一篇示例:磁吸研磨作用是一种利用磁力加工金属材料的新型加工方法。
通过在金属工件表面提供磁粉,并在其周围施加磁场,可以实现对工件表面的高效研磨。
这种磁吸研磨技术不仅可以提高金属表面的精度和光洁度,还可以减少加工过程中的摩擦和磨损,提高加工效率和工件的质量。
磁吸研磨的原理是利用磁力控制磁粉在工件表面形成一个均匀的磁畴,然后通过摩擦力对工件表面进行研磨。
在磁场的作用下,磁粉在工件表面形成一个均匀的涂层,保持研磨片与工件表面的紧密接触,提高研磨的效率和精度。
由于磁粉的磁性可以吸附铁屑和废料,减少对研磨片和工件表面的损伤。
磁吸研磨作用主要适用于高硬度的金属材料,如不锈钢、铝合金、铜合金等。
这些材料通常比较难加工,传统的机械研磨方法往往会导致工件表面出现划痕和毛刺。
而利用磁吸研磨技术可以有效解决这些问题,提高加工质量和效率。
磁吸研磨技术的优势不仅在于提高工件表面的质量和精度,还在于减少加工过程中的污染和浪费。
传统的研磨方法通常会产生大量的废液和废粉,需要进行处理和清洁,而利用磁吸研磨技术可以减少这些浪费物质的产生,降低加工成本和环境污染。
除了提高金属表面的质量和效率,磁吸研磨技术还可以应用于其他领域。
在微纳加工领域,利用磁吸研磨技术可以实现对微小尺寸的工件表面的精细加工,为微纳电子器件的制造提供了一种新的选择。
在医疗器械和生物医药领域,磁吸研磨技术可以应用于对生物材料的表面处理,提高生物医用材料的生物相容性和耐久性。
磁吸研磨作用是一种创新的金属加工方法,通过利用磁力控制磁粉在工件表面进行研磨,可以提高加工效率和质量,减少加工过程中的浪费和污染。
这种技术在金属加工、微纳加工、医疗器械等领域都有着广泛的应用前景,将为相关行业的发展和进步带来新的机遇和挑战。
第二篇示例:磁吸研磨作用是指在磁场的作用下,磁性颗粒在研磨过程中被吸附和牢固固定在研磨工具上,从而增加研磨效率和精度的一种研磨方法。
磁力研磨抛光机工作原理_理论说明以及概述
磁力研磨抛光机工作原理理论说明以及概述1. 引言1.1 概述磁力研磨抛光机是一种用于对工件进行抛光和修整的先进设备。
它利用磁力场与磨料之间的相互作用,通过磨料与工件表面的摩擦力来实现去除表面缺陷、改善表面质量的目的。
磁力研磨抛光机在金属加工、精密制造、光学等领域中得到广泛应用,并且具有高效、自动化程度高以及成本低等优点。
1.2 文章结构本文将详细介绍磁力研磨抛光机的工作原理和理论说明,并分析其技术应用与发展趋势。
具体而言,文章由引言、主体和结论三部分组成,其中主体包含三个章节:磁力研磨抛光机的工作原理、理论说明和技术应用与发展趋势展望。
1.3 目的本文旨在深入探讨并解释磁力研磨抛光机的工作原理和相关理论知识,为读者提供清晰全面的了解。
同时,通过对磁力研磨抛光机技术应用与发展趋势的分析,为行业发展提供参考和展望。
希望通过本文的阐述,读者能够全面认识磁力研磨抛光机,并认识到其在各个领域中的重要性和潜力。
2. 磁力研磨抛光机工作原理2.1 磁力研磨抛光机的定义与分类磁力研磨抛光机是一种利用磁力来实现金属零件表面抛光和修整的设备。
根据其工作方式和结构特点,可以将磁力研磨抛光机分为多种类型,包括旋转式、振动式和喷射式等。
2.2 磁力研磨抛光机的组成部分磁力研磨抛光机主要由以下几个组成部分构成:- 磁盘:用于承载和固定待加工的金属零件。
- 研磨液槽:用于装载和供应研磨液体,保持较低的摩擦系数和温度。
- 颗粒物:在操作过程中,将颗粒物掺入到研磨液中用于实现表面修整效果。
- 电源系统:提供电流以形成所需的电场。
- 控制装置:可调节电流和时间参数来控制加工过程。
- 传动系统:通过驱动装置实现盘与盘之间的运动。
2.3 磁力研磨抛光机的工作原理磁力研磨抛光机利用磁力和液体流动来实现抛光和修整目标。
具体工作过程如下:- 将待加工零件固定在磁盘上。
- 在磁盘上方注入带有颗粒物的研磨液。
- 接通电源,形成一个施加磁力的电场。
磁力研磨机工作原理

磁力研磨机工作原理
磁力研磨机是一种利用磁力和磁性研磨颗粒进行研磨加工的设备。
其工作原理如下:
1. 磁力产生:磁力研磨机内设置有磁体,通过施加电流或永磁体的作用,在磁体周围形成一个强磁场。
2. 研磨颗粒悬浮:在磁力研磨机中,将磁性研磨颗粒和工件放置在液体中,通过液体的冲洗和搅拌使研磨颗粒悬浮在液体中。
3. 磁力吸附:通过磁力的作用,研磨颗粒在液体中形成一个研磨颗粒的层,并被磁体吸附在工件的表面。
4. 研磨作用:磁力研磨机启动后,研磨颗粒在液体的搅拌作用下,在工件表面进行多方向的研磨运动,从而对工件表面进行研磨加工。
5. 冲洗清理:研磨过程中,液体会不断冲洗研磨颗粒和工件表面的磨屑,以保持研磨的效果。
磁力研磨机通过控制液体的冲洗流动和研磨颗粒的磁力吸附力量,以及选择合适的液体和研磨颗粒,可以实现对工件表面的不同精度和光洁度的研磨加工。
同时,磁力研磨机还可用于去除工件表面的氧化层、划痕和喷涂物等,提高工件表面的质量和使用寿命。
cbn磁性磨料磁力研磨tc4钛合金工艺参数优化

# S- q {
“ / 8
./ W
#
v
”"7vl8
9#!
H9d-
rs'
磁性磨料作为重要的研磨工具,其好坏程度直接
-v+/W
#' %11& 4S/
关重要’目前制备超硬材料磁性磨料的探索较少,其
G” 9 !E;B" 作为 3 的 45
-,
利用其高硬度已制备出超硬刀具和超硬磨具%12-63& #将
CBN材料应用于磁力研磨技术中势在必行°本文主 要通过正交试验的方法,探究CBN磁性磨料研磨加工 9C4钛合金试验中各个工艺参数对工件表面质量的影
CBN 硬
, >度为 W14' 制 过 d (
先配置好铁磁性基体,铁磁性基体组成(U% ):3. 7 ±
0.3Si,1 ±0.2Ni,1 ±0.2铜与余量铁,将体磁性基体高
! 1700u)
xy
'
ijke$2019-04-23% ke$2019-06-04
$基金项目:国家自然科学基金! 51875328 ); U东省自然科学基金! ZI2Q18Q7Q6Q394 ) 作者简介:刘宁! 1994-),男# U东淄博人# U东理工大学硕士研究生#研究方向为表面工程,! E-maiO)2945789249@qq. .om;通讯作者:赵玉刚 (1964-),男# U东淄博人# U东理工大学教授#博士#研究方向为精密超精密加工技术、特种加工工艺与装备、表面工程,! E-maiO)
)3$%<"03$4$"18!+"7)&'"$73)32"(")$%# (+"!E4 (%(3#%423*&- ("$(0")"&7(%2%;"1 :- &*(")$((+8&.
磁力研磨抛光机原理
磁力研磨抛光机原理
磁力研磨抛光机是一种常用的表面处理设备,主要用于金属、非金属材料的磨光、抛
光和清洗等作业,其主要原理是利用磁力作用和磨料研磨的相互作用来改善材料表面的光
洁度和精度。
下面我们来了解一下磁力研磨抛光机的工作原理。
1. 磁力作用原理
磁力研磨抛光机的工作原理是基于磁力作用原理,即使用电磁铁产生的磁场吸附工件,形成磁力流动场,使磨料在磁力场中转动,产生高速磨料磨擦工件表面,从而实现磨光效果,同时磁力也可以让工件保持在运动状态,使整个磨光过程更加均匀、高效。
2. 磨料研磨原理
磨料研磨是磁力研磨抛光机的关键步骤,不同的磨料和不同的磨砂条件会影响研磨效果。
一般来说,在磁力流动场中,磨料需要在工件表面形成磨擦,这种磨擦会带走表面的
一层材料并产生摩擦热,将工件表面加热到一定温度,从而改变材料的硬度和弹性模量,
进而优化材料表面的光洁度和精度。
3. 磁力研磨抛光机的工作过程
磁力研磨抛光机的工作过程主要分为三个步骤:预磨、精磨、抛光。
预磨一般使用大
颗粒的磨料,目的是去除工件表面的划痕和坑洞等不平整的表面,使其表面平整。
精磨一
般使用细颗粒的磨料,从而提高工件表面的光洁度和精度。
抛光则需要使用细微的磨料,
并且需要在磁力场下逐渐向外扩散,形成一个类似于拱桥的形状,以保证工件表面的光洁
度不变。
磁性研磨
磁性研磨是采用具有强磁性的颗粒状磨
料或铁磁性物质与磨料的混合物作为研磨材料, 在磁场的作用下,磨料对工件表面产生作用力, 并在与工件表面的相对运动中去除工件材料。
(一)磁性研磨基本原理
图5-6所示为对圆柱表面进行磁性研磨加 工的原理示意图。
图5-6 磁性研磨加工原理 1、3-磁极;2-工件;4-磁性磨料
(二)磁性研磨的特点及其应用
1)能与数控加工结合,实现复杂表面和型 腔研磨抛光的自动化加工; 2)加工效率较高、表面质量好; 3)磁性研磨主要用于机械零件的研磨、抛 光等精整加工和去毛刺; 4)它加工材料的范围非常广,不仅可用于 加工磁性材料制作的零件,也适用于许多非金 属材料的加工。
பைடு நூலகம்
曲面磁性研磨加工的表面粗糙度特性研究
工原理 , 于数 控铣床 研制 了磁性研 磨 实验 装 置 , 曲面 的磁 性研磨 加 工进 行 了 实验研 究。采 用工 具旋 基 对
转 的磁 性研磨 加工 方式 , 性磨料 受到磁 场约 束力和 离心 力的作 用 , 为影响加 工过程 正反 两方面 的 因 磁 成 素 。经过对磁 性研 磨加 工过 程 中加 工 区域 的磁 感应 强度 、 工 间隙、 极 工具 转速及加 工 次数 等参数 对 加 磁 曲面工件表 面粗糙度 影响规 律 的研 究 , 到 了曲 面磁 性研磨加 工过程 优 化参数 。 得
文 章 编 号 :06—82 2 0 )3— 06— 5 10 5 X(0 8 0 0 2 0
曲面磁 性 研 磨 加 工 的表 面 粗 糙 度特 性 研 究
邱腾 雄 阎秋 生 高伟 强 周 旭光 戴珏 ,
( . 圳 职业 技 术 学 院 , 圳 58 5 ) 1深 深 10 5 ( . 东 工业 大学 机 电工 程 学 院 , 州 50 9 ) 2广 广 10 7
Qi T n xo g ・ Ya u h n Ga eqa g Zh u Xu u n Da u u e g in n Qis e g o W iin o g a g i e J
(. hnhnP l eh i, hnhn5 8 5 C i ) 1S eze o t nc S eze 105, hn yc a (. auyo lt m cai l C ag ogU i rt cnl y Gaghu509 , hn ) 2Fcl e r e n a, . n dn n e i o T ho g , unzo 107 C ia t fE co h c u v sy f e o
磁力研磨加工技术研究进展
磁力研磨加工技术研究进展高国富;王岩【摘要】阐述了磁力研磨加工技术研究中,新型磨料研发、磁力研磨装置优化、电化学复合磁力研磨加工技术及超声复合磁力研磨加工技术等方面的研究进展,讨论了超声振动复合磁力研磨加工技术和电化学复合磁力研磨加工技术的材料去除机理与研磨性能,指出无黏结磨粒的研发及复合磁力研磨是目前提高磁力研磨的磨削性能的主要方法.同时,结合磁力研磨的发展历史及研究现状介绍了该技术急需解决的问题.【期刊名称】《河南理工大学学报(自然科学版)》【年(卷),期】2015(034)006【总页数】5页(P813-817)【关键词】磁力研磨;非黏结磨料;超声复合磁力研磨;电化学复合磁力研磨【作者】高国富;王岩【作者单位】河南理工大学机械与动力工程学院,河南焦作454000;河南理工大学机械与动力工程学院,河南焦作454000【正文语种】中文【中图分类】TH1610 引言随着对工件精加工表面质量要求的不断提高,新型高效精密磨削方法的开发成为新的研究课题。
磁力研磨、磁流变抛光、磁悬浮技术都是利用磁力的新型加工方法。
磁流变抛光是利用高梯度磁场使磁流变液聚结并具有一定硬度,形成一缎带凸起,成为有黏塑性的Bingham介质,并使这种高速运动的介质通过窄小间隙,对工件表面与之接触区域的材料被去除。
李圣怡等对磁流变抛光进行深入研究[1-2],解决工件定位、磁流变液成分等问题,提高工件的光洁度,增加加工效率。
磁力研磨是磁性磨料在磁场作用下,对工件表面进行精密研磨的方法[3]。
磁力研磨较之前两种加工方法成本低、装置简单,受到国内学者的广泛研究,并不断改进创新。
苏联工程师Kargo low首次提出磁力研磨这一概念以来,苏联、保加利亚、日本、韩国等国开展研究,在磁力研磨装置设计方面取得了大量成果。
我国对磁力研磨加工技术的研究发展较滞后,近年来以国防科技大学、太原理工大学、大连理工大学为代表在该领域的磁力研磨的装置、加工参数、磨料磨具等方面取得进展,发展迅速。
磁力研磨的现状与加工特点
磁力研磨的现状与加工特点随着CAD/CAM 技术的快速发展,复杂形状零件的加工方法逐渐倍受国内外的关注,尤其在航空航天、船舶、汽车和国防等领域中,许多核心零件都具有复杂的曲面。
由于复杂曲面不能由初等解析曲面组成,因此复杂形状零件的复杂曲面的高效和高质量加工一直是国内外制造领域中的难题。
现有的复杂曲面光整加工方法存在着诸多弊端,因此,需要一种更加适用于复杂曲面的光整加工方法。
磁力研磨加工是把磁场应用于传统的研磨技术中开发出的一种新的有效的光整加工方法之一。
这种加工方法由于其柔性和自适应性,适合于平面、球面、圆柱面和其它复杂形状零件的加工,利于实现光整加工的自动化。
因此,磁性研磨加工技术越来越得到重视。
1.研究现状磁力研磨加工技术,最早是由前苏联工程师Kargolow 于1938 年提出,泛指利用辅助磁场的作用,进行精密研磨的一种工艺方法。
之后,前苏联、保加利亚、日本等国家对其进行了深人的研究。
迄今为止,国外磁力研磨技术已成功地应用在多个方面.如不锈钢管和净气瓶的内壁研磨,研磨修整超硬磨料砂轮,研磨塑料透镜,细长轴类陶瓷加工,缝纫机零件等的去毛刺与抛光加工,提高刃口的使用性能等。
国内对于磁力研磨的研究工作是近二十年来才开始进行的,经过这些年的研究,取得了一些有价值的研究成果,例如上海交通大学进行了物流管道内表面磁力研磨的回转磁场的设计H1;太原理工大学研制了粘结法和热压烧结法制备磁性磨料的工艺,并深入研究了磁力研磨的磨削机理;西安工业学院进行了磁力研磨加工的数值仿真,以及磁屏蔽对内圆磁力研磨加工影响的研究。
山东理工大学自行研制了三坐标数字化加工控制磁力研磨机床。
由于国内起步比较晚,在理论和实验等方面还和国外有不小的差距,目前还主要处在实验研究的阶段,实际应用的不多,而且深度与国外相比还不够博。
因此,本文提出一种复杂曲面磁力研磨加工方法,其加工工具具有磁性磨料的自动更新等功能。
2.加工特点磁力研磨加工是在强磁场作用下,填充在磁场中的磁性磨料被沿着磁力线的方向排列起来,吸附在磁极上形成磨料刷,并对工件表面产生一定的压力,磁极在带动磨料刷旋转的同时,保持一定的间隙沿工件表面移动,从而实现对工件表面的光整加工。
磁流体磨削

磁流体抛光机
磁流体抛光
磁流体研磨
磁流体研磨
方法分类
1.磨粒悬浊在磁流体中的加工方法 把磨粒悬浊在磁流体中的研磨方法。 磨粒悬浊在磁流体中的加工方法-把磨粒悬浊在磁流体中的研磨方法 磨粒悬浊在磁流体中的加工方法 把磨粒悬浊在磁流体中的研磨方法。 研磨装置由加工、动力、电磁铁三部分组成。 研磨装置由加工、动力、电磁铁三部分组成。 2.控制作用磨粒数的表面研磨 在穿孔的抛光器中事先放入磨粒,磁流 控制作用磨粒数的表面研磨-在穿孔的抛光器中事先放入磨粒, 控制作用磨粒数的表面研磨 在穿孔的抛光器中事先放入磨粒 体在磁力作用下逐渐往聚氨酯座上方输送,给抛光器提供足够的磨粒。 体在磁力作用下逐渐往聚氨酯座上方输送,给抛光器提供足够的磨粒。 装置及原理如下图: 装置及原理如下图:
磁力研磨
左图所示为平面磁力研磨示意图。 左图所示为平面磁力研磨示意图。研磨后工件的表面粗糙度值从 Ra0.7 ㎛降至 降至Ra0.05㎛。 . . ㎛ 右图所示,容器的内表面粗糙度值在Ra0.2㎛以下。 右图所示,容器的内表面粗糙度值在 . ㎛以下。
磁力研磨
安赢、正博等人开发了一种 轴数控磁力研磨装置 轴数控磁力研磨装置, 安赢、正博等人开发了一种5轴数控磁力研磨装置,加工原理如左图 所示。这种装置可以加工复杂的三维曲面, 所示。这种装置可以加工复杂的三维曲面,有很高的加工效率和加工 精度。研磨工具的转速为2000r/min,进给速度为 精度。研磨工具的转速为 / ,进给速度为650mm/mn, / , 研磨深度为0. 研磨深度为 .2mm,加工间隙为 .2mm。 ,加工间隙为1. 。 右图所示为外圆磁力研磨去毛刺装置示意图, 右图所示为外圆磁力研磨去毛刺装置示意图,可以用于精密零件的去 毛刺工艺。 毛刺工艺。
弹性磁极磨头磁力研磨TC4_钛合金的工艺优化
弹性磁极磨头磁力研磨TC4钛合金的工艺优化*任 泽1, 朱永伟1, 董彦辉1, 盛 鑫1, 王科荣1,2(1. 南京航空航天大学 机电学院, 南京 210016)(2. 金华职业技术学院 机电工程学院,浙江 金华 321016)摘要 尽管磁力研磨具有随形加工特性,但使用小磨头磁力研磨大扭曲度工件时,磨头在工件不同位置处的间隙差异,给磁力研磨加工带来了挑战。
为了改善磁力研磨的加工表面质量,进一步减小工件间隙差异对表面粗糙度的影响,设计了一种以聚氨酯弹性体为磁极载体的弹性磁极磨头,对其磁场进行仿真分析并验证。
在试验中使用黏结法制备的金刚石磁性磨料,比较不同加工间隙下聚氨酯弹性磁极磨头与普通磁极磨头的研磨加工性能,探索主轴转速、进给速度和磨料粒度对钛合金表面粗糙度的影响规律。
结果表明:在工艺参数相同的情况下,聚氨酯弹性磁极磨头的加工性能优于普通磁极磨头的;使用聚氨酯弹性磁极磨头,在主轴转速为800 r/min ,加工间隙为2.0 mm ,进给速度为5 mm/min ,磨料粒径范围为62~90 μm 时,磁力研磨加工效果最优,经过12 min 的研磨加工,TC4钛合金的表面粗糙度R a 从最初的0.350 μm 降至0.039 μm ,表面粗糙度改善率达到89%。
试验结果验证了聚氨酯弹性层的弹性及仿形特性对TC4钛合金加工表面质量的提升作用。
关键词 磁力研磨;钛合金;微观形貌;表面粗糙度中图分类号 TG58;TG74 文献标志码 A 文章编号 1006-852X(2023)02-0257-08DOI 码 10.13394/ki.jgszz.2022.0101收稿日期 2022-06-30 修回日期 2022-08-24与传统金属材料相比,钛合金具有比强度高、耐热耐腐蚀、生物相容性好等优点,已被广泛应用于航空航天、海洋工程、军事和医疗等领域[1-3]。
但是,钛合金的弹性模量低,导热性较差[4],使用传统方法磨削加工钛合金的过程中易出现工件烧伤和刀具磨损现象,难以获得高精度表面。
小孔内表面磁力研磨加工技术研究进展

表面技术第53卷第6期小孔内表面磁力研磨加工技术研究进展张博,李富柱,郭玉琴*,王匀,申坤伦,狄智成(江苏大学 机械工程学院,江苏 镇江 212000)摘要:磁力研磨加工是提高小孔内表面质量的一种重要光整技术,利用该技术能高效提升小孔类零部件在极端环境下的使役性能。
针对小孔内表面的磁力研磨光整加工,按其发展历程对磁力研磨加工技术进行总结,归纳了磁性磨粒研磨、磁针磁力研磨、液体磁性磨具研磨、超声辅助磁力研磨和电解磁力复合研磨等加工方法的技术特点,并分析评述了其局限性。
对磁力研磨加工过程中材料去除机理进行了研究,材料主要以微量切削与挤压、塑性变形磨损、腐蚀磨损、电化学磨损等方式去除,材料种类不同,去除机理也不同。
其中,硬脆性材料主要以脆性断裂、塑性变形和粉末化的形式去除;塑性材料在经历滑擦阶段、耕犁阶段和材料去除阶段后主要以切屑的形式去除。
此外,还对磁力研磨加工过程中的材料去除模型进行了研究,对单颗磁性磨粒材料去除模型和“磁力刷”材料去除模型进行了分析讨论。
最后,对磁力研磨加工技术今后的研究发展给出了建议并进行了展望。
关键词:小孔内表面;磁力研磨加工;材料去除机理;材料去除模型中图分类号:TG356.28 文献标志码:A 文章编号:1001-3660(2024)06-0028-17DOI:10.16490/ki.issn.1001-3660.2024.06.003Advances in Magnetic Abrasive Machining Techniquefor the Inner Surface of the Small HolesZHANG Bo, LI Fuzhu, GUO Yuqin*, WANG Yun, SHEN Kunlun, DI Zhicheng(School of Mechanical Engineering, Jiangsu University, Jiangsu Zhenjiang 212000, China)ABSTRACT: Inner surface finishing of the small holes has become an enormous technical problem in the field of advanced manufacturing. Magnetic abrasive machining (MAM) as an important finishing technique can improve the surface quality of the small holes due to its significant advantages of flexible contact, good adaptability, and no temperature compensation. In this work, the basic principle, material removal mechanism, and material removal model of MAM are summarized. MAM can be divided into traditional magnetic abrasive machining techniques and composite magnetic abrasive machining techniques according to the development process. Traditional magnetic abrasive machining techniques mainly include magnetic abrasive grinding (MAG) technique, magnetic needle abrasive grinding (MNAG) technique, and fluid magnetic abrasive (FMA) technique. Composite magnetic grinding techniques include ultrasonic-assisted magnetic grinding (UAMG) technique and electrolytic magnetic composite grinding (EMCG) technique. MAG is the most basic technique for finishing the inner surface of the small holes. It uses the interaction between the magnetic field and magnetic abrasive particles to achieve the finishing of the收稿日期:2023-03-24;修订日期:2023-08-30Received:2023-03-24;Revised:2023-08-30基金项目:装备预先研究领域基金(8092301201)Fund:Fund Project of Equipment Pre-research Field (8092301201)引文格式:张博, 李富柱, 郭玉琴, 等. 小孔内表面磁力研磨加工技术研究进展[J]. 表面技术, 2024, 53(6): 28-44.ZHANG Bo, LI Fuzhu, GUO Yuqin, et al. Advances in Magnetic Abrasive Machining Technique for the Inner Surface of the Small Holes[J]. Surface Technology, 2024, 53(6): 28-44.*通信作者(Corresponding author)第53卷第6期张博,等:小孔内表面磁力研磨加工技术研究进展·29·workpiece surface. Due to the different positions of magnetic poles, MAG has two forms of external magnetic pole grinding (EMPG) and built-in magnetic pole grinding (BMPG). In the process of MAG, processing efficiency can be improved by increasing the grinding pressure. MNAG drives the magnetic needle to collide, scratch, and roll to remove the edges, burrs, and recast layers on the inner surface of the small holes. However, due to the effect of the magnetic needle shape, there will be a processing blind area. FMA is a novel type of precision finishing technique based on the theory of magnetic phase transition.Under the action of the magnetic field, the liquid abrasive composed of magnetic particles and abrasive particles changes from free-flowing Newtonian liquid to consolidated Bingham body. As the liquid abrasive contacts with the workpiece and generates relative motion, the finishing of the workpiece surface is realized. UAMG has high processing efficiency, but it has the limitation of being impossible to predict the motion trajectory and grinding path of abrasive particles. EMCG has the advantage of not being limited by the hardness of the material, low abrasive wear, high controllability, and high machining efficiency.However, it is only used for conductive materials. When MAM is used to finish the inner surface of the small holes, the material types are different, so the removal mechanism is also different. The removal mechanism of hard and brittle materials can be divided into brittle fracture removal, plastic deformation removal, and powdered removal. The removal mechanism of plastic materials can be divided into three stages: sliding friction stage, ploughing stage, and material removal stage. The material removal model in MAM can be divided into single magnetic abrasive material removal model and 'magnetic brush' material removal model. However, these models have certain limitations. A perfect material removal model should be further constructed and the mechanism of MAM should be further studied. Finally, suggestions and prospects for future research and development of MAM are given.KEY WORDS: inner surface of the small holes; magnetic abrasive machining; material removal mechanism; material removal model光整加工作为降低工件表面粗糙度、获得高形状精度和表面精度的重要手段,是加工制造领域的研究热点和前沿方向[1]。
粘结磁性磨料制备及其研抛加工研究
件表面粗糙度值的基础上降低达不到 级时 j 即认为蘑- 料
失去研磨能力 ] ,并分别对 0目的氧化 铝和碳化 硅l 性 4 搬 磨料进行了耐用度 实验 。加工表 面粗糙度 与加 工时间 关深
的 实验 结 果 如 图 5 示 。 所 ’
-
} . 一 Nhomakorabea一
实验基本条件如表 2 所示 , 加工 时间为 4分钟
|1 . 。
图4 磁性磨料粒度对表面粗糙度的影响曲线
⑧ 磁 性 磨料 的耐 用 度
在研磨加工过程中 ,随着加工过 程的进行磁性培 料会 发生材料去除率下降 、发热量增加 磨料 钝化 需妻 更换
别 制 备 了 氧 化 铝基 和碳 化 硅 基 磁 性 磨料 。
③ 制 取 结 合 剂
结 合 剂 应 使 磁 性 磨 料 既有 良好 的磨 削 性 能 ,又 不 使 基 体 与磨 料分 离 。 一般 选 用 环 氧 树 脂 和 聚 胺 树 脂 ,按 一 定 质 量 比混 合 并 搅 拌 均匀 。 ( 固化 工 艺 垒 ) 固化是胶粘剂通 过化学 反应或 物理作 用而变成 固体 , 并 具 有 一 定 强 度 的 过 程 。 只 有 固化 完 全 , 强 度 才 会 最 好 。
切 削能 力 下 降 。实 验 结 果 表 明 ,磁 性 磨 料 粒 径 为 45微 米 2 (0目) 时 ,加 工 效 果 比较 好 。 4 ”
研磨 加 工 参 数
工件 瑞 典 7 8塑 料模 具 钢 8 x 0 5 1 0 4 x mm
( 始 表 面 粗 糙 度 1 1 23 m) 原 .x 6 m- - ¨
磨料 ,但需要有一个量化指 标。磁性 研磨 加工主要 是以提
高工件 的表面质量为 目的 ,表面粗糙度则是衡量装 茴质量 的一个重要参数 ,用其作为参数 进行评价 ,操作筒 单 ,直
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
二、设备和工具
• 一般都是用台钻、力钻或车床等改装,或 者设计成专用夹具装置。目前还没有定型 的商品化机研磨加工,适用于导磁材料的表面光整 加工、棱边倒角和去毛刺等。既可用于加工外圆表面,也可用于平面 或内孔表面甚至齿面、螺纹和钻头等复杂表面的研磨抛光,如图9-20 所示。
• 4 电化学磨损作用
• 由于工件回转, 在加工过程中沿磁力线排列的导电磨粒链产生运动而 偏移磁力线, 形成磁场梯度,在这一磁场梯度作用下, 磨粒链两端必定 产生一个微小电动势, 工件表面产生一微小电流, 工件在磁极两极间受 一个交变励磁作用, 强化了表面层金属的化学过程而迅速被磨损去除, 进一步提高研磨效果。
磁性磨料电解研磨原理
• 磁性磨料电解研磨是在磁性磨料研磨的基础上,再加上电解加工的阳 极溶解作用,以加速阳极工件表面的整平过程,提高工艺效果。
单个磨粒磨削机理的分析
• 在磁力研磨中, 磁性磨料是由微粉磨粒组成的 磨粒群, 在磁场中受到磁力的作用而压向工件表面。 磨粒受力情况如前所述。根据精密切削理论和摩擦 学理论, 可以得知磨粒在磁力研磨加工过程中与工 件表面产生接触滑擦、挤压、刻划和切削等现象其 磨削机理主要包括以下4个方面。
磁性磨料研磨原理
一、基本原理
磁性磨料研磨的原理在本质上和 机械研磨的相同,只是磨料是导磁 的,磨料作用与工件表面的研磨力 是磁场形成的。
磁性磨料研磨的原理
磁性磨料研磨 加工原理
磁性磨料电解 研磨原理
磁性磨料研磨加工原理
• 如图为对圆柱表面进行磁性磨料研磨加工的原理示意图、在垂直与工件圆柱 面轴线方向加一磁场,在S 、N两磁极直接加入磁性磨料,磁性磨料吸附在磁 极和工件表面上,并沿磁力线方向排列成有一定柔性的“磨料刷”。工件一 边旋转,一边作轴向振动。磁性磨料在沿工件表面轻轻刮擦、挤压、窜滚, 从而将工件表面上极薄的一层金属及毛刺切除,使微观不平度逐步整平。
1.微量切削与挤压作用
• 由磨料的组成成分可知, 磨料磨粒的硬度比工件材料硬度高, 工件表面 在研磨压力作用下, 以一定方式进行相对运动(工件旋转, 工件或磁极 振动) , 磨粒刃尖将对工件表面产生切削作用, 同时磨粒中的铁基体还 将对工件表面起到很好的挤压作用.
2.多次塑变磨损机理
磁性磨料磨粒群体形成的弹性磨具由于受磁场作用被吸附在被加工工 件表面, 磨粒和工件表面始终处于接触状态, 但是产生如前所述的切削 过程并不是唯一的。有时磨粒会在工件表面上产生其他几种磨削现象.
磁性磨料研磨加工和磁性磨 料电解加工
机械与材料工程学院
磁性磨料研磨加工
• 磁性研磨加工(MAM) 又称磁力研磨或者研磨 料加工
一、基本原理 磁性磨料研磨的原理在本质上和 机械研磨的相同,只是磨料是导 磁的,磨料作用与工件表面的研 磨力是磁场形成的。
机械研磨机和磁性研磨机的比较
• 机械研磨机
磁性研磨机
3.摩擦腐蚀磨损作用
• 如图3, 磨粒在工件表面除以上两种作用情况外, 还存在着一带而过的 滑擦摩擦现象, 使金属表面产生腐蚀磨损。由腐蚀磨损机理知腐蚀是 和其存在环境有关的一种化学作用, 它在很大程度上取决于环境条件 和周围介质。工件表面被磨粒摩擦, 纯净金属表面裸露而受环境和介 质的腐蚀迅速形成一层极薄的氧化膜。由于氧化膜与工件材料的膨胀 系数不同, 以及加工过程中温度变化等原因, 在随后的滑擦摩擦中脱落。 连续加工过程中, 工件表面层金属不断的氧化——脱落——再氧化— —再脱落, 从而加速了研磨效果, 提高了研磨效率。