电子束热源ansys模型
ANSYS热分析详解

ANSYS热分析详解ANSYS是一种常用的工程仿真软件,具有强大的多物理场耦合分析能力,其中热分析是其中一个重要的应用领域。
在ANSYS中进行热分析可以帮助工程师更好地了解物体在温度变化条件下的行为,从而优化设计方案。
下面将详细介绍ANSYS热分析的原理与流程。
首先,在进行ANSYS热分析前,需要进行前期准备工作。
包括建立几何模型,定义边界条件和导入材料参数等。
在建立几何模型时,可以使用ANSYS提供的建模工具或者导入CAD文件。
然后,需要定义材料参数,如热导率、比热等。
最后,需要定义边界条件,包括外界温度、边界热流、边界散热系数等。
接下来,进行热传导分析。
热传导分析是热分析的基础,用于计算物体内部的温度分布。
在ANSYS中,可以选择稳态或者瞬态分析。
对于稳态分析,需要设置收敛准则,使计算结果达到稳定状态。
对于瞬态分析,需要设置时间步长和总的仿真时间。
在进行计算时,ANSYS会利用有限元法对物体的几何形状进行离散化处理,并通过求解热传导方程来计算温度分布。
在得到物体内部的温度分布后,可以进行热应力分析。
热应力分析是在热传导分析的基础上引入力学应力计算的过程。
在ANSYS中,可以通过多物理场耦合分析的功能来实现。
首先,需要定义材料的线性热膨胀系数和弹性模量等力学参数。
然后,可以选择求解热固结方程和弹性平衡方程,来计算物体在温度变化条件下的应力分布。
除了热应力分析,还可以进行热辐射分析。
热辐射分析是在热传导分析的基础上引入辐射传热计算的过程。
在ANSYS中,可以选择不同的辐射模型来计算物体在温度变化条件下的辐射传热。
常用的辐射模型包括黑体辐射模型和灰体辐射模型等。
通过热辐射分析可以得到物体的辐射换热通量和辐射热功率等重要参数。
最后,进行结果分析和后处理。
在ANSYS中,可以对热分析的结果进行可视化和数据分析。
可以绘制温度云图、热应力云图等,从而更好地理解物体在热变形条件下的行为。
此外,还可以导出计算结果,并进行后续的工程设计和优化。
ANSYS的热分析指南
第一章 简 介一、热分析的目的热分析用于计算一个系统或部件的温度分布及其它热物理参数,如热量的获取或损失、热梯度、热流密度(热通量〕等。
热分析在许多工程应用中扮演重要角色,如内燃机、涡轮机、换热器、管路系统、电子元件等。
二、ANSYS的热分析•在ANSYS/Multiphysics、ANSYS/Mechanical、ANSYS/Thermal、ANSYS/FLOTRAN、ANSYS/ED五种产品中包含热分析功能,其中ANSYS/FLOTRAN不含相变热分析。
•ANSYS热分析基于能量守恒原理的热平衡方程,用有限元法计算各节点的温度,并导出其它热物理参数。
•ANSYS热分析包括热传导、热对流及热辐射三种热传递方式。
此外,还可以分析相变、有内热源、接触热阻等问题。
三、ANSYS 热分析分类•稳态传热:系统的温度场不随时间变化•瞬态传热:系统的温度场随时间明显变化四、耦合分析•热-结构耦合•热-流体耦合•热-电耦合•热-磁耦合•热-电-磁-结构耦合等第二章 基础知识一、符号与单位项目 国际单位英制单位ANSYS 代号长度 m ft 时间 s s 质量 Kg lbm 温度 ℃ o F 力N lbf 能量(热量) J BTU 功率(热流率) W BTU/sec 热流密度 W/m 2 BTU/sec-ft 2 生热速率 W/m 3 BTU/sec-ft 3 导热系数 W/m-℃ BTU/sec-ft-o F KXX 对流系数 W/m 2-℃ BTU/sec-ft 2-o FHF 密度 Kg/m 3 lbm/ft 3 DENS 比热 J/Kg-℃ BTU/lbm-o F C 焓J/m 3BTU/ft 3ENTH二、传热学经典理论回顾热分析遵循热力学第一定律,即能量守恒定律:l对于一个封闭的系统(没有质量的流入或流出〕PE KE U W Q ∆+∆+∆=−式中: Q —— 热量;W —— 作功;∆U ——系统内能; ∆KE ——系统动能; ∆PE ——系统势能;l 对于大多数工程传热问题:0==PE KE ∆∆; l 通常考虑没有做功:0=W , 则:U Q ∆=;l对于稳态热分析:0=∆=U Q ,即流入系统的热量等于流出的热量; l对于瞬态热分析:dtdUq =,即流入或流出的热传递速率q 等于系统内能的变化。
ANSYS在焊接温度场数值模拟中的应用

第24卷 第1期 邢台职业技术学院学报 V ol.24No.1 2007年2月 Journal of Xingtai Polytechnic College Feb. 2007 ANSYS在焊接温度场数值模拟中的应用王新彦,高军芳,刘兵群(邢台职业技术学院机电系,河北邢台054035)摘要:目前数值模拟技术已广泛应用于各生产研究领域,ANSYS是一种被广泛应用的有限元数值模拟软件,本文阐述了ANSYS在焊接温度场数值模拟中的几个应用技巧,合理使用这些技巧可以缩短模拟过程的时间,提高模拟精度。
关键词:ANSYS;数值模拟;应用技巧中图分类号:TP15;TG40 文献标识码:A 文章编号:1008—6129(2007)01—0054—03目前,在工程领域内常用的数值模拟方法有:有限元法、边界元法、离散元法和无限元法等,其中,发展最成熟,应用最广泛的是有限元法。
随着有限元技术的发展与应用,以及近年来由于计算机技术的突飞猛进,目前已经有了不少优秀的有限元计算分析软件,其中ANSYS, ABAQUS, ADINA, NASTRAN, MARC, SYSWBLD等可供焊接工作者选用。
不同软件处理问题的侧重点有所不同,在这些软件中,美国ANSYS公司的产品是一个涵盖最多工程领域的FEM软包。
该产品在结构分析、热分析、流体分析、电及电磁场分析方面都非常成功,目前已广泛应用于航天、汽车工业、生物医学、桥梁建筑、电子产品、重型机械等领域。
在实际的应用中,作者发现应用ANSYS软件时,任一环节的错误操作或遗漏都可能导致错误的结果,甚至退出计算。
要想保证软件能按照用户的思路运行。
除掌握了它的使用性能外,还需要一些技巧,本文阐述了几个重要的用ANSYS软件解决焊接温度场模拟问题的应用技巧,希望能对使用ANSYS研究焊接温度场的同行有所帮助。
一、ANSYS建模技术在焊接结构中,焊接接头处焊件的形状一般是长方体、圆柱体、空心圆柱体(管)等规则的形体,建模时采用自上而下的方法直接创建最高级的图元,当用户定义了一个体素时,程序会自动定义相关的面、线、和关键点。
ANSYSCFX在电子机箱散热中的应用_边疆
第5期2014年10月机电元件ELECTROMECHANICAL COMPONENTS Vol.34No.5Sep.2014收稿日期:2014-09-01工艺与材料ANSYS CFX 在电子机箱散热中的应用边疆1,闫兆军2(1.总装备部武汉军代局驻郑州军代室,河南郑州450047;2.中航光电科技股份有限公司,河南洛阳471003)摘要:电子产品的温度问题是电子产品失效的主要原因之一,严重制约了电子产品性能及可靠性的提高,降低了设备的工作寿命。
因此,如何合理的预测电子产品的温度分布就成为发现产品热缺陷,从而改善结构设计的关键。
文中首先阐述了电子技术的发展趋势,介绍了电子设备热分析的重要性,利用其中的ANSYS ICEM -CFD /CFX 软件对某电子设备的机箱进行了热分析,预测了其温度场分布,建立的完整的建模分析方法具有一定的工程应用价值。
关键词:液冷机箱;建模;热分析;热仿真Doi :10.3969/j.issn.1000-6133.2014.05.007中图分类号:TN784文献标识码:A文章编号:1000-6133(2014)05-0031-041引言近年来,电子技术的发展主要呈现以下几种趋势[1 2]:①电子系统的集成度越来越高,其热流密度不断增加;②电子产品向微型化方向发展,功率更大而外形尺寸越来越小;③电子产品已经渗透到各个领域,其用环境不断扩大,所使用的热环境差异很大。
电子产品的这些发展趋势使得电子设备过热的问题越来越突出。
研究资料表明,半导体的温度升高,可靠性降低[3];对电子设备而言,温度每降低1,其失效率将下降4%。
因此,对电子产品进行热设计,采取有效的热设计方案是提高产品可靠性的关键。
有效合理的热分析是电子设备结构热设计的前提。
电子设备的热仿真分析能够比较真实的模拟系统的热状况,在产品设计的初期,利用热仿真软件对热设计方案进行建模、热场分析及仿真,能够发现产品的热缺陷,从而改进其结构设计,缩短电子产品的开发周期,减少设计、生产、再设计和再生产的费用,为提高产品设计的合理性及可靠性提供有力保障。
ansys12-FLUENT06传热模型
壳导热模型
�壳导热模型处理板内部的 导热 �求解器创建额外的导热单 元,但不能显示,也不能 通过UDF获得 �固体属性必须是常数,不 能和温度相关
Static Temperature (cell value) Virtual conduction cells
Байду номын сангаас
�封闭空间的自然对流问题
– 对稳态问题,必须使用 Boussinesq 模型. – 非稳态问题,可以使用 Boussinesq 模型或者理想气体模型
A Pera Global Company © PERA China
自然对流的用户输入
�在操作条件面板中定义重力加 速度 �定义密度模型 – Boussinesq 模型
A Pera Global Company © PERA China
选择辐射模型
�指南:
– 计算代价
• P1 计算代价小,有合理的精度
– 精度
• DTRM 和 DOM 最精确.
– 光学厚度
• DTRM/DOM 适合光学厚度小的模型 (αL << 1) • P1 适合光学厚度大的模型. • S2S 适合零厚度模型
�在固体域加入热源模拟电子部件的生成热
A Pera Global Company © PERA China
温度分布
Temp. (ºF) 426 410 394 378 362 346 330 314 298
Flow direction
Air (fluid zone)
Front View
Convection boundary 1.5 W/m2 K 298 K free stream temp
60615A06电子束焊接热源模型研究

6061/5A06电子束焊接热源模型研究作者:程圣周凤龙来源:《科学导报·学术》2019年第42期摘要:主要基于有限元技术进行模拟分析,确定材料参数,推导出热源模型,高度还原了焊接过程中熔池形貌。
关键词:电子束焊接;热源模型;材料参数0 引言用数值模拟的方法来分析焊接过程关键在于获取精确的温度场,而热源模型是否选取适当,对瞬态焊接温度场的计算精度,特别是在靠近热源的位置,有很大的影响。
电子束焊接和激光焊接属于具有小孔穿透效应的高能束焊接方法,由于焊接过程中伴有匙孔效应,束流可以沿深度方向对工件进行加热,焊后形成深宽比较大的“钉头”焊缝,在数值模拟中大多采用体热源模型描述其焊接过程,已采用的热源有双椭球热源,高斯分布的柱状热源,以及高斯旋转体热源等。
与面热源相比,体热源考虑了深度方向上的热源分布,因此可以得到更为准确的模拟结果。
在焊接过程中,由于工件与高能束有一定的相对运动,使得小孔形状不再具有旋转对称性,而已有的体热源模型,除了双椭球热源模型外,其它的热源模型都是基于熔池前后对称求得的,都没有考虑熔池前后能量分布不均的问题,双椭球热源模型虽能体现出小孔的不对称现象,但是它不能够模拟深熔穿透效应[1-3]。
因此,建立一个基于高能束焊接深熔穿透及熔池的不对称等特点的热源模型对于该类焊接方法的准确数值模拟具有重要的理论与实际意义。
1 材料参数的确定由于焊接过程是一个高度非线性的热力耦合过程,材料参数对于计算结果有着重要的影响。
本研究所有材料包括6061-T651和5A06铝合金,而材料的参数尤其是材料参数随温度的变化关系对于焊接结构的焊接变形的影响尤为显著的,本研究在查阅相关文献的条件下,并结合一定的实验验证,获得了与数值模拟相关的热膨胀系数与温度的关系曲线、弹性模量与温度的关系曲线、屈服强度与温度的关系曲线、热传导系数与温度的关系曲线及比热与温度的关系曲线,见表1-5。
应该指出的是本研究把已有材料参数输入到有限元分析程序中来,对于没有数据的点采用线性插值的方法来获得,从而使得所有温度的材料参数均可获得,从而保证有限元计算的顺利进行。
ANSYS流体与热分析第10章热分析典型工程实例

第10 章热分析典型工程实例本章要点拉伸特征旋转特征扫掠特征混合特征孔特征壳特征本章案例某型号手机电池的散热分析冷库复合隔热板热量流动分析电子元器件散热装置温度分析10.1 工程实例1——某型号手机电池的散热分析该算例为某型手机电池的散热分析,如图10-1为某型号手机背面的照片,图中可见手机的电池的位置。
在手机工作时,电池可向外传递热量。
使用手机的读者应该都体会过手机电池发热的现象,特别是在长时间接打电话时,这种现象尤为明显。
本实例对某型号手机进行分析,电池的标准电压为3.7V,电池容量为750mAh。
试求手机开机状态下外壳的温度分布。
手机的各部分材料性能参数如表10.1所示。
图10-1 手机背面照片在计算分析过程中我们将手机看做三个组成部分:塑料外壳、手机内部材料和手机电池。
忽略手机内部线路和芯片,可以将手机电池看做唯一热源。
简化后的手机模型如图10-2所示,图中单位均为cm。
本实例拟采用Solid Tet 10node 87单元进行分析。
由于电池功率和环境温度均可视为恒定不变,因此分析类型为稳态。
图10-2 简化后的手机模型由电池的电压和电流可以算得电池的功率:==⨯=P UI 3.70.75 2.775W电池的体积为:3=⨯⨯=V0.040.010.050.00002m电池的发热量:3==Q P/V138750W/m——附带光盘“Ch10\实例10-1_start”——附带光盘“Ch10\实例10-1_end”——附带光盘“A VI\Ch10\10-1.avi”1、定义分析文件名1、选择Utility Menu>File>Change Jobname,在弹出的单元增添对话框中输入Example10-1,然后点击OK按钮。
2、选择Main Menu>Preferences,弹出Preferences for GUI Filtering对话框,点选Thermal复选框,单击OK按钮关闭该对话框。
基于ANSYS的某摇臂组件电子束焊有限元模拟
基于ANSYS的某摇臂组件电子束焊有限元模拟郑宗昌;孙宏峰【摘要】In this paper,simulating program on the electron beam bonding of 0Crl5Ni5Cu2Ti stainless steel material was finished by using finite element analysis software ANSYS and second development of APDL. Built a finite element model on electron beam bonding of circumferential weld, analyzed the distribution of stress and contraction distortion in theory by the means of numerical simulation. Based on the research of welding rules and temperature controlling in the process of welding, found the best technical parameters of electron beam bonding,the result of experiment showed the method could obtain a good quality of welding. The means of finite element analysis yielded theoretical guidance and reference for processing parameters, shortened the testing course, and saved costs.%利用ANSYS有限元分析软件以及APDL的二次开发,编写了不锈钢材料0Cr15Ni5Cu2Ti的电子束焊的模拟程序.建立了圆周焊缝电子束焊接的有限元模型,用数值模拟的方法从理论上分析焊接过程、焊缝应力分布和收缩变形.通过研究焊接过程中焊接时序、温度控制等关键问题,摸索出最佳电子束焊接工艺参数.试验表明,该工艺方法获得了较好的焊缝质量.有限元分析方法为焊接工艺参数的选择及优化提供了理论指导和参考,缩短了工艺试验周期,节约了费用.【期刊名称】《新技术新工艺》【年(卷),期】2012(000)009【总页数】4页(P20-23)【关键词】电子束焊;ANSYS APDL;模拟【作者】郑宗昌;孙宏峰【作者单位】郑州飞机装备有限责任公司,河南郑州450005;郑州飞机装备有限责任公司,河南郑州450005【正文语种】中文【中图分类】TG456.9随着焊接技术的不断发展,电子束焊得到越来越广泛的应用,并在实践中不断改进和完善。
ansys在t_r组件热模型的仿真研究
本论文建立了T/R收发组件的热模型,应用ANSYS软件对T/R组件进行了仿 真,得到了T/R收发组件的仿真数据,并重点对其热特性作了深入的研究,以期 得出对热模型中优化和改进,让实验的仿真结果能服务于实际的研究和产品的开 发中。同时,提出了对T/R组件的优化设计,通过大量的仿真来的最优化的T/R
1.2热模型研究的意义
在现实中,传热的过程一般来说都不是单一固定的传热方式,比如炉壁的加
电子科技大学硕士学位论文
热过程,就是传导、对流和辐射综合作用的结果,不同类型的传热方式就要遵循 不同类型的传热规律的约束。为了分析研究的便宜,人们一般都是在研究中先把
三种传热方式加以分解,然后再进行综合。
在上个世纪以前,传热学是分属于物理热学的一部分而慢慢发展壮大起来。 而在二十世纪后,传热学被当作为了一门独立的学科,从而获得了前所未有快速 的发展,它也越来越多地与燃烧学、流体力学、热力学、机械工程学和电磁学等 一些学科相互渗透,相互影响,相互作用,形成非牛顿流体传热、燃烧传热、等
离子体传热、数值计算传热和多相传热等许多总属于传热学下的非常重要支架。
目前,工程机械上的应用不断地提出了众多的新的课题,这给传热学带来了 大量的活力。例如在切削加工过程中的喷射冷却和接触热阻问题,利用等离子工 艺技术过程中带电粒子的传热特性问题,冷冻和浇铸过程中的相变导热问题等等。 由于科学技术水平的迅猛提高,尤其在上世纪50年代后,微波电磁能作为一种独 立的、清洁的、高效的能源在生物,农业,工业,日常生活,环保和食品制造等 领域得到了极其广泛的应用【2】。 热科学在工程领域包括传热学和热力学。利用可以能量传递的一些人们熟知 的规律而去补充热力学分析被称为传热学。这些附加的定律完全满足三种最基本 基本的传热方式,即辐射、对流和导热。研究温度不同的物体,或物体的温度不 同的部分之间热量传递规律的学科称为传热学。传热不仅在工程中时常遇到,而 且在自然界中也广为存在。比如,减小内燃机曲轴和气缸的热应力、控制热加工 时零件的变形和确定换热器的传热面积、提高锅炉中蒸汽的产量,以便防止燃气 轮机燃烧室过热的现象等,都是非常普通常见的传热问题13J。 当前在其他能转换为热能的过程中,微波加热模型是现在研究最多,但是也 是遇到阻力最大的一个模型。 微波加热是微波穿透物体的过程中,把微波能转换为热能的一种加热方式, 这种加热方式也可以称为体积加热,它与其他加热在本质上有所不同,微波加热 一般有以下一些特点(1)微波加热是对物体的整体加热方式,当被加热物体体积 不算很大时,微波会充分穿透加热物体,而同时被加热物体表面却损失了一部分 的热量。所以,用微波加热方式,物体内部的温度一般会高于表面附近的温度。(2) 微波加热的速度非常快、效率非常高、而热损失又相对较低。同时我们采用能允 许微波穿透但是又不吸收微波能量的材料所做成的容器,这样我们就可以避免不 必要的热损失。(3)同时微波可以与物体直接进行能量交换,利用这点,我们只 要调节好微波的功率,就冷控制升温的速度,这在工业控制的应用上显得特别重
ANSYS热分析指南——ansys热辐射分析-47页精选文档
ANSYS热分析指南(第六章)第六章热辐射分析6.1热辐射的定义热辐射是一种通过电磁波传递热能的方式。
电磁波以光的速度进行传递,而能量传递与辐射物体之间的介质无关。
热辐射只在电磁波的频谱中占小部分的带宽。
由于辐射产生的热流与物体表面的绝对温度的四次方成正比,因此热辐射有限元分析是高度非线性的。
物体表面的辐射遵循Stefan-Boltzmann定律:式中:—物体表面的绝对温度;—Stefan-Boltzmann常数,英制为0.119×10-10 BTU/hr-in-R,公制为5.67×10-86.2基本概念下面是对辐射分析中用到的一些术语的定义:黑体黑体被定义为在任意温度下,吸收并发射最大的辐射能的物体;通常的物体为“灰体”,即ε< 1;在某些情况下,辐射率(黑度)随温度变化;辐射率(黑度)物体表面的辐射率(黑度)定义为物体表面辐射的热量与黑体在同一表面辐射热量之比。
式中:-辐射率(黑度)-物体表面辐射热量-黑体在同一表面辐射热量形状系数形状系数用于计算两个面之间的辐射热交换,在ANSYS中,可以用隐藏/非隐藏的方法计算2维和三维问题,或者用半立方的方法来计算3维问题。
表面I与表面J之间的形状系数为:形状系数是关于表面面积、面的取向及面间距离的函数;由于能量守恒,所以:根据相互原理:由辐射矩阵计算的形状系数为:式中:-单元法向与单元I,J连线的角度-单元I,J重心的距离有限单元模型的表面被处理为单元面积dAI 及dAJ,然后进行数字积分。
辐射对在辐射问题中,辐射对由一些相互之间存在辐射的面组成,可以是开放的或是闭合的。
在ANSYS中,可以定义多个辐射对,它们相互之间也可以存在辐射ANSYS使用辐射对来计算一个辐射对中各面间的形状系数;每一个开放的辐射对都可以定义自己的环境温度,或是向周围环境辐射的空间节点。
Radiosity 求解器当所有面上的温度已知时,Radiosity 求解器方法通过计算每一个面上的辐射热流来得到辐射体之间的热交换。
完整word版,ANSYS焊接高斯热源APDL参考.doc

不准/UNITS,SI/CONFIG ,NRES,10000/PREP7ET,1,SOLID70MP,DENS,1,7930MP,C,1,502mptemp,1,20,100,500mpdata,kxx,1,1,12.1,16.3,21.4/VIEW,1,1,1,1!*************定义基板尺寸***********lx=0.1lz=0.1ly=0.006!************* 定义焊接参数***********weld=0.01 ! 每道焊道宽度wheight=0.004 !焊道的高度LSIZE=0.005V=0.008!速度pi=3.1415926U=25I=180Q=U*I!电源有效功率R=0.006! 电源有效热半径effect=0.8Qmax=effect*Q/(pi*R*R) !中心处最大热流tinc=LSIZE/V! 每小段的时间间隔!*****************建立模型,生成网格************** block,0,lx,0,ly,0,lzwpoff,0,ly,lz/2block,0,lx,0,wheight,-weld/2,weld/2wpoff,0,0,-weld/2vsbw,all,,deletewpoff,0,0,weldvsbw,all,,deletevglue,alllsel,s,,,plsel,s,line,,26lsel,a,line,,30lsel,a,line,,33lsel,a,line,,35lsel,s,line,,26lsel,a,line,,30lsel,a,line,,33lsel,a,line,,35lesize,all,0.005,,,0.2,,,,1lsel,s,line,,9,10lsel,a,line,,12lsel,a,line,,38lesize,all,0.005,,,0.2,,,,1lsel,s,line,,2lsel,a,line,,4,5lsel,a,line,,7lsel,a,line,,14lsel,a,line,,16lsel,a,line,,19lsel,a,line,,39lesize,all,0.002,,,1,,,,1lsel,s,line,,23,24lsel,a,line,,41,42lsel,a,line,,45lsel,a,line,,47lsel,s,line,,23,24lsel,a,line,,41,42lsel,a,line,,45lsel,a,line,,47lesize,all,0.002,,,1,,,,1 vmesh,all/PNUM,DEFAEPLOTfini/soluantype,trans,new!nlgeom,ontimint,0,structtimint,1,thermtimint,0,magtimint,0,electtref,25nropt,autoautos,onkbc,0pred,onlnsrch,on!************杀死焊缝去单元***********nsel,s,loc,y,ly,ly+wheightesln,s,1ekill,allallsel,allesel,s,liveeplot!**********施加对流载荷*************esel,s,livensel,s,loc,z,0nsel,a,loc,z,lznsel,a,loc,x,0nsel,a,loc,x,lxsf,all,conv,10,25!************定义数组维数 **********MAX_X=1+lx/LSIZE!*************定义 table 数组 ****************************************** *do,i,1,MAX_X,1local,12,0,(i-1)*lsize,ly,lz/2,,,,,,*del,_FNCNAME*del,_FNCMTID*del,_FNC_C1*del,_FNC_C2*del,_FNC_C3*del,_FNC_C4*del,_FNCCSYS*del,'heatflux'!定义表格各行*set,_FNCNAME,'heatflux'*dim,_FNC_C1,,1*dim,_FNC_C2,,1*dim,_FNC_C3,,1*dim,_FNC_C4,,1!表格各行赋值*set,_FNC_C1(1),effect*set,_FNC_C2(1),U*set,_FNC_C3(1),I*set,_FNC_C4(1),R*set,_FNCCSYS,12*DIM,%_FNCNAME%,TABLE,6,26,1,,,,%_FNCCSYS%!!Begin of equation: 3*effect*U*I*exp(-3*({X}^2+{Z}^2)/R^2)/({PI}*R^2) %_FNCNAME%(0,0,1)= 0.0, -999 %_FNCNAME%(2,0,1)= 0.0%_FNCNAME%(3,0,1)= %_FNC_C1(1)% %_FNCNAME%(4,0,1)= %_FNC_C2(1)% %_FNCNAME%(5,0,1)= %_FNC_C3(1)% %_FNCNAME%(6,0,1)= %_FNC_C4(1)% %_FNCNAME%(0,1,1)= 1.0, -1, 0, 3, 0, 0, 17%_FNCNAME%(0,2,1)= 0.0, -2, 0, 1, -1, 3, 17%_FNCNAME%(0,3,1)=0, -1, 0, 1, -2, 3, 18%_FNCNAME%(0,4,1)= 0.0, -2, 0, 1, -1, 3, 19%_FNCNAME%(0,5,1)= 0.0, -1, 0, 0, 0, 0, 0%_FNCNAME%(0,6,1)= 0.0, -3, 0, 1, 0, 0, -1%_FNCNAME%(0,7,1)= 0.0, -4, 0, 1, -1, 2, -3%_FNCNAME%(0,8,1)= 0.0, -1, 0, 3, 0, 0, -4%_FNCNAME%(0,9,1)= 0.0, -3, 0, 1, -4, 3, -1%_FNCNAME%(0,10,1)= 0.0, -1, 0, 2, 0, 0, 2%_FNCNAME%(0,11,1)= 0.0, -4, 0, 1, 2, 17, -1%_FNCNAME%(0,12,1)= 0.0, -1, 0, 2, 0, 0, 4%_FNCNAME%(0,13,1)= 0.0, -5, 0, 1, 4, 17, -1%_FNCNAME%(0,14,1)= 0.0, -1, 0, 1, -4, 1, -5%_FNCNAME%(0,15,1)= 0.0, -4, 0, 1, -3, 3, -1%_FNCNAME%(0,16,1)= 0.0, -1, 0, 2, 0, 0, 20%_FNCNAME%(0,17,1)= 0.0, -3, 0, 1, 20, 17, -1%_FNCNAME%(0,18,1)= 0.0, -1, 0, 1, -4, 4, -3%_FNCNAME%(0,19,1)= 0.0, -1, 7, 1, -1, 0, 0%_FNCNAME%(0,20,1)= 0.0, -3, 0, 1, -2, 3, -1%_FNCNAME%(0,21,1)= 0.0, -1, 0, 2, 0, 0, 20%_FNCNAME%(0,22,1)= 0.0, -2, 0, 1, 20, 17, -1%_FNCNAME%(0,23,1)= 0.0, -1, 0, 3.14159265358979310, 0, 0, -2 %_FNCNAME%(0,24,1)= 0.0, -4, 0, 1, -1, 3, -2%_FNCNAME%(0,25,1)= 0.0, -1, 0, 1, -3, 4, -4%_FNCNAME%(0,26,1)= 0.0, 99, 0, 1, -1, 0, 0!End of equation: 3*effect*U*I*exp(-3*({X}^2+{Z}^2)/R^2)/({PI}*R^2) !-->!**********激活单元 *********esel,s,livensel,s,loc,x,(i-1)*lsize-0.002,(i-1)*lsize+0.002nsel,r,loc,z,-weld/2,weld/2nsel,r,loc,y,0,wheightesln,s,0ealive,allallsel,all!**********施加热流载荷********** esel,s,livensel,s,loc,Y,wheightsf,all,hflux,%heatflux%allsel,alltime,i*tincnsubst,2SOLVE!*************删除热流载荷*********** nsel,s,loc,y,wheightsfdele,all,hfluxallsel,allesel,s,liveeplotOUTRES,ALL,ALL,/PSF,HFLUX,,2/REPLOTOUTRES,ALL,ALL,。
ANSYS流体教学DEMO之电子器件散热仿真分析
ANSYS流体教学DEMO之电子器件散热仿真分析1. 摘要随着集成技术和微电子封装级数的飞速发展,芯片的总功率密度不断增长,而芯片和电子设备的物理尺寸却逐渐趋于小型、微型化,所以产生的热量迅速积累,导致集成器件周围的热流密度也在增加。
由此产生的高温环境必将会影响到芯片和设备的性能,这就需要更加高效的热控制方案。
因此,芯片的散热问题已演变成为当前电子行业散热的一大焦点。
2. 仿真模型介绍本案例所模拟的是一块放置在基板上的简化芯片的自然对流换热问题,如图1所示。
芯片尺寸为20*20*2mm,基板尺寸为40*40*8mm,外流场尺寸为120*120*210mm,基板与外流场底部的距离为50mm。
图1 模型示意图3. 前处理通过三维建模软件建立该模型,在ICEM CFD中划分网格,网格如图2所示。
将电池上表面命名为CELL_UP,用于监测电池上表面温度;按照UP为上表面、DOWN为下表面、SIDE为四周面的方式命名外流场边界,如P_UP、P_DOWN、P_SIDE,二维示意图如图3所示。
将ICEM CFD划分完成的网格导出,存为ICEM.msh文件。
图2 总体网格示意图图3 模型命名示意图4. 求解设置4.1 启动Fluent双击Fluent,将Dimension修改为3D,如图4所示。
图4 Fluent 启动界面4.2 模型设置打开模型树中的【Model】→【Energy】选择On,保持【Viscous】为Laminar,其余保持默认,设置如图5所示。
图5 Models设置4.3 添加材料双击模型树中的【Materials】,双击air材料,将Density改为boussinesq,设置为1.165;将Thermal ExpansionCoefficient改为constant,设置为0.003,如图6所示。
图6 材料添加4.4 边界条件设置双击【BoundaryConditions】,编辑【Zone】中的Outlet下的三个边界,在下方的TYPE中选择为pressure-outlet,其余保持默认,单击OK,如图7所示。
移动体热源ANSYS命令流
!非线性材料求解成功GAUSS分布Z向扫描!!考虑了和基板对流情况下加载热流密度的热分析rb=0.15mm!粉床7.8X3.3mm,烧结区域6X1.5mm!考虑粉床表面的辐射、对流!考虑粉末状、熔化状(液态)、凝固态的边界条件变化!考虑金属蒸发会带走一部分能量,故效率减半eff=0.7!r=0.2mmFINISH/CLEAR,START/BATCH !设置程序模式为“批处理”/CWD,'d:\Ansyswork\EBM FEM Simulation for Metals\3D Temperture distribution' !更改当前工作目录/FILNAME,EBM_db,0/TITLE,3D T emperture distrbution!选择分析问题的类型:热/NOPR/PMETH,OFF,0KEYW,PR_SET,1KEYW,PR_STRUC,0KEYW,PR_THERM,1KEYW,PR_FLUID,0KEYW,PR_ELMAG,0KEYW,MAGNOD,0KEYW,MAGEDG,0KEYW,MAGHFE,0KEYW,MAGELC,0KEYW,PR_MULTI,0KEYW,PR_CFD,0/GO/UNITS,SI !Standard Units!************************************************************************************** ***********!!开始,进入前处理器,定义下列属性-!0参数定义!1定义单元类型!2实常数!3材料性能!4几何模型!5网格划分控制!6其他!************************************************************************************** ***********!/PREP7!0参数定义!模型参数!几何模型尺寸me-3=mm*SET,Block_x,7.8e-3*SET,Block_x1,0.9e-3*SET,Block_x2,6.9e-3*SET,Block_y,3.3e-3*SET,Block_y1,0.9e-3*SET,Block_y2,2.4e-3*SET,Block_z,0.3e-3*SET,Block_z1,0.9e-3!划分网格的大小*SET,LMeshx,3e-4 !line1*SET,LMeshy,3e-4 !line4*SET,LMeshz,3e-4 !line9!边界条件参数*SET,Tinit,30 !初始温度!1定义单元类型ET,1,SOLID70ET,2,surf152 !表面效应单元r,2KEYOPT,2,4,1 !表面效应单元设置KEYOPT,2,8,4ET,3,SOLID87!2实常数!Nothing!3材料性能MPTEMPMPTEMP,1,25,400,1200,1600,2000,2500MPDATA,DENS,1,1,3983,4688.4,5406.8,5948.8,6908,6331 !密度MPDATA,KXX,1,1,1.6278,2.3812,3.6396,29.8,30.6,32 !热导率MPDATA,c,1,1,472,535,679,859,945,1034 !比热MPTEMP,,,,,,,,MPTEMP,1,0,200,400,800,1200MPTEMP,6,1400,1454,1800,2000MPDATA,ENTH,1,1,0,7.9729e+8,1.6400e+9,3.4621e+9,5.3897e+9 MPDATA,ENTH,1,6,6.3415e+9,8.2595e+9,9.8798e+9,1.0816e+10 !热焓MPTEMP,,,,,,,,MPTEMP,1,20,300,600,900,1200,1500,1800,2000,3000,4000 MPDATA,HF,1,1,6,50,120,200,250,378,700,850,1746,3799 !对流系数MPTEMP,,,,,,,,MPTEMP,1,20,200,400,600,800,900,1000,1100,1200,1420,1460MPDATA,DENS,2,1,7966,7893,7814,7724,7630,7583,7535,7486,7436,7320,7320MPDATA,KXX,2,1,13.31,16.33,19.47,22.38,25.07,26.33,27.53,28.67,29.76,31.95,32 !热导率mpdata,c,2,1,470,508,550,592,634,655,676,698,719,765,765MPTEMP,,,,,,,,MPTEMP,1,0,200,400,800,1200MPTEMP,6,1400,1454,1800,2000MPDATA,ENTH,2,1,0,7.9729e+8,1.6400e+9,3.4621e+9,5.3897e+9MPDATA,ENTH,2,6,6.3415e+9,8.2595e+9,9.8798e+9,1.0816e+10!4几何模型BLOCK,0,Block_x,0,Block_y,0,Block_z,BLOCK,Block_x1,Block_x2,Block_y1,Block_y2,0,Block_z,vsel,allVOVLAP,allBLOCK,0,Block_x,0,Block_y,0,-Block_z1,vglue,allnumcmp,all!划分网格lesize,8,LMeshx lesize,5,LMeshy lesize,13,LMeshz vsel,s,,,1 type,1mat,1 mshkey,1 vmesh,allallselesize,0.3e-3 mshkey,0 mshape,1,3d vsel,s,,,2 type,3mat,2 vmesh,allallselesize,0.3e-3 mshkey,0 mshape,1,3dvsel,s,,,3type,3mat,1vmesh,allallsel!成形件轨迹单元质心排序width=Block_y2-Block_y1!wpoffs,Block_x1,Block_y1,0!local,11,1,Block_x1,Block_y1,0 ALLSEL,ALL*GET,EMAX,ELEM,,COUNT,MAXVSEL,S, , , 1ESLV,S*GET,AEMAX,ELEM,,COUNT1,MAX *DIM,ANE,ARRAY,AEMAX,*DIM,ANE1,ARRAY,AEMAX,*DIM,ANE2,ARRAY,AEMAX,*DIM,ANE3,ARRAY,AEMAX,*DIM,ANE4,ARRAY,AEMAX,*DIM,ANE5,ARRAY,AEMAX,*DIM,ANEX,ARRAY,AEMAX*DIM,ANEY,ARRAY,AEMAX*DIM,ANEZ,ARRAY,AEMAX*DIM,ANEORDER,ARRAY,AEMAX,,1!形心排序VSEL,S, , , 1ESLV,S*GET,ANSEL,ELEM,,COUNT1II=0*DO,I,1,AEMAX*IF,ESEL(I),EQ,1,THENII=II+1ANE(II)=I*ENDIF*ENDDO*DO,I,1,ANSEL*GET,ANEZ(I),ELEM,ANE(I),CENT,Z*GET,ANEY(I),ELEM,ANE(I),CENT,Y*GET,ANEX(I),ELEM,ANE(I),CENT,X *ENDDOe=0*do,i,1,AEMAX*if,ANEY(I),ge,4*width/5+Block_y1,then e=e+1ANE5(e)=ANE(i)*endif*enddod=0*do,i,1,AEMAX*if,ANEY(I),ge,3*width/5+Block_y1,then *if,ANEY(I),lt,4*width/5+Block_y1,then d=d+1ANE4(d)=ANE(i)*endif*endif*enddoc=0*do,i,1,AEMAX*if,ANEY(I),ge,2*width/5+Block_y1,then *if,ANEY(I),lt,3*width/5+Block_y1,then c=c+1ANE3(c)=ANE(i)*endif*endif*enddob=0*do,i,1,AEMAX*if,ANEY(I),ge,width/5+Block_y1,then *if,ANEY(I),lt,2*width/5+Block_y1,then b=b+1ANE2(b)=ANE(i)*endif*endif*enddoa=0*do,i,1,AEMAX*if,ANEY(I),lt,width/5+Block_y1,thena=a+1ANE1(a)=ANE(i)*endif*enddo!*************************对1道焊缝区的单元按质心X坐标进行从低到高排序****************************esel,none*do,i,1,a*if,ANE1(i),NE,0,thenesel,a,elem,,ANE1(i)*endif*enddoMINE=0*DIM,ANEX1,ARRAY,a*DIM,ANEY1,ARRAY,a*DIM,ANEZ1,ARRAY,a*DO,I1,1, aesel,u,elem,,mine*GET,ANSEL1,ELEM,,COUNT1II=0*DO,I,1,AEMAX*IF,ESEL(I),EQ,1,THENII=II+1ANE1(II)=I*ENDIF*ENDDO*DO,I,1,ANSEL1*GET,ANEZ1(I),ELEM,ANE1(I),CENT,Z*GET,ANEY1(I),ELEM,ANE1(I),CENT,Y*GET,ANEX1(I),ELEM,ANE1(I),CENT,X *ENDDOMINZ=1E20MINY=1E20MINX=1E20*DO,I,1,ANSEL1*IF,ANEZ1(I),LT,MINZ,THEN MINZ=ANEZ1(I)MINY=ANEY1(I)MINX=ANEX1(I)MINE=ANE1(I)*ELSE*IF,ANEZ1(I),EQ,MINZ,THEN *IF,ANEY1(I),LT,MINY,THEN MINZ=ANEZ1(I)MINY=ANEY1(I)MINX=ANEX1(I)MINE=ANE1(I)*ELSE*IF,ANEY1(I),EQ,MINY,THEN *IF,ANEX1(I),LT,MINX,THEN MINZ=ANEZ1(I)MINY=ANEY1(I)MINX=ANEX1(I)MINE=ANE1(I)*ENDIF*ENDIF*ENDIF*ENDIF*ENDIF*ENDDOANEORDER(I1)=MINE*ENDDO!*************************对2道焊缝区的单元按质心X坐标进行从高到低排序****************************MAXE=1esel,none*do,j,1,b*if,ANE2(j),NE,0,thenesel,a,elem,,ANE2(j)*endif*enddo*DIM,ANEX2,ARRAY,b*DIM,ANEY2,ARRAY,b*DIM,ANEZ2,ARRAY,b*DO,J1,1, besel,u,elem,,MAXE*GET,ANSEL2,ELEM,,COUNT1JJ=0*DO,J,1,AEMAX*IF,ESEL(I),EQ,1,THENJJ=JJ+1ANE2(JJ)=J*ENDIF*ENDDO*DO,J,1,ANSEL2*GET,ANEZ2(J),ELEM,ANE2(J),CENT,Z*GET,ANEY2(J),ELEM,ANE2(J),CENT,Y*GET,ANEX2(J),ELEM,ANE2(J),CENT,X*ENDDOMAXZ=1E20MAXY=1E20MAXX=-1E20*DO,J,1,ANSEL2*IF,ANEZ2(J),LT,MAXZ,THEN MAXZ=ANEZ2(J)MAXY=ANEY2(J)MAXX=ANEX2(J)MAXE=ANE2(J)*ELSE*IF,ANEZ2(J),EQ,MAXZ,THEN *IF,ANEY2(J),LT,MAXY,THEN MAXZ=ANEZ2(J)MAXY=ANEY2(J)MAXX=ANEX2(J)MAXE=ANE2(J)*ELSE*IF,ANEY2(J),EQ,MAXY,THEN *IF,ANEX2(J),GT,MAXX,THENMAXZ=ANEZ2(J)MAXY=ANEY2(J)MAXX=ANEX2(J)MAXE=ANE2(J)*ENDIF*ENDIF*ENDIF*ENDIF*ENDIF*ENDDOANEORDER(J1+a)=MAXE*ENDDO!*************************对3道焊缝区的单元按质心X坐标进行从低到高排序****************************MINE=1esel,none*do,k,1,c*if,ANE3(k),NE,0,thenesel,a,elem,,ANE3(k)*endif*enddo*DIM,ANEX3,ARRAY,c*DIM,ANEY3,ARRAY,c*DIM,ANEZ3,ARRAY,c*DO,K1,1, cesel,u,elem,,mine*GET,ANSEL3,ELEM,,COUNT1KK=0*DO,K,1,AEMAX*IF,ESEL(K),EQ,1,THENKK=KK+1ANE3(KK)=K*ENDIF*ENDDO*DO,K,1,ANSEL3*GET,ANEZ3(K),ELEM,ANE3(K),CENT,Z*GET,ANEY3(K),ELEM,ANE3(K),CENT,Y*GET,ANEX3(K),ELEM,ANE3(K),CENT,X *ENDDOMINZ=1E20MINY=1E20MINX=1E20*DO,K,1,ANSEL3*IF,ANEZ3(K),LT,MINZ,THENMINZ=ANEZ3(K)MINY=ANEY3(K)MINX=ANEX3(K)MINE=ANE3(K)*ELSE*IF,ANEZ3(K),EQ,MINZ,THEN*IF,ANEY3(K),LT,MINY,THENMINZ=ANEZ3(K)MINY=ANEY3(K)MINX=ANEX3(K)MINE=ANE3(K)*ELSE*IF,ANEY3(K),EQ,MINY,THEN*IF,ANEX3(K),LT,MINX,THENMINZ=ANEZ3(K)MINY=ANEY3(K)MINX=ANEX3(K)MINE=ANE3(K)*ENDIF*ENDIF*ENDIF*ENDIF*ENDIF*ENDDOANEORDER(K1+a+b)=MINE*ENDDO!*************************对4道焊缝区的单元按质心X坐标进行从高到低排序****************************MAXE=1esel,none*do,j,1,d*if,ANE4(j),NE,0,thenesel,a,elem,,ANE4(j)*endif*enddo*DIM,ANEX4,ARRAY,d*DIM,ANEY4,ARRAY,d*DIM,ANEZ4,ARRAY,d*DO,J1,1, desel,u,elem,,MAXE*GET,ANSEL4,ELEM,,COUNT1JJ=0*DO,J,1,AEMAX*IF,ESEL(I),EQ,1,THENJJ=JJ+1ANE2(JJ)=J*ENDIF*ENDDO*DO,J,1,ANSEL4*GET,ANEZ4(J),ELEM,ANE4(J),CENT,Z*GET,ANEY4(J),ELEM,ANE4(J),CENT,Y *GET,ANEX4(J),ELEM,ANE4(J),CENT,X *ENDDOMAXZ=1E20MAXY=1E20MAXX=-1E20*DO,J,1,ANSEL4*IF,ANEZ4(J),LT,MAXZ,THENMAXZ=ANEZ4(J)MAXY=ANEY4(J)MAXX=ANEX4(J)MAXE=ANE4(J)*ELSE*IF,ANEZ4(J),EQ,MAXZ,THEN*IF,ANEY4(J),LT,MAXY,THENMAXZ=ANEZ4(J)MAXY=ANEY4(J)MAXX=ANEX4(J)MAXE=ANE4(J)*ELSE*IF,ANEY4(J),EQ,MAXY,THEN*IF,ANEX4(J),GT,MAXX,THENMAXZ=ANEZ4(J)MAXY=ANEY4(J)MAXX=ANEX4(J)MAXE=ANE4(J)*ENDIF*ENDIF*ENDIF*ENDIF*ENDIF*ENDDOANEORDER(J1+a+b+c)=MAXE*ENDDO!*************************对5道焊缝区的单元按质心X坐标进行从低到高排序****************************esel,none*do,i,1,e*if,ANE5(i),NE,0,thenesel,a,elem,,ANE5(i)*endif*enddoMINE=1*DIM,ANEX5,ARRAY,e*DIM,ANEY5,ARRAY,e*DIM,ANEZ5,ARRAY,e*DO,I1,1, eesel,u,elem,,mine*GET,ANSEL5,ELEM,,COUNT1II=0*DO,I,1,AEMAX*IF,ESEL(I),EQ,1,THENII=II+1ANE5(II)=I*ENDIF*ENDDO*DO,I,1,ANSEL5*GET,ANEZ5(I),ELEM,ANE5(I),CENT,Z*GET,ANEY5(I),ELEM,ANE5(I),CENT,Y *GET,ANEX5(I),ELEM,ANE5(I),CENT,X *ENDDOMINZ=1E20MINY=1E20MINX=1E20*DO,I,1,ANSEL1*IF,ANEZ5(I),LT,MINZ,THENMINZ=ANEZ5(I)MINY=ANEY5(I)MINX=ANEX5(I)MINE=ANE5(I)*ELSE*IF,ANEZ5(I),EQ,MINZ,THEN*IF,ANEY5(I),LT,MINY,THENMINZ=ANEZ5(I)MINY=ANEY5(I)MINX=ANEX5(I)MINE=ANE5(I)*ELSE*IF,ANEY5(I),EQ,MINY,THEN*IF,ANEX5(I),LT,MINX,THENMINZ=ANEZ5(I)MINY=ANEY5(I)MINX=ANEX5(I)MINE=ANE5(I)*ENDIF*ENDIF*ENDIF*ENDIF*ENDIF*ENDDOANEORDER(I1+a+b+c+d)=MINE*ENDDO!成形件轨迹单元质心排序FINISH!*********************体热源加载求解**************************************/SOLANTYPE,4 !瞬态分析TRNOPT,FULL !指定瞬态分析选项eqslv !指定求解器solcontrol,on !求解控制(用优化求解器)ESEL,ALLEPLOT/AUTO,1/REPLOTallsel,alloutres,all,allTOFFST,273tunif,24kbc,1timint,onnsub1=2nsub2=20asel,s,loc,z,Block_z !加对流条件asel,a,loc,x,0asel,a,loc,x,Block_x,. asel,a,loc,y,0asel,a,loc,y,Block_ynslasf,all,conv,-1,24allseldt=3e-2 ! 定义每次成形所需要的时间tim=0!生死单元控制!*DO,I1,1,AEMAX! ESEL,S,,,ANEORDER(I1)! EKILL,ALL! ESEL,S,LIVE! EPLOT!*enddoj=aemax !j小于AEmax*DO,I1,1,jnsubst,,,,1esel,s,,,ANEORDER(I1)! EALIVE,ANEORDER(I1-1)! ESEL,S,LIVEEPLOT! *ENDIFesel,allEPLOT!***************体载荷加载*********tim=tim+dttime,tim!bfe,ANEORDER(I1),hgen,1,3.91e12bfe,ANEORDER(I1),hgen,1,4.63e12*0.7!0.6 T_end=300 !*************************************SOLVEbfedele,ANEORDER(I1),hgen*ENDDO/soluANTYPE,,restbfedele,all,hgentime,4 !step101开始完全冷却NSUBST,15,30,5solvesavetime,5 !step102开始完全冷却NSUBST,15,30,5solvesavetime,6 !step103开始完全冷却NSUBST,15,30,5solvesavetime,7 !step104开始完全冷却NSUBST,15,30,5solvesavetime,8 !step105开始完全冷却NSUBST,15,30,5solvesavetime,9 !step106开始完全冷却NSUBST,15,30,5solvesavetime,10 !step107开始完全冷却NSUBST,15,30,5solvesavetime,30 !step108开始完全冷却NSUBST,15,30,5solvesavetime,300 !step109开始完全冷却NSUBST,15,30,5solvesave!******************************生成节点温度分布云图动画文件的程序段********************************/VIEW,1,1,2,3/ANG,1/REP,FAST/post1/seg,dele!/cont,1,15,0,3500/16,3500/dscale,1,1.0avprin,0,0avres,1/seg,multi,temp1,0.1esel,all*do,i,1,37set,(i-1)*3+1plnsol,temp*enddo/seg,off,temp37,1/anfile,save,temp37,avi/image,save,temp37,jpeganim,1,1,1finish!***********************************进入后处理*****************************************************/post26 ! 进入时间历程后处理器nsol,2,138,temp,,temp138 ! 取出(3.9,0.9,0.3)的温度值并赋给变量2号nsol,3,163,temp,,temp163 ! 取出(3.9,2.4,0.3)的温度值并赋给变量3号nsol,4,249,temp,,temp249 ! 取出(6.6,1.2,0.3)的温度值并赋给变量3号nsol,5,154,temp,,temp154 ! 取出(6.6,2.4,0.3)的温度值并赋给变量3号!nsol,4,149,temp,,temp149 ! 取出(6.9,1.2,0.3)的温度值并赋给变量3号!nsol,5,148,temp,,temp148 ! 取出(6.9,2.4,0.3)的温度值并赋给变量3号/gropt,axnsc,1.5, ! 缩放图标字体的大小plvar,2,3 ! 图形显示变量2,3号!prvar,2,3/image,save,temp23,jpeg ! 抓图plvar,4,5 ! 图形显示变量2,3号!prvar,4,5/image,save,temp45,jpeg ! 抓图plvar,2,4 ! 图形显示变量2,3号!prvar,2,4/image,save,temp24,jpeg ! 抓图finish。
基于ANSYS平台焊接模拟中不同焊接热源的比较

图?
点热源加载形式
!"#
电弧有效半径
焊接电弧有 01232 中进行焊接热过程模拟时,
图E 体热源加载形式
效半径的大小对模拟结果的精确性有着直接的影 响。 采用点热源加载形式的电弧有效半径可以认为 近似为零, 在这种情况下所得到结果通常不是很精 确, 在热源附近会出现局部高温现象, 故而, 一般采
热源加载形式
利用 01232 软件进行焊接模拟时, 热源的加载
点热源、 面热源和体热源, 它们的 形式一般有 / 种: 载荷形式分别由热流率、 热流密度和热生成率表现4/5。 热流率作为节点集中载荷, 主要用于线单元模型中, 如果输入的值为正, 代表热流流入节点, 即单元获取 热量。 一般在焊接模拟中, 采用点热源所形成的温度 场分布易出现局部温度梯度过大等现象, 故而不提倡 使用此种模型; 热流密度是一种面载, 当通过单位面 积的热流率已知或利用 01232 的 6789:901;6< 计算求得时, 可以在模型相应的外表面施加热流密 度, 此种加载形式仅适用于实体和壳单元; 第三种 载荷形式是以热生成率作为体载荷施加于单元上 = 即为单位体积的热流率。 以下是利用 / 种不同的加载 形式在 01232 中模拟平板堆焊的情况>见图 ?@图 AB,
・ /F ・
用面热源或者体热源, 或将两者结合后的组合热源。 焊接模拟时电弧有效半径变小, 热量相对集中, 焊接 熔池的熔深变大, 熔宽变小; 反之亦然。
!"#$%&’$ (#")’*+ ,-$.’*#
研究与设计
梁晓燕等: 基于 /0121 平台焊接模拟中不同焊接热源的比较
第9期
四个ANSYS热分析经典例子
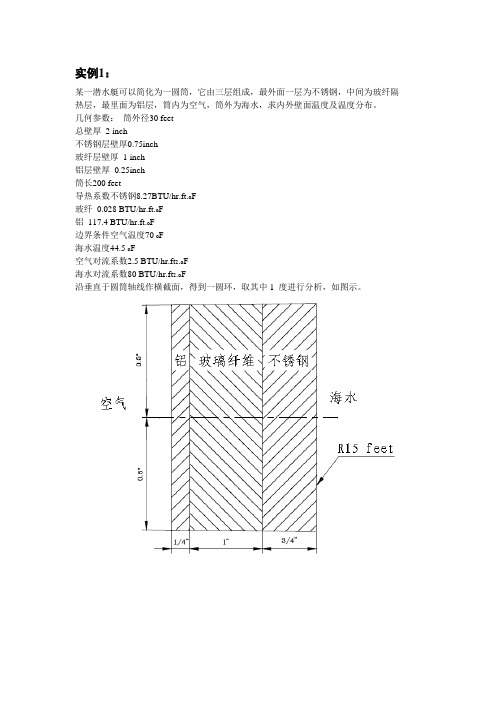
实例1:某一潜水艇可以简化为一圆筒,它由三层组成,最外面一层为不锈钢,中间为玻纤隔热层,最里面为铝层,筒内为空气,筒外为海水,求内外壁面温度及温度分布。
几何参数:筒外径30 feet总壁厚2 inch不锈钢层壁厚0.75inch玻纤层壁厚1 inch铝层壁厚0.25inch筒长200 feet导热系数不锈钢8.27BTU/hr.ft.o F玻纤0.028 BTU/hr.ft.o F铝117.4 BTU/hr.ft.o F边界条件空气温度70 o F海水温度44.5 o F空气对流系数2.5 BTU/hr.ft2.o F海水对流系数80 BTU/hr.ft2.o F沿垂直于圆筒轴线作横截面,得到一圆环,取其中1 度进行分析,如图示。
/filename,Steady1/title,Steady-state thermal analysis of submarine/units,BFTRo=15 !外径(ft)Rss=15-(0.75/12) !不锈钢层内径ft)Rins=15-(1.75/12) !玻璃纤维层内径(ft)Ral=15-(2/12) !铝层内径(ft)Tair=70 !潜水艇内空气温度Tsea=44.5 !海水温度Kss=8.27 !不锈钢的导热系数(BTU/hr.ft.oF)Kins=0.028 !玻璃纤维的导热系数(BTU/hr.ft.oF)Kal=117.4 !铝的导热系数(BTU/hr.ft.oF)Hair=2.5 !空气的对流系数(BTU/hr.ft2.oF)Hsea=80 !海水的对流系数(BTU/hr.ft2.oF)prep7et,1,plane55 !定义二维热单元mp,kxx,1,Kss !设定不锈钢的导热系数mp,kxx,2,Kins !设定玻璃纤维的导热系数mp,kxx,3,Kal !设定铝的导热系数pcirc,Ro,Rss,-0.5,0.5 !创建几何模型pcirc,Rss,Rins,-0.5,0.5pcirc,Rins,Ral,-0.5,0.5aglue,allnumcmp,arealesize,1,,,16 !设定划分网格密度lesize,4,,,4lesize,14,,,5lesize,16,,,2Mshape,2 !设定为映射网格划分mat,1amesh,1mat,2amesh,2mat,3amesh,3/SOLUSFL,11,CONV,HAIR,,TAIR !施加空气对流边界SFL,1,CONV,HSEA,,TSEA !施加海水对流边界SOLVE/POST1PLNSOL !输出温度彩色云图finish实例2一圆筒形的罐有一接管,罐外径为3 英尺,壁厚为0.2 英尺,接管外径为0.5 英尺,壁厚为0.1英尺,罐与接管的轴线垂直且接管远离罐的端部。
ANSYS实体模型加载、求解、后处理步骤及读取某点温度值
ANSYS实体模型加载、求解及后处理步骤计算温度场步骤:1.定义标题和工作文件名1)定义标题:Utility Menu>Change Title2)定义工作文件名:Utility Menu>Change Jobname2.选择单元类型Main Menu>Proprecessor>Element Type>Add/Edit/Delete 出现一个“Element Type”对话框,点击“Add”,又出现一个“Library of Element Type”对话框,选择“Thermal Solid”,在右面的栏中选择“Brick 20Node 90”,单击“OK”。
3.定义材料属性1)设置材料密度Main Menu>Proprecessor>Material Props>Material Models 出现一个“Define Material Mode Behavior”对话框,在右面的对话框中双击“Thermal”,双击其下出现的“Density”,出现“Density for Material Number 1”的对话框,在“DENS”后面输入密度值;2)输入导热系数Main Menu>Proprecessor>Material Props>Material Models出现一个“Define Material Mode Behavior”对话框,在右面的对话框中双击“Thermal”,双击其下出现的“Conductivity”,双击“Isotropic”,出现一个“Conductivity for Material Number 1”的对话框,连续单击“Add Temperature”在“KXX”中输入导热系数值;3)定义比热在“Define Material Mode Behavior”对话框右面输入栏中,双击“Specific heat”,出现一个“Specific heat for Material Number 1”对话框,连续单击“Add Temperature”,在“Temperature”中输入温度,在“C”中输入与温度对应的比热系数;4)输入对流系数在“Define Material Mode Behavior”对话框右面输入栏中,双击“Convection or Film Coef”,出现一个“Convection or Film Coefficient for Material Number 1”对话框,在“Temperature”中输入温度,在“HF”后面输入与温度对应的对流数。
基于ANSYS的钛合金真空电子束焊数值模拟研究
基于ANSYS的钛合金真空电子束焊数值模拟研究张琪琪;刘嘉;白立来;冯陆洋;郭珍珍【摘要】利用ANSYS有限元软件对尺寸60 mm×100 mm×6 mm的TC4钛合金板进行真空电子束焊接的数值模拟仿真研究.建立高斯面热源和椭球体热源组成的组合移动热源模型作为仿真的热源模型研究TC4钛合金在真空电子束下的焊缝成形过程、焊缝附近的应变变化情况及焊接过程中热源温度场的变化.【期刊名称】《电焊机》【年(卷),期】2015(045)011【总页数】4页(P151-154)【关键词】钛合金;电子束焊接;数值模拟;温度场【作者】张琪琪;刘嘉;白立来;冯陆洋;郭珍珍【作者单位】北京工业大学机械工程与应用电子技术学院,北京100124;北京工业大学机械工程与应用电子技术学院,北京100124;北京工业大学机械工程与应用电子技术学院,北京100124;北京工业大学机械工程与应用电子技术学院,北京100124;北京工业大学机械工程与应用电子技术学院,北京100124【正文语种】中文【中图分类】TG456.3钛合金具有密度低、耐蚀性好、导热系数小、强度高等优良特性,广泛应用于航空、宇航和原子能工业等领域。
以航空领域应用为例,钛合金是当代先进飞机和航空发动机的主要结构材料之一,它可以在保证结构强度、可靠性的同时有效减少其质量,随着民用领域的需求不断增加,钛合金的用量及应用领域将不断增加。
国内外学者对钛合金的焊接方法和工艺进行了大量研究,采用真空电子束焊接钛合金结构件可获得良好的焊接接头[1]。
真空电子束焊接是一种高能量密度的焊接方法,具有焊接热效率高、焊接速度快、真空电子束束流小、形成的焊缝深宽比较大,最终产生变形小,且热影响区较窄的特点。
为了保证对重要结构件的焊接效果,可通过有限元分析方法在对结构施工前,预测出结构件在焊接过程中的演变过程及应变、热场分布等参数,通过焊前工艺的选取和焊后变形的研究对实际焊接具有指导意义[2]。
脉冲束流电子束焊接技术综述
脉冲束流电子束焊接技术综述齐铂金;范霁康;刘方军【期刊名称】《航空制造技术》【年(卷),期】2015(000)011【总页数】5页(P34-38)【作者】齐铂金;范霁康;刘方军【作者单位】北京航空航天大学;北京航空航天大学;北京航空航天大学【正文语种】中文电子束焊是高能束焊的一种,利用加速和聚焦的电子束流轰击工件,从而产生热量,使金属熔合。
焊接时经加速的电子束运动速度能够达到0.3~0.7倍光速,焊接能量密度高达107W/cm2,这使得电子束在撞击金属工件时能够产生深而窄的孔腔,被称为“匙孔”。
电子束焊因“匙孔”效应能够使焊接热量传送到工件内部,能够形成深宽比大、变形小、缺陷少的焊缝,因此在航空、航天、汽车、电子等工业得到了广泛的应用。
从束流调制形式上分,电子束焊可分为连续束流电子束焊和脉冲束流电子束焊。
目前工业生产中应用广泛的电子束焊一般为连续束流电子束焊,而脉冲束流电子束焊是在连续束流电子束焊的基础上发展而来的,是指将电子束流调制成脉冲方波形式进行焊接的一种技术。
已有研究表明,脉冲电子束焊由于其脉冲效应显现出了良好的焊接品质,具有广阔的应用前景。
本文将从其技术特点和研究现状两方面来讨论脉冲电子束焊接技术。
脉冲束流电子束焊接技术特点脉冲束流实际上是一种基值束流、峰值束流、占空比和脉冲频率分别独立可调的方波束流,束流波形为方波或接近方波的形式,理想的脉冲束流波形如图1所示,其中I p为脉冲峰值束流;I b为脉冲基值束流;I a为脉冲平均束流;t p为脉冲峰值束流持续时间;t b为脉冲基值束流持续时间;t c是脉冲方波束流的周期,并且满足t c=t p+t b。
所以,与连续束流电子束焊接相比,脉冲束流电子束焊具有的特征工艺参数,分别为束流基值、峰值、频率、占空比等,合理地匹配脉冲参数将能够获得良好的焊接效果。
图1 脉冲电子束焊束流波形图在同样的焊接平均功率下,脉冲电子束能产生较高的金属蒸发率,从而能够提高焊接效率、改善焊缝质量、增加焊缝深宽比。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
*DEL,_FNCMTID
*DEL,_FNC_C1
*DEL,_FNC_C2
*DEL,_FNC_C3
*DEL,_FNCCSYS
*SET,_FNCNAME,'q4'
*DIM,_FNC_C1,M,_FNC_C3,,1
/SOLU
!*
ANTYPE,4
!*
TRNOPT,FULL
LUMPM,0
!*
TUNIF,20,
*SET,U,60
*SET,I,3
*SET,n,0.75
*SET,pi,acos(-1)
*SET,k,12/d**2
*SET,qmax,U*I*n*sqrt(k/pi)/(2*pi*r0)
!-->
FLST,2,5489,1,ORDE,2
FITEM,2,6353
FITEM,2,-11841
/GO
!*
!*
SF,P51X,HFLUX, %Q4%
!*
OUTRES,ALL,ALL,
!*
TIME,320
AUTOTS,1
DELTIM,1, , ,1
TIME,400
AUTOTS,1
DELTIM,5, , ,1
KBC,0
!*
TSRES,ERASE
allsel
solve
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!"加载 h"!!!!!!!!!!!!!!!!!!! !!!!!!!!!!!!!!!
*SET,_FNC_C1(1),qmax
*SET,_FNC_C2(1),k
*SET,_FNC_C3(1),r0
*SET,_FNCCSYS,0
! /INPUT,q4.func,,,1
*DIM,%_FNCNAME%,TABLE,6,22,1,,,,%_FNCCSYS%
!
*SET,%_FNCNAME%(0,12,1), 0.0, -3, 0, 2, 0, 0, 3
*SET,%_FNCNAME%(0,13,1), 0.0, -5, 0, 1, 3, 17, -3
*SET,%_FNCNAME%(0,14,1), 0.0, -3, 0, 1, -4, 1, -5
*DEL,_FNCNAME
*DEL,_FNCMTID
*DEL,_FNCCSYS
*SET,_FNCNAME,'h'
*SET,_FNCCSYS,0
! /INPUT,h.func,,,1
*DIM,%_FNCNAME%,TABLE,6,14,1,,,,%_FNCCSYS%
*DEL,_FNC_C2
*DEL,_FNC_C3
*DEL,_FNCCSYS
*SET,_FNCNAME,'q'
*DIM,_FNC_C1,,1
*DIM,_FNC_C2,,1
*DIM,_FNC_C3,,1
*SET,_FNC_C1(1),qmax
*SET,_FNC_C2(1),k
*SET,%_FNCNAME%(0,5,1), 0.0, -1, 0, 1, -3, 3, 17
*SET,%_FNCNAME%(0,6,1), 0.0, -2, 0, 0, 0, 0, 0
*SET,%_FNCNAME%(0,7,1), 0.0, -3, 0, 1, 0, 0, -2
*SET,%_FNCNAME%(0,8,1), 0.0, -4, 0, 1, -2, 2, -3
! Begin of equation: 0.3*(320-{TIME})*qmax*exp((-k)*(sqrt({X}^2+{Y}^2)-r0)^2)
*SET,%_FNCNAME%(0,0,1), 0.0, -999
*SET,%_FNCNAME%(2,0,1), 0.0
*SET,%_FNCNAME%(3,0,1), %_FNC_C1(1)%
/GO
!*
!*
SF,P51X,HFLUX, %Q%
allsel
aplot
!*
!*
OUTRES,ALL,ALL,
!*
TIME,310
AUTOTS,1
DELTIM,1, , ,1
KBC,0
!*
TSRES,ERASE
*SET,%_FNCNAME%(0,11,1), 0.0, -3, 0, 1, -2, 2, 19
*SET,%_FNCNAME%(0,12,1), 0.0, -2, 0, 2, 0, 0, -3
*SET,%_FNCNAME%(0,13,1), 0.0, -4, 0, 1, -3, 17, -2
ASEL,S, , , 26
NSLA,R,1
NPLOT
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!"加载q"!!!!!!!!!!!!!!!!!!! !!!!!!!!!!!!!!!
*DEL,_FNCNAME
*DEL,_FNCMTID
*DEL,_FNC_C1
*SET,%_FNCNAME%(6,0,1), 0.0
*SET,%_FNCNAME%(0,1,1), 1.0, -1, 0, 0, 0, 0, 0
*SET,%_FNCNAME%(0,2,1), 0.0, -2, 0, 1, 0, 0, -1
*SET,%_FNCNAME%(0,3,1), 0, -3, 0, 1, -1, 2, -2
*SET,%_FNCNAME%(4,0,1), 0.0
*SET,%_FNCNAME%(5,0,1), 0.0
*SET,%_FNCNAME%(6,0,1), 0.0
*SET,%_FNCNAME%(0,1,1), 1.0, -1, 0, 0.8, 0, 0, 0
*SET,%_FNCNAME%(0,2,1), 0.0, -2, 0, 5.67, 0, 0, -1
*SET,%_FNCNAME%(0,4,1), 0.0, -1, 0, 1, -3, 3, 18
*SET,%_FNCNAME%(0,5,1), 0.0, -2, 0, 2, 0, 0, 2
*SET,%_FNCNAME%(0,6,1), 0.0, -3, 0, 1, 2, 17, -2
*SET,%_FNCNAME%(0,7,1), 0.0, -2, 0, 2, 0, 0, 3
*SET,%_FNCNAME%(0,21,1), 0.0, -3, 0, 1, -1, 3, -2
*SET,%_FNCNAME%(0,22,1), 0.0, 99, 0, 1, -3, 0, 0
! End of equation: 0.3*(320-{TIME})*qmax*exp((-k)*(sqrt({X}^2+{Y}^2)-r0)^2)
KBC,0
!*
TSRES,ERASE
allsel
solve
FLST,2,15843,1,ORDE,2
FITEM,2,1
FITEM,2,-15843
SFDELE,P51X,HFLUX
allsel
!*
OUTRES,ALL,ALL,
!*
*SET,%_FNCNAME%(0,14,1), 0.0, -2, 0, 1, -1, 3, -4
*SET,%_FNCNAME%(0,15,1), 0.0, -1, 7, 1, -2, 0, 0
*SET,%_FNCNAME%(0,16,1), 0.0, -2, 0, 1, 17, 3, -1
*SET,%_FNCNAME%(0,15,1), 0.0, -3, 16, 1, -3, 0, 0
*SET,%_FNCNAME%(0,16,1), 0.0, -4, 0, 1, -3, 2, 19
*SET,%_FNCNAME%(0,17,1), 0.0, -3, 0, 2, 0, 0, -4
allsel
solve
FLST,2,15843,1,ORDE,2
FITEM,2,1
FITEM,2,-15843
SFDELE,P51X,HFLUX
ASEL,S, , , 26
NSLA,R,1
NPLOT
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!"加载q4"!!!!!!!!!!!!!!!!!!! !!!!!!!!!!!!!!!
*SET,%_FNCNAME%(0,8,1), 0.0, -4, 0, 1, 3, 17, -2
*SET,%_FNCNAME%(0,9,1), 0.0, -2, 0, 1, -3, 1, -4
*SET,%_FNCNAME%(0,10,1), 0.0, -2, 16, 1, -2, 0, 0
*SET,%_FNCNAME%(0,3,1), 1, -3, 0, 1, -1, 3, -2
*SET,%_FNCNAME%(0,18,1), 0.0, -5, 0, 1, -4, 17, -3
*SET,%_FNCNAME%(0,19,1), 0.0, -3, 0, 1, -2, 3, -5
*SET,%_FNCNAME%(0,20,1), 0.0, -2, 7, 1, -3, 0, 0
*SET,%_FNCNAME%(0,2,1), 0.0, -2, 0, 1, -1, 2, 1
*SET,%_FNCNAME%(0,3,1), 0, -1, 0, 0.3, 0, 0, -2