冲压模具验收单
模具验收单 范本

冲压科 承认 担当
第二批量注番
加工日期
生产数量
最终评价:
事业部
成本管理部 技术开发部
欧达可电子(深圳)有限公司
管理No.CG-1-015(B)
门 担当 受付
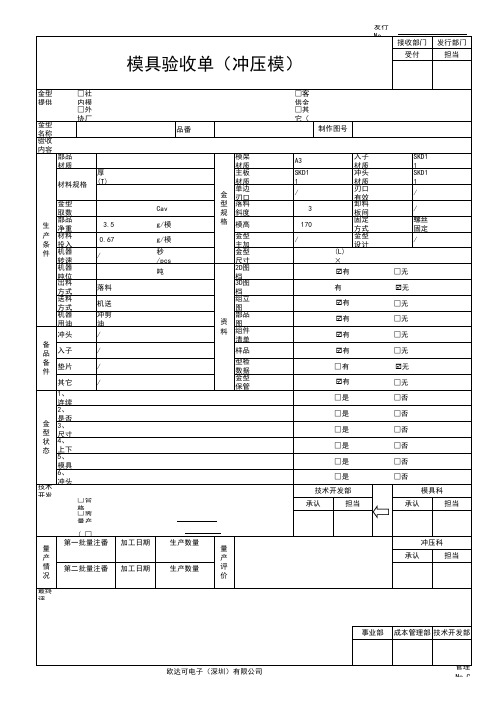
模具验收单(冲压模)
金型提供方 □社内模具部制作 □外协厂商制作(厂商名称: 金型名称 验收内容 部品材质 厚(T)×宽(W)×步距(P)×比重(ρ) 材料规格 金型取数 生 产 条 件 部品净重 3.5 Cav g/模 g/模 秒/pcs 吨 落料 机送 冲剪油 / / / / 资 料 金 型 规 格 单边刃口间隙 落料斜度 模高 金型主加工 金型尺寸 2D图档 3D图档 组立图 部品图 组件清单 样品 型检数据 金型保管证 / (L)× 有 有 有 有 有 有 □有 有 □是 □是 □是 □是 □是 □是 技术开发部 承认 PCS ) PCS ) 量 产 评 价 担当 / 3 170 刃口有效长度 卸料板间隙 固定方式 金型设计寿命 (W)× 模架材质 主板材质 A3 SKD11 入子材质 冲头材质 品番 □客供金型(客户名称: ) □其它( 制作图号
) )
SKD11 SKD11 / / 螺丝固定 / (H)mm □无 无 □无 □无 □无 □无 无 □无 □否 □否 □否 □否 □否 □否 模具科 承认 担当
材料投入量 0.67 机器转速 机器吨位 出料方式 送料方式 机器用油 冲头 /
备 品 备 件
入子 垫片 其它
1、连续正常生产时,有无异常现象。 2、是否达到设计要求。 金 型 状 态 3、尺寸、外观、形状 是否安定,不良率是否正常0.1%以下。 4、上下模配合是否吻合,卸料板与导柱配合是否顺畅。 5、模具整体制作是否合理,精良。 6、冲头、入子是否磨损。 技术开发部判定: □合格 □需量产判定 ( □ 1批量数量 ( □ 2批量数量 量 产 情 况 第一批量注番 加工日期 生产数量
模具动静态验收标准

模具动静态检查表冲压模具动静态检查表(一)项目:零件名称工序号 /名称调试设备模具号类序检查项目查检检查要领检查别号静动方法1模具铭牌及顶杆位置示意牌●按图纸规定目视2模具颜色●按用户要求目视3铸字(“F标”记、模具重量、箭●按用户要求目视一头标记、模具号等)外4模体无明显铸造缺陷●按图纸目视观5起吊孔的螺纹规格●按用户要求目视检6查压板槽位置、尺寸及数量▲按图纸尺寸直尺7模具定位键或定位孔▲按图纸尺寸直尺8空气管接头座及电气安装位置▲按图纸尺寸,不能超出模体目视9闭合高度检查▲按图纸尺寸卷尺1导向面粗糙度●工作面和导入圆角粗糙度0.8 ,支承面粗糙目视度 1.6二2导柱与导套配合间隙▲无单边接触,无损伤红丹粉导3导板面配合间隙▲大型 <0.1 ,中型 <0.08 ,反侧导板≤ 0.02厚薄规向4滑动导板接触面接合率▲≥85% ,分布均匀红丹粉装置5斜楔机构运动导滑面▲间隙 <0.03mm厚薄规6各种斜楔机构运动灵活,扒钩▲扒钩间隙侧冲 0.5 ~ 1mm ,目视厚间隙合理吊冲 <0.03mm薄规三1剪切面刃口粗糙度●端面粗糙度 1.6 ,侧面粗糙度 0.8目视冲2刃口硬度●按图纸规定硬度计裁3刃口镶块接合面间隙●≤ 0.05mm厚薄规︵焊接刃口无气孔、夹渣、横向落4●垂直于刃口≤ 100mm 的微裂纹≤ 3 条目视裂纹料、5镶块与安装座或键与窝座配合●≤ 0.02mm厚薄规冲6凸凹模镶块材料牌号及件号标●打印清晰,无凸起目视孔记、切7凹模镶块高度不小于 80MM●应有足够的空间、便于装配冲头直尺边︶部8刃口无咬合、擦黑▲空车下压 4-5 次目视验收129压料面贴合率、压料面粗糙度▲红丹粉<0.810刃口间隙▲按图纸规定 ; 是制件料厚的 <10%。
目视厚薄规1110°~ 30°斜面冲裁时,冲孔及▲工作刃口提前切入深度按 2 个料厚处理,冲直修边凸模处理头是否防转尺目视12刃口切入量▲按图纸规定直尺13退料板与凸模,压料板与凹模▲间隙 0.3 ~ 0.5mm厚薄规的导正间隙四1镶块接缝间隙●≤ 0.05mm厚薄规成2工作面粗糙度●主要工作面及 R 处粗糙度 0.8 ,辅助工作面形及 R 处粗糙度 1.6目视︵工作表面无缺陷无划伤、裂纹、波纹、磕碰伤、夹渣、气3●拉孔延、4工作面硬度●按图纸要求硬度计冲压模具动静态检查表(二)类序检查项目检查检查要领检查别号静动方法5C/N 基准孔●孔的座标值是否打印清晰(各序通用)目视五厚薄6镶块与安装座或键与窝座配合●≤ 0.02mm规成凸凹模镶块材料牌号及件号标7●打印清晰,无凸起目视形记、8上模销孔加丝堵●加丝堵目视高于型面 0.3mm ,工件表面清晰整9拉延模到底标记▲目视形10卸料板型面与工件接触面▲是否产生压痕目视)11拉延模、成形模排气孔▲排气通畅目视部12压边圈与凹模研合面检查▲管理面 95% 、准管理面 90%凹模 >80%红丹分粉13整形模压力检查▲制件凸台清晰,符合图纸目视14压弯模的间隙▲间隙符合图纸,弯曲工件表面平整目视15 型面精度 (R 角、棱线、台阶 )目视▲ 带料冲压检查轮廓线是否清晰直尺16气垫位置及顶出高度检查▲ 符合图纸要求直尺六1顶出器结构强度●目视制2工件是否有防反措施▲目视验收12件3制件与贴合面配合状态▲贴合率≥ 70%红丹投粉入4顶出器工作平稳▲无干涉目视与5制件投入、取出顺利▲目视取出6定位板、定位销与工件配合间隙▲不能过紧,配合间隙 0.4mm目视1废料长度和数量●按设计要求目视2废料溜料板强度及粗糙度和尺●手感七寸直尺废3折叠式废料槽要求●折叠后不能超出上模平面目视料废料能否落入废料盒或槽内顺利排出,积存4冲孔检查▲数量<4 片目视5周围废料,切边废料排出▲排出顺利,无阻碍目视1铸入吊柄,螺栓紧固式吊柄●坚固,无松动、破损、毛刺目视2安全防护板、护罩●目视八3防止弹簧弹出、倒伏装置●无松动目视4模具上下模座连接板●符合图纸目视安全5非工作面倒角●按图纸要求目视6镶块加起吊孔●一般≥ 15kg ,具体按用户要求目视7侧销、安全销及退料螺钉、安全▲符合图纸,灵活可靠目视螺钉九1模具各部分清洁,无锈蚀●目视其2配件齐全●符合图纸目视它第一次验收人无此项目 /验收日期:验收标记:合格√不合格×员:验收 1:表示第一次验收 2 :表示第二次验收第二次验收人验收日期:员:冲压件验收单产品号:产品名称:检查项目检查方式是否合格备注1裂纹目视2缩颈目视、测量3坑包目视、手感4麻点(群)目视、手感5毛刺目视、测量6拉毛目视、手感、测量7压痕目视、测量8叠料目视、测量9波浪目视、手感10起皱目视11棱线目视手感12R 角目视手感13带料塌边目视测量14其它检查人员:模具品质鍳定表编号 :产品型号产品名称零件图号零件名称工装编号工装名称使用单位使用设备工序号工序名称检验问题记录修改后状况结论冲压件制造公司编制审核批准年月日俗话说得好:“滴水之恩,当涌泉相报”.知恩图报,是做人的良知;忘恩负义,被人们所不齿。
模具验收单范文
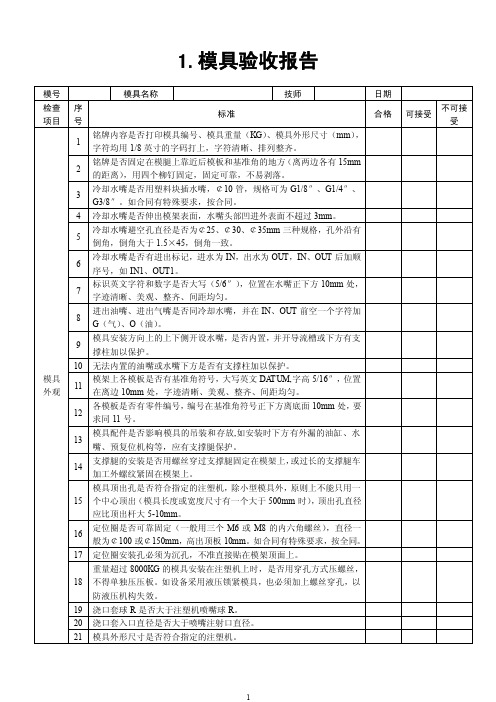
1.模具验收报告编者按:大地涵藏万物,孕育生命,被誉为人类的母亲。
但是,近年来,伴随我国工业化的快速发展,大地不断遭到各种污染的伤害。
仅仅因土壤污染防治不足、环境监管乏力,导致的食品药品安全事件就频频发生,2008年以来,全国已发生百余起重大污染事故。
目前我国大地污染现状严峻,成因十分复杂,形成令人扼腕的“大地之殇”。
《经济参考报》以此为主题,探寻大地污染背后所触及的我国农业、工业、城市化进程中关于生存与发展的一系列深层矛盾与两难抉择,并以“大地之殇”系列报道的形式在“深度”版推出,敬请关注。
大地之殇一·黑土地之悲占全国粮食总产五分之一的东北黑土区是我国最重要的商品粮基地,但一个并不为多数人了解的严峻事实是,支撑粮食产量的黑土层却在过去半个多世纪里减少了50%,并在继续变薄,几百年才形成一厘米的黑土层正以每年近一厘米的速度消失。
照此速度,部分黑土层或将在几十年后消失殆尽,东北这一中国最大粮仓的产能也将遭受无法挽回的损失。
□记者孙彬管建涛连振祥吉哲鹏娄辰李松南京哈尔滨兰州昆明济南重庆报道毒土:GDP至上的恶果当前,我国土壤污染出现了有毒化工和重金属污染由工业向农业转移、由城区向农村转移、由地表向地下转移、由上游向下游转移、由水土污染向食品链转移的趋势,逐步积累的污染正在演变成污染事故的频繁爆发。
日益加剧的污染趋势可能还要持续30年“目前,我国土壤污染呈日趋加剧的态势,防治形势十分严峻。
”多年来,中国土壤学会副理事长、中国农业科学院研究员张维理教授一直关注我国土壤污染问题“我国土壤污染呈现一种十分复杂的特点,呈现新老污染物并存、无机有机污染混合的局面。
”“现在我国土壤污染比各国都要严重,日益加剧的污染趋势可能还要持续30年。
”中国土壤学专家,南京农业大学教授潘根兴告诉《经济参考报》记者,这些污染包括随经济发展日益普遍的重金属污染、以点状为主的化工污染、塑料电子废弃物污染及农业污染等。
国土资源部统计表明,目前全国耕种土地面积的10%以上已受重金属污染。
冲压模具验收记录(多工位版)
冲压模具验
收记录(多工位版)
➢静态验收检查项-后工序(拉延)
备注:
①模具上用来调整的(钢)垫片(除平衡块)只能为1片。
②模具零件的连接、固定要使用内六角螺钉。
③定位块、气缸要有定位柱销来确定位置。
④对照图纸确认侧销支承座强度,止动板过孔直径。
⑤所有图纸指示的螺钉、定位柱销要装配齐全。
⑥模具使用内六角螺钉拧入深度:铸件要达到螺钉直径1.5倍;钢件要达到螺钉直径1倍。
⑦定位块要有调整余量,如果会引起强度、成形方面的问题则不受此范围限制
⑧模具主要零件要有加工基准并刻印坐标。
⑨按图纸确认压板槽,快速定位,定位键槽,上
模定位孔的技术指标(数量、厚度、位置、形状等)。
➢静态验收检查项-后工序(切边冲孔、整形)
备注:
①模具上用来调整的(钢)垫片(除平衡块)只能为1片。
②模具零件的连接、固定要使用内六角螺钉。
③定位块、气缸要有定位柱销来确定位置。
④对照图纸确认侧销支承座强度,止动板过孔直径。
⑤所有图纸指示的螺钉、定位柱销要装配齐全。
⑥模具使用内六角螺钉拧入深度:铸件要达到螺钉直径1.5倍;钢件要达到螺钉直径1倍。
⑦定位块要有调整余量,如果会引起强度、成形方面的问题则不受此范围限制
⑧模具主要零件要有加工基准并刻印坐标。
⑨按图纸确认压板槽,快速定位,定位键槽,上
模定位孔的技术指标(数量、厚度、位置、形状等)。
➢动态验收检查项-(拉延)
➢动态验收检查项-后工序(切边、整形)
参数记录表:。
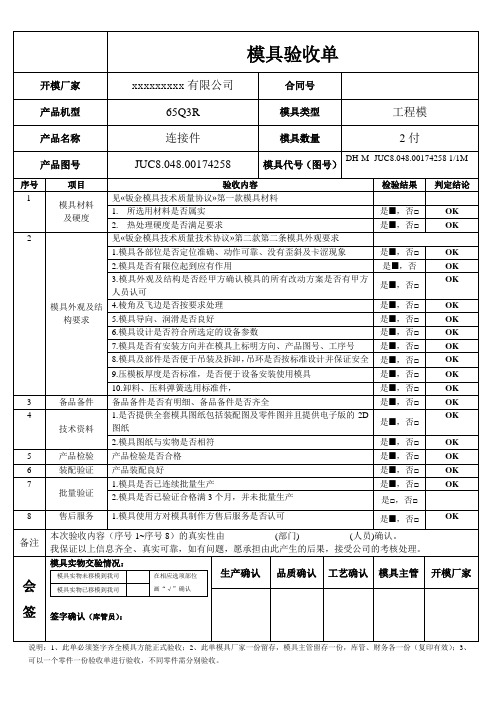
模具验收单

嵌件研配是否到位(应用不同的几个嵌件来研配以防嵌件尺寸误差)安放须稳,定位可靠.
5
镶块、镶芯是否可靠定位固定,圆形件有止转。镶块下面不垫铜片、铁片,小镶件不允许烧焊。
6
前后模胶位面是否按要求抛光及晒纹等。(按设计要求)
7
司筒孔、顶针孔均采用Wirecut加工,表面无明显线割纹。
8
插穿部分是否为大于2度的斜度,有无插烧,插穿部分无薄刃结构。
17
滑块的滑动距离是否大于抽芯距2-3 mm,斜顶类似.
18
大型滑块(宽度超过200 mm)锁紧面是否有耐磨板高出0.3-0.5 mm,上面加油槽.
19
滑块压板是否用定位销定位.
20
若制品有粘前模的趋势,后模侧壁是否晒纹或保留火花纹,无加工较深的倒扣,无手工打磨加倒扣筋或麻点.
冷
却
1
冷却水道是否畅通及符合图纸要求。
15
透明件前后模是否抛光至客户要求。
包装
1
模具型腔是否喷防锈油。
2
滑动部件是否涂黄油。
3
浇口套进料口是否用黄油堵死。
4
模具是否安装锁模片,并且规格符合设计要求(三板模脱料板与后模固定)至少两片。
5
模具产品图纸、结构图纸、水路图纸、零配件及模具材料供应商明细、使用说明书、装箱单、电子文档是否齐全。
6
模具外观是否喷漆(客户如有特殊要求,按合同及技术要求)。
3
冷却水嘴按设计要求。
4
冷却水嘴是否有进出标记,进水为IN,出水为OUT、IN、OUT后加须序号,如INI、OUT1。如有特殊要求,以设计要求为准。
5
进出油嘴、进出气嘴是否同冷却水嘴,并在IN、OUT前空一个字符加AIR(气)、OIL(油)。
模具验收单
/
备 垫片
/
件
其它
/
1、
连续 2、
金
是否 3、
型 尺寸
状 4、
态 上下 5、
模具 6、
技术 冲头
开发
□合
格 □需
量产
Cav
g/模
g/模 秒 /pcs 吨
(□ 第一批量注番 加工日期 量
产
情 第二批量注番 加工日期 况
生产数量 生产数量
最终 评
模架 材质 主板 材质 单边 金 刃口 型 落料 规 斜度 格 模高 金型 主加 金型 尺寸 2D图 档 3D图 档 组立 图 部品 资图 料 组件 清单 样品 型检 数据 金型 保管
模具验收单(冲压模)
发行 No.
接收部门 受付
发行部门 担当
金型
□社
提供
内模 □外
金型
协厂
名称 验收
内容 部品
材质 厚
材料规格 (T)
品番
金型 取数 部品 生 净重 产 材料 条 投入 件 机器 转速 机器 吨位 出料 方式 送料 方式 机器 用油
3.5 0.67 /
落料 机送 冲剪 油
冲头
/
备
品 入子
□否
□否
□否
□否
模具科
承认
担当
冲压科
承认
担当
事业部 成本管理部 技术开发部
欧达可电子(深圳)有限公司
管理 No.C
量 产 评 价
□客 供金 □其 它(
制作图号
A3 SKD1 1 /
3
170
/
入子 材质 冲头 材质 刃口 有效 卸料 板间 固定 方式 金型 设计 (L) ×
冲压模具验收单
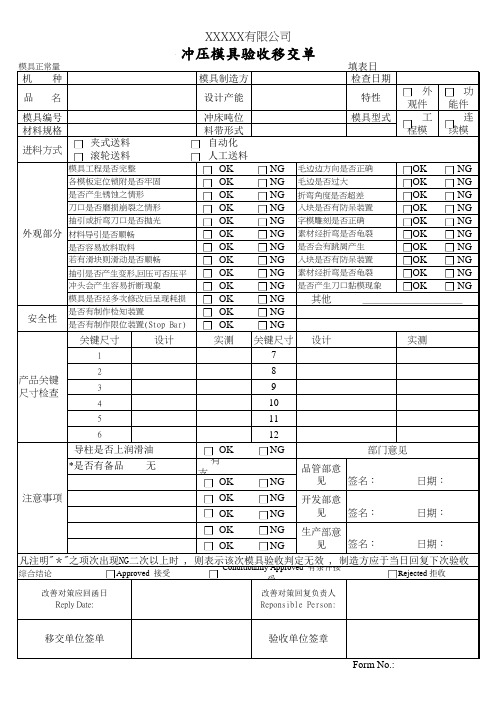
移交单位签单
验收单位签章 Form No.:
毛边边方向是否正确
设计
实测
产品关键 尺寸检查
导柱是否上润滑油 *是否有备品 注意事项 无
部门意见 品管部意见 开发部意见 签名: 签名: 日期: 日期:
生产部意见 签名: 日期: OK NG 凡注明"*"之项次出现NG二次以上时 , 则表示该次模具验收判定无效 , 制造方应于当日回复下次验收时间 .
XXXXX有限公司
冲压模具验收移交单
模具正常量产使用开始时间: ;模具正常量产产品数量: 件
机 种 品 名 模具编号 材料规格 进料方式 夹式送料 滚轮送料
模具工程是否完整 各模板定位锁附是否牢固 是否产生锈蚀之情形 刀口是否磨损崩裂之情形 抽引或折弯刀口是否抛光
外观部分 材料导引是否顺畅
是否容易放料取料 若有滑块则滑动是否顺畅 抽引是否产生变形,回压可否压平 冲头会产生容易折断现象 模具是否经多次修改后呈现耗损 是否有制作检知装置 是否有制作限位装置(Stop Bar)
填表日期: 检查日期 特性 模具型式
年
外观件 工程模
月
日
功能件 连续模
OK NG 毛边是否过大 OK NG OK NG 折弯角度是否超差 入块是否有防呆装置 OK NG 字模雕刻是否正确 OK NG 素材经折弯是否龟裂 OK NG 是否会有跳屑产生 OK NG 入块是否有防呆装置 OK NG 素材经折弯是否龟裂 OK NG 是否产生刀口黏模现象 OK NG __________ 其他
模具验收检查清单

模具验收检查清单★123★45678910111234567检验结论:合格[ ] 不合格[ ]条件认可[ ] (此选项须经本公司项目负责人书面认可)签字:日期:3.所有模具出口前,须参照以上内容进行逐项检查,如有不合格项,在未经客戶確認的情况下,模具视为不合格。
2.此表中带“★”的项目须在模具加工过程中或试模前检测完成并提交详细检测报告。
1.此表中未提及内容请参见客戶提供的 <Mold Construction Guide >and< Specs>.备注:如果有些东西在这边无法安装的,或者漏掉的需要我司提出来在美国去做的也要提供相应的照片。
所有模具上的标准件装完以后才拍照片模具照片要求前模装好以后1张。
后模装好以后1张。
如果有备用件的,需要加1张。
模具合起来以后4个方向每个面一张(4张)。
装进箱以后把所有的资料放进去1张。
箱子合好后在喷了字的那个方向1张。
模具产品图纸、结构图纸、水路图纸、产品检测报告、注塑参数表、装箱单、电子文档间否齐全。
模具材料包括型号、材质证明书和处理状态是否按合同要求。
木箱是否固定牢靠。
模具装箱单物品是否齐全,摆放安全可靠.模具外观是否需特殊处理(如有特殊要求,按合同及技术要求)。
备品、备件易损件是否齐全并附明细,有无供应商名称。
模具是否用薄膜包装。
用木箱包装是否用油漆喷上模具名称、放置方向。
模具型腔是否按要求有防锈措施.模具包装滑动部件是否涂黄油。
模具是否安装锁模片,并且规格符合设计要求(三板模脱料板与后模固定)至少两片。
冲压模验收表
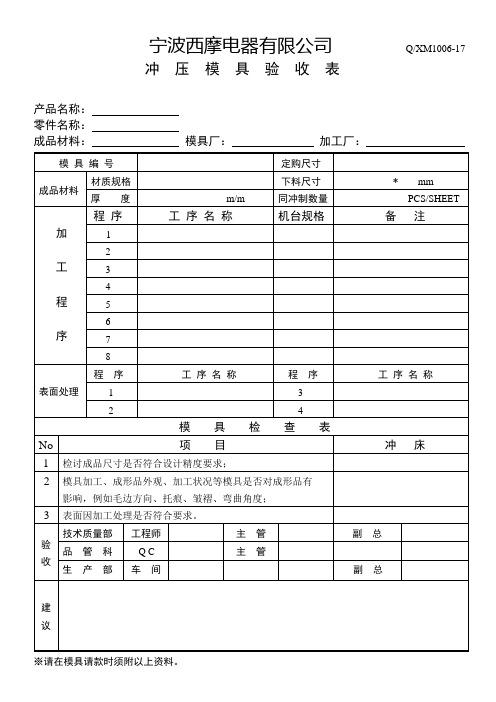
冲压模具验收表
产品名称:
零件名称:
成品材料:模具厂:加工厂:
模具编号
定购尺寸
成品材料
材质规格
下料尺寸
*mm
厚度
m/m
同冲制数量
PCS/SHEET
加
工
程
序
程序
工序名称
机台规格备注1Fra bibliotek23
4
5
6
7
8
表面处理
程序
工序名称
程序
工序名称
1
3
2
4
模具检查表
No
项目
冲床
1
检讨成品尺寸是否符合设计精度要求;
2
模具加工、成形品外观、加工状况等模具是否对成形品有
影响,例如毛边方向、托痕、皱褶、弯曲角度;
3
表面因加工处理是否符合要求。
验
收
技术质量部
工程师
主管
副总
品管科
Q C
主管
生产部
车间
副总
建
议
※请在模具请款时须附以上资料。
冲压模具验收动静态检查表

59 淬火区域
60 弹簧安装
07废料区 检查
08翻边整 形部分
61 氮气缸安装 62 废料滑料板角度 63 废料滑板要求 64 废料通道 65 翻边整形刃口面 66 翻边整形块安装 67 翻边顶出器顶杆
无裂纹 砂眼 无烧死
A
定位销固定到位,定位可靠,定位长度>弹簧长度 1/3
A
压板装配到位,规范,平行,紧固
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
OP40 Y1 Y2
√
√ √ √ √ √ √ √ √ √ √ √ √
√
√ √
OP50 Y1 Y2
第 4 页,共 6 页
项目 零件号
xxxx汽车股份有限公司
CN200 23869213
零件名称 模具线名称
冲压模具静态验收检查表 螺母片
序号
检查项
要求及检查要领
xxxx汽车股份有限公司
冲压模具静态验收检查表
项目 零件号
CN200 23869213
零件名称 模具线名称
螺母片
备注:符合要求填写“√”,不符合要求填写“×”,不适用填 写“/”具体问题填入“模具问题记录表”
序号
检查项
要求及检查要领
风险 类型
OP05 Y1 Y2
OP10 Y1 Y2
工序数量 OP20 OP30 Y1 Y2 Y1 Y2
114 模具名牌、重量及气垫顶杆分布图标识 正确、齐全 清晰
表中Y1—表示第一次验收;Y2—表示第二次验收。
冲压模具验收单
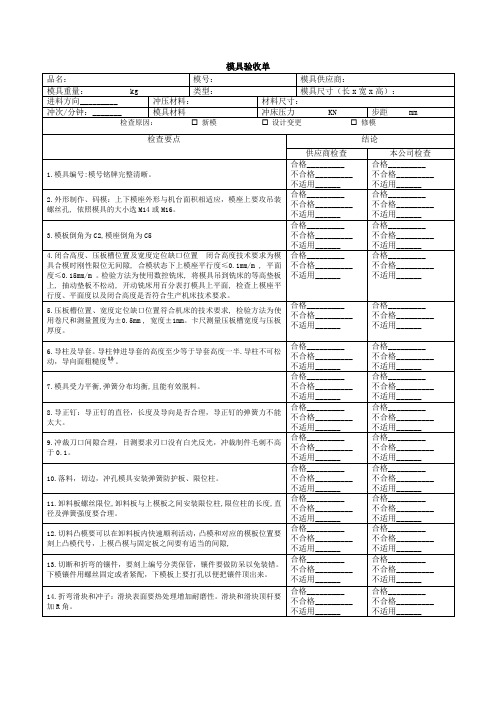
模具验收单品名:模号:模具供应商:模具重量: kg类型:模具尺寸(长x宽x高):进料方向_________冲压材料:材料尺寸:冲次/分钟:_______ 模具材料冲床压力 KN步距 mm 检查原因:☐新模☐设计变更☐修模检查要点结论供应商检查本公司检查1.模具编号:模号铭牌完整清晰。
合格_________不合格_________不适用______合格_________不合格_________不适用______2.外形制作、码模:上下模座外形与机台面积相适应,模座上要攻吊装螺丝孔, 依照模具的大小选M14或M16。
合格_________不合格_________不适用______合格_________不合格_________不适用______3.模板倒角为C2,模座倒角为C5合格_________不合格_________不适用______合格_________不合格_________不适用______4.闭合高度、压板槽位置及宽度定位缺口位置闭合高度技术要求为模具合模时刚性限位无间隙, 合模状态下上模座平行度≤0.1mm/m , 平面度≤0.15mm/m 。
检验方法为使用数控铣床, 将模具吊到铣床的等高垫板上, 抽动垫板不松动, 开动铣床用百分表打模具上平面, 检查上模座平行度、平面度以及闭合高度是否符合生产机床技术要求。
合格_________不合格_________不适用______合格_________不合格_________不适用______5.压板槽位置、宽度定位缺口位置符合机床的技术要求, 检验方法为使用卷尺和测量置度为±0.5mm , 宽度±1mm。
卡尺测量压板槽宽度与压板厚度。
合格_________不合格_________不适用______合格_________不合格_________不适用______6.导柱及导套。
导柱伸进导套的高度至少等于导套高度一半.导柱不可松动,导向面粗糙度。
汽车冲压件模具验收CHECKLIST
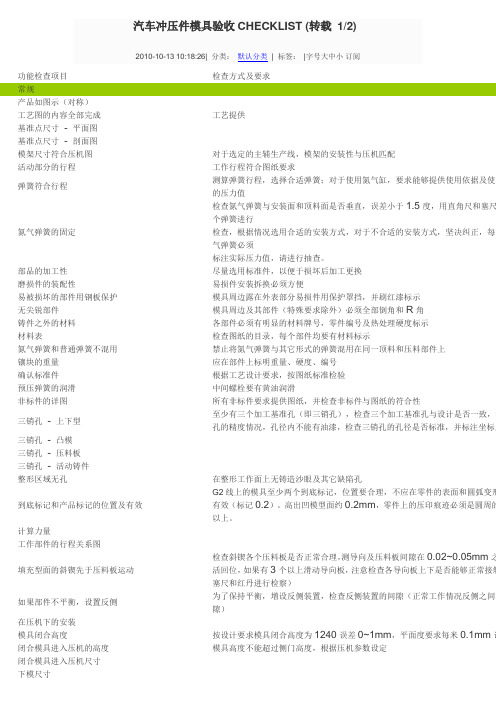
汽车冲压件模具验收CHECKLIST (转载1/2)2010-10-13 10:18:26| 分类:默认分类| 标签:|字号大中小订阅功能检查项目检查方式及要求常规产品如图示(对称)工艺图的内容全部完成工艺提供基准点尺寸- 平面图基准点尺寸- 剖面图模架尺寸符合压机图对于选定的主辅生产线,模架的安装性与压机匹配活动部分的行程工作行程符合图纸要求弹簧符合行程测算弹簧行程,选择合适弹簧;对于使用氮气缸,要求能够提供使用依据及使用的压力值氮气弹簧的固定检查氮气弹簧与安装面和顶料面是否垂直,误差小于1.5度,用直角尺和塞尺个弹簧进行检查,根据情况选用合适的安装方式,对于不合适的安装方式,坚决纠正,每个气弹簧必须标注实际压力值,请进行抽查。
部品的加工性尽量选用标准件,以便于损坏后加工更换磨损件的装配性易损件安装拆换必须方便易被损坏的部件用钢板保护模具周边露在外表部分易损件用保护罩挡,并刷红漆标示无尖锐部件模具周边及其部件(特殊要求除外)必须全部倒角和R角铸件之外的材料各部件必须有明显的材料牌号,零件编号及热处理硬度标示材料表检查图纸的目录,每个部件均要有材料标示氮气弹簧和普通弹簧不混用禁止将氮气弹簧与其它形式的弹簧混用在同一顶料和压料部件上镶块的重量应在部件上标明重量、硬度、编号确认标准件根据工艺设计要求,按图纸标准检验预压弹簧的润滑中间螺栓要有黄油润滑非标件的详图所有非标件要求提供图纸,并检查非标件与图纸的符合性三销孔- 上下型至少有三个加工基准孔(即三销孔),检查三个加工基准孔与设计是否一致,注孔的精度情况,孔径内不能有油漆,检查三销孔的孔径是否标准,并标注坐标尺三销孔- 凸模三销孔- 压料板三销孔- 活动铸件整形区域无孔在整形工作面上无铸造沙眼及其它缺陷孔到底标记和产品标记的位置及有效G2线上的模具至少两个到底标记,位置要合理,不应在零件的表面和圆弧变形有效(标记0.2)。
高出凹模型面约0.2mm,零件上的压印痕迹必须是圆周的以上。
冲压模具验收单

模具正常量填表日机 种模具制造方检查日期品 名设计产能特性 外观件 功能件模具编号冲床吨位模具型式材料规格料带形式 夹式送料 自动化 滚轮送料 人工送料OK NG OK NG OK NG OK NG OK NG OK NG OK NG OK NG OK NG OK NG OK NG OK NG OK NG OK NG OK NG OK NG OK NG OK NG OKNG OK NG OKNGOKNGOK NG OK NGOK NG OK NG 关键尺寸设计实测关键尺寸设计实测172839410511612OK NG *是否有备品 无有支OKNG OK NG OK NG OKNGOK NG综合结论 工程模 连续模签名: 日期:签名: 日期:签名: 日期:进料方式外观部分安全性产品关键尺寸检查注意事项品管部意见开发部意见生产部意见凡注明"*"之项次出现NG二次以上时 , 则表示该次模具验收判定无效 , 制造方应于当日回复下次验收Approved 接受Conditionally Approved 有条件接受Rejected 拒收导柱是否上润滑油部门意见是否有制作检知装置是否有制作限位装置(Stop Bar)下模板的落料跟下垫板和模座落料是否顺畅,检验标准为:下垫板比下模板的落料孔单边要大1~1.5mm,下模座比下垫板落料单边要大共模的零件是否雕刻识别料号产品带料位置,是否过大,标准控制在正负0.03MM 模具是否经多次修改后呈现耗损其他__________若有滑块则滑动是否顺畅入块是否有防呆装置抽引是否产生变形,回压可否压平素材经折弯是否龟裂冲头会产生容易折断现象是否产生刀口黏模现象抽引或折弯刀口是否抛光字模雕刻是否正确材料导引是否顺畅素材经折弯是否龟裂是否容易放料取料是否会有跳屑产生各模板定位锁附是否牢固毛边是否过大是否产生锈蚀之情形折弯角度是否超差刀口是否磨损崩裂之情形入块是否有防呆装置模具工程是否完整毛边边方向是否正确苏州信汇圣五金科技有限公司五金冲压模具验收移交单改善对策应回函日Reply Date:改善对策回复负责人Reponsible Person:移交单位签单验收单位签章。
冲压模具验收单
模具实物交验情况:
模具实物未移模到我司
在相应选项部位画“√”确认
模具实物已移模到我司
签字确认(库管员):
说明:1、此单必须签字齐全模具方能正式验收;2、此单模具厂家一份留存,模具主管留存一份,库管、财务各一份(复印有效);3、可以一个零件一份验收单进行验收,不同零件需分别验收。
是,否□
OK
2.热处理硬度是否满足要求
是,否□
OK
2
模具外观及结构要求
见«钣金模具技术质量技术协议»第二款第二条模具外观要求
1.模具各部位是否定位准确、动作可靠、没有歪斜及卡涩现象
是,否□
OK
2.模具是否有限位起到应有作用
是,否
OK
3.模具外观及结构是否经甲方确认模具的所有改动方案是否有甲方人员认可
是,否□
OK
4.棱角及飞边是否按要求处理
是,否□
OK
5.模具导向、润滑是否良好
是,否□
OK
6.模具设计是否符合所选定的设备参数
是,否□
OK
7.模具是否有安装方向并在模具上标明方向、产品图号、工序号
是,否□
OK
8.模具及部件是否便于吊装及拆卸,吊环是否按标准设计并保证安全
是,否□
OK
9.压模板厚度是否标准,是否便于设备安装使用模具
是,否□
OK
10.卸料、压料弹簧选用标准件,
是,否□
OK
3
备品备件
备品备件是否有明细、备品备件是否齐全
是,否□
OK
4
技术资料
1.是否提供全套模具图纸包括装配图及零件图并且提供电子版的2D图纸
是,否□
OK
2.模具图纸与实物是否相符
冲压部模具验收报告
送检日期序号合格1
2
3456712345123451234
滑动部件是否涂黄油
模具产品图纸一,结构图纸,零配件及模具材料供应商明细,使用说明书,电子图档是否齐全
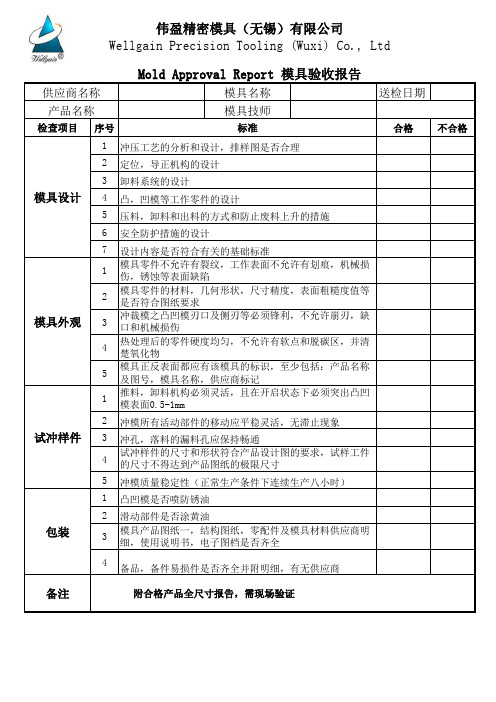
备注 附合格产品全尺寸报告,需现场验证
凸凹模是否喷防锈油
模具设计模具外观试冲样件包装模具正反表面都应有该模具的标识,至少包括:产品名称及图号,模具名称,供应商标记
推料,卸料机构必须灵活,且在开启状态下必须突出凸凹模表面0.5-1mm
冲模所有活动部件的移动应平稳灵活,无滞止现象冲孔,落料的漏料孔应保持畅通
试冲样件的尺寸和形状符合产品设计图的要求,试样工件的尺寸不得达到产品图纸的极限尺寸
冲模质量稳定性(正常生产条件下连续生产八小时)定位,导正机构的设计凸,凹模等工作零件的设计
压料,卸料和出料的方式和防止废料上升的措施
安全防护措施的设计
备品,备件易损件是否齐全并附明细,有无供应商设计内容是否符合有关的基础标准
模具零件不允许有裂纹,工作表面不允许有划痕,机械损伤,锈蚀等表面缺陷
模具零件的材料,几何形状,尺寸精度,表面粗糙度值等是否符合图纸要求
冲裁模之凸凹模刃口及侧刃等必须锋利,不允许崩刃,缺口和机械损伤
热处理后的零件硬度均匀,不允许有软点和脱碳区,并清楚氧化物
模具技师检查项目标准冲压工艺的分析和设计,排样图是否合理卸料系统的设计
供应商名称
产品名称
模具名称
意见:
冲压部:
签字:日期:意见:
项目部:
签字:日期:意见:
采购部:
签字:日期:意见:
备注:
签字:日期:。
模具验收检查清单-冲压全工序
D11
Is the blank size finalized? Record Coil width and Progression: _______________X _______________
确定板料的大小。记录卷料宽度和步距: _______________ X _______________
在凸模和凹模上选择合理的位置打足够多的排气孔,并考虑防尘。所有外板需要使用J型排气管。[TDM Section 3]
D14
Maximum number of cushion pins are used and are equal every quardrant.
每个区域都要使用最大数量的气顶杆,以及气顶杆在每个象限上的均匀分布。
D23
The height of the blankholder is optimized for the best blank wrap. Record Blank holder height: _____mm.
优化压边圈顶出行程,合理考虑料片在压边圈上的初始状态。记录压边圈顶出高度: ______mm。
D17
Flange up punches (half moons) are 32 mm diameter, mounted on the lower shoe. Draw panel have consistant flange ups with no splits and have 5-8mm gauging height.(All outer panels)
Title /标题:
Die Buyoff Checklist /模具验收检查清单- Trim Die /修边模
冲压模具终验收报告
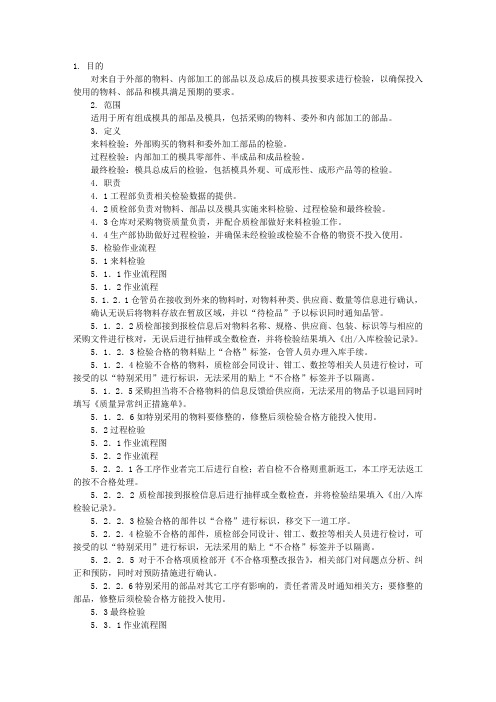
1. 目的对来自于外部的物料、内部加工的部品以及总成后的模具按要求进行检验,以确保投入使用的物料、部品和模具满足预期的要求。
2. 范围适用于所有组成模具的部品及模具,包括采购的物料、委外和内部加工的部品。
3.定义来料检验:外部购买的物料和委外加工部品的检验。
过程检验:内部加工的模具零部件、半成品和成品检验。
最终检验:模具总成后的检验,包括模具外观、可成形性、成形产品等的检验。
4.职责4.1工程部负责相关检验数据的提供。
4.2质检部负责对物料、部品以及模具实施来料检验、过程检验和最终检验。
4.3仓库对采购物资质量负责,并配合质检部做好来料检验工作。
4.4生产部协助做好过程检验,并确保未经检验或检验不合格的物资不投入使用。
5.检验作业流程5.1来料检验5.1.1作业流程图5.1.2作业流程5.1.2.1仓管员在接收到外来的物料时,对物料种类、供应商、数量等信息进行确认,确认无误后将物料存放在暂放区域,并以“待检品”予以标识同时通知品管。
5.1.2.2质检部接到报检信息后对物料名称、规格、供应商、包装、标识等与相应的采购文件进行核对,无误后进行抽样或全数检查,并将检验结果填入《出/入库检验记录》。
5.1.2.3检验合格的物料贴上“合格”标签,仓管人员办理入库手续。
5.1.2.4检验不合格的物料,质检部会同设计、钳工、数控等相关人员进行检讨,可接受的以“特别采用”进行标识,无法采用的贴上“不合格”标签并予以隔离。
5.1.2.5采购担当将不合格物料的信息反馈给供应商,无法采用的物品予以退回同时填写《质量异常纠正措施单》。
5.1.2.6如特别采用的物料要修整的,修整后须检验合格方能投入使用。
5.2过程检验5.2.1作业流程图5.2.2作业流程5.2.2.1各工序作业者完工后进行自检;若自检不合格则重新返工,本工序无法返工的按不合格处理。
5.2.2.2 质检部接到报检信息后进行抽样或全数检查,并将检验结果填入《出/入库检验记录》。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模具验收单
品名:模号:模具供应商:
模具重量: kg类型:模具尺寸(长x宽x高):
进料方向_________冲压材料:材料尺寸:
冲次/分钟:_______ 模具材料冲床压力 KN步距 mm 检查原因:☐新模☐设计变更☐修模
检查要点结论
供应商检查本公司检查
1.模具编号:模号铭牌完整清晰。
合格_________
不合格_________
不适用______
合格_________
不合格_________
不适用______
2.外形制作、码模:上下模座外形与机台面积相适应,模座上要攻吊装螺丝孔, 依照模具的大小选M14或M16。
合格_________
不合格_________
不适用______
合格_________
不合格_________
不适用______
3.模板倒角为C2,模座倒角为C5合格_________
不合格_________
不适用______
合格_________
不合格_________
不适用______
4.闭合高度、压板槽位置及宽度定位缺口位置闭合高度技术要求为模具合模时刚性限位无间隙, 合模状态下上模座平行度≤0.1mm/m , 平面度≤0.15mm/m 。
检验方法为使用数控铣床, 将模具吊到铣床的等高垫板上, 抽动垫板不松动, 开动铣床用百分表打模具上平面, 检查上模座平行度、平面度以及闭合高度是否符合生产机床技术要求。
合格_________
不合格_________
不适用______
合格_________
不合格_________
不适用______
5.压板槽位置、宽度定位缺口位置符合机床的技术要求, 检验方法为使用卷尺和测量置度为±0.5mm , 宽度±1mm。
卡尺测量压板槽宽度与压板厚度。
合格_________
不合格_________
不适用______
合格_________
不合格_________
不适用______
6.导柱及导套。
导柱伸进导套的高度至少等于导套高度一半.导柱不可松动,导向面粗糙度。
合格_________
不合格_________
不适用______
合格_________
不合格_________
不适用______
7.模具受力平衡,弹簧分布均衡,且能有效脱料。
合格_________
不合格_________
不适用______
合格_________
不合格_________
不适用______
8.导正钉:导正钉的直径,长度及导向是否合理,导正钉的弹簧力不能太大。
合格_________
不合格_________
不适用______
合格_________
不合格_________
不适用______
9.冲裁刀口间隙合理,目测要求刃口没有白光反光,冲裁制件毛刺不高于0.1。
合格_________
不合格_________
不适用______
合格_________
不合格_________
不适用______
10.落料,切边,冲孔模具安装弹簧防护板、限位柱。
合格_________
不合格_________
不适用______
合格_________
不合格_________
不适用______
11.卸料板螺丝限位,卸料板与上模板之间安装限位柱,限位柱的长度,直径及弹簧强度要合理。
合格_________
不合格_________
不适用______
合格_________
不合格_________
不适用______
12.切料凸模要可以在卸料板内快速顺利活动,凸模和对应的模板位置要刻上凸模代号,上模凸模与固定板之间要有适当的间隙,合格_________
不合格_________
不适用______
合格_________
不合格_________
不适用______
13.切断和折弯的镶件,要刻上编号分类保管,镶件要做防呆以免装错。
下模镶件用螺丝固定或者紧配,下模板上要打孔以便把镶件顶出来。
合格_________
不合格_________
不适用______
合格_________
不合格_________
不适用______
14.折弯滑块和冲子:滑块表面要热处理增加耐磨性。
滑块和滑块顶杆要加R角。
合格_________
不合格_________
不适用______
合格_________
不合格_________
不适用______
检验员:日期:。